








Diese Seite übersetzen:
Presseinformationen Sensor Instruments
20.06.2024
| Wie kann eigentlich die Dicke einer Lackschicht zwischen zwei PET-Folien bestimmt werden?
Hierzu wurden vier PET-Folienpaare mit unterschiedlichen Lackschichtdicken zwischen den beiden PET-Folien (10µm, 20µm, 50µm und 80µm) mit dem MIR-Durchlichtverfahren untersucht. Auf der Empfängerseite standen zwei Wellenlängenbereiche mit Zentralwellenlängen von 2.95µm und 3.90µm (SPECTRO-M-2-2.95/3.90) zur Verfügung. Der Abstand der PET-Folie zum MIR-Sender betrug dabei in etwa 20mm. Auch das Vorhandensein einer Silikonschicht auf einer transparenten Kunststofffolie wurde mit dieser Messmethode untersucht, mit dem Ergebnis, dass auch diese Schicht sehr gut nachgewiesen werden kann. |
   SPECTRO-M-15-T (Lichtquelle) + SPECTRO-M-2-2.95/3.90 (Empfänger) |
19.06.2024
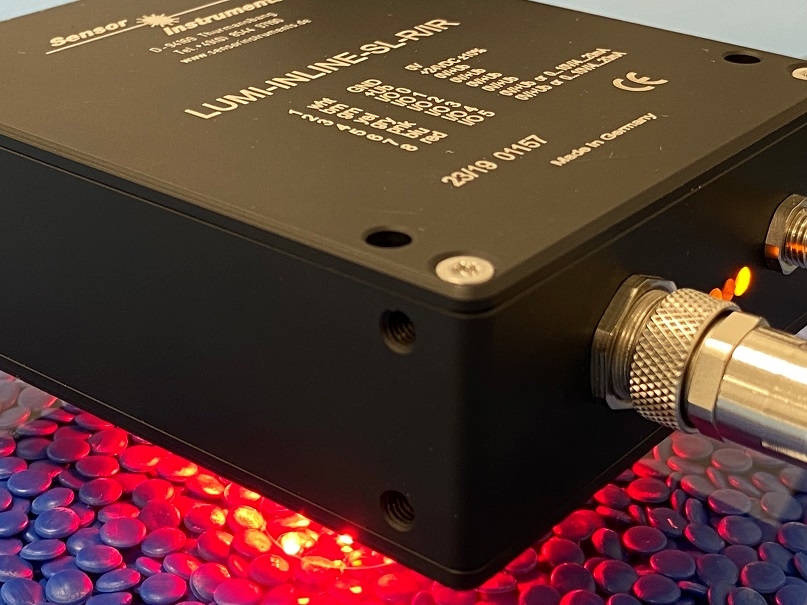
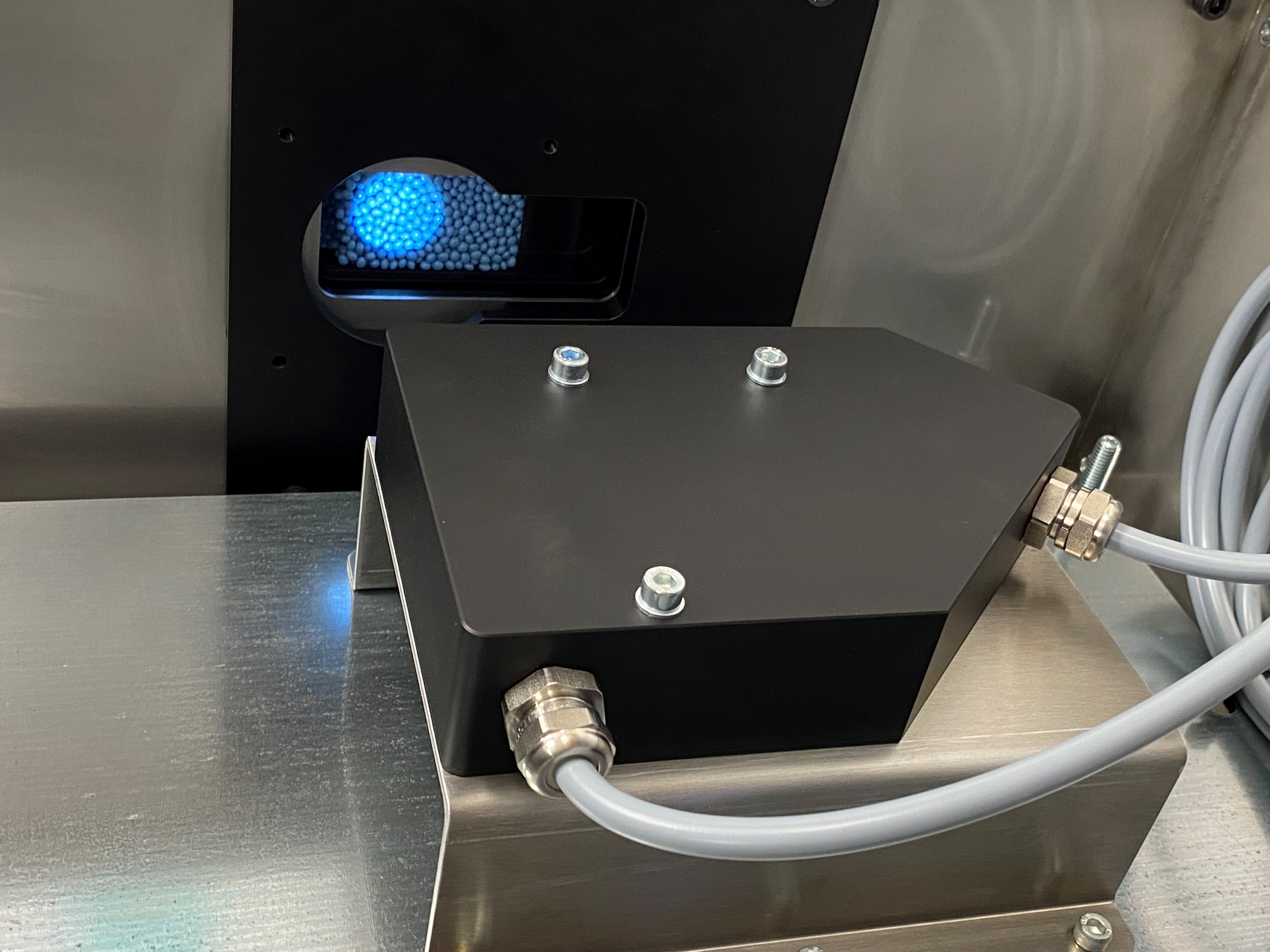
| Messung geringster Sprühmengen im Ex-Bereich
Für Applikationen mit geringem Sprühauftrag kommt in erster Linie eine Lösung infrage, die auf dem Reflexlichtprinzip beruht. Da die meisten dieser Anwendungen im Ex-Bereich stattfinden, wird bevorzugterweise ein Lichtleitersystem eingesetzt. Bei diesen Anwendungen kann der Sprühstrahl in der Regel mit bloßem Auge nicht mehr wahrgenommen werden. Mit dem Lichtleiterfrontend ABL-V-ARRA-KL-M18-XL-A3.0 in Verbindung mit der Kontroll-elektronik SPECTRO-T-1-FIO-R/R kann sowohl die Präsenz als auch die Sprühstrahldichte aus einem Abstand von typischerweise 60 mm zwischen Frontend und Sprühstrahl zuverlässig bestimmt werden. |
 SPECTRO-T-1-FIO-R/R (Kontrollelektronik) + ABL-V-ARRA-KL-M18-XL-A3.0 (Lichtleiterfrontend) |
20.11.2023
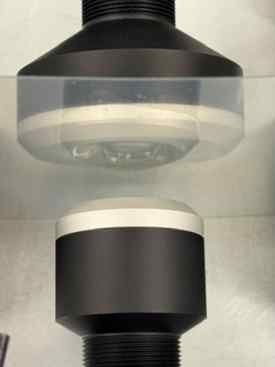
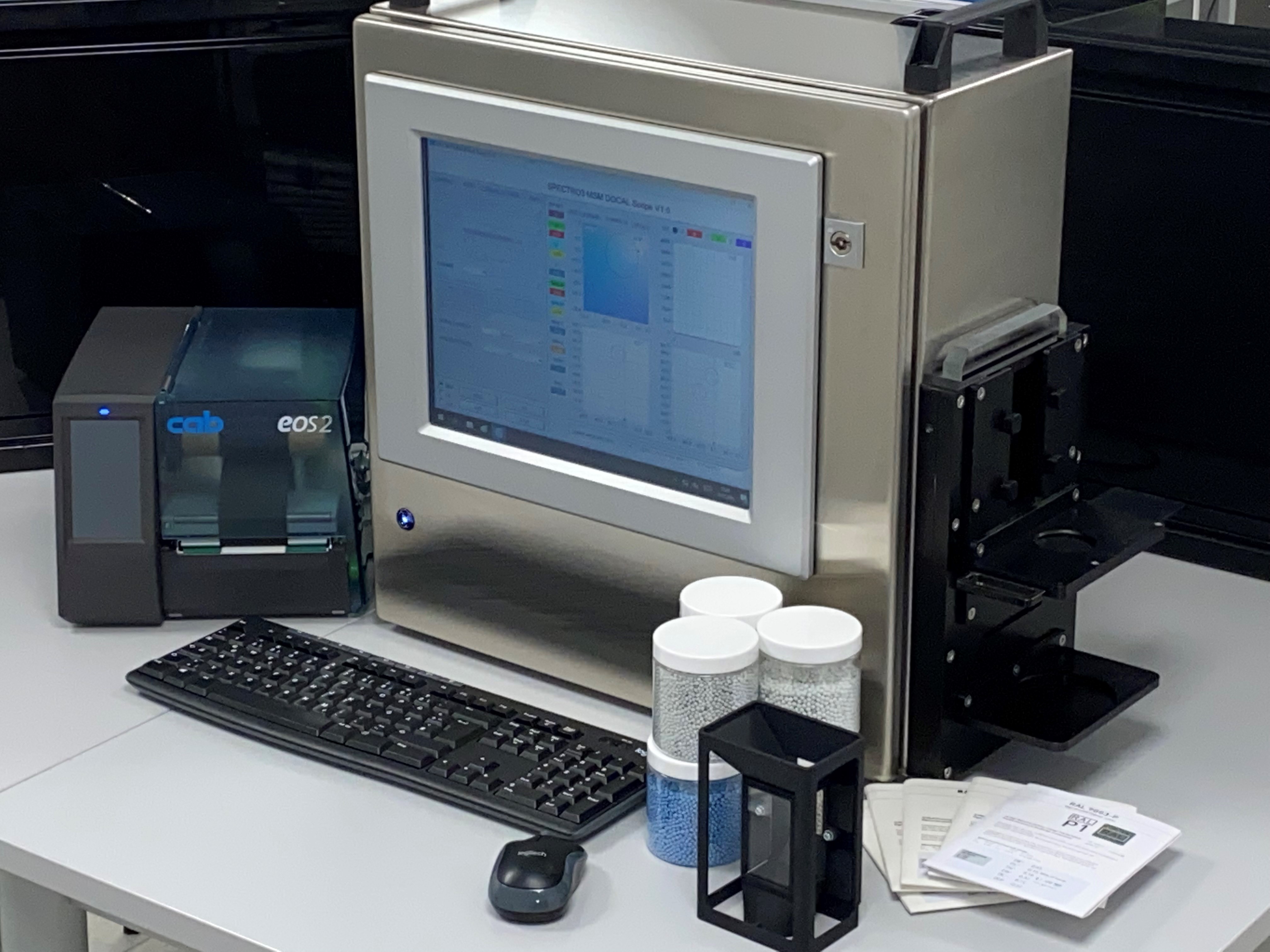
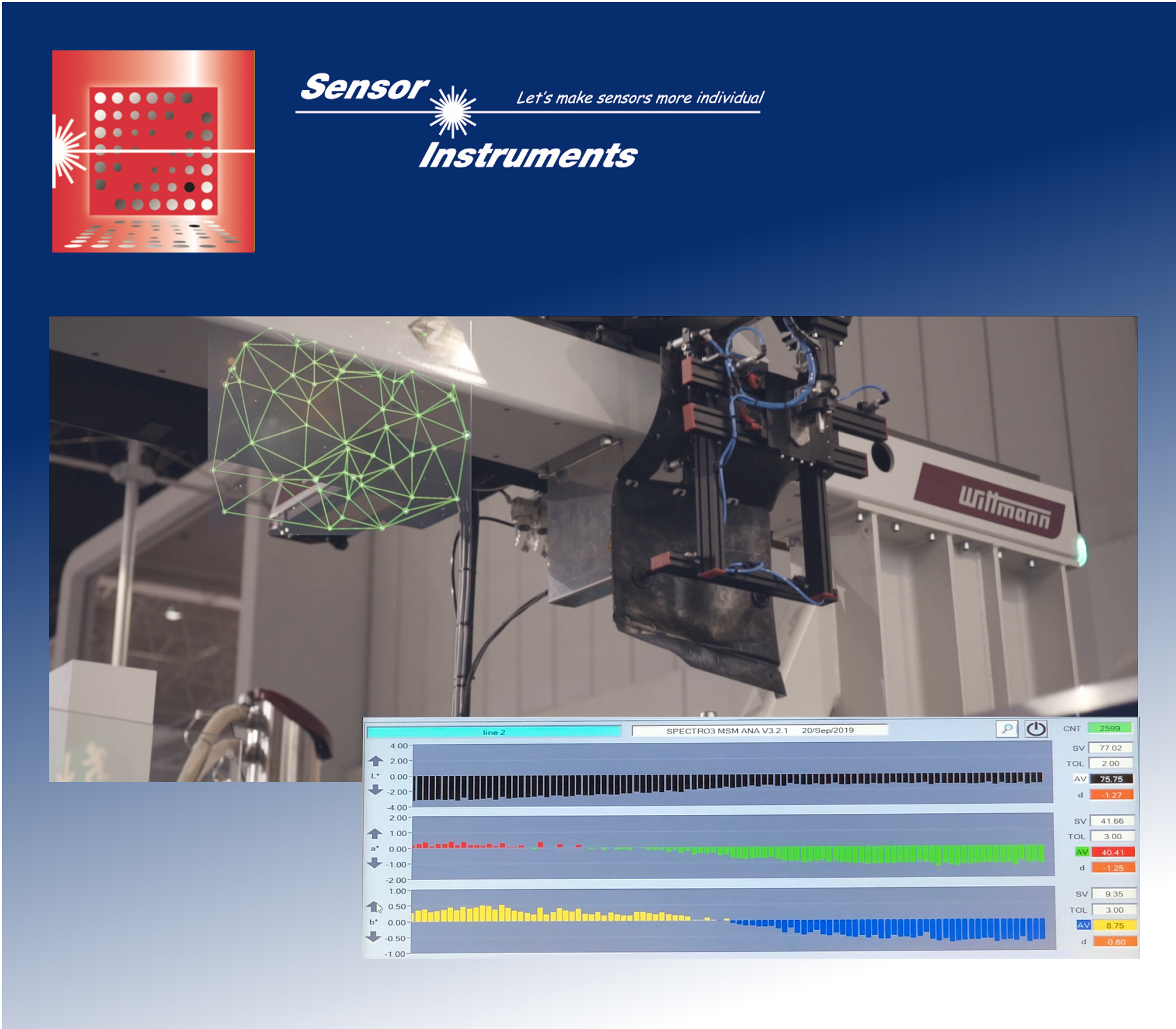
| Die Windows® Software SPECTRO3 MSM DOCAL Scope ermöglicht eine Inline-Kalibrierung der Farbsensorik auf verschiedene Art und Weise, was im Folgenden etwas näher erläutert wird.
Kalibrieren mittels RAL-Kunststofffarbkarten Von der Fa. RAL gGmbH, Bonn werden ca. 300 verschieden farbige Kunststoffkarten angeboten, die nach der d/8°-Methode vermessen werden. Die entsprechenden L*a*b*-Werte werden auf jeder, der Kunststofffarbkarte beigefügten, Hülle vermerkt. Zusätzlich wird bei den RAL-Kunststofffarbkarten, die über die Fa. Sensor Instruments GmbH bezogen werden können, der jeweilige L*a*b*-Wert, der sich aus der 45°/0°-Messung ergibt, sowohl auf der RAL- Kunststofffarbkarte als auch auf der Hülle festgehalten und zusätzlich mit einer 5-stelligen Nummer versehen. Sensor Instruments trägt dabei fortlaufend bei neu zu vermessenden RAL-Kunststofffarbkarten eine 5-stellige Nummer, zusammen mit dem auf der RAL-Kunststofffarbkarte gemessenen L*a*b*-Farbwert, in eine Kalibrierdatei ein. Während des Kalibriervorgangs müssen somit der Sensorik lediglich die zu kalibrierenden RAL-Kunststofffarbkarten vorgelegt werden und die dazu passende 5-stellige Zahl in der Software eingegeben werden. Bei diesem Kalibriermodus wird lediglich auf die RAL-Kunststofffarbkarten als Referenz zurückgegriffen, wodurch ein ortsunabhängiger Vergleich der Messergebnisse, beispielsweise bei Betrieben mit mehreren Standorten, ermöglicht wird, da in diesem Fall auf einen Bezug auf Handfarbmessgeräte, sog. Hand-Colorimeter verzichtet werden kann. Kalibrieren mittels Farbspritzgussplättchen und Rezyklaten Vielfach ist aber genau dieser Bezug zu im Betrieb bereits vorhandenen Hand- oder Laborfarbmessgeräten gewünscht, da somit die Messwerte zwischen Produktion und Labor besser vergleichbar sind. Dieses Referenzieren auf bereits im Betrieb vorhandene Farbmessgeräte mittels Software SPECTRO3 MSM DOCAL Scope soll im Folgenden etwas näher erläutert werden. Sensor Instruments bietet hierzu neben den Inline-Farbmesssystemen auch Laborgeräte an, die nach exakt dem gleichen Verfahren arbeiten und deren Sensorik identisch ist. Dabei stehen sowohl Systeme, die durch ein Schauglas messen zur Verfügung, als auch Geräte, die in direkter Weise auf das zu vermessende Rezyklat blicken. Inline-Farbmessung mittels SPECTRO-3-0°/45°-MSM-INLINE-ANA und dazu passendem Laborgerät SPECTRO-3-0°/45°-MSM-CMU In beiden Fällen kann direkt auf das Rezyklat kalibriert werden, während die L*a*b*-Referenzwerte mittels Spritzgussplättchen, hergestellt aus der gleichen Charge eines Rezyklats, das den zu kalibrierenden Geräten zu Verfügung steht, ermittelt werden. Die L*a*b*-Referenzwerte werden anhand der Spritzgussplättchen mit Hilfe der im jeweiligen Betrieb vorhandenen Hand- bzw. Laborfarbmessgeräte ermittelt. Inline-Farbmessung mit Hilfe eines SPECTRO-3-FIO-MSM-ANA-DL in Verbindung mit einem Frontend KL-D-0°/45°-85-1200-D-S-A3.0-VIS und dem dazu passenden Laborgerät SPECTRO-3-0°/45°-MST Auch hierbei liefern die Spritzgussplättchen die L*a*b*-Referenzfarbwerte. Das