








Diese Seite übersetzen:
Oberflächenkontrolle und Glanzmessung
24.11.2021
| Bei der Konzeption von Sprühsystemen ist zu beachten, dass die Sensorik auf die Geometrie des Sprühkegels und die Sprühmenge der jeweiligen Anwendung abgestimmt werden. Ferner sind die Geometrie des Sprühkegels sowie die Sprühmenge abhängig vom verwendeten Medium (Primer, Kleber, Lösungsmittel, Wasser, Alkohol, Farbe, etc.) als auch von der Sprühdüsenöffnung, dem Überdruck und der Sprühmengendosierung. Gerade bei der Verwendung von zähen, haftenden Medien (Klebstoff) als Sprühmittel kann es vorkommen, dass ein Teil der Sprühdüsenöffnung verklebt, was zu einer Änderung sowohl der Sprühmenge als auch der Sprühgeometrie führt. Der Sprühstrahl kann dadurch von der Richtung als auch vom Öffnungswinkel her verändert werden.
Bei der Konzeption des Sprühstrahlkontrollsystems ist es wichtig, sich einige zentralen Fragen zu stellen. ► zur Pressemitteilung (Word/pdf) |
 A-LAS-CON1 L-LAS-TB-...-AL-SC Serie SI-JET Serie SPECTRO-1-CONLAS SPECTRO-1-FIO Serie SPECTRO-1-FIO-JC |
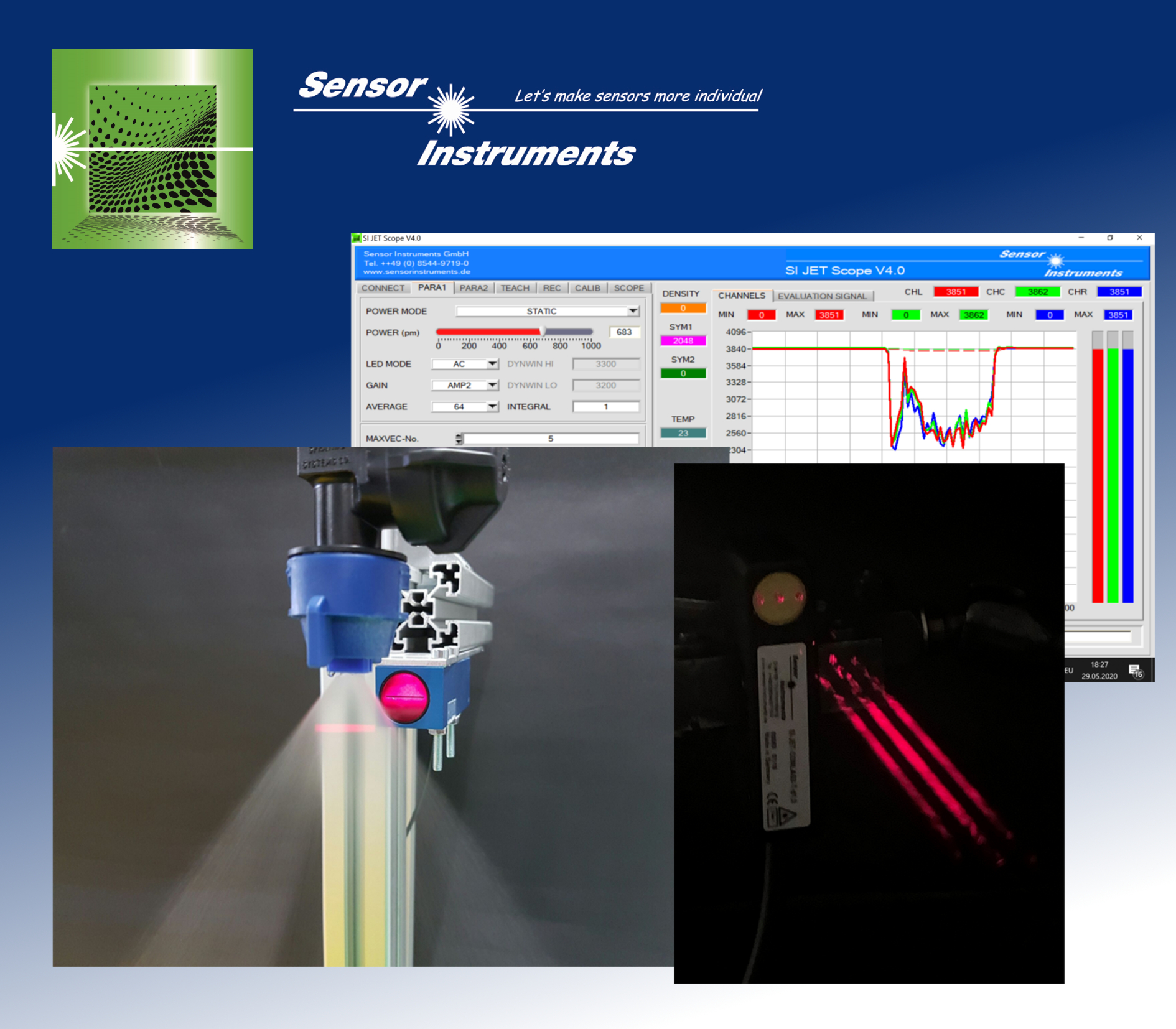
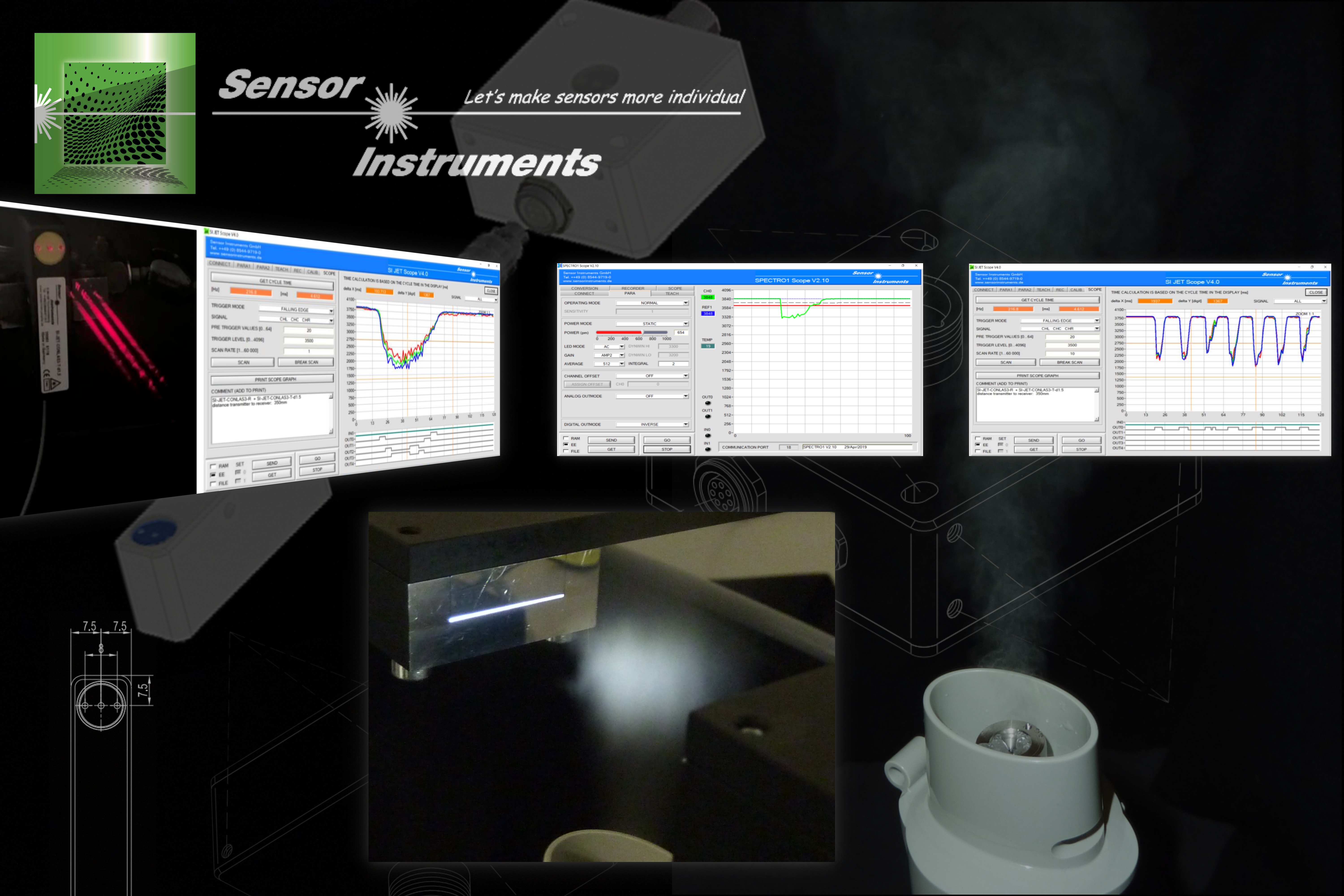