optische Frontend ist dabei in einem Abstand von 85mm direkt auf das Rezyklat gerichtet. Das während der Kalibrierung zur Verfügung stehende Rezyklat wird auch zur Herstellung der Spritzgussplättchen verwendet. Spritzgussplättchen und Rezyklat stammen somit aus der gleichen Charge. Bei Kalibrierung mittels Laborgerät SPECTRO-3-0°/45°-MST wird empfohlen, bei der Messwertaufnahme während des Kalibriervorgangs die Rezyklat-Aufnahmeschale bei gleichbleibendem Abstand zum Sensorfrontend in x-, y- Richtung zu bewegen, damit die zufällige Lage der Pellets kompensiert werden kann. Inline erfolgt dies durch den Transport der Pellets auf einem Rüttelförderer. Der Rezyklatstrom nimmt dabei eine Geschwindigkeit von typ. 50mm/s bis zu 100mm/s ein. Bei einem Kalibriervorgang mit einer Dauer von beispielsweise 30s bewegt sich der Rezyklatstrom um 1.5m bis 3m, d.h. über diese Messstrecke wird während des Kalibriervorgangs gemittelt. Entsprechend genau und unabhängig von der zufälligen Lage der Granulatkörner ist dann das Messergebnis. Selbst bei Vibrationen, die gelegentlich die Pellets in Resonanz versetzen und diese dann zum „Hüpfen“ veranlassen, können dadurch während des Messvorgangs mit einer Dauer von einigen Sekunden weitestgehend kompensiert werden. Entscheidend ist hierbei u.a. die große Lichtspotgröße von ca. 20mm im Durchmesser, wodurch schon im Stillstand über eine große Anzahl von Pellets optisch gemittelt wird. |
 SPECTRO-3-0°/45°-MSM-INLINE-ANA + SPECTRO-3-0°/45°-MSM-CMU (Inline-Farbmesssystem)  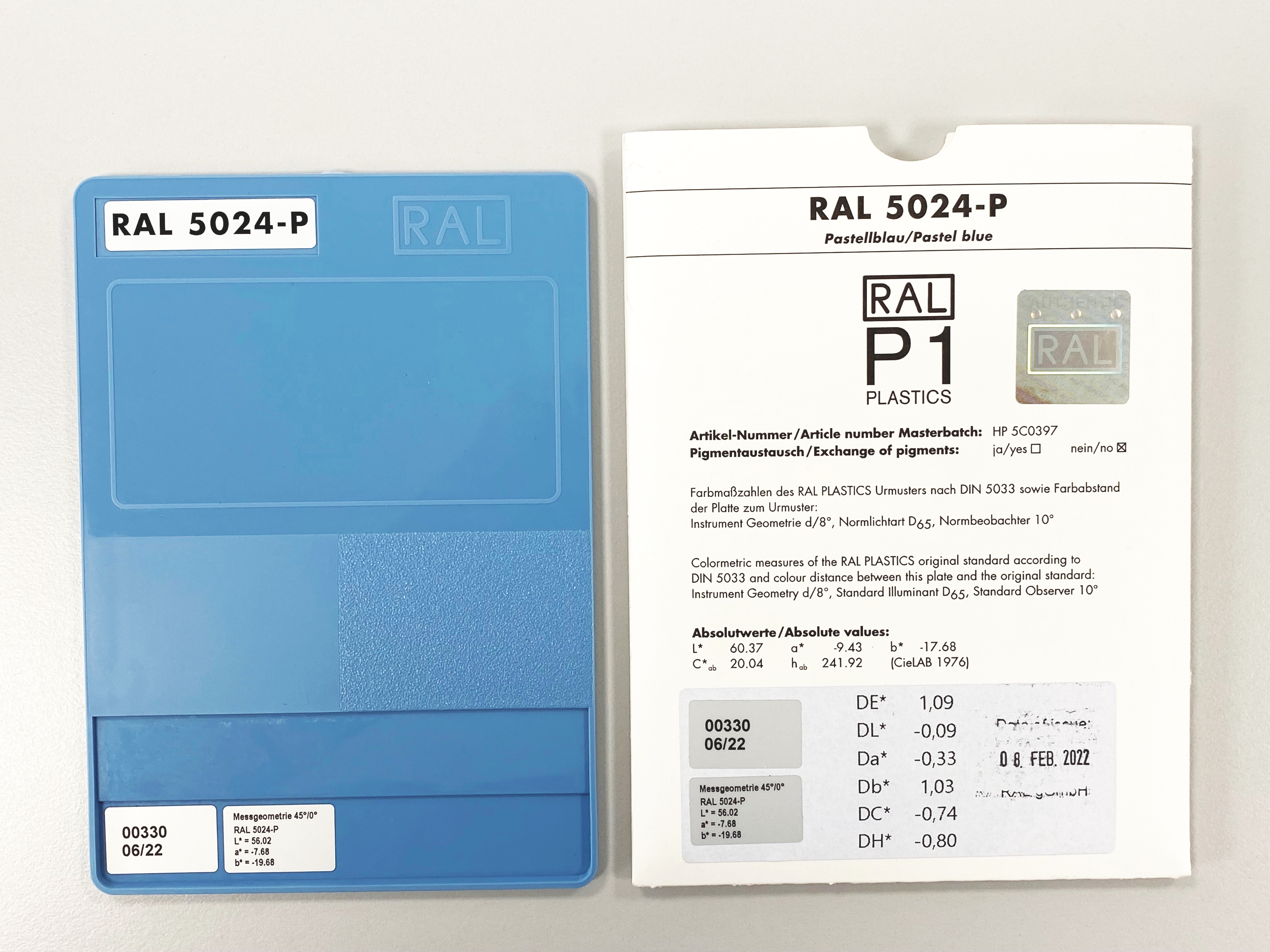 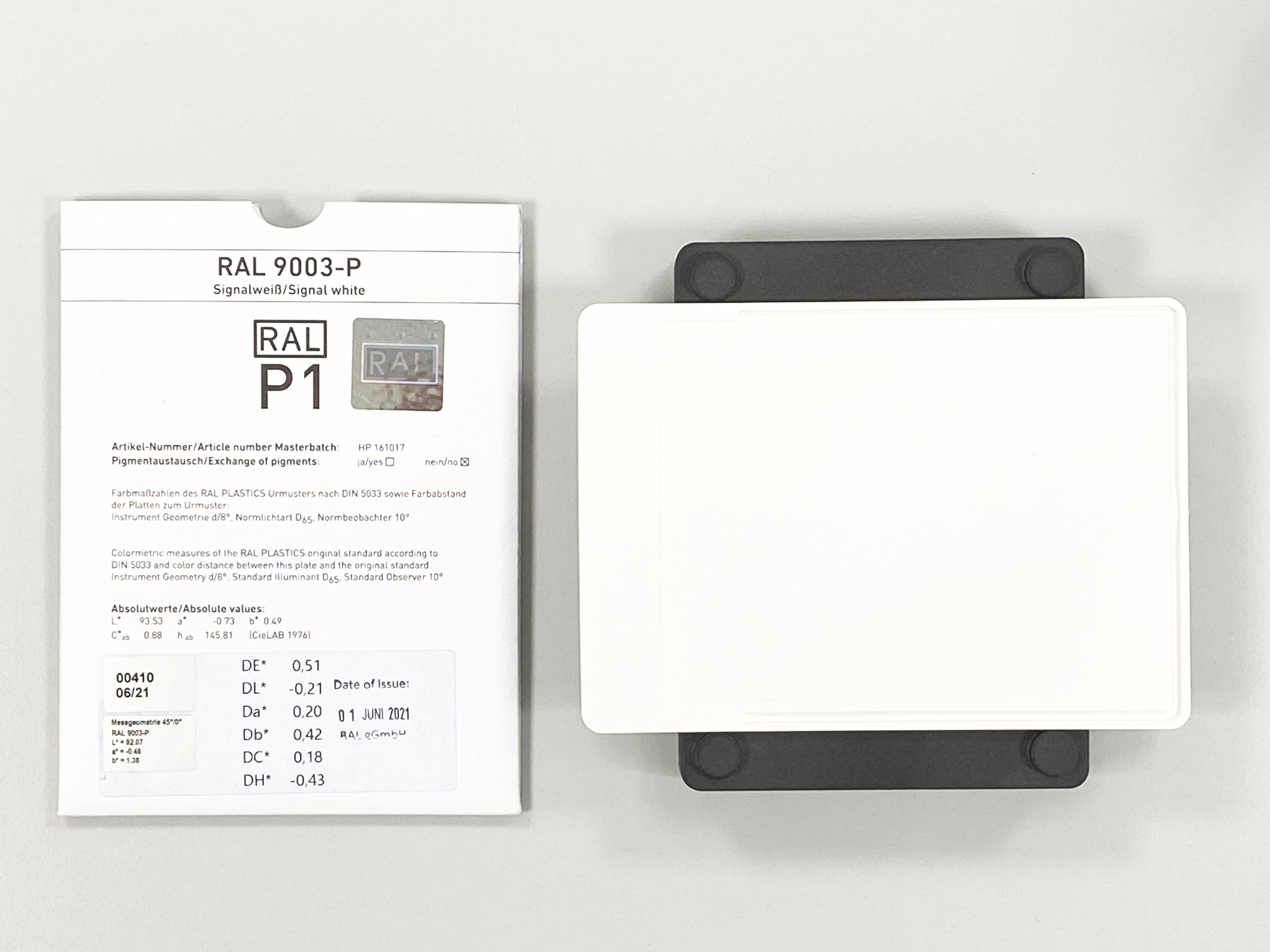 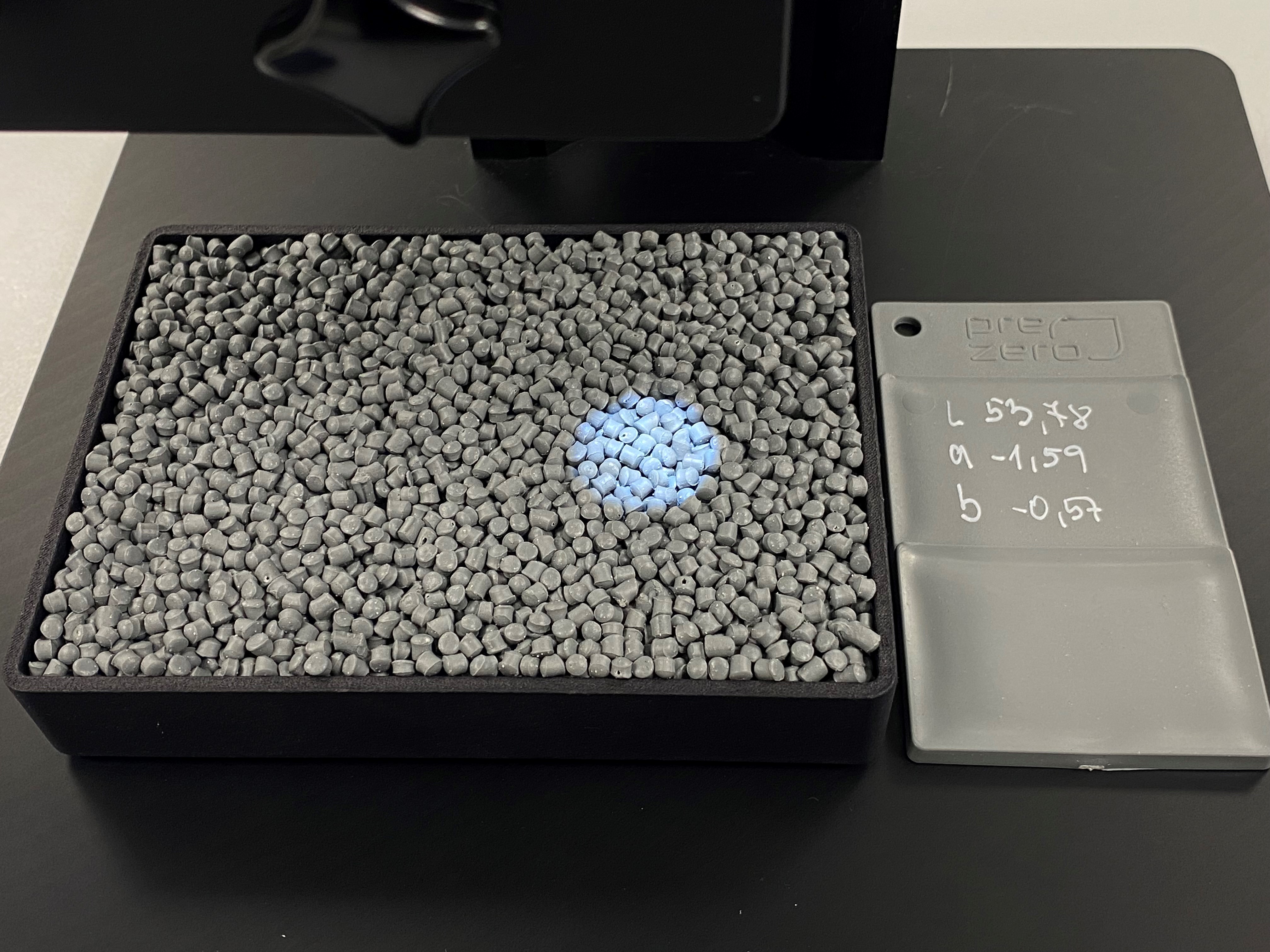 Kalibrieren mittels RAL-Kunststofffarbkarten bzw. Farbspritzgussplättchen und Rezyklaten 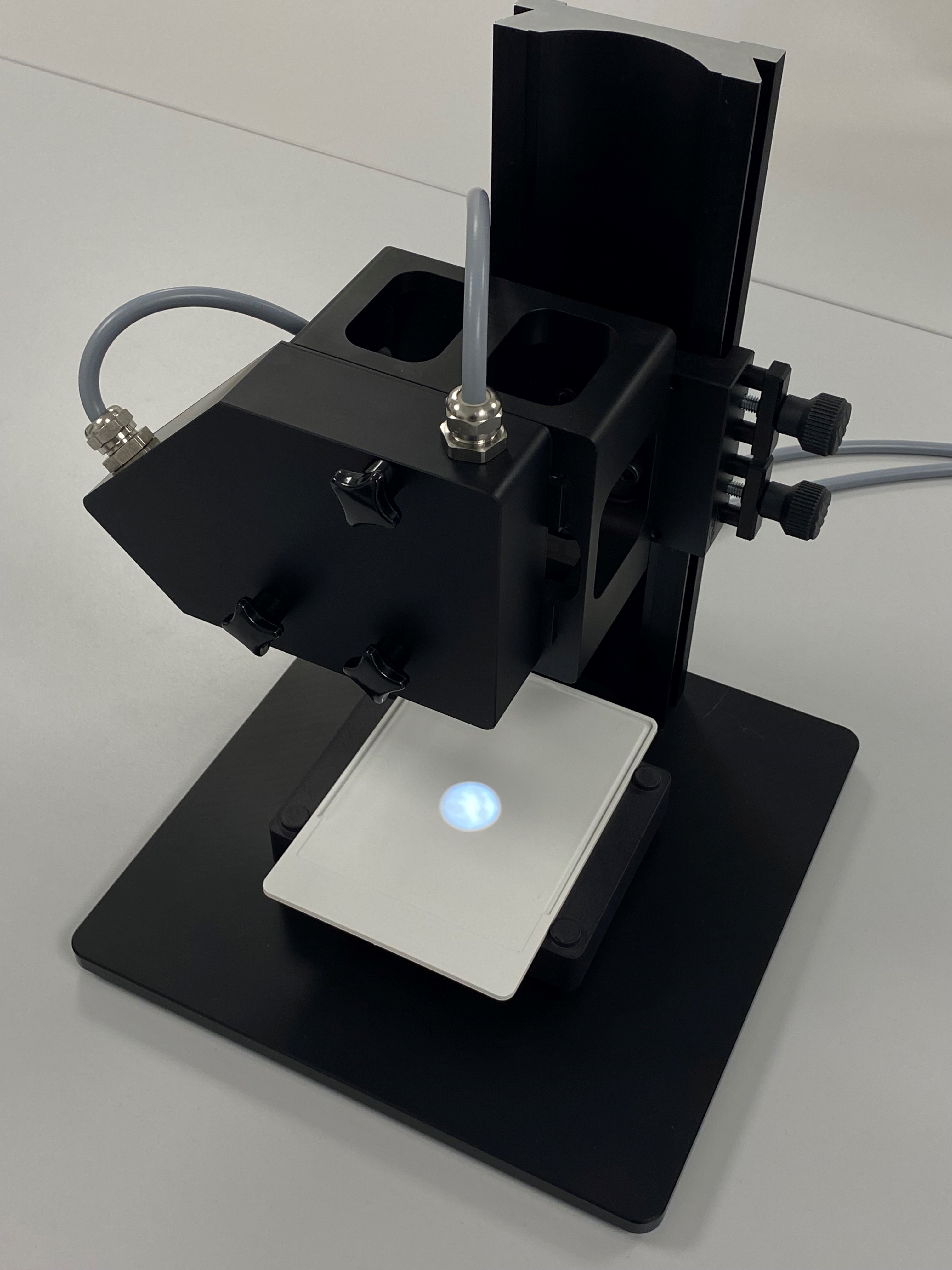 SPECTRO-3-FIO°-MSM-ANA-DL + KL-D-0°/45°-85-100-D-S-A3.0-VIS SPECTRO-3-0°/45°-MST (Inline-Farbmesssystem) 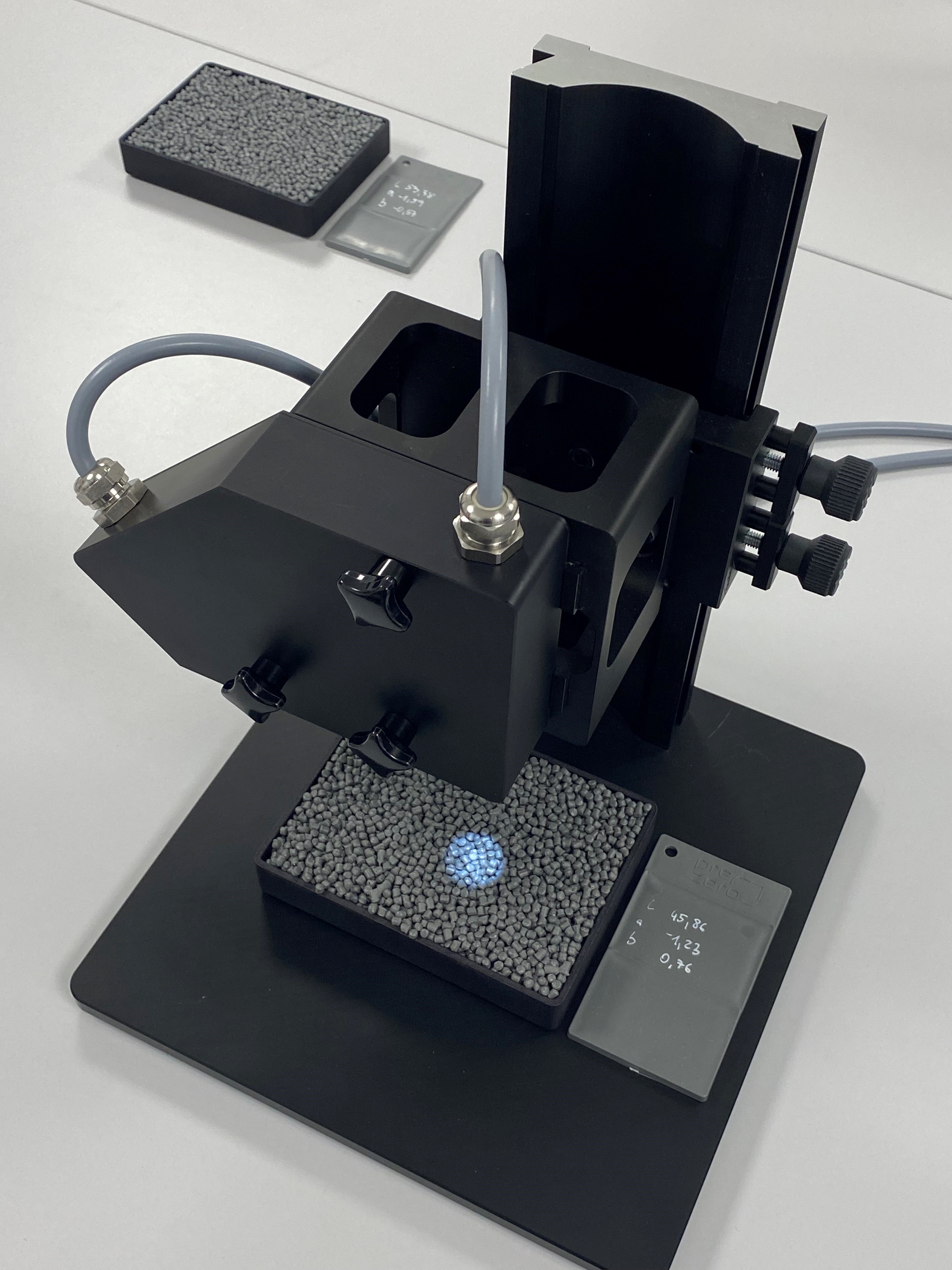 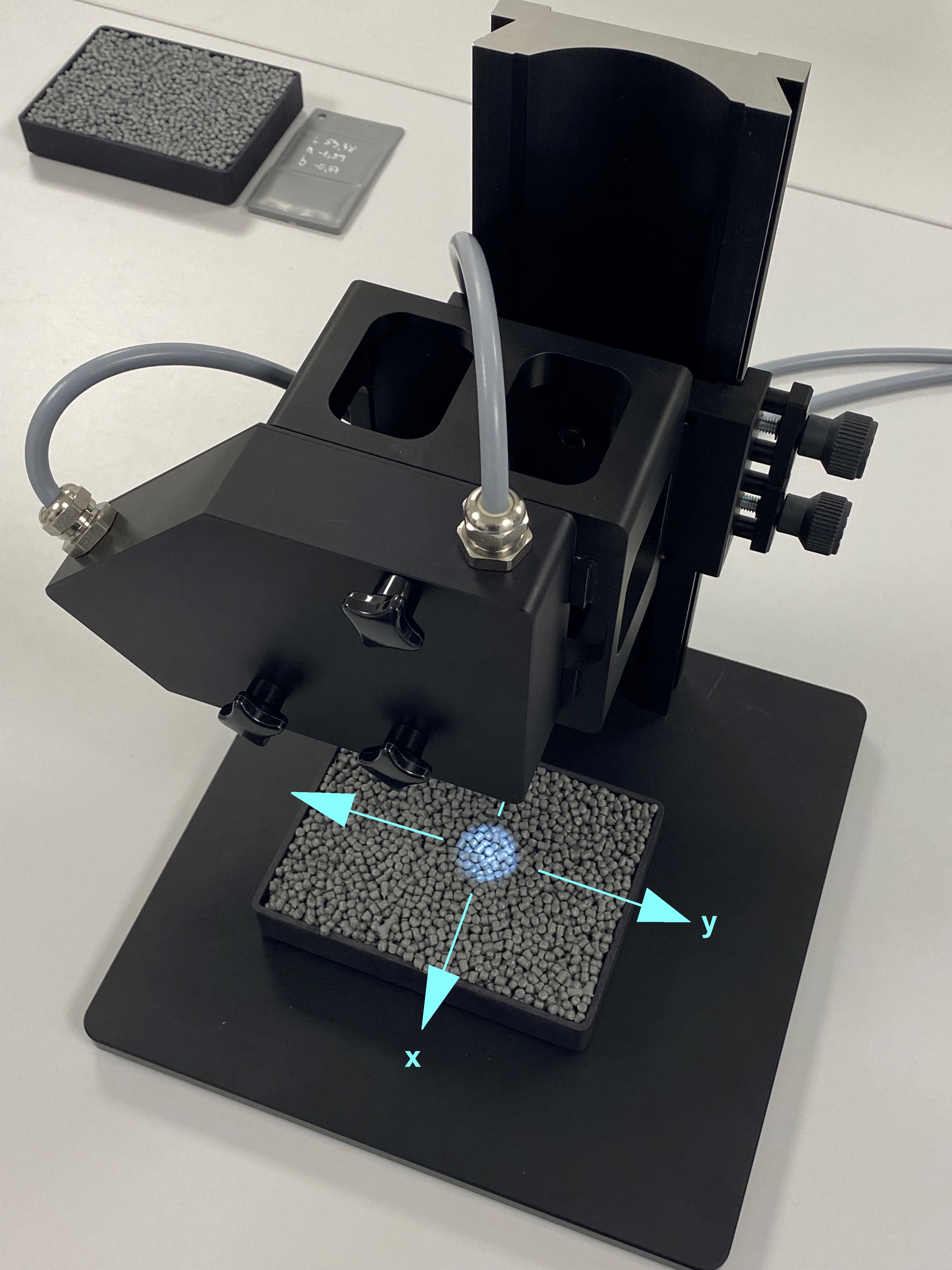 |
11.10.2023
| Im Zuge des zunehmenden Einsatzes von Rezyklaten in der Kunststoffindustrie rückt eine effiziente Produktkontrolle immer mehr in den Fokus. Reichte in der Vergangenheit noch eine stichprobenartige Qualitätskontrolle im Labor aus, wird in der Branche immer häufiger über eine 100%-Kontrolle vor allem in Bezug auf den Farbverlauf nachgedacht. Sensor Instruments hat diesbezüglich mehrere Inline-Systeme auf den Markt gebracht, die zum einen den Mitarbeitern in der Produktion in einem recht frühen Stadium der Rezyklatherstellung Informationen, nicht nur über den Trend der Farbe der Rezyklate, sondern der Farbe der Rezyklate in Kombination mit deren Temperatur liefern und des Weiteren die Produktstromhöhe überwachen. Die Produktstromhöhe ist zum einen für die exakte Ermittlung der Rezyklatfarbe wichtig, zum anderen informiert diese aber auch rechtzeitig über eine eventuelle Verstopfung des Siebes unmittelbar nach der Rüttelförderrinne. Ferner werden die Daten via digital-serieller Schnittstelle (Ethernet) der Qualitätssicherung zur Verfügung gestellt.
|
 SPECTRO-3-FIO-MSM-ANA-DL (Inline-Farbmesssystem) |
01.09.2023
| Überwog in der Vergangenheit noch das Downcycling von Kunststoffprodukten, so gewinnt nun zunehmend die Form von Recycling an Bedeutung, bei der der wieder verwendete Kunststoff dem gleichen oder einem vergleichbaren Verwendungszweck zugeführt wird. Das wiederum bedeutet einen erheblichen technischen Mehraufwand bei der Trennung und Sortierung der im Recyclingbetrieb angelieferten Artikel während des gesamten Recyclingprozesses. Nach Abtrennung möglichst aller Nichtkunststoffe, beispielsweise mittels Metallabscheider und Windtrennung, wird derzeit in erster Linie nach Farbe (Farbsortiersysteme) und Kunststoffart (NIR-Kameras) sortiert. Trotz Vorsortierung, hierbei werden überwiegend ganze Artikel kontrolliert, sowie einer Nachsortierung (nach dem Schreddern der Kunststoffartikel und anschließendem Waschen) der als Flakes bezeichneten Kunststoffpartikel, kann keine Sortenreinheit von 100% erreicht werden. Auch bei der Farbe muss mit gewissen Schwankungen gerechnet werden. Um dennoch einen uneingeschränkten Einsatz der so produzierten Rezyklate zu ermöglichen, müssen diese vor dem nächsten Verarbeitungsschritt, allerspätestens unmittelbar vor dem Extrudieren, auf deren Reinheit hin untersucht werden. Typischerweise könnte das von einer Dosieranlage, ausgestattet mit entsprechender Sensorik, erledigt werden.
|
 Farbe Kunststofftyp Marker    |
31.08.2023
| Üblicherweise werden im Recyclingbereich zur Separation von verschiedenen Kunststoffen sog. Offner-Spektrographen, ausgeführt als hyperspektrale Kameras, eingesetzt. Mit diesen Kameras in Verbindung mit einer breitbandigen NIR-Lichtquelle (beispielsweise aufgebaut aus lichtstarken Halogenstrahlern) wird eine moderate Ortsauflösung und zugleich eine gute spektrale Auflösung der Objekte erreicht.
Bei Kunststoffgranulaten hingegen geht es weniger darum, jedes einzelne Korn auf das spektrale Verhalten hin zu untersuchen. Vielmehr soll ein integrales Verfahren möglichst viele Kunststoffpellets zeitgleich erfassen und damit eine verlässliche Information über die Qualität bzw. die Reinheit des Produktes zu erhalten. Auf eine aufwendige Technik, die zur zusätzlichen Ermittlung der Ortsauflösung notwendig wäre, kann somit verzichtet werden. Eine kostengünstigere Alternative hierzu stellt ein System dar, das nach dem Dreibereichsverfahren arbeitet. |
 SPECTRO-T-3-60-NIR/NIR-D20 (NIR-Sensor Festoptikversion) 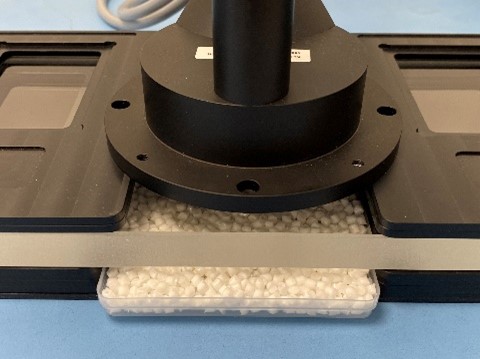 SPECTRO-T-3-FIO-NIR/NIR + KL-D-0°/45°-22-1200-d80/d110-A3.0-NIR (NIR-Sensor Lichtleiterversion) |
24.08.2023
| Manchmal macht es Sinn zu folgen. Beispielsweise dem Gewissen oder einem ernstgemeinten Rat von Freunden. Instagram oder LinkedIn folgen? Da kann man schon geteilter Meinung sein. Dem Mainstream? „Alles ist gut! Nur nicht immer, nur nicht überall, nur nicht für alle.“ (Frei nach Novalis). Wir von Sensor Instruments bevorzugen eher den individuellen Weg - aber gerade deswegen macht es Sinn, ab und an zu folgen: den Farben zum Beispiel.
Gerade im Bereich der Farben von Rezyklaten waren unsere geschätzten Marktbegleiter in der letzten Zeit recht umtriebig. Mittlerweile findet man fast kein Unternehmen mehr aus dem Kunststoffrecyclingbereich, das zur Messung der Farbe von Rezyklaten nicht eines der angebotenen portablen Farbmessgeräte im Labor stehen hat. Diese leisten ihre Dienste, ohne Frage. Mit dem zu erwartenden Bedienungskomfort, zu einem erschwinglichen Preis und präzise. Präzise? ► zur Pressemitteilung (Word/pdf) |
 Inline-Farbmesssysteme |
18.08.2023
| Und das von Pellet zu Pellet! Wie kann ich mein Produkt am besten während des gesamten Lebenszyklus überwachen?
Der digitale Produktpass von R-Cycle, kurz DPP, liefert hierzu eine hervorragende Basis. Mit Hilfe des DPP können die produkt- sowie recyclingrelevanten Daten auf einfache Art und Weise abgefragt werden. Der DPP kann dabei mittels verschiedener Codes geöffnet werden: mittels QR-Code oder mit Hilfe der Digital-Watermarks, die sich entweder als Sleeve bzw. Labels aufs Produkt aufbringen oder aber in 3D-Code in die Spritzgußform einlasern lassen. Digital-Watermarks gelten als kopiersicher, ein QR-Code hingegen kann leicht nachgeahmt werden. In Verbindung mit den TAGTEC-Masterbatches von Gabriel Chemie hingegen, die eine reichliche Auswahl verschiedener mit Licht anregbarer Marker enthalten, die mittels spezieller Optosensorik von Sensor Instruments detektiert werden können, kann auch ein QR-Code als safe eingestuft werden. TAGTEC-markierte Produkte haben sich als fälschungssicher erwiesen und gerade in Verbindung mit den Möglichkeiten, die ein DPP bietet, kann eine sehr robuste und zuverlässige Lieferkettenüberwachung erfolgen. ► zur Pressemitteilung (Word/pdf) |
 |
10.08.2022
Fachartikel in KUNSTSTOFFE 08/2022
(Kategorie: Werkstoffe - Additive)
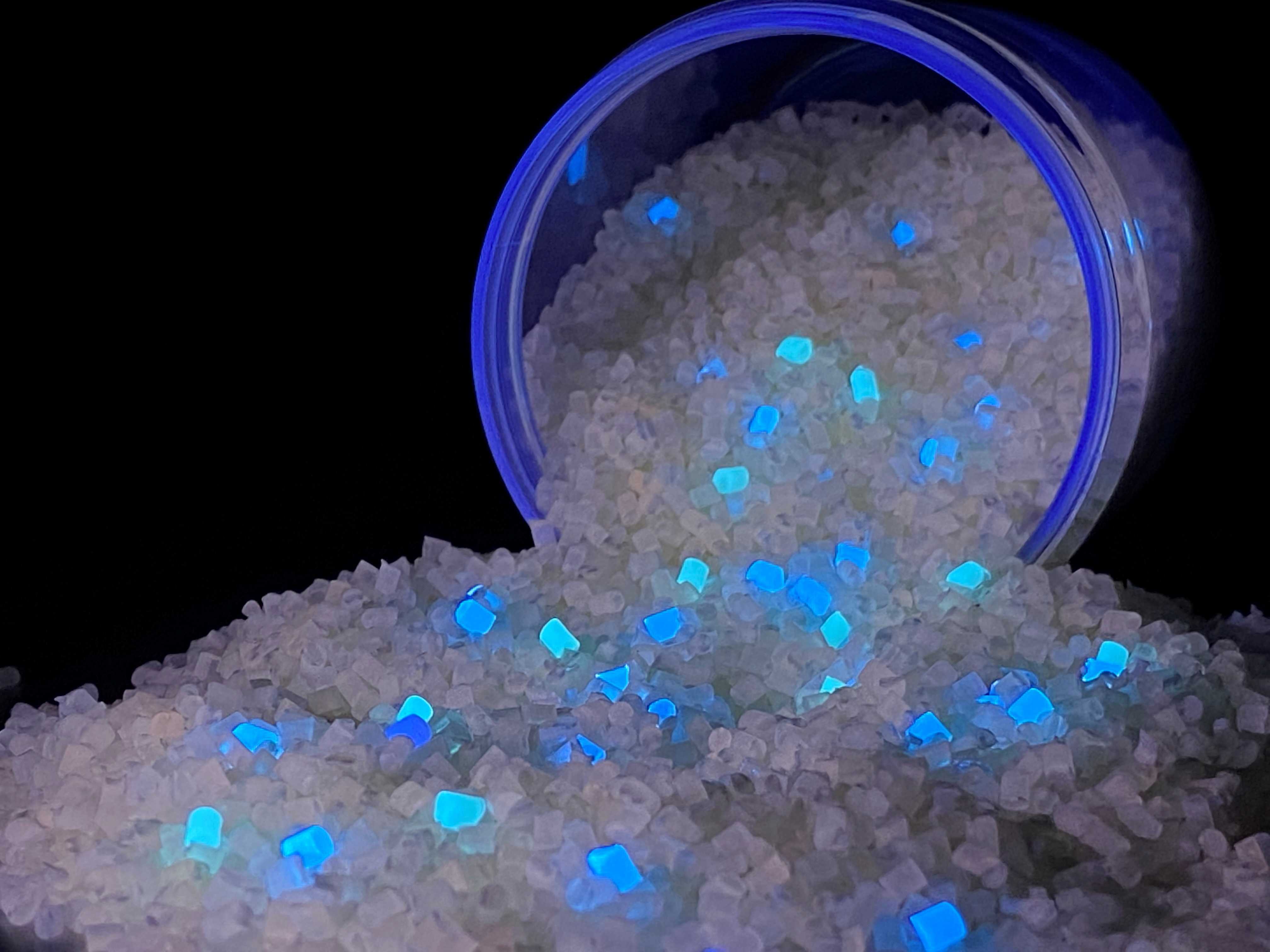
| Gral Mit Lumineszenzpigmenten die Sortierung von Kunststoffabfällen verbessern
Die Initiative HolyGrail 2.0 möchte die Sortierung von Kunststoffabfällen verbessern. Dafür sollen mit digitalen Wasserzeichen auf Produkten nicht nur Informationen zum Kunststofftyp, sondern auch zum Verwendungszweck gespeichert werden. Die Methode hat jedoch auch ihre Tücken. Eine dauerhafte und auch mehrere Verarbeitungszyklen überstehende Alternative stellen Lumineszenzpigmente dar. ► zum Fachartikel in Kunststoffe.de |
 Bildgebende Systeme LUMI-STAR-INLINE LUMI-STAR-INLINE-R/IR Inline-Detektoren LUMI-TAU-INLINE LUMI-TAU-INLINE-SL-R/IR |
20.06.2022
| Verfahrenstechnisch ist es bei Verwendung von jungfräulichem Kunststoffgranulat relativ einfach, den Farbwert einer Verpackung konstant zu halten, wird doch der Prozess der Farbhomogenität von den Masterbatchproduzenten recht gut beherrscht. Technisch ausgereifte Dosiereinheiten mischen dabei Masterbatch und Grundgranulat im empirisch ermittelten, optimalen Verhältnis. Die minimalen Farbabweichungen von Verpackung zu Verpackung sind so mit dem bloßen Auge nicht mehr wahrzunehmen. Der in der Fachwelt verwendete Begriff dE (Abstand zweier Farbwerte im L*a*b*-Farbraum) liegt dabei unterhalb von 1.
Mit Hilfe der Farbsortierung während der Trennung des Recyclingstroms wird nun versucht, die Farbe des Kunststoffrezyklats konstant zu halten. Damit die Toleranzgrenzen beim Farbwert nicht verlassen werden, ist jedoch eine ständige Produktüberwachung in Hinblick auf die Farbe erforderlich. Das im Folgenden beschriebene Laborgerät SPECTRO-3-0°/45°-MSM-LAB-ANA-P der Firma Sensor Instruments GmbH soll dabei helfen, den Farbverlauf der Rezyklate zu überwachen und zu dokumentieren. Die Idee dabei ist, dem Rezyklatstrom in regelmäßigen Abständen Proben zu entnehmen und diese dann dem Laborfarbmesssystem zuzuführen. Das Gerät zeigt dabei neben dem Farbwert L*a*b* auch dessen Abweichung zu einem Referenzfarbwert dL*da*db* an. Ferner wird jede Probe dokumentiert und diese kann anschließend mit einem Etikett, das auf das jeweilige Datum, die Uhrzeit sowie den L*a*b*- und dL*da*db*-Wert hinweist, versehen werden. ► zur Pressemitteilung (Word/pdf) |
 Labormesssysteme SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
10.05.2022
Fachartikel in KUNSTSTOFFE 05/2022
(Kategorie: Aufbereitung & Recycling - Messtechnik)
| Konstante Farbgebung bei Rezyklaten sichern
Seit Jahren nimmt die Masse an wiederverwertbarem Plastikmüll stetig zu. Das liegt zum einen am technischen Fortschritt bei der Aufbereitung sowie der Sortierung von Kunststoffabfällen und zum anderen auch an den Recyclingzielen der EU, bis 2025 die gesetzlich vorgeschriebene Recyclingquote von Kunststoffverpackungen auf 50% und bis 2030 auf 55% zu erhöhen. Zudem steigen auch die Anforderungen an die mittels Recyclingprozess gewonnenen Rezyklate. Neben der Kunststoffart und des vormaligen Einsatzzwecks spielt auch die Farbe des Rezyklats zunehmend eine wichtige Rolle. ► zum Fachartikel in Kunststoffe.de |
 Labormesssysteme SPECTRO-LAB-SYSTEMS SPECTRO-3-0°/45°-MSM-LAB-ANA-P |
27.01.2022
| Ausgezeichnete Innovationsarbeit: Die Sensor Instruments GmbH aus Thurmansbang hat bei der 29. Runde des Wettbewerbs TOP 100 als Ideenschmiede überzeugt. Sie hat dafür das TOP 100-Siegel 2022 verliehen bekommen. Nur besonders innovativen mittelständischen Unternehmen wird diese Auszeichnung zuteil. Am 24. Juni wird Sensor Instruments für diese Leistungen zusätzlich vom Mentor des Wettbewerbs, dem Wissenschaftsjournalisten Ranga Yogeshwar, persönlich geehrt.
► zur Pressemitteilung (Word/pdf) |
 TOP 100 Prüfkriterien TOP 100 Presse |
24.11.2021
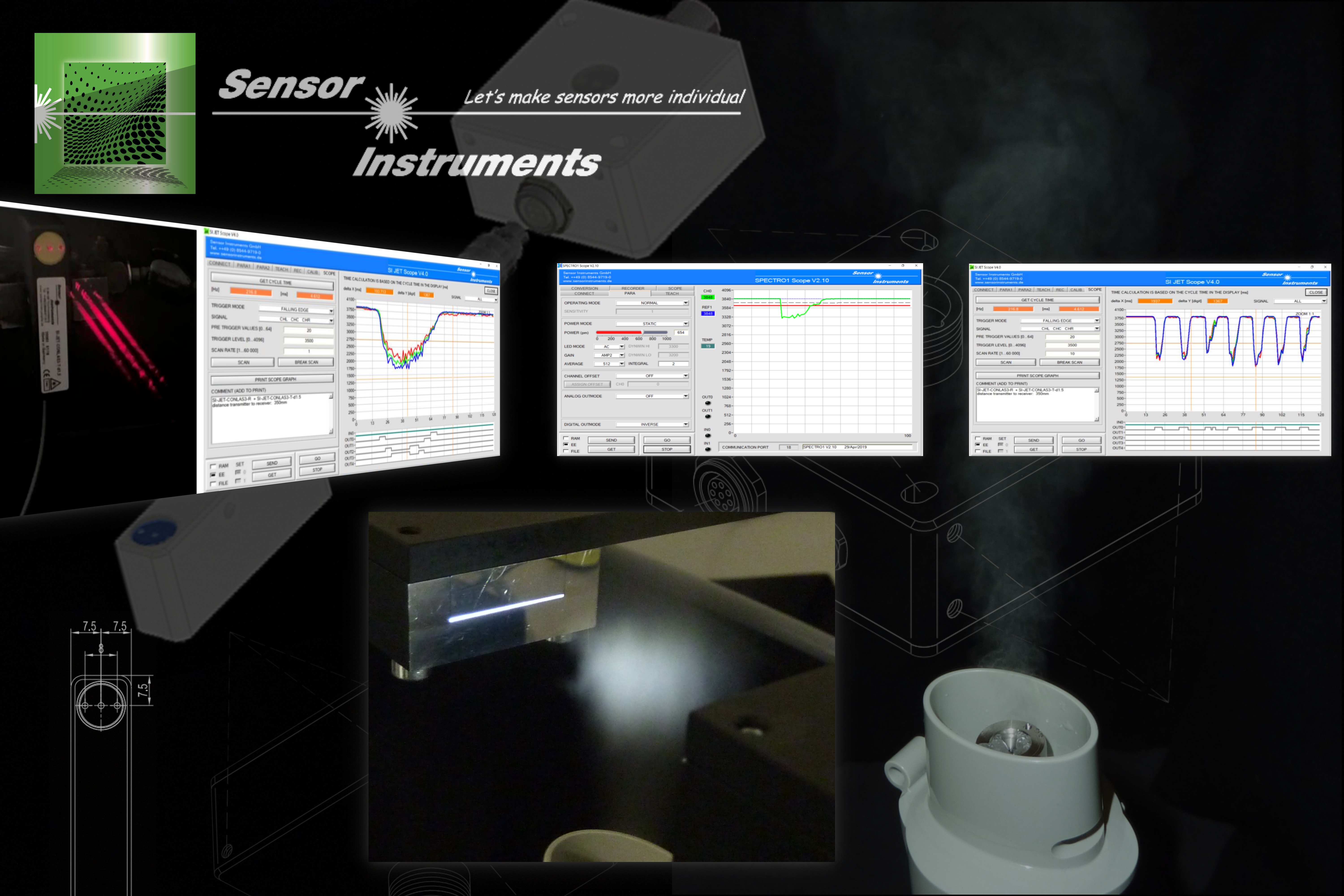
Bei der Konzeption von Sprühsystemen ist zu beachten, dass die Sensorik auf die Geometrie des Sprühkegels und die Sprühmenge der jeweiligen Anwendung abgestimmt werden. Ferner sind die Geometrie des Sprühkegels sowie die Sprühmenge abhängig vom verwendeten Medium (Primer, Kleber, Lösungsmittel, Wasser, Alkohol, Farbe, etc.) als auch von der Sprühdüsenöffnung, dem Überdruck und der Sprühmengendosierung. Gerade bei der Verwendung von zähen, haftenden Medien (Klebstoff) als Sprühmittel kann es vorkommen, dass ein Teil der Sprühdüsenöffnung verklebt, was zu einer Änderung sowohl der Sprühmenge als auch der Sprühgeometrie führt. Der Sprühstrahl kann dadurch von der Richtung als auch vom Öffnungswinkel her verändert werden.
Bei der Konzeption des Sprühstrahlkontrollsystems ist es wichtig, sich einige zentralen Fragen zu stellen. ► zur Pressemitteilung (Word/pdf) |
 A-LAS-CON1 L-LAS-TB-...-AL-SC Serie SI-JET Serie SPECTRO-1-CONLAS SPECTRO-1-FIO Serie SPECTRO-1-FIO-JC |
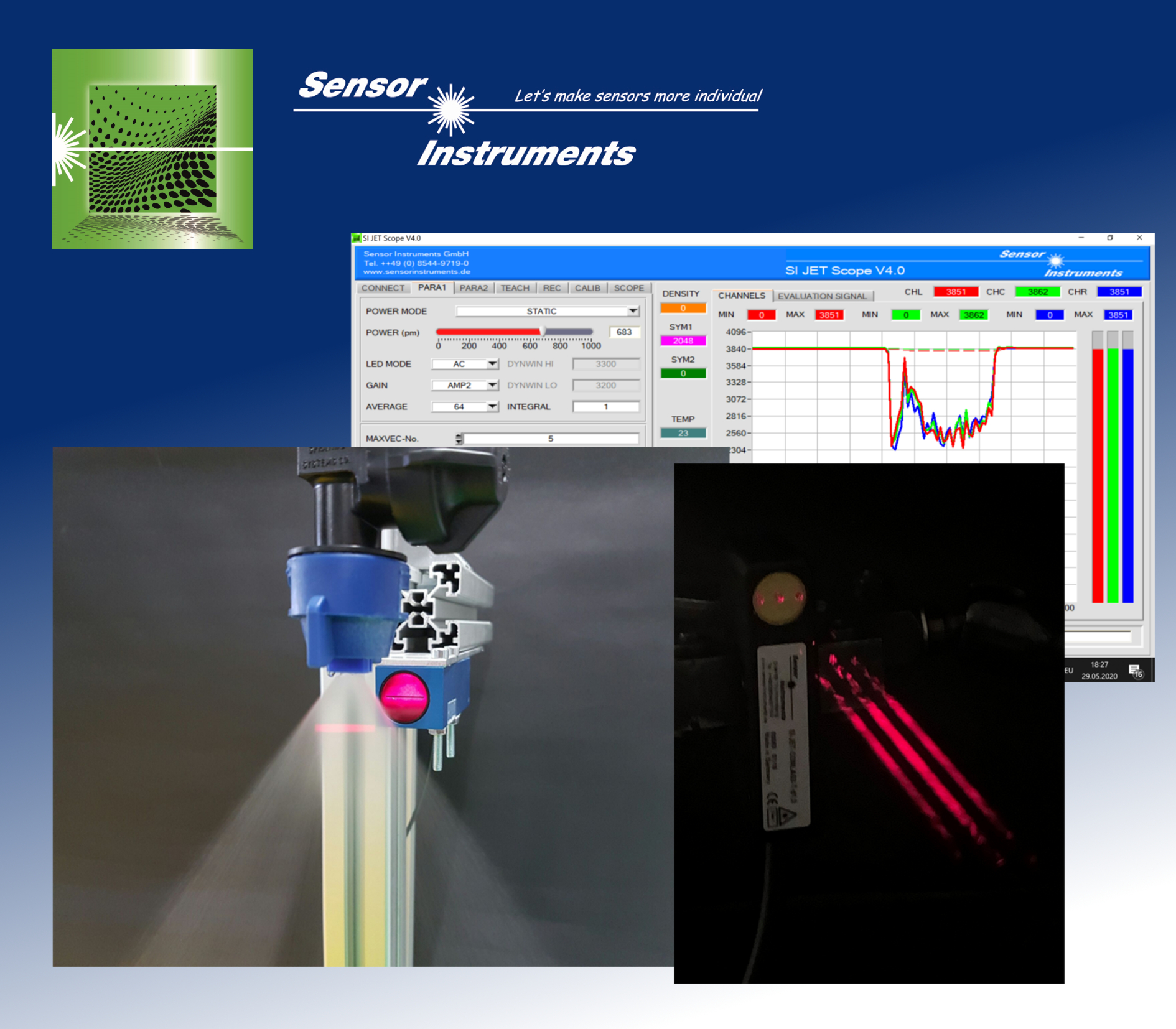
Eine Beschichtung von Oberflächen erfolgt häufig mittels Sprühauftrag. Idealerweise sollte dabei die Beschichtung der jeweiligen Objekte möglichst homogen erfolgen. Lufteinschlüsse im Sprühmedium, eine partielle Abdeckung der Düsenaustrittsöffnung oder aber ein abrupter Druckabfall im Sprühsystem können jedoch zu Inhomogenitäten im Sprühbild und somit zu ungleichmäßiger Beschichtung des Werkstücks führen. Ein rechtzeitiges Erkennen einer Abweichung vom idealen Sprühvorgang kann nun mittels kontinuierlicher Sprühstrahlkontrolle erfolgen. Dabei informieren die Sprühstrahlkontrollsysteme der SI-JET Reihe und der SPECTRO Serien von der Firma Sensor Instruments GmbH sowohl über die Sprühmenge, über zeitliche Aussetzer sowie über die Sprühstrahlsymmetrie
Zur Bewältigung der jeweiligen Aufgabenstellung stehen 3-Strahlsysteme (SI-JET-CONLAS3 und SI-JET3), 2-Strahlsysteme (SPECTRO-2) sowie 1-Strahlsysteme (SPECTRO-1) aber auch kontinuierliche Lichtvorhänge (L-LAS-TB-…-SC) zur Verfügung. ► zur Pressemitteilung (Word/pdf) |
 SI-JET Serie SPECTRO-2-Serie SPECTRO-1 Serie L-LAS-TB-AL-SC Serie |
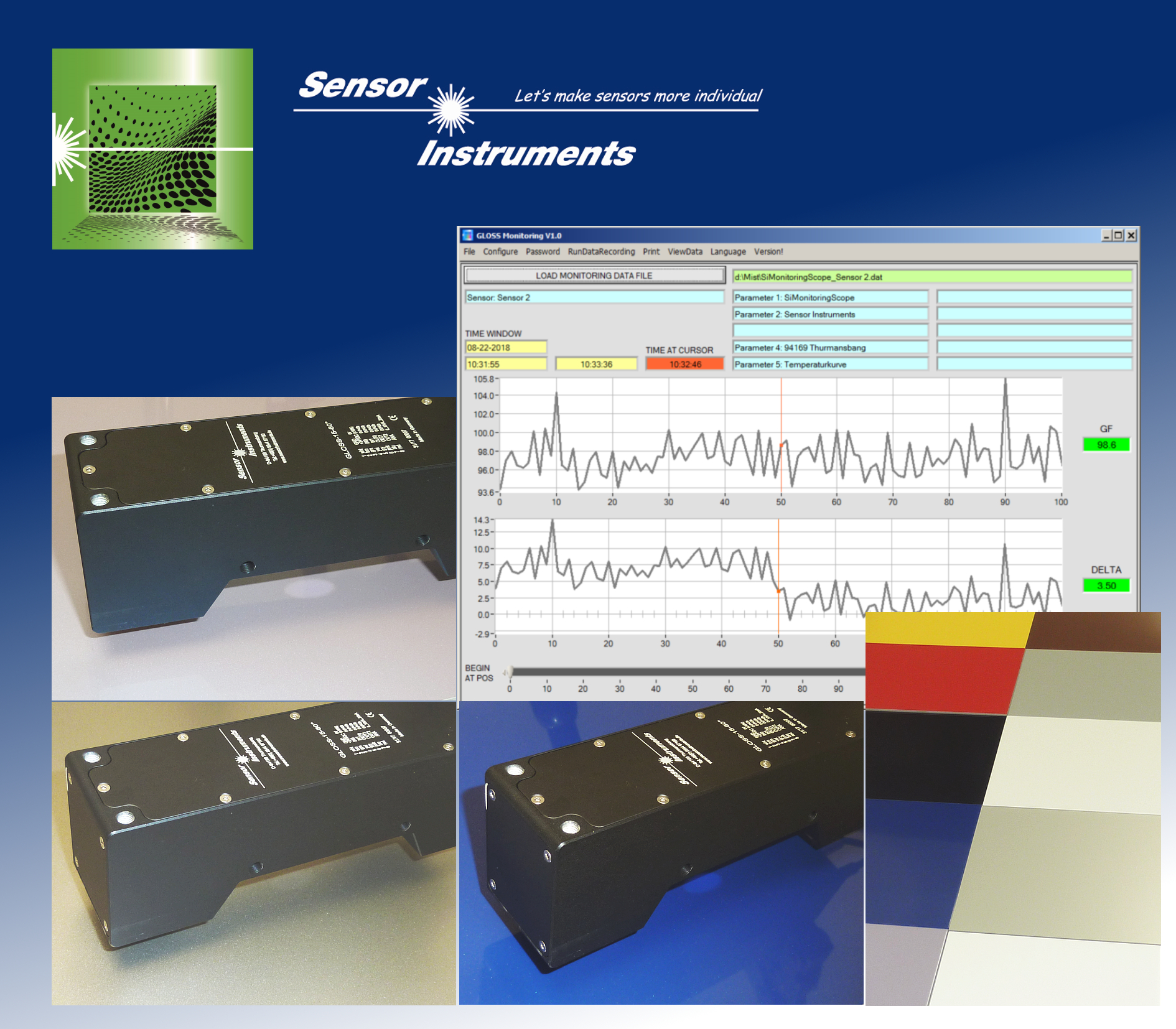
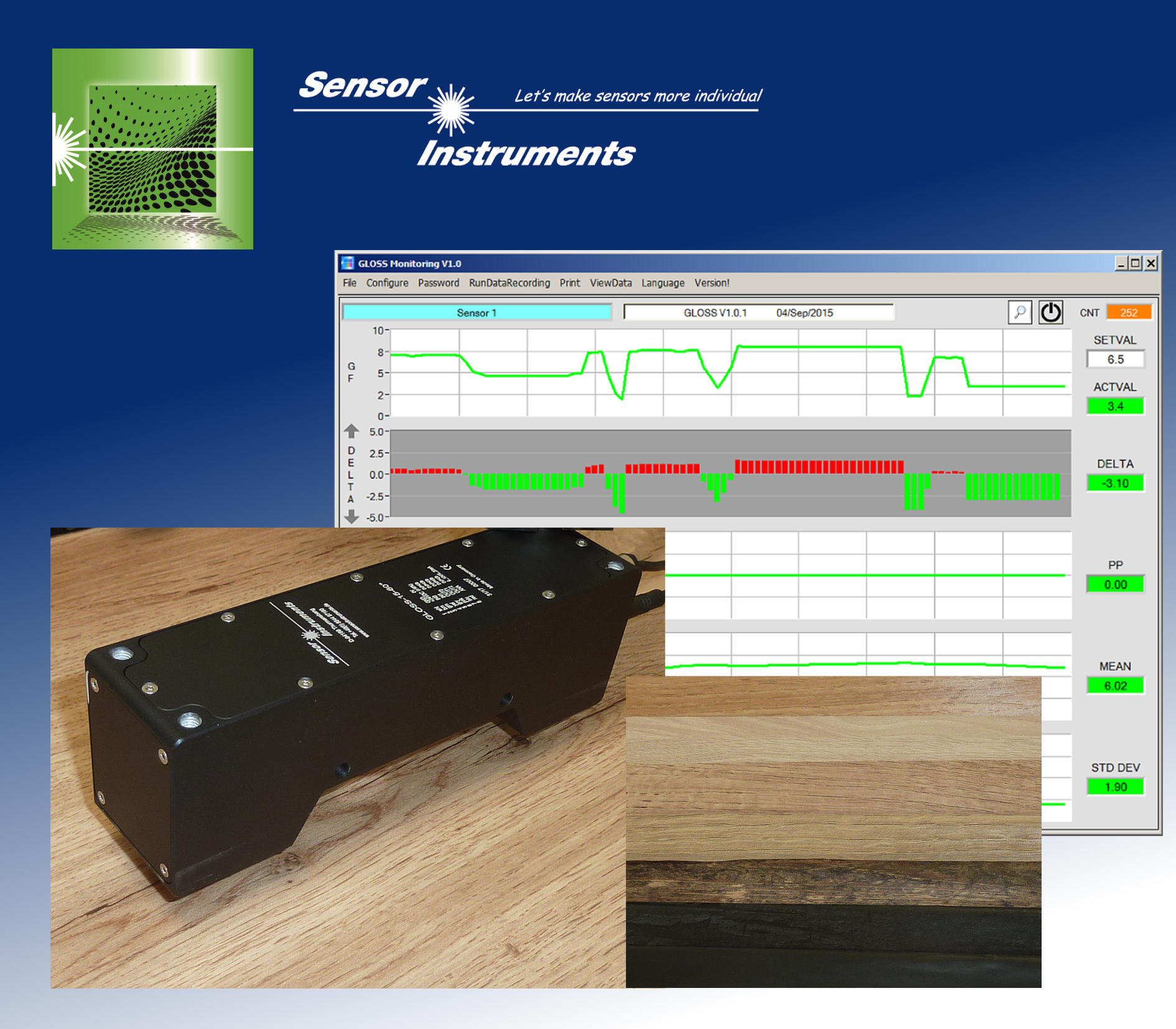
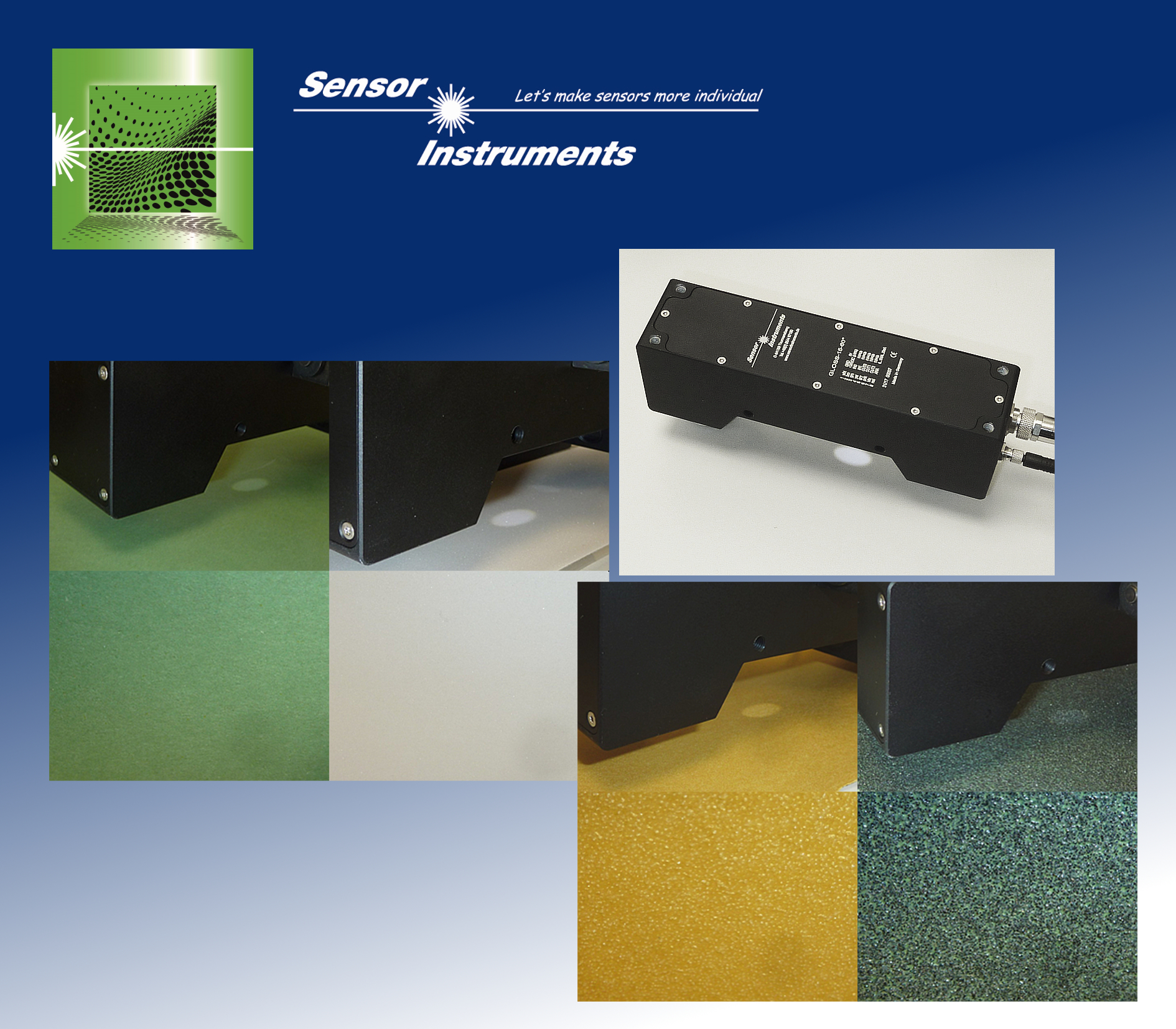
| Unser Auge reagiert in erster Linie auf Kontrastunterschiede (somit Glanzunterschiede) sowie Farbunterschiede im betrachteten Blickfeld. Schweift der Blick beispielsweise über einen frisch verlegten Fußboden, bestehend aus einzelnen Paneelen, so führen schon geringste Farb- und Glanzabweichungen zwischen den einzelnen Paneelen zu Irritationen des Betrachters. Kein Wunder, dass seitens der Hersteller eine Menge Aufwand betrieben wird, einen Farb- sowie Glanzverlauf zwischen den einzelnen Paneelen möglichst zu vermeiden. Standen bislang dazu in erster Linie Handgeräte, also Offline-Messgeräte, zur Verfügung, so gibt es nun auch eine Inline-Alternative.
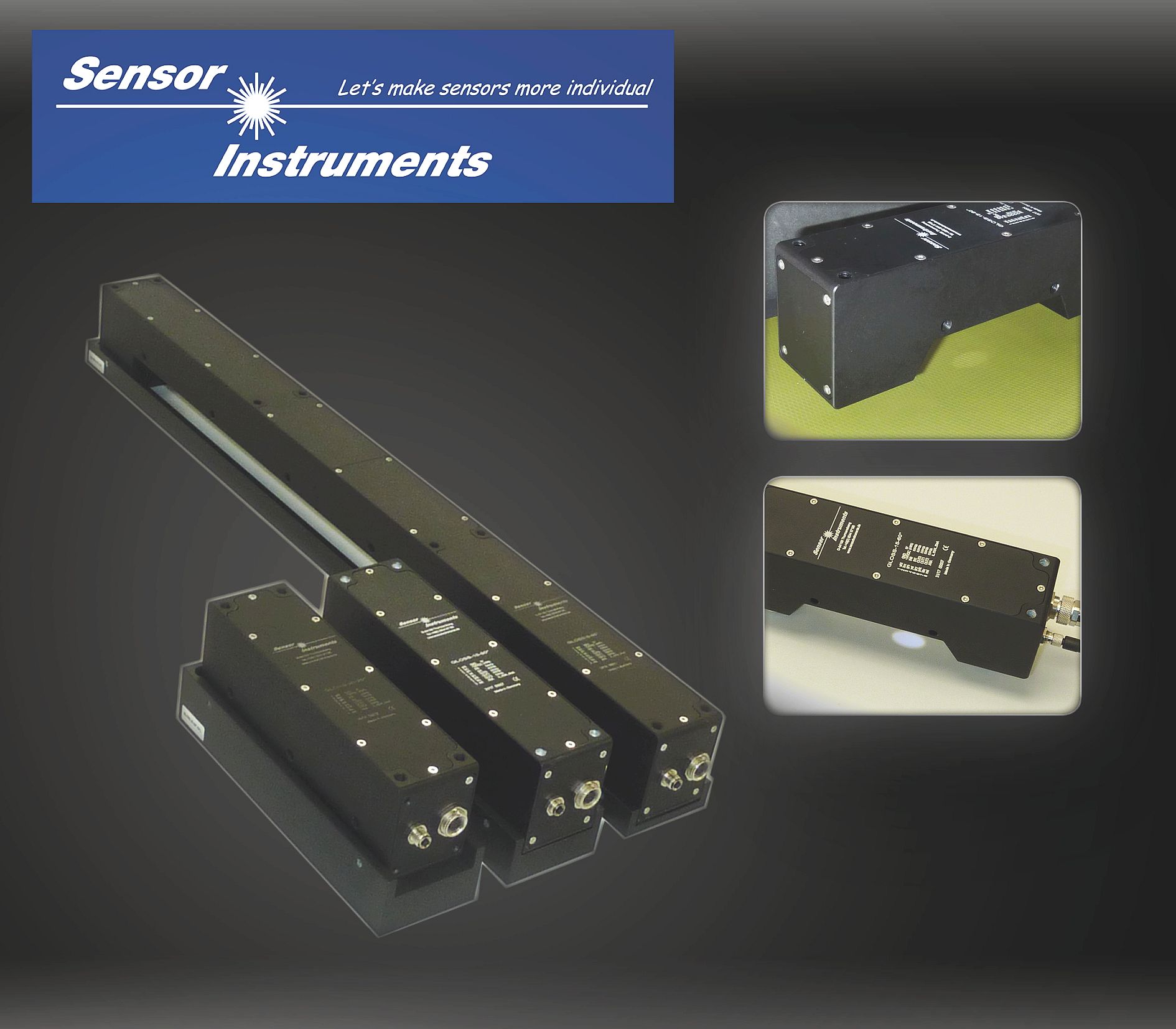
Mit den Glanzsensoren der GLOSS Serie Firma Sensor Instruments GmbH kann der Glanzgrad der zu vermessenden lackierten Holzoberfläche in den Winkeln 20°, 60° sowie 85° in einem Abstand zur Oberfläche von 20mm, 15mm sowie 5mm (je nach Sensortyp: GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°) ermittelt werden. ► zur Pressemitteilung (Word/pdf) |
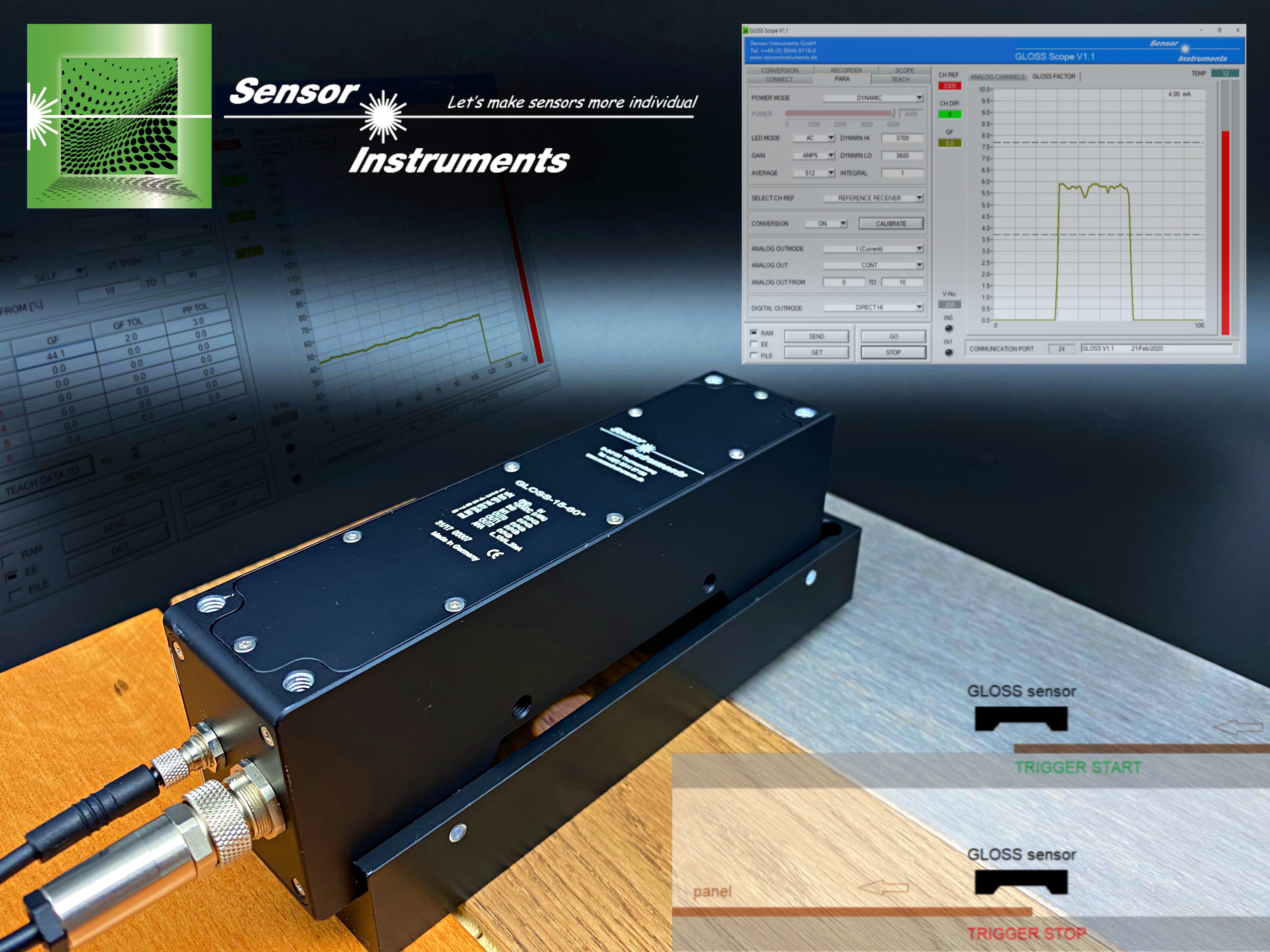 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° GLOSS Serie |
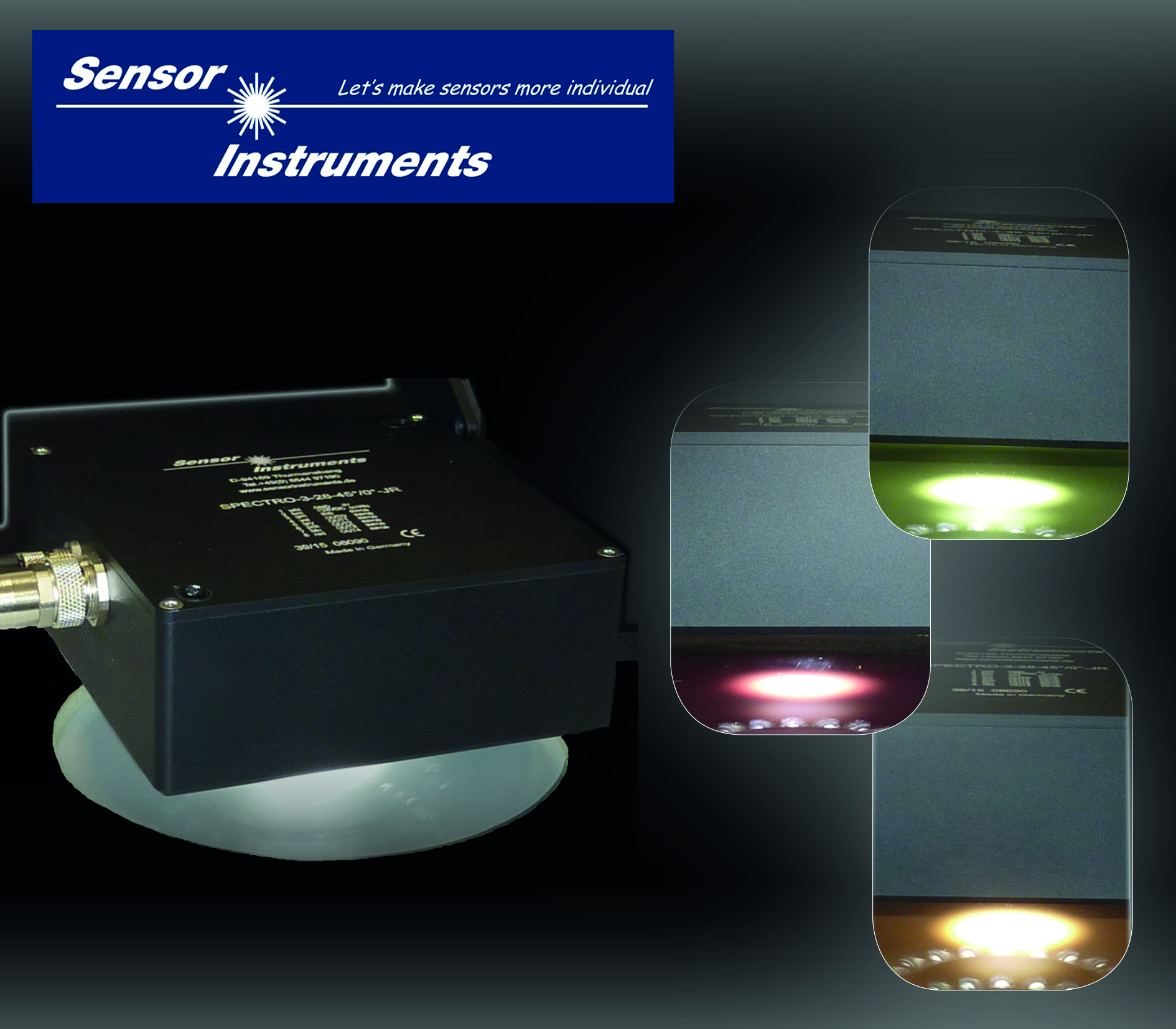
| Beim Färben von Textilfasern sollte möglichst zu Beginn des Einfärbeprozesses der Farbton inline gemessen werden. Die Information über den aktuellen Farbton, den sogenannte Istwert, kann dabei mittels SPS mit dem Farbton-Sollwert verglichen werden. Die Differenz dieser beiden Farbwerte gibt dann Auskunft, ob mehr oder weniger Farbe dem Farbbad zugesetzt werden soll.
Zur Farbmessung des Faserstranges eignet sich ein Farbsensor Typ SPECTRO-3-28-45°/0°-MSM-ANA-DL, der über eine 45°-Rundumbeleuchtung verfügt und normal (unter 0°) die Farbe detektiert. Direktreflexionen, wie sie beispielsweise von der während der Messung noch nassen Farbe herrühren, werden dadurch weitestgehend vermieden. Der Abstand vom Sensor zum Farbstrang liegt dabei bei typisch 28mm und der Detektionsbereich nimmt bei diesem Abstand einen Durchmesser von ca. 10mm ein. ► zur Pressemitteilung (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL SPECTRO-3-MSM-ANA Serie |
08.02.2021
| Verschiedenfarbige Altkleider, die auf einem Förderband transportiert werden, sollen nach Farbe sortiert werden. Dabei ist sowohl die Reihenfolge, die Ausrichtung der Kleidungsstücke, als auch die Faltung, ob flach oder aufgebauscht, zufälliger Natur. Des Weiteren werden die Altkleidungsstücke einzeln, d.h. mit einer Lücke zwischen den einzelnen Textilien befördert, so dass ein Blick auf das jeweilige Kleidungsstück senkrecht von oben ermöglicht wird. Ferner ist die Transportgeschwindigkeit des Förderbandes konstant, diese liegt in etwa bei 1m/s. Sobald die Farbe des jeweiligen Kleidungsstückes ermittelt wurde, wird zeitverzögert eine der Ausblasdüsen aktiviert, die dafür sorgt, dass das Textil in dem für die jeweilige Farbe vorgesehenen Container landet.
Während der Voruntersuchungen hat sich der Farbsensor SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG als die beste Wahl für diese Messaufgabe herauskristallisiert. ► zur Pressemitteilung (Word/pdf) |
 SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG SPECTRO-3-MSM-DIG Serie |
29.01.2021
| Bei der Herstellung von Stanzartikeln kommt es während des Stanzvorgangs auf eine exakte Positionierung der Stanzstreifen an, da die Bearbeitung des Stanzbandes in mehreren Prozessschritten im Stanzautomaten erfolgt. Das Metallband muss nach jedem Bearbeitungsschritt (Stanz-Biegevorgang) innerhalb des Stanzwerkzeuges exakt positioniert werden. Üblicherweise erfolgt hierbei die Positionsmeldung innerhalb eines Hubvorgangs (0°…180°) mittels Durchlichtlichtschranke und Zuordnung der jeweiligen Drehgeberposition während des Lichtschrankensignalwechsels. Idealerweise sollte es sich bei der Einweglichtschranke um eine Gabellichtschranke handeln, zudem sollte diese ins Stanzwerkzeug mit integriert werden können, was eine entsprechende Robustheit der Sensorik gegenüber mechanischen Vibrationen voraussetzt. Ferner sollte die Lichtschranke schneidölbeständig sowie verschmutzungsunempfindlich sein. Außerdem erfordern sogenannte Schnellläufer unter den Pressen (einige Tausend Hub/min) eine recht hohe Schaltfrequenz bei gleichzeitig hoher Positioniergenauigkeit.
Die Gabellichtschranken der FIA-L Serie der Firma Sensor Instruments GmbH wurden speziell für diesen Einsatzzweck konzipiert. Insbesondere die FIA-L-RL Reihe weist - neben der hohen Fremdlichtunempfindlichkeit und Ölbeständigkeit, der kleinen Laserspotgröße von 0.2mm im Durchmesser, der geringen optischen Divergenz des roten Laserstrahls sowie einer hohen Positioniergenauigkeit von besser 5µm - eine Schaltfrequenz von 25kHz auf. ► zur Pressemitteilung (Word/pdf) |
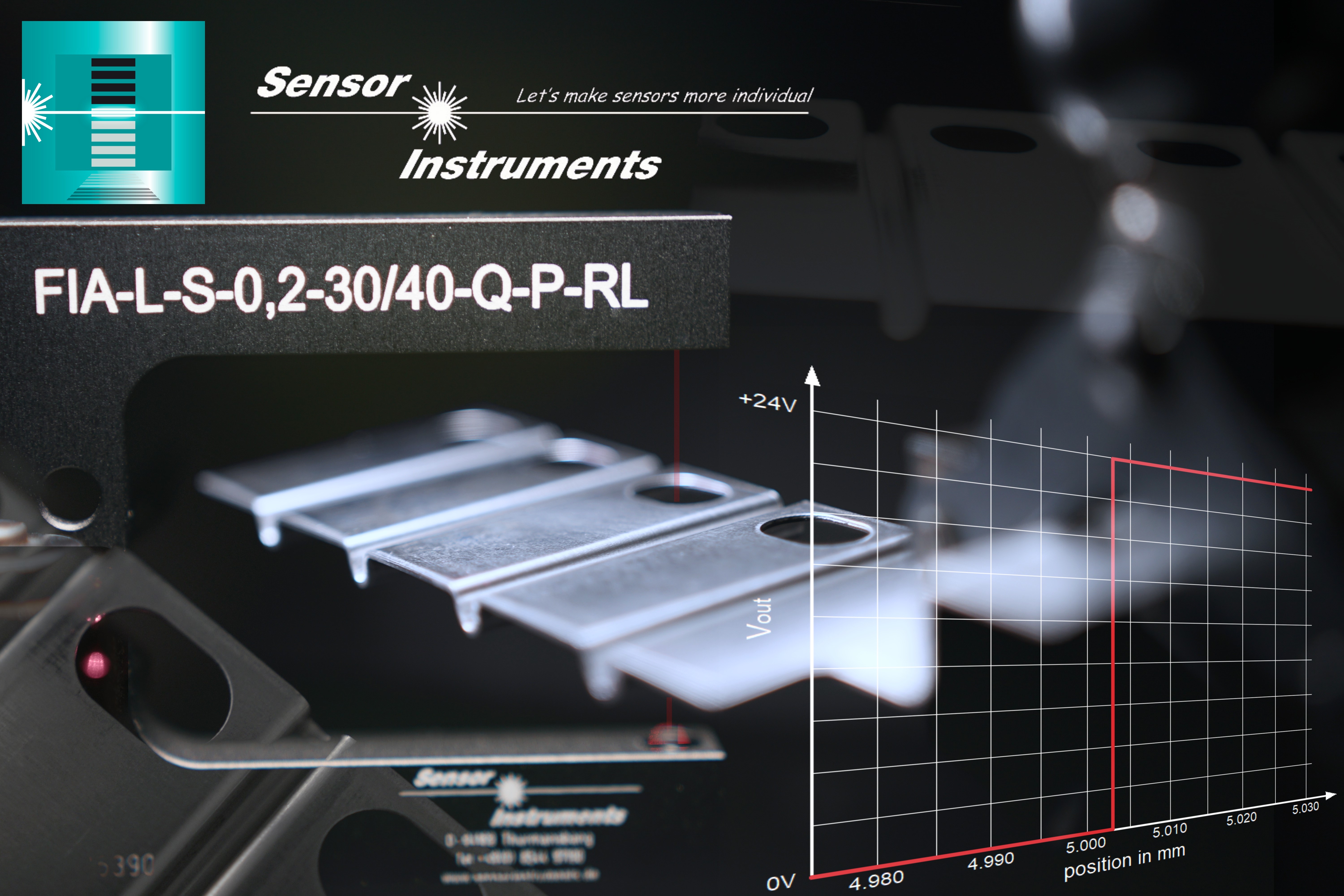 FIA-L-S-0,2-30/40-Q-P-RL FIA-L Serie |
25.01.2021
| Floatgläser erhalten ihre Form und Dicke aber auch ihre Oberflächeneigenschaften durch den Transport der Glasschmelze auf flüssigem Zinn. Die Glasschmelze schwimmt auf dem Zinnbad auf und erhält dadurch eine plane, dem Zinnbad angepasste Oberfläche (Zinnseite). Bei der dem Zinnbad abgewandten Glasoberfläche (Feuerseite) wird dabei mittels Gasbrenner für ein bestimmtes Temperaturprofil gesorgt, sodass die Glasschmelze nach und nach erkalten kann und dadurch ihre spätere Form einnimmt.
Bei der Weiterbearbeitung von Floatglas ist es nun wichtig zu wissen, wo sich die Zinnseite und wo die Feuerseite befindet. Mikroeinschlüsse von Zinn können beispielsweise den elektrischen Widerstand der Glasoberfläche beeinflussen (Auftragen von Metallkontaktstreifen auf der Heckscheibe eines Automobils), aber auch bei der Aufbringung weiterer Schichten auf der Glasoberfläche (beispielsweise Nanoschichten) ist es für die spätere Anwendung entscheidend, auf welcher Seite das Floatglas beschichtet wird. Der UVC-Kontrastsensor SPECTRO-1-20-UVC-DIL von Sensor Instruments GmbH ermöglicht eine Kontrolle der Glasoberfläche in Hinblick auf die Zinn- bzw. Feuerseite. ► zur Pressemitteilung (Word/pdf) |
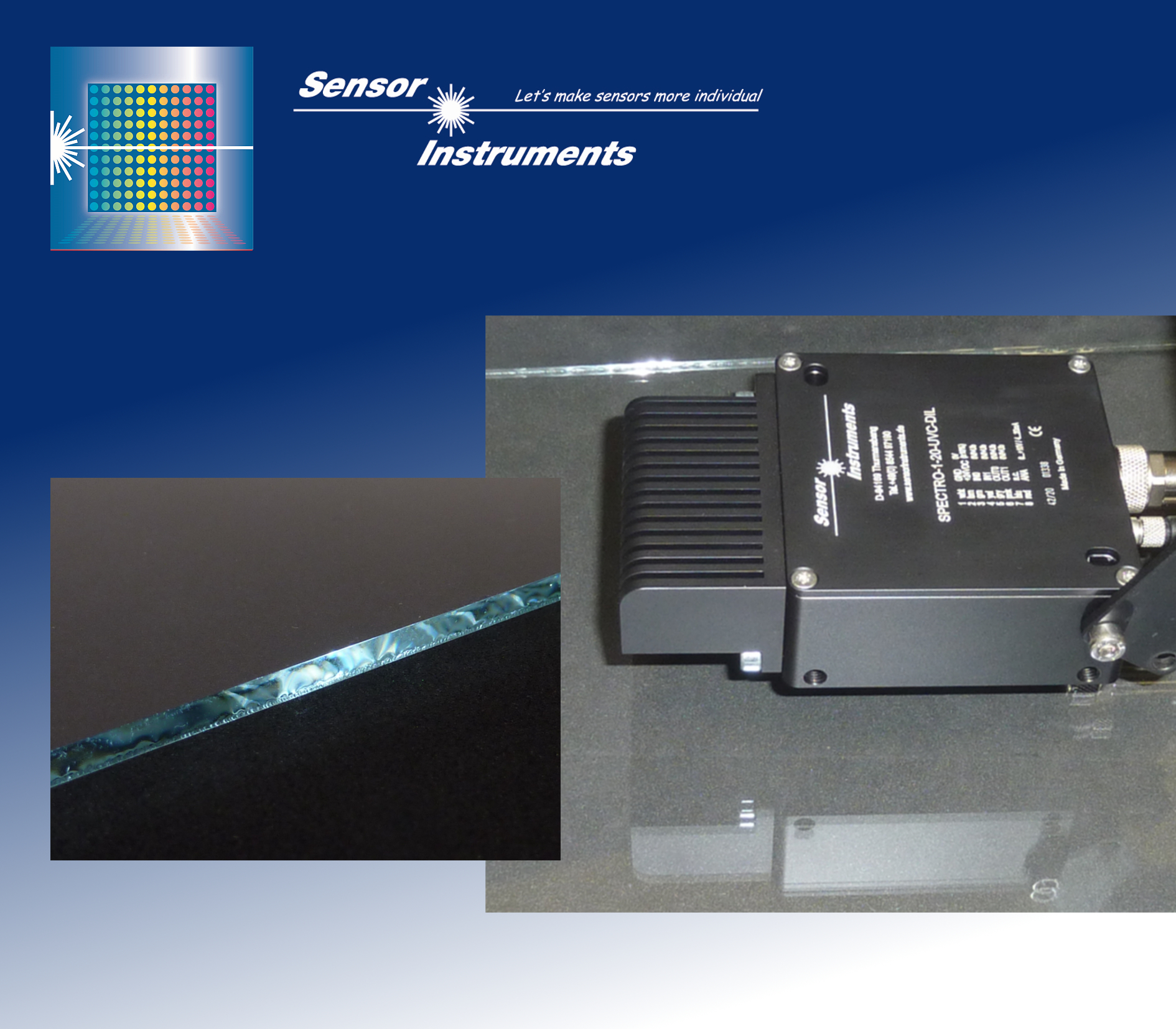 SPECTRO-1-20-UVC-DIL SPECTRO-1 Serie |
21.01.2021 SPECTRO-M-10-MIR/(MIR1+MIR2) - Pressemitteilung #4
| Bei der Bearbeitung von Metallen während des Umformprozesses ist der Einsatz von Ölen unerlässlich. Beispielsweise sorgen Schneidöle, aufgebracht auf Metallbänder, für einen geringen Verschleiß an den Stanzwerkzeugen. Aber auch während der zerspanenden Bearbeitung leisten Bohröle einen unverzichtbaren Beitrag zum Schutz der Bohr- und Fräswerkzeuge. Des Weiteren dienen Öle als Korrosionsschutz von Halbprodukten wie Blechen aber auch Metallfolien. Nach der Weiterverarbeitung hingegen ist es erforderlich, Ölrückstände von den Fertigprodukten möglichst rückstandsfrei zu entfernen. Hierzu dienen spezielle Reinigungsanlagen, in denen die Metallteile gewaschen und abgeblasen werden.
Damit nun während des Aufbringens von Öl umweltschutztechnische Richtlinien eingehalten werden können und zudem auch wirtschaftliche Aspekte Beachtung finden, ist es ratsam, die Menge des Ölauftrages zu ermitteln. Mittlerweile kann eine Ermittlung der jeweiligen Ölmenge auch INLINE erfolgen. Gleich mehrere Messverfahren stehen hierfür zur Verfügung, auf die in den folgenden Abschnitten noch genauer eingegangen werden soll. Ein Überwachen des Reinigungsprozesses kann mittels der gleichen Sensorik erfolgen. Die Herausforderung ist allerdings hierbei, möglichst geringe Mengen an Ölrückständen, vorzugsweise INLINE, sicher zu erfassen. Gerade bei elektrisch leitenden Komponenten, wie beispielsweise Kupferschienen oder Starkstromleitungen, wird ein möglichst geringer Übergangswiderstand gefordert, eine Restölschicht würde aber diesbezüglich ein Problem darstellen, wird doch dadurch die Leistungseffizienz in nicht unerheblichem Maße beeinträchtigt ► zur Pressemitteilung (Word/pdf) |
SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
22.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Pressemitteilung #3
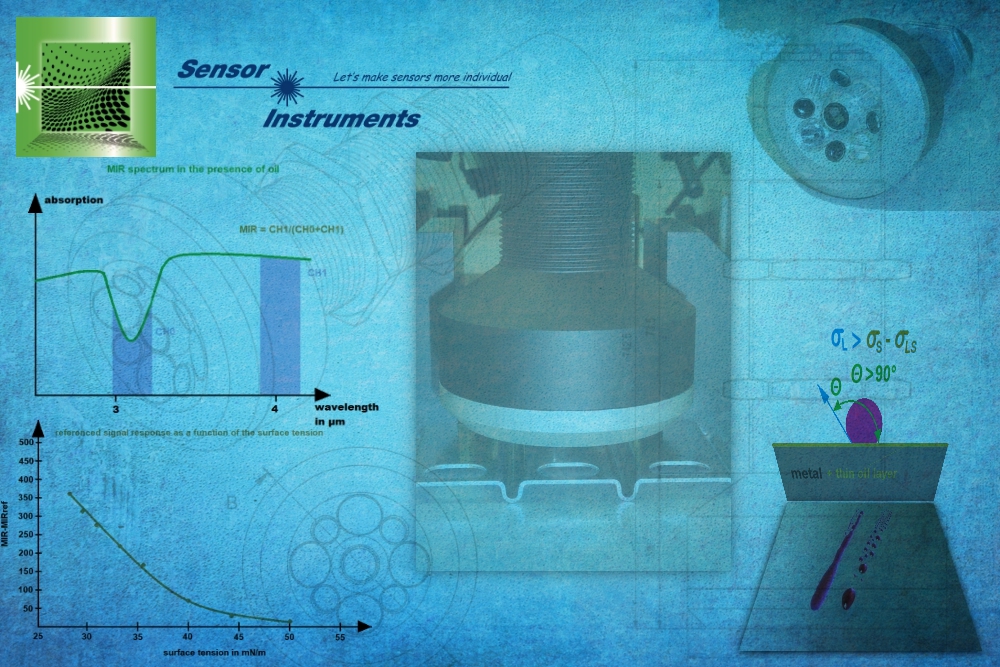
| Bei der Herstellung von Stanz- und Biegeteilen werden zunehmend verdunstende Stanz- und Ziehöle eingesetzt. Die Idee hierbei ist es, möglichst wenig Ölrückstände auf gestanzten oder umgeformten Metallteilen zu belassen, damit erspart man sich in vielen Fällen bei der Weiterverarbeitung der Metallteile den Reinigungsprozess. Aber wieviel von dem aufgetragenen Öl verbleibt nun tatsächlich auf dem Bauteil und wie lange dauert der Verdunstungsprozess?
Mit unserer SPECTRO-M Serie haben wir sprichwörtlich versucht, den Dunst zu lichten! Dazu haben wir auf entfettete Stahlbleche jeweils 5 Tropfen Öl (5x20µl) aufgetragen und über eine Fläche mit einem Durchmesser von 70mm verteilt. Die Ölschichtdicke betrug dabei zu Beginn des Messvorgangs in etwa 25µm. Anschließend wurde der Sensor SPECTRO-M-10-MIR/(MIR1+MIR2) mittig auf den Ölfleck platziert und die Messung konnte starten: Mit Hilfe des MIR-Sensors betrachten wir zwei Messfenster; beide liegen im mittleren Infrarotbereich (kurz MIR-Bereich). Dabei ist zu beachten, dass eines dieser beiden Wellenlängenbereichsfenster auf die Anwesenheit von Öl reagiert (hier mit CH0 bezeichnet), während das zweite Messfenster (CH1) davon unbeeindruckt bleibt. Durch diese Verschiebung des Verhältnisses der beiden Messfenster bei Präsenz von Öl kann die Ölmenge innerhalb des Detektionsbereiches ermittelt werden. ► zur Pressemitteilung (Word/pdf) |
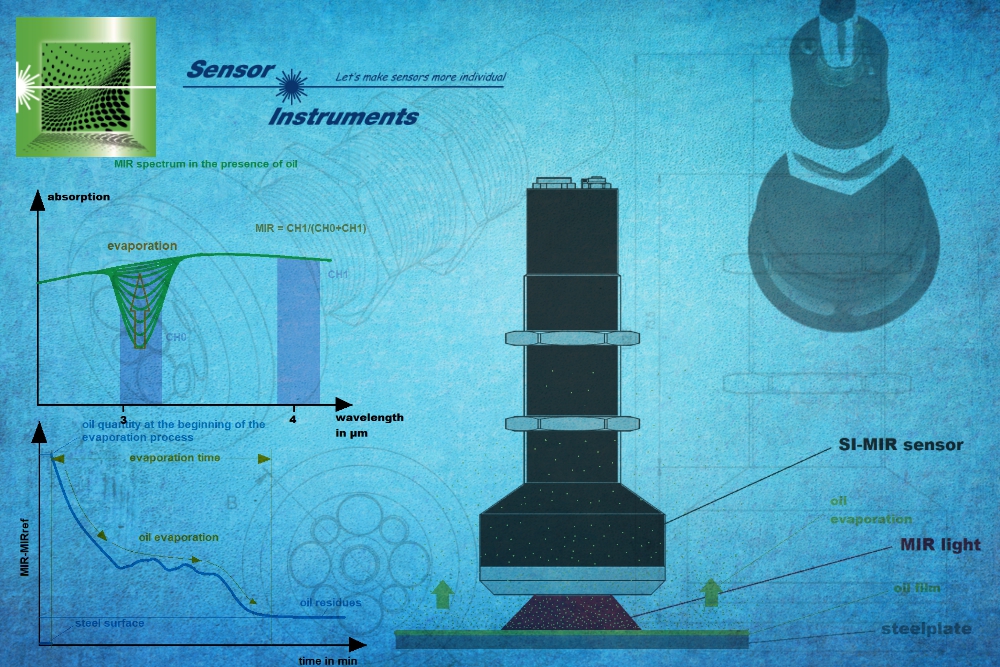 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
14.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Pressemitteilung #2
| Möchte man die Schichtdicke beispielsweise einer homogen auf Papier aufgetragenen Druckfarbe ermitteln, wäre sicherlich die Flächengewichts-methode ein adäquates Mittel, um diese zu bestimmen. Das Flächengewicht der Druckfarbe dürfte nicht Welten entfernt sein vom Flächengewicht von Papier mit einer Stärke von üblicherweise 0.05mm bis 0.2mm. Entsprechend genaue Waagen dürften hierbei zu einem verlässlichen Ergebnis führen. Wie verhält es sich aber, wenn anstatt einer Druckfarbe Öl und anstatt eines Papierblattes ein Stahlblech mit einer Dicke beispielsweise von 1mm verwendet wird? Die Flächengewichtsmethode dürfte hierbei an ihre Grenzen stoßen.
Wie kann man aber dennoch verlässlich ohne allzu großen Aufwand Ölschichtdicken ermitteln? Da wäre zum einen die Fluoreszenzmethode zu nennen, bei dieser wird UVA-Licht zur Anregung der Fluoreszenz verwendet. Die Sekundäremission findet dabei im sichtbaren Wellenlängenbereich statt. Die Intensität der Fluoreszenz ist hierbei ein Maß für die Dicke der jeweiligen Ölschicht. Dabei ist jedoch zu beachten, dass die Signalstärke (Fluoreszenz) nicht nur von der Schichtdicke, sondern auch von der Art des verwendeten Öles abhängt, und des Weiteren die Metalloberfläche, quasi als Reflektor fungierend, auch einen Einfluss auf die Signalhöhe hat. Ferner finden sich auch Öle, bei denen der Fluoreszenzeffekt gänzlich fehlt bzw. nahezu nicht vorhanden ist und somit eine Schichtdickenmessung auf diese Weise nicht in Betracht gezogen werden kann. Richtet man den Blick hingegen auf den mittleren Infrarotbereich (MIR), so lässt sich feststellen, dass bei den bislang untersuchten Ölen quasi durch die Bank eine signifikante Absorption in einem bestimmten Wellenlängenbereich stattfindet, während sich andere Wellenlängenbereiche von der Ölpräsenz unbeeindruckt zeigen. Schneidet man nun gedanklich dieses ölsensitive Wellenlängenfenster aus dem MIR-Spektrum heraus und vergleicht anschließend dieses Absorptionsverhalten normiert mit der Absorption (beobachtet in einem zweiten, ölneutralen Wellenlängenfenster), ergibt sich in erster Näherung ein proportionaler Zusammenhang zwischen Ölschichtdicke und normiertem Signal. Der SPECTRO-M-10-MIR/(MIR1+MIR2) Sensor verfügt nun genau über besagte Wellenlängenfenster. ► zur Pressemitteilung (Word/pdf) |
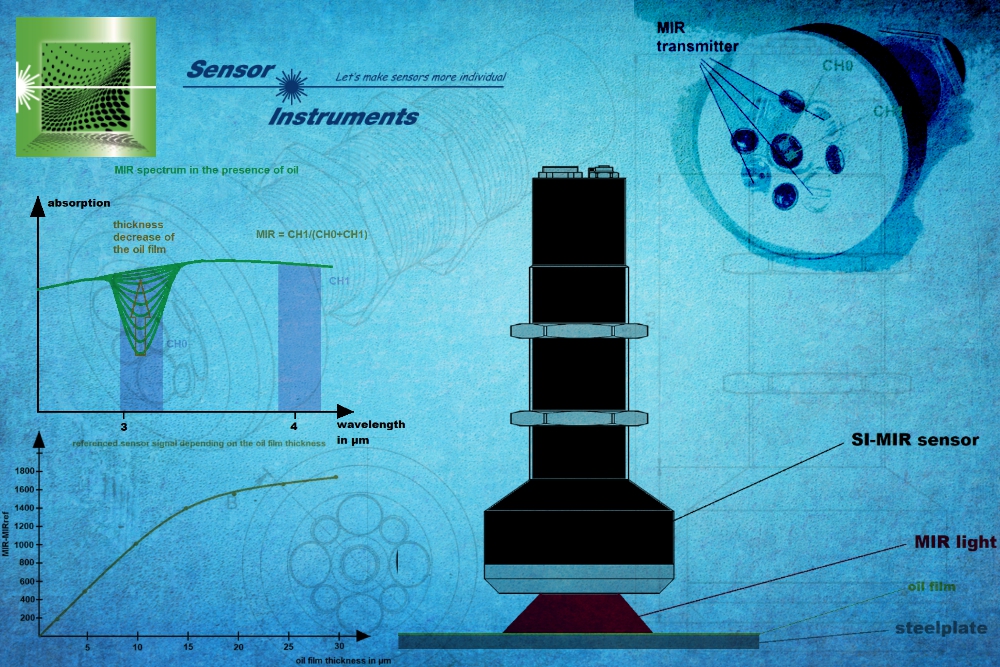 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
02.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Pressemitteilung #1
| Die Spannung steigt! Gerade die Anwender von Reinigungsanlagen für das Säubern von Metallteilen, beispielsweise von Stanzteilen, dürften immer wieder dem Resultat aus dem Waschvorgang entgegenfiebern: Ist die Spannung – gemeint ist hierbei die Oberflächenspannung – über die Schwelle von 38mN/m geklettert oder wurden gar 44mN/m erreicht? In der Praxis gilt dabei ein Metallteil als quasi entfettet, wenn diese Werte (je nach Einsatzzweck gilt entweder der eine oder der andere Wert) überschritten wurden. Bislang wird zum Nachweis der Oberflächenspannung Testtinte eingesetzt. Diese Flüssigkeiten gibt es mit verschiedenen Oberflächenspannungswerten, beginnend in der Regel mit 30mN/m bis 50mN/m in Schritten von jeweils 2mN/m (30mN/m, 32mN/m, …, 48mN/m, 50mN/m). Perlt die Testtinte nach dem Auftrag nicht von der Metalloberfläche ab, so liegt die Oberflächenspannung des Metallteils oberhalb des auf der Testtinte angegebenen Wertes. Perlt hingegen die Testtinte von der Metalloberfläche ab, so liegt die Oberflächenspannung der Metalloberfläche unterhalb des auf der Testtinte angegebenen Wertes. Auf diese Weise kann die Oberflächenspannung mit einer Genauigkeit von in etwa 2mN/m ermittelt werden.
Was sagt nun die Oberflächenspannung in Bezug auf die Beschaffenheit der jeweiligen Metalloberfläche aus? Entfettete Metalloberflächen weisen eine Oberflächenspannung über 50mN/m auf (mittels Testtintenmethode ermittelt). Ist die Metalloberfläche hingegen mit einem Ölfilm überzogen (beispielsweise durch das Beölen der Stanzstreifen vor dem Stanzvorgang), kann der Wert der Oberflächenspannung schon mal unter die 30mN/m rutschen (je nach Schichtdicke). Mittels der Testtintenmethode kann also festgestellt werden, ob die Metalloberfläche mit einem Ölfilm überzogen ist oder aber bereits entölt bzw. entfettet worden ist. Selbst Ölschichtdicken von weniger als 1µm können mit dieser Methode nachgewiesen werden. Versuche mit verschiedensten Ölen haben gezeigt, dass nahezu alle Öle im mittleren Infrarotbereich (MIR) eine selektive Absorption aufweisen. Macht man sich nun diese Eigenschaft zunutze, kann mittels Vergleichs zweier MIR-Wellenlängenbereiche (ein Bereich davon stellt den neutralen Bereich dar, d.h. jener Wellenlängenbereich, in dem keine merkliche Absorption, verursacht durch das Öl, auftritt) nach entsprechender Kalibrierung des Messsystems SPECTRO-M-10-MIR/(MIR1+MIR2) zunächst auf die Ölschichtdicke geschlossen werden und im Folgeschritt auch der jeweilige Oberflächenspannungswert zur Anzeige gebracht werden. ► zur Pressemitteilung (Word/pdf) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
26.10.2020
| Der Einzug der Kunststoff-Rezyklate.
Eine schwere Geburt! Nach Jahren des Schattendaseins gegenüber dem sogenannten Virgin-Material schreiben die Kunststoff-Rezyklate ihre eigene Erfolgsgeschichte. Dafür gibt es verschiedene Gründe. Galt zunächst recycelter Kunststoff wegen der erforderlichen technisch komplexen Aufbereitung als unwirtschaftlich, so konnte mittlerweile dank verbesserter Technologien sowohl die Qualität erhöht und zeitgleich die Kosten reduziert werden. Dennoch wäre den Rezyklaten der Durchbruch verwehrt geblieben, hätte die Europäische Union in den letzten Jahren nicht die rechtlichen Grundlagen für einen nachhaltigen Umgang mit Kunststoffen geschaffen. Legt doch die EU-Richtlinie beispielsweise eine Mindestmenge für den Einsatz von Kunststoff-Rezyklaten bei Kunststoffflaschen fest. Trotz verbesserter Eigenschaften reichen Kunststoff-Rezyklate aber noch nicht an die Qualität von Virgin-Material heran, beispielsweise sind Farbabweichungen gegenüber dem Sollzustand immer noch an der Tagesordnung. Abhilfe, den Sollfarbwert eines herzustellenden Produktes einzuhalten, erreicht man nur durch gezieltes Zudosieren von Virgin-Material. Damit man die genaue Menge, die zudosiert werden muss, ermitteln kann, ist eine Farbmessung des Kunststoff-Rezyklats erforderlich. Die Farbmessung erfolgt dabei INLINE, der hohen Umgebungstemperatur geschuldet, ist das Farbmesssystem dabei als Lichtleitersystem ausgeführt (KL-D-0°/45°-85-1200-A3.0-VIS) und arbeitet nach dem 0°/45°-Farbmessverfahren. Bei einer Weißlicht-Spotgröße von 25mm im Durchmesser wird optisch über eine große Anzahl von Pellets gemittelt, sodass von der an das Lichtleiter-Frontend angeschlossene Auswerteeinheit SPECTRO-3-FIO-MSM-ANA-DL eine präzise Farbwertermittlung (L*a*b* bzw. xyY) erfolgen kann. Dabei werden die Farbwerte an die Steuerung der Dosiereinheit übergeben und je nach Farbabweichung vom Sollwert wird entsprechend Virgin-Material hinzudosiert. ► zur Pressemitteilung (Word/pdf) |
SPECTRO-3-FIO-MSM-ANA-DL + KL-D-0°/45°-85-1200-A3.0-VIS SPECTRO-3-MSM-ANA Serie |
31.07.2020
| Dickenmessung von dünnen sowie transparenten Kunststofffolien
Gerade bei Stretchfolien ist es wichtig, auch nach der Produktion die Dicke (auch nach dem Streckvorgang) ermitteln zu können. Mit dem Messsystem SPECTRO-MIR-10 steht nun ein Gerät zur Verfügung, das schnelle, präzise und fremdlichtunempfindliche Inline- und Offlinemessungen ermöglicht. Mittels der Windows®-Software SPECTRO MIR Scope V1.0 kann das Messsystem auf die jeweilige Folienart kalibriert werden. Neben der Parametriersoftware steht hierbei auch eine Monitoringsoftware SPECTRO MIR Monitoring V1.0 zur Verfügung, mit deren Hilfe die Messdaten sowohl abgespeichert als auch graphisch sowie numerisch, u.a. auch Trends, angezeigt werden. ► zur Pressemitteilung (Word/pdf) |
 SPECTRO-MIR-10 SPECTRO-MIR Serie |
30.06.2020
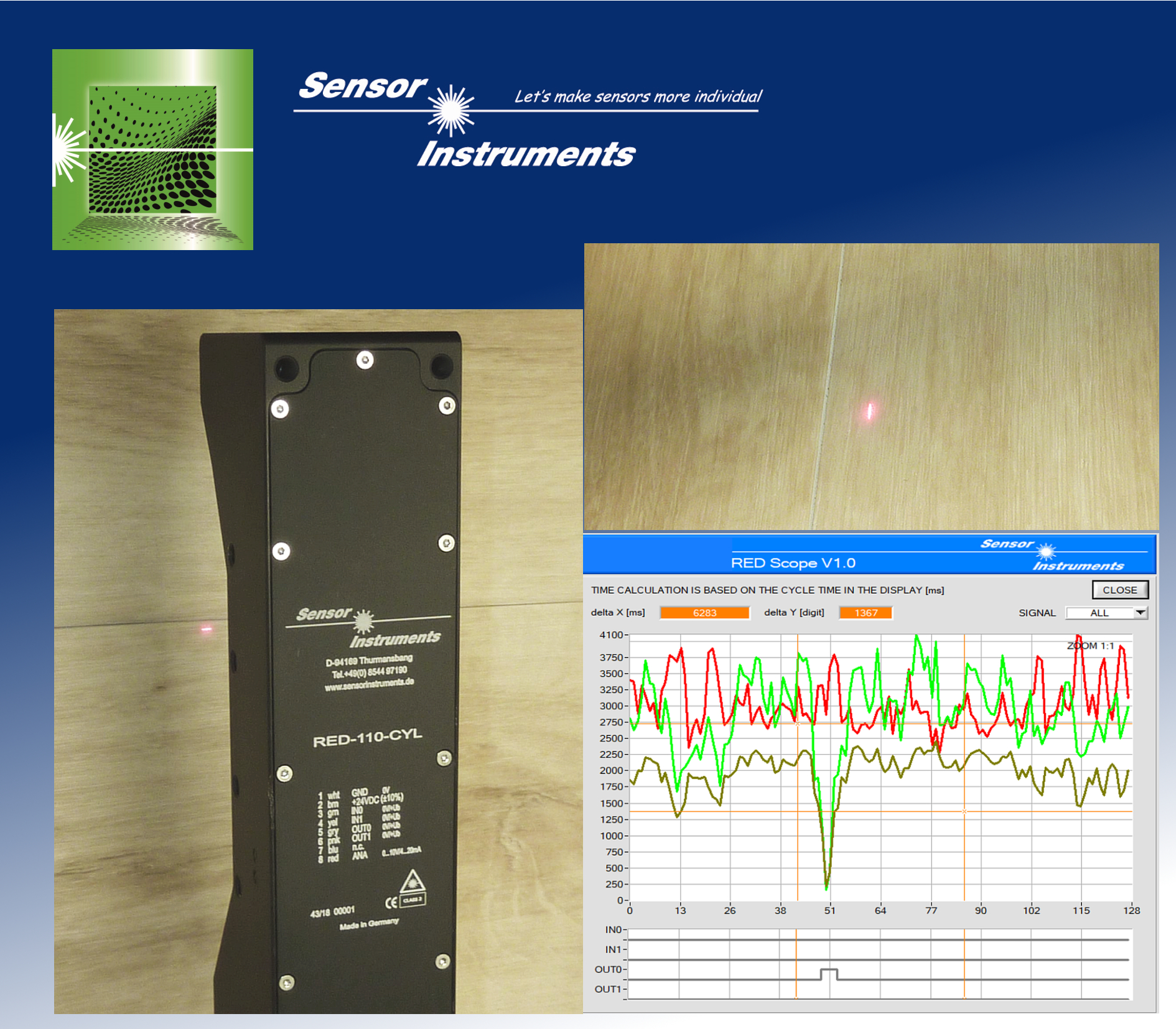
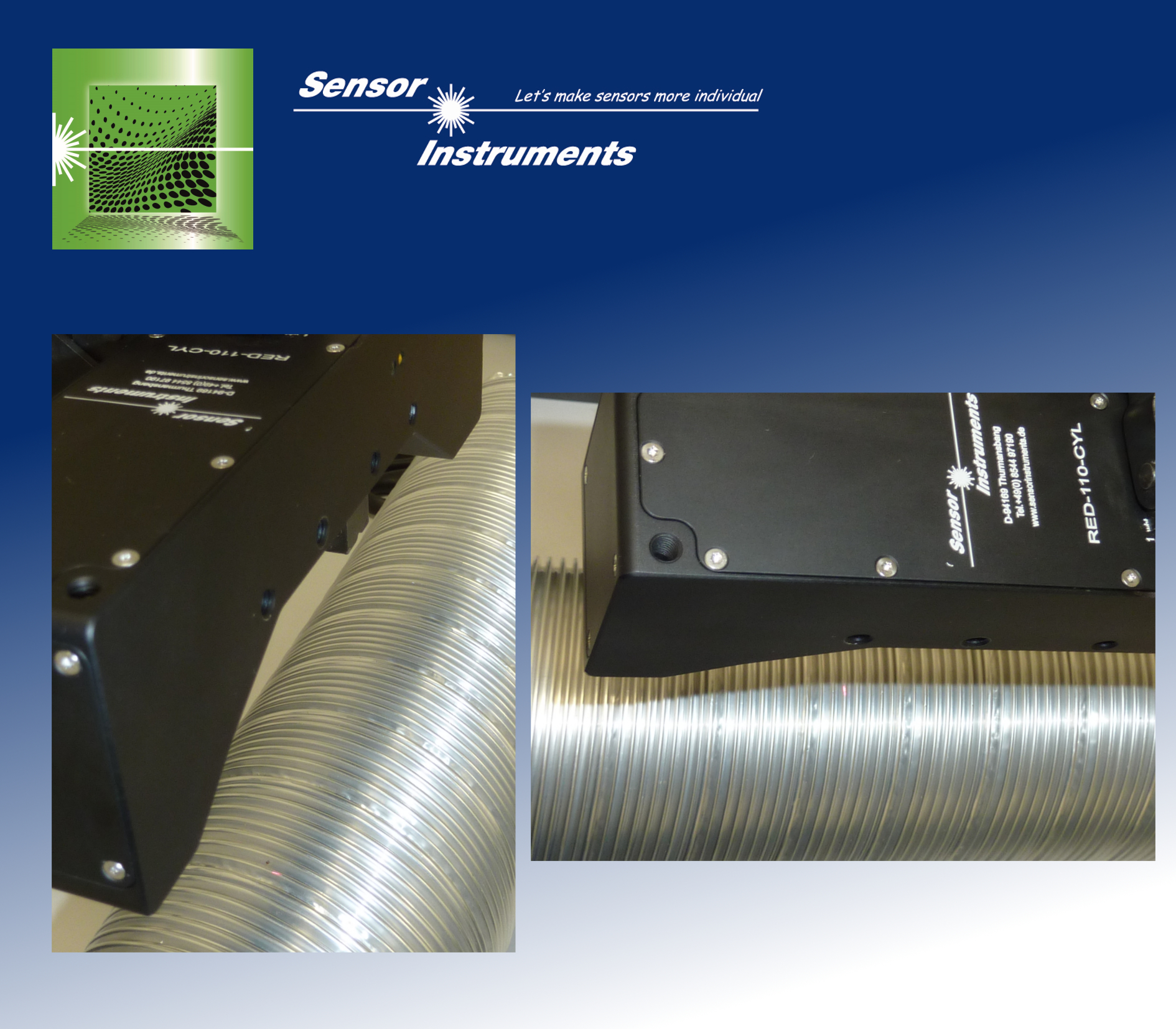
| Liebe Hersteller von Vinylböden, keine Sorge, wir finden die Lücke!
Mit den Sensoren der RED Serie zur Erfassung der Lücke, die quasi dem Abstand zweier Parkettbretter entspricht, eignet sich besonders der RED-50-L sowie der RED-110-L. Damit können Lücken ab einer Tiefe und Breite von ca. 0.05mm erkannt werden. Die Software des Laserkantendetektors ermöglicht eine Anpassung an verschiedene Oberflächen: von dunkel bis hell und von matt bis glänzend. Mit einer maximalen Scanfrequenz von typ. 85kHz ist der Sensor bestens auch für schnelles Handling der Objekte gewappnet. ► zur Pressemitteilung (Word/pdf) |
 RED-110-L RED Serie |
22.06.2020
| Nach dem Lackiervorgang von Metallplatten muss neben der Farbe auch der Glanzgrad gemessen werden. Damit möglichst rasch auf eventuelle Abweichungen im Glanzgrad vom jeweiligen Sollwert reagiert werden kann, erfolgt die Glanz-messung inline und möglichst nahe am Geschehen, d.h. unmittelbar nach dem Lackierprozess.
Zum Einsatz kommt dabei ein Glanzsensor der GLOSS Serie (GLOSS-15-60°) mit dessen Hilfe der Glanzgrad aus einer Distanz von 15mm zum Objekt gemessen werden kann. ► zur Pressemitteilung (Word/pdf) |
 GLOSS-15-60° GLOSS Serie |
09.06.2020
| Auf Metallplatten soll unmittelbar nach dem Lackier-vorgang die Farbe gemessen werden. Dabei ist zu beachten, dass sowohl hochglänzende als auch sehr matte Oberflächen vorhanden sind und der Farbwert unabhängig vom Glanzgrad ermittelt werden muss. Des Weiteren muss die Messung inline erfolgen, um zum einen der 100%-Kontrolle gerecht zu werden und zum anderen einer eventuell vorhandenen Farbdrift möglichst rasch entgegenzuwirken.
Als Farbmesssensor empfiehlt sich hierbei ein Gerät der SPECTRO-3 Serie, das nach der 45°/0°-Methode arbeitet (SPECTRO-3-28-45°/0°-MSM-ANA-DL). ► zur Pressemitteilung (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL SPECTRO-3-MSM-ANA Serie |
26.05.2020
| Neben den Kunststofffolien finden im Möbelsektor sowie im Bereich der Bodenbeläge zunehmend papierbasierende Folien ihre Anwendung. So stehen mittlerweile Dekorpapiere u.a. für Küchen, Möbel und Laminatfußböden zur Verfügung. Sowohl für die Kunststoff- als auch für die papierbasierenden Dekorfolien gilt dabei gleichermaßen, während der Produktion für eine gleichbleibende Qualität und ein brillantes Erscheinungsbild zu sorgen.
Einen wichtigen Beitrag hierzu kann der Inline-Glanzsensor GLOSS-15-60° leisten, mit dessen Hilfe der Glanzgrad der Dekorfolien kontinuierlich gemessen wird. ► zur Pressemitteilung (Word/pdf) |
 GLOSS-15-60° GLOSS Serie |
14.05.2020
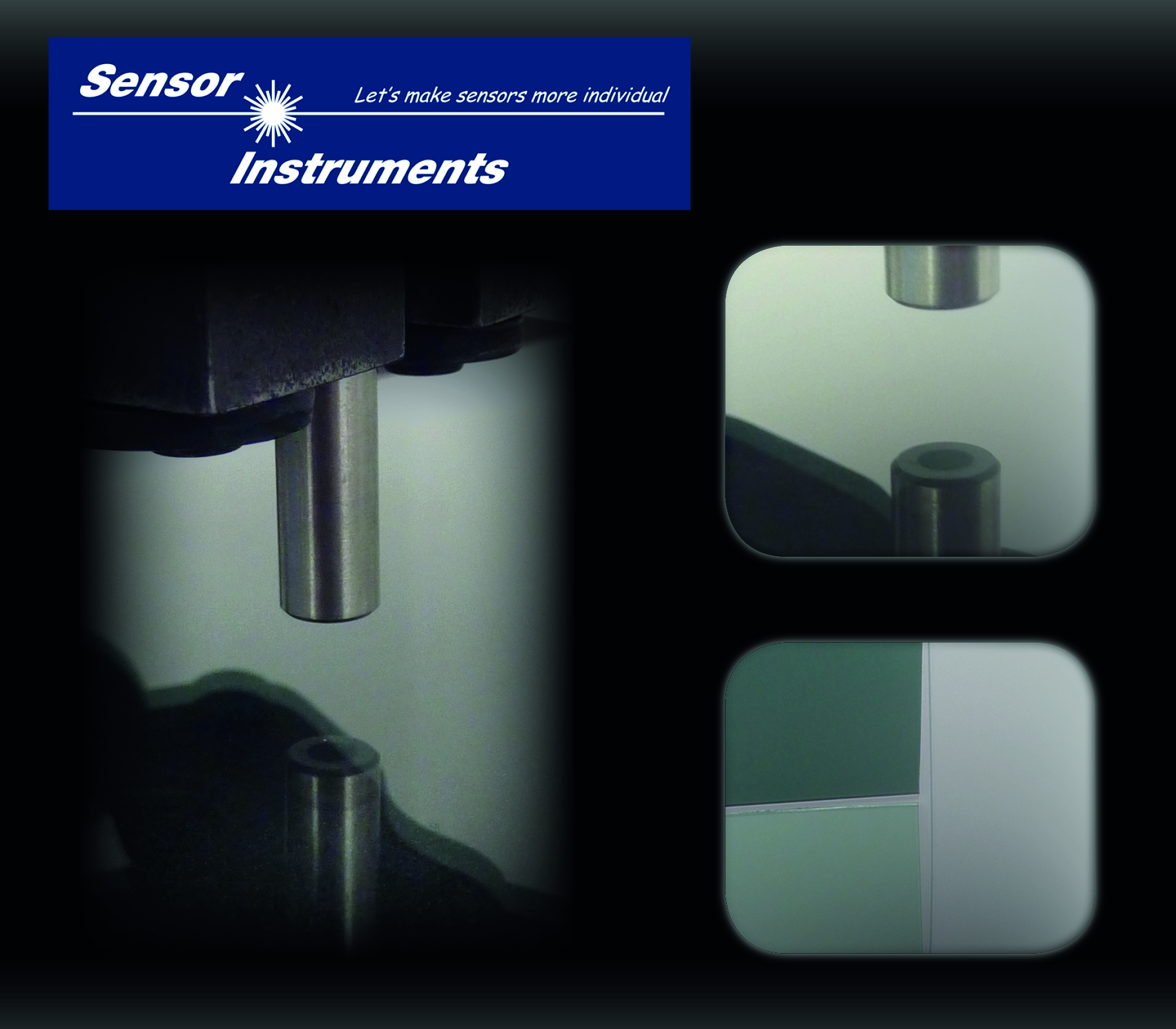
| Als einer der letzten Schritte während der Produktion von Radial- sowie Axiallüftern erfolgt u.a. die Kontrolle des korrekten Frequenzverlaufs in Abhängigkeit von der am Lüfter angelegten DC-Spannung. Die einfachste Art der Frequenzmessung kann dabei mittels Einweglichtschranke (beispielsweise einer D-LAS2-d1.0-T + D-LAS2-Q-d1.0-R-HS, ausgestattet mit einer Schaltfrequenz von typ. 300kHz) erreicht werden. Oftmals kommt man beim Testen jedoch nur von einer Seite an die Rotorblätter der jeweiligen Lüfterversion heran, so dass alternativ auf eine Reflexlichtvariante zurückgegriffen werden muss.
Hierbei können die Kantendetektoren der RED Serie (RED-50-L bzw. RED-110-L) gute Dienste leisten. ► zur Pressemitteilung (Word/pdf) |
 RED-50-L, RED-110-L RED Serie |
07.05.2020
| Um die Sortierfähigkeit von Kunststoffen und damit deren Recyclingquote zu erhöhen, gibt es bereits verschiedene Initiativen und technische Ansätze. Einige Verfahren setzen auf die Möglichkeiten von Nah-InfraRot-Verfahren (NIR), um die Basismaterialien von Kunststoffen unterscheiden zu können, andere verfolgen die Aufbringung von Codes, um Kunststoffverpackungen sortieren und rückverfolgen zu können.
Sensor Instruments und GABRIEL-CHEMIE haben nun eine neue Technologie entwickelt, um Kunststoffmaterialien und -produkte mit einer im Material integrierten, maschinenlesbaren Signatur zu versehen. ► zur Pressemitteilung (Word/pdf) |
 Kennzeichnung und eindeutige Identifizierung von Kunststoffprodukten Taggant Technology TAGTEC |
07.04.2020
| Bei der Produktion von Aluminium-Flexrohren kommt es weniger auf die gemessene Länge der Flexrohre an, sondern vielmehr auf die Anzahl der vorhandenen Falten, da die tatsächliche Länge, bedingt durch den „Ziehharmonikaeffekt“ des Materials, nur unzureichend genau gemessen werden kann. Zur Faltenzählung kann dabei ein Kantendetektor der RED Serie (z.B. RED-50-L oder RED-110-L) verwendet werden. Das Aluminium-Flexrohr wird dabei während der Kantenzählung am Lasersensor entlang bewegt. Der Sensor liefert dabei je Kante ein digitales Ausgangssignal.
► zur Pressemitteilung (Word/pdf) |
 RED-50-L, RED-110-L RED Serie |
23.03.2020
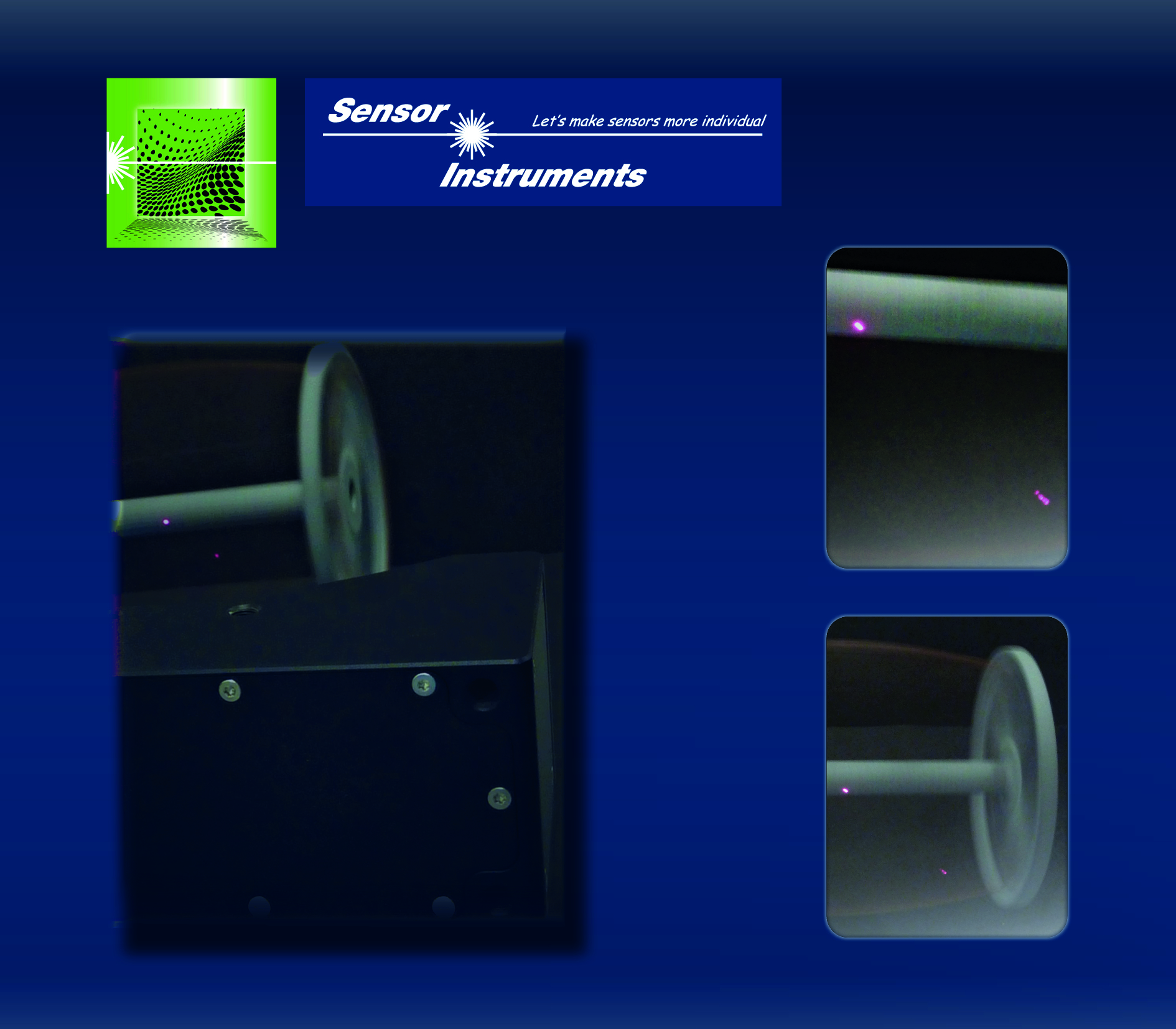
| Die Frequenz von Verdichterrädern, die bei Turboladern zum Einsatz kommen, soll gemessen werden. Dabei können Umdrehungszahlen bis zu 300.000 Umdrehungen pro Minute auftreten. Üblicherweise besitzen diese Verdichterräder an die 10 Schaufeln und das Material besteht aus gefrästem Aluminium. Versucht man nun optisch die Frequenz dieser Verdichterräder zu ermitteln, muss berücksichtigt werden, dass jede dieser Schaufeln einen Signalwechsel verursacht - in der Minute ist somit mit bis zu 3.000.000 Schaltvorgängen zu rechnen, was einer Frequenz von ca. 50 kHz (bezogen auf die Schaufeln) führt. Selbst ein Kantendetektor vom Typ RED-50-P bzw. RED-110-P mit seiner maximalen Scanfrequenz von typ. 100 kHz kommt dabei ganz schön ins „Schwitzen“.
► zur Pressemitteilung (Word/pdf) |
.jpg) RED-50-P, RED-110-P RED Serie |
09.03.2020
| Während der Herstellung von Schleifpapier muss darauf geachtet werden, dass sich die Körnung, d.h. die Korngröße des Schleifmittels (beispielsweise Aluminiumoxid oder Siliciumcarbid) innerhalb des erlaubten Toleranzbereiches befindet. Labortests im Vorfeld haben ergeben, dass der Glanzgrad der Schleifpapieroberfläche recht gut mit der Körnung korreliert: je kleiner die Korngröße, desto größer ist der damit einhergehende Glanzgrad.
► zur Pressemitteilung (Word/pdf) |
 GLOSS-5-85°, GLOSS-15-60° GLOSS Serie |
04.03.2020
| Kunststoffdrähte verschiedener Dicke, Farbe, Form und Oberflächenbeschaffenheit finden vielerlei Anwendung in den verschiedensten Bereichen. Beispielsweise werden Tennisschläger mit Monofilamenten aus Polyester hergestellt, das dreiecksförmige Profil der Saiten verleiht dem Schläger mehr Spin; bei den Monofilamenten zur Herstellung von großen Kunststoffsäcken, sog. Big Bags, eignet sich in erster Linie flaches Bandmaterial. Bei der Produktion von Papier werden im Nassbereich Transportsiebbänder, gefertigt aus runden Kunststoffmonofilamenten, eingesetzt und bei den Plastikdrähten der Zahnbürste wird dem Kunststoff abrasives Material beigemengt. Neuerdings finden Monofilamente aus Kunststoff auch Anwendung bei den sog. 3D-Druckern. Auch hier werden runde Drähte mit verschiedenen Durchmessern eingesetzt. Neben der Form ist für den jeweiligen Anwender die Konstanz der Farbe entscheidend, da Farbabweichungen häufig als Qualitätsschwankungen des Kunststoffmaterials interpretiert werden. Insbesondere bei gewobenen Produkten, wie Kunststoffsieben, Big Bags sowie Tennisschlägern können selbst kleinste Farbnuancen (typischerweise ab einem Farbunterschied von dE=1) vom Betrachter wahrgenommen werden. Somit ist es für den Hersteller ratsam bzw. erforderlich die Farbe der Monofilamente schon während der Herstellung, also inline, zu kontrollieren. Die Objektgröße, die Form und der Glanz der Kunststoffmonofilamente erschwerte bislang den Einsatz von Inline-Farbmessgeräten, zumal bei der Überwachung eine Farbabweichung von > dE=0.7 sicher erkannt werden sollte.
► zur Pressemitteilung (Word/pdf) |
 SPECTRO-3-12-DIF-MSM-ANA-DL SPECTRO-3-MSM Serie |
27.02.2020
| Bei der Fertigung von Kabeln aber auch von Hochspannungsleitungen müssen die einzelnen isolierten Adern bzw. die Aluminiumdrähte miteinander verseilt werden. Dieser Vorgang wird in der Praxis von Verseilungsanlagen erledigt. Dabei werden die einzelnen Adern bzw. Drähte um eine Kernader bzw. einen Kerndraht gewickelt. Zur Überwachung eines Ader- bzw. Drahtrisses kann nun die Kernader bzw. der Kerndraht relativ einfach mittels geeigneter Lasereinweglichtschranke im Durchlichtverfahren kontrolliert werden.
Eine Überwachung der Außenadern bzw. der Außendrähte kann hingegen mittels eines hierfür entsprechend angepassten Kantendetektors der RED Serie (RED-110-P-F60) realisiert werden. ► zur Pressemitteilung (Word/pdf) |
 RED-110-P-F60 RED Serie |
04.02.2020
| In der Technik verhält es sich ein stückweit wie im richtigen Leben: es geht nicht ständig bergab oder bergauf. Vielmehr kommt nach einem "down" wieder ein "up", so auch bei den Kanten: In der Regel folgt auf eine ansteigende eine abfallende Kante und umgekehrt.
Innerhalb der Serie der Kantendetektoren ermöglichen nunmehr der RED-60-CLS-L sowie der RED-60-CLS-P eine Detektion von ansteigenden und abfallenden Kanten. ► zur Pressemitteilung (Word/pdf) |
RED-60-CLS-L, RED-60-CLS-P RED Serie |
07.11.2019
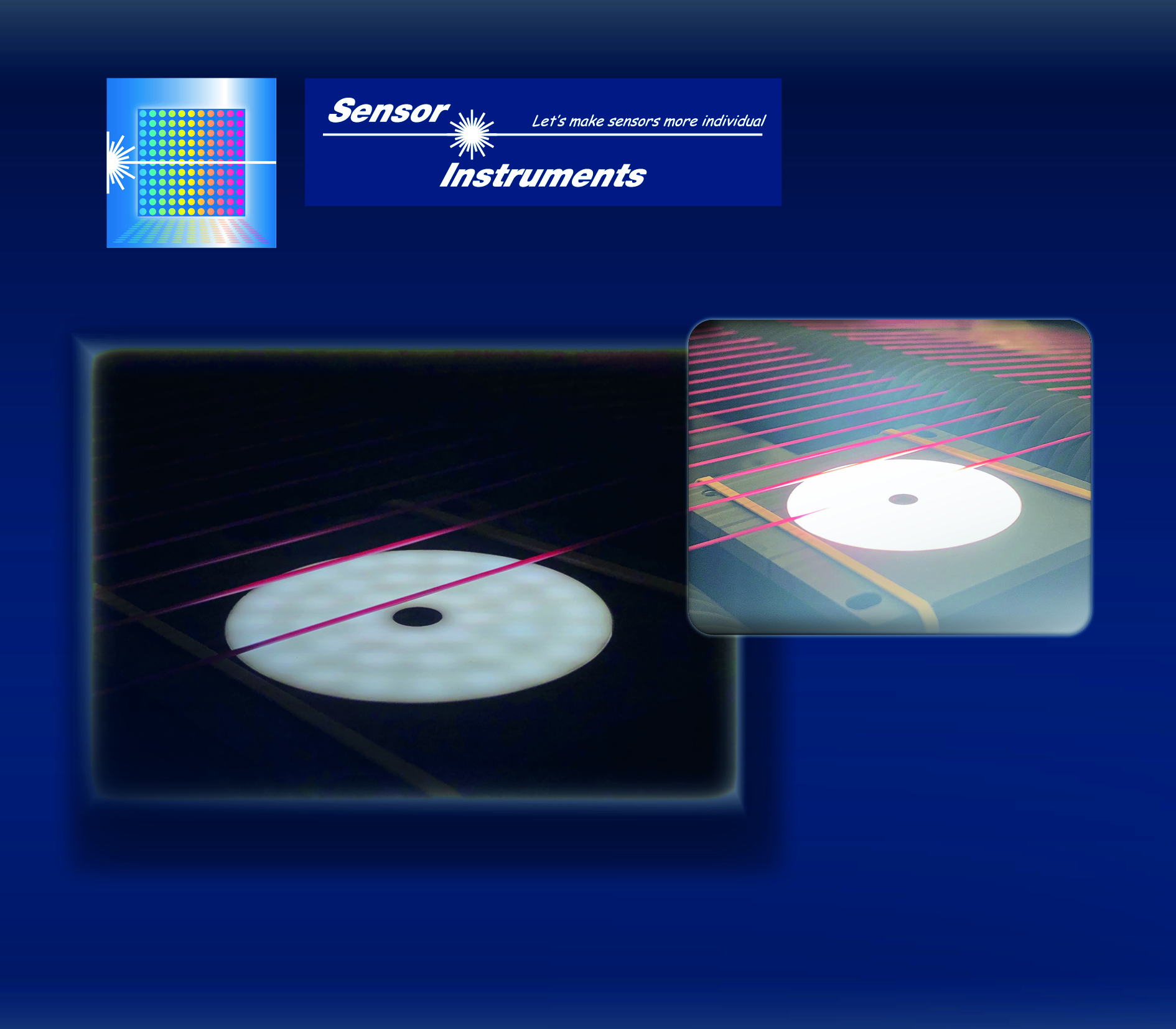
| Lichtleitstäbe
Immer mehr Fahrzeuge werden im Innenraum, dem sogenannten Ambientebereich, mit Lichtleitstäben ausgestattet. Diese finden sich mittlerweile in der Türverkleidung, dem Armaturenbrett, in der Mittelkonsole aber auch im Fahrzeughimmel wieder. Von den Lichtleitstäben wird das Licht über semitransparente Flachbänder in den Innenraum des Automobils geleitet. Eine Inhomogenität im Lichtleitstab würde dabei das Streuverhalten des ausgekoppelten Lichtes beeinflussen, ein Betrachter würde das im Fahrzeuginnenraum während einer Fahrt im Dunkeln als Hellsteller oder aber als Dunkelstelle entlang des Leuchtbandes wahrnehmen und somit als störend empfinden. ► zur Pressemitteilung (Word/pdf) |
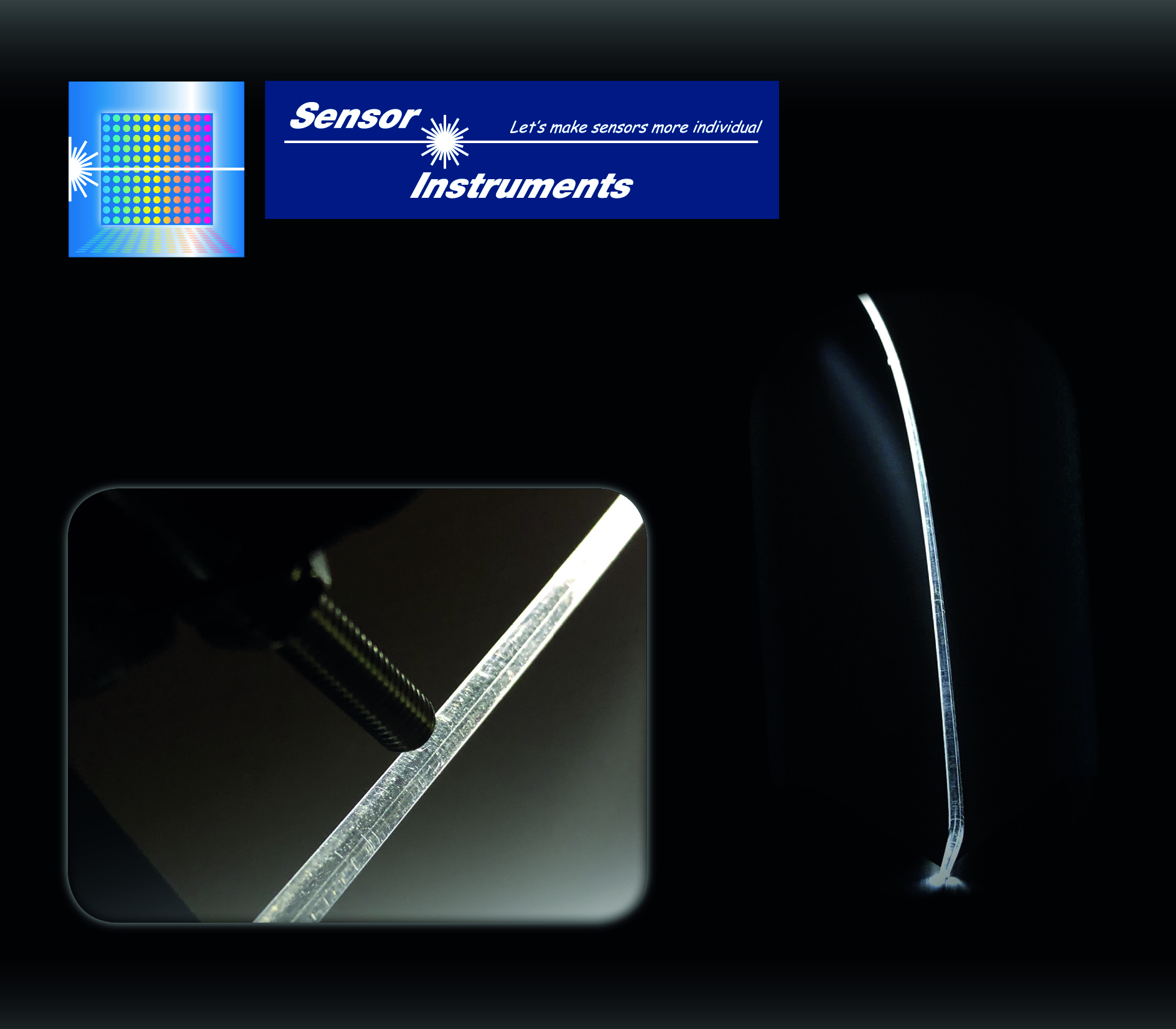 SPECTRO-3-FIO-ANA-LEDCON-HA SPECTRO-3-ANA Serie |
14.10.2019
| Inline-Detektoren bieten neue Art der Komponenten-Markierung
Im Zuge einer umfassenden Digitalisierung der industriellen Produktion und der Prozesse (Stichwort: Industrie 4.0) bietet nun eine neue Art der Markierung von hergestellten Komponenten bislang ungeahnte Möglichkeiten. Mittels der individuellen Markierung (einer zufälligen Verteilung von fluoreszierenden Partikeln auf der Objektoberfläche oder aber in der Matrix des Objektes) kann ein virtueller Schlüssel generiert werden, mit dessen Hilfe produktrelevante Daten z.B. im Server (bzw. in der Cloud) hinterlegt werden können. ► zur Pressemitteilung (Word/pdf) |
 LUMI-STAR-MOBILE und LUMI-STAR-INLINE LUMI Serie |
29.04.2019
| Handgeräte zur Erfassung des Glanzgrades werden schon seit Jahren erfolgreich in der Industrie eingesetzt. Dabei haben sich in erster Linie drei Betrachtungswinkel als Standard etabliert: 20°, 60° und 85° jeweils gemessen zur vertikalen Achse. Eine Ausnahme hiervon bildet die Papierindustrie, hierbei wird in erster Linie auf einen Betrachtungswinkel von 45° sowie 75° zurückgegriffen. Zur Glanzgrad-Ermittlung wird die direkte Reflexion an der zu untersuchenden Objektoberfläche genutzt.
|
 Inline-Glanzmessgeräte GLOSS Serie |
22.03.2019
| 95% des industriell gefertigten Flachglases wird mittlerweile nach dem Floatglasverfahren hergestellt. Bei diesem Verfahren wird flüssiges Glas kontinuierlich einem Bad aus flüssigem Zinn zugeführt. Dabei schwimmt die Glasschmelze, bedingt durch deren niedrigere Dichte, auf der blanken Zinnoberfläche und bildet auf einem länglichen Zinnbad einen gleichmäßig dicken und extrem glatten Film. Die der Zinnschmelze zugewandte Glasseite wird geringfügig mit Zinn verunreinigt und hat dadurch entsprechende Auswirkungen auf die anschließenden Bearbeitungsprozesse des Floatglases, wie z.B. Beschichtung der Glasoberfläche. Bei der Weiterverarbeitung von Floatglas ist es also wichtig, die vom Zinnbad kontaminierte Oberfläche von der sog. Feuerseite (Feuerpolitur, während der Floatglasherstellung wird die der Zinnschmelze abgewandte Glasseite erhitzt) zu unterscheiden..
|
 Kontrastsensor SPECTRO-1-FIO-UVC/UVC |
20.02.2019
| Damit bei der Herstellung von Öl- bzw. Luftfiltern für die Automobilindustrie die erforderliche Durchsatzmenge erreicht werden kann, wird das Filtermaterial gefaltet, dadurch steht auf kleinem Raum eine hohe Filteroberfläche zur Verfügung. Dabei gibt es je nach Filtertyp unterschiedliche Faltentiefen sowie Anzahl von Falten.
|
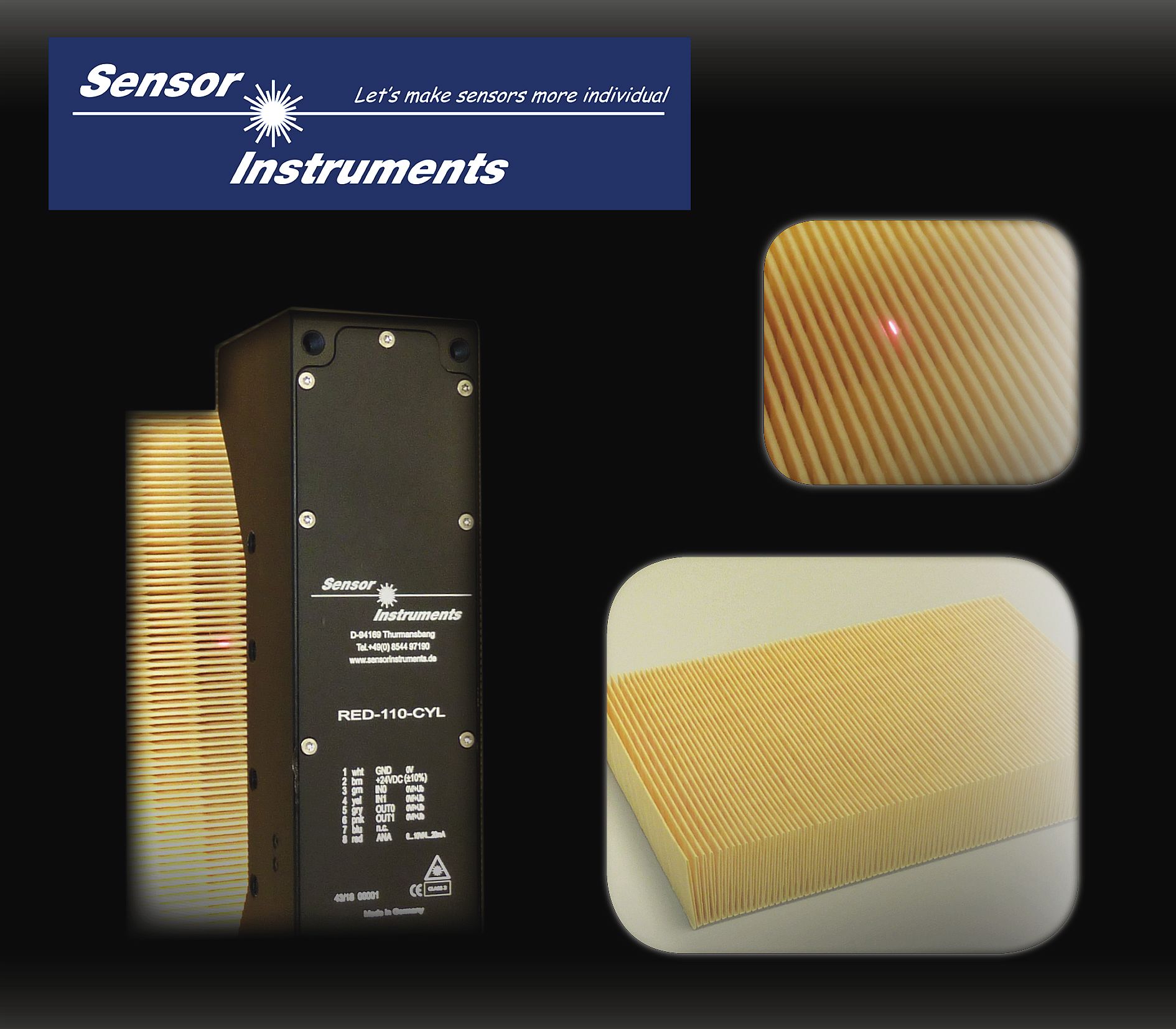 |
| Kantendetektor RED-110-L |
07.02.2019
| Bei der Detektion von Schweißnähten denkt man vermutlich zunächst an Kontrast- oder aber an Farbsensoren, unterscheidet sich die Schweißnaht optisch meist doch recht ordentlich von der restlichen Produktoberfläche. In der Praxis zeigt sich jedoch, dass diese Methoden durch häufiges Nachjustieren bzw. Nachparametrieren gekennzeichnet sind.
|
 |
| Kantendetektor RED-110-L |
War es bislang noch ausreichend, als Sensorhersteller Geräte mit Digitalausgängen sowie einem Analogspannungsausgang von 0V bis +10V und ferner einem Analogstromausgang von 4mA bis 20mA anzubieten, so wird in absehbarer Zeit die Kommunikation zwischen der Sensorik und den programmierbaren Steuerungen (SPS) hauptsächlich digital seriell mit entsprechend hoher Datenrate erfolgen. Die Zukunft gehört also dem sogenannten Industrial Ethernet.
|
 |
| RS232-nach-PROFINET® - Konverter sowie RS232-nach-EtherCAT® - Konverter |
21.01.2019
| Besonders beim Erfassen und Zählen von gestapelten, transparenten Objekten wie Kunststofftrinkbechern oder Kunststoffdeckeln stoßen bisherige Detektoren an ihre Grenzen. Dabei ist es aber gerade beim Verpacken wichtig, die genaue Anzahl von Objekten in einer Verpackungseinheit zu platzieren. Abhilfe schafft hierbei die RED Serie (bei dieser Applikation wurde ein RED-110-L verwendet).
|
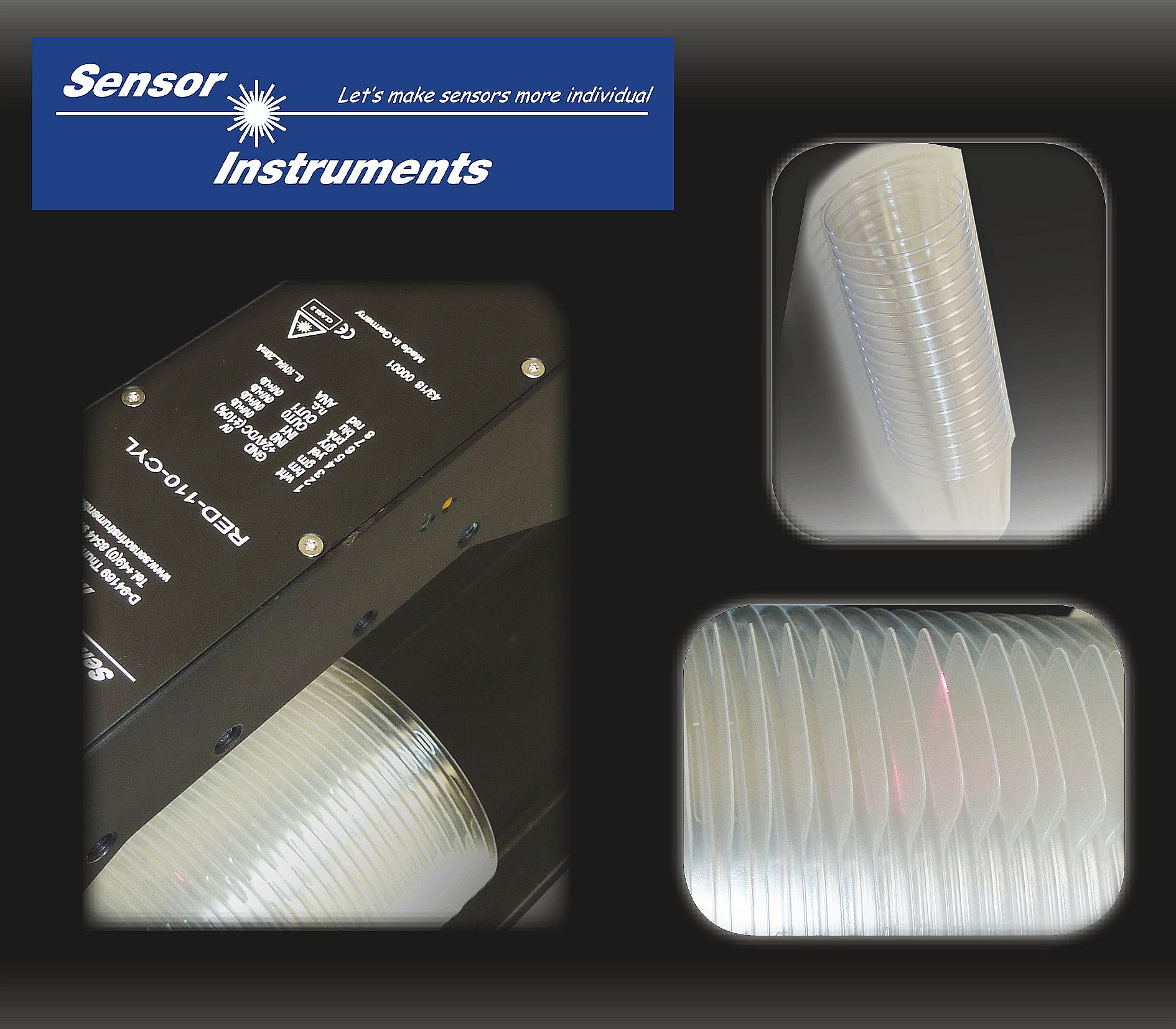 |
| Kantendetektor RED-110-L |
26.11.2018
| Zunächst schien alles glasklar, wieder
eine Messaufgabe, die wir sicherlich mit Bravour mit einem Sensor der GLOSS Serie meistern können. Nach allem was uns bis zu dem Zeitpunkt durch unseren Kunden geschildert wurde, sprach vieles für eine Glanzgradmessung, die Frage stellte sich zu Beginn lediglich, unter welchem Winkel gemessen werden sollte: 20°, 60° oder etwa 85° zur Vertikalen? |
 |
| Glanzsensor GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Beim Verpacken von Kartonagen, Zeitschriften aber auch von Einzelblättern muss die Anzahl der Exemplare in einem Paket gewährleistet werden. Vielfach wird dabei das Material in geschuppter Form trans-portiert, bevor es dann im Falle von Zeitschriften, Zeitungen oder Werbedruckschriften mittels eines Kreuzlegers verpackt wird. Der Schuppenstrom kann dabei, je nach Dicke der Exemplare sowie deren Transportgeschwindigkeit (bis zu 10m/s), verschiedene Höhen annehmen. ► zur Pressemitteilung t |
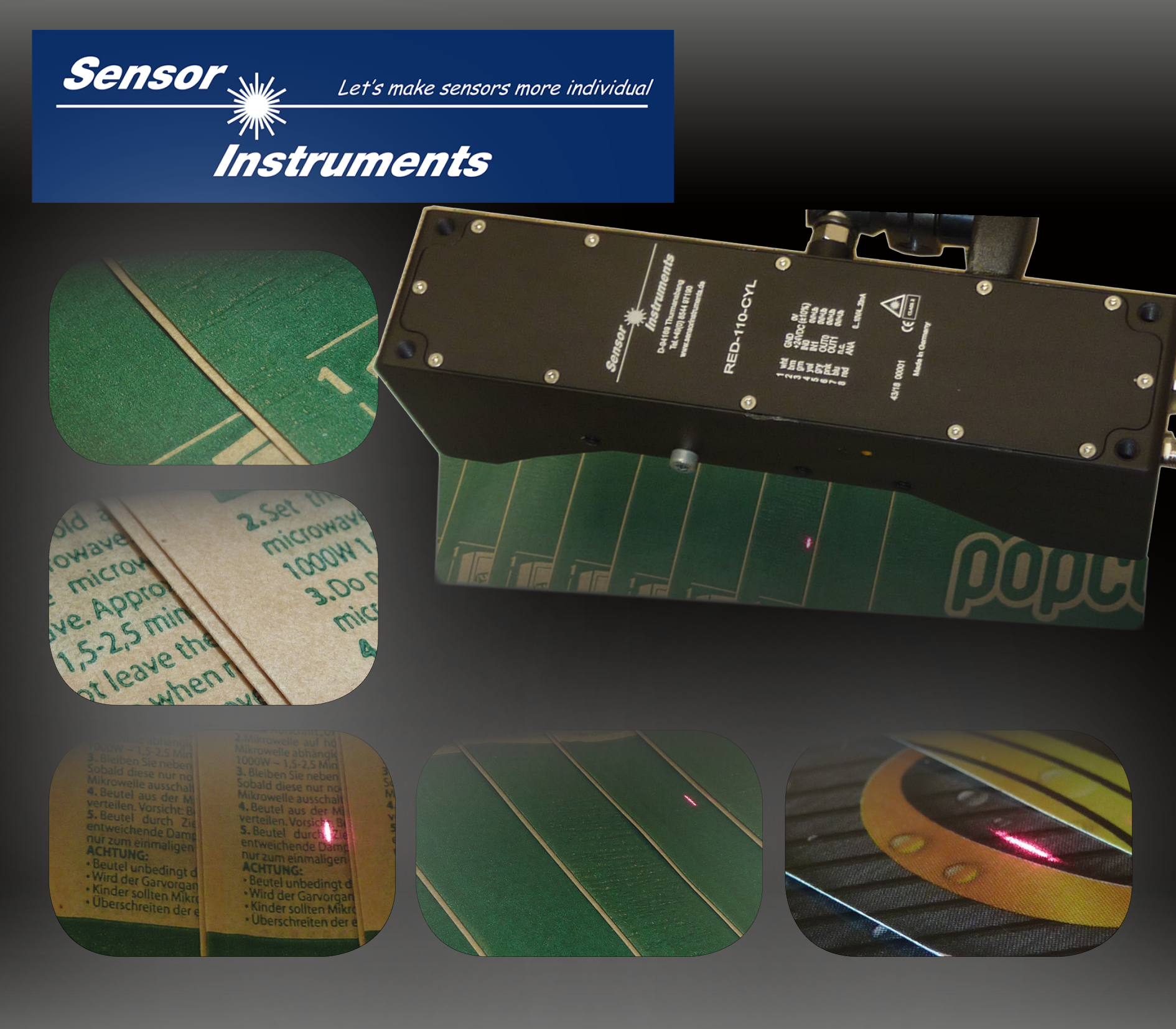 |
| Laser-Kantendetektor RED-110-L |
19.11.2018
| Bei den Sprühdüsen, die an der Windschutzscheibe zum Einsatz kommen, hat sich ja in den letzten Jahren einiges getan. Jetzt wird gefächert und punktuell gestrahlt. Ein homogener Sprühnebelauftrag auf vorgesehenen Winkelbereich ist bei den Fächerdüsen nun genau gewährleistet, wie die punktuelle Bestrahlung der Frontkameras mittels der gerichteten, kaum divergierenden Punktstrahler. ► zur Pressemitteilung |
|
| Laser-Zeilendurchlichtsensor L-LAS-TB-100-AL-SC |
09.11.2018
Bislang wurde die Farbkontrolle während der Produktion von Farblacken hauptsächlich im Labor vorgenommen. Dabei musste eine Lackprobe gezogen werden und diese wurde anschließend als dünne Lackschicht im trockenen Zustand in Hinblick auf die Farbe geprüft. Dieser Vorgang beansprucht natürlich eine gewisse Zeit, Zeit während der sich die Lackproduktion unter Umständen außerhalb der erlaubten Toleranzen bewegen könnte und somit zeitaufwendig sowie kostenintensiv nachbehandelt werden müsste. ► zur Pressemitteilung |
 |
| Farbmesssensor SPECTRO-3-28-45°/0°-MSM-ANA-DL |
22.10.2018
Insbesondere das Zählen von transparenten, gestapelten Kunststoffdeckeln, wie sie beispielsweise in der Verpackungsindustrie eingesetzt werden, gestaltete sich bis dato äußerst problematisch, da zum einen die Kanten der einzelnen Deckel nicht immer exakt ausgerichtet sind und zum anderen gerade bei transparenten Objekten Exemplarzähler, die nach dem Reflexlichtprinzip arbeiten, kein zuverlässiges Zählergebnis liefern.
► zur Pressemitteilung |
 |
| Laser-Durchlichtsensor A-LAS-N-F16-9.5x0.8-150/80-C-2m mit Kontrollelektronik SPECTRO-1-CONLAS |