| Eine Beschichtung von Oberflächen erfolgt häufig mittels Sprühauftrag. Idealerweise sollte dabei die Beschichtung der jeweiligen Objekte möglichst homogen erfolgen. Lufteinschlüsse im Sprühmedium, eine partielle Abdeckung der Düsenaustrittsöffnung oder aber ein abrupter Druckabfall im Sprühsystem können jedoch zu Inhomogenitäten im Sprühbild und somit zu ungleichmäßiger Beschichtung des Werkstücks führen. Ein rechtzeitiges Erkennen einer Abweichung vom idealen Sprühvorgang kann nun mittels kontinuierlicher Sprühstrahlkontrolle erfolgen. Dabei informieren die Sprühstrahlkontrollsysteme der SI-JET Reihe und der SPECTRO Serien von der Firma Sensor Instruments GmbH sowohl über die Sprühmenge, über zeitliche Aussetzer sowie über die Sprühstrahlsymmetrie
Zur Bewältigung der jeweiligen Aufgabenstellung stehen 3-Strahlsysteme (SI-JET-CONLAS3 und SI-JET3), 2-Strahlsysteme (SPECTRO-2) sowie 1-Strahlsysteme (SPECTRO-1) aber auch kontinuierliche Lichtvorhänge (L-LAS-TB-…-SC) zur Verfügung. ► zur Pressemitteilung (Word/pdf) |
 SI-JET Serie SPECTRO-2-Serie SPECTRO-1 Serie L-LAS-TB-AL-SC Serie |
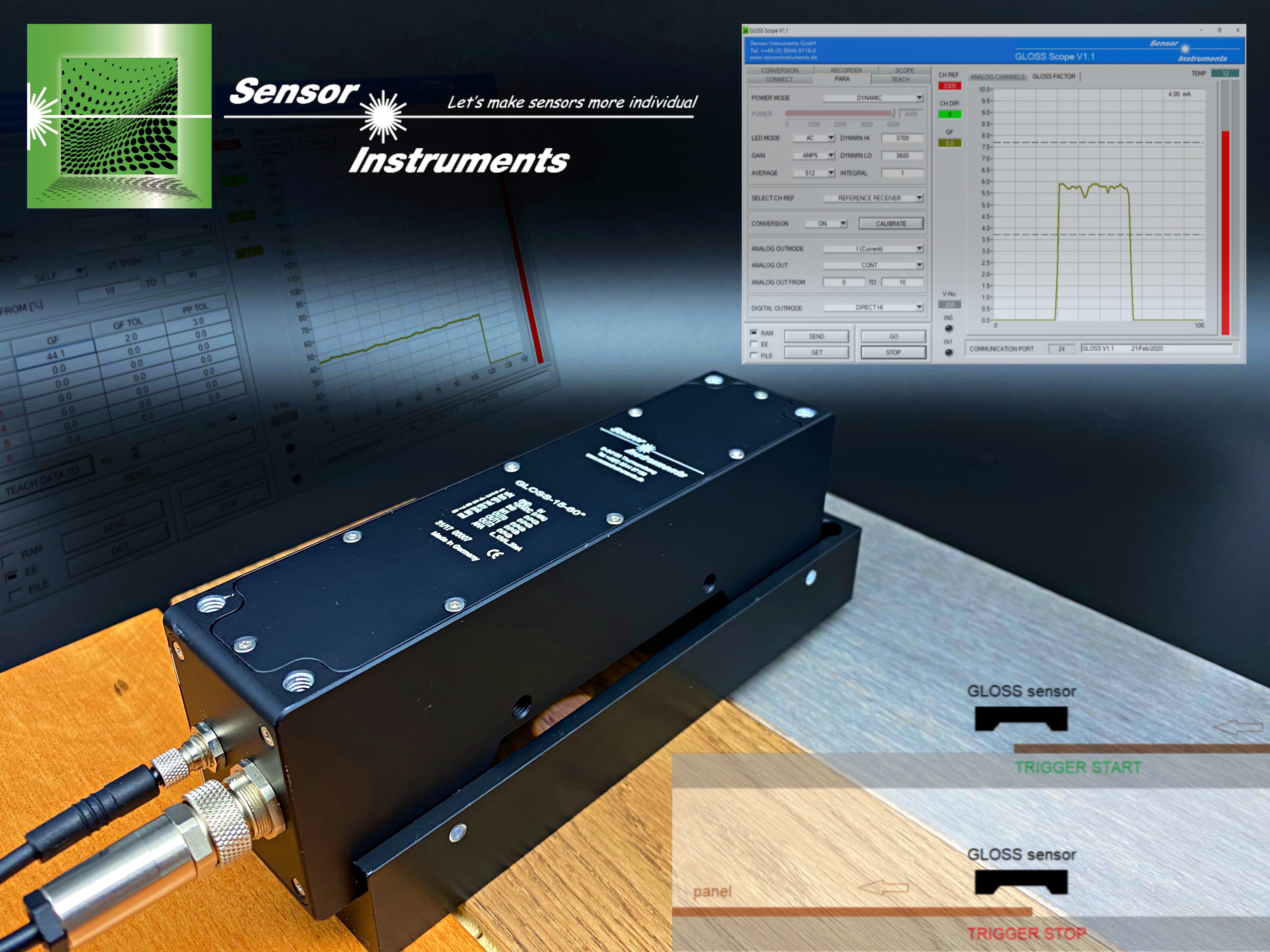
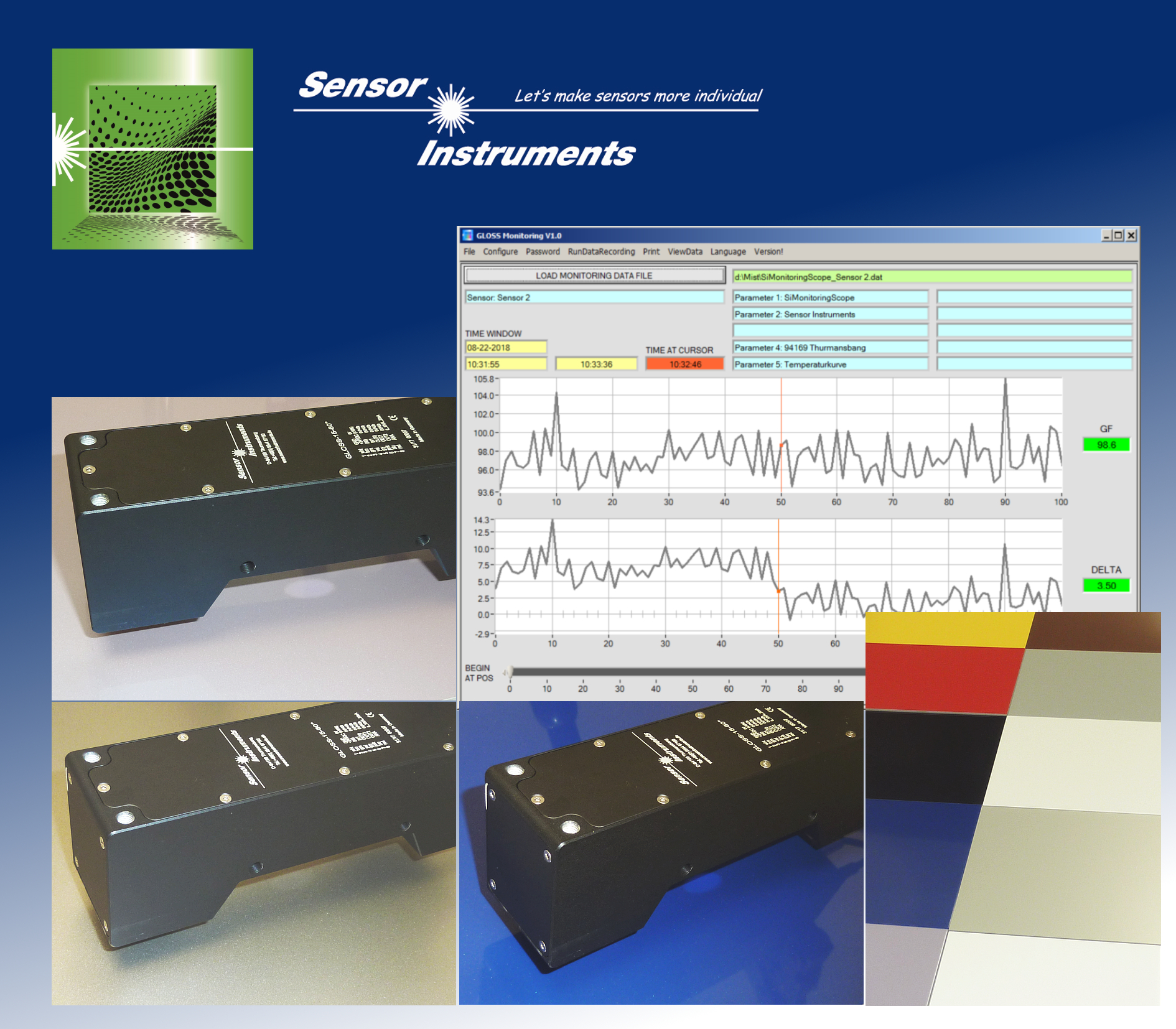
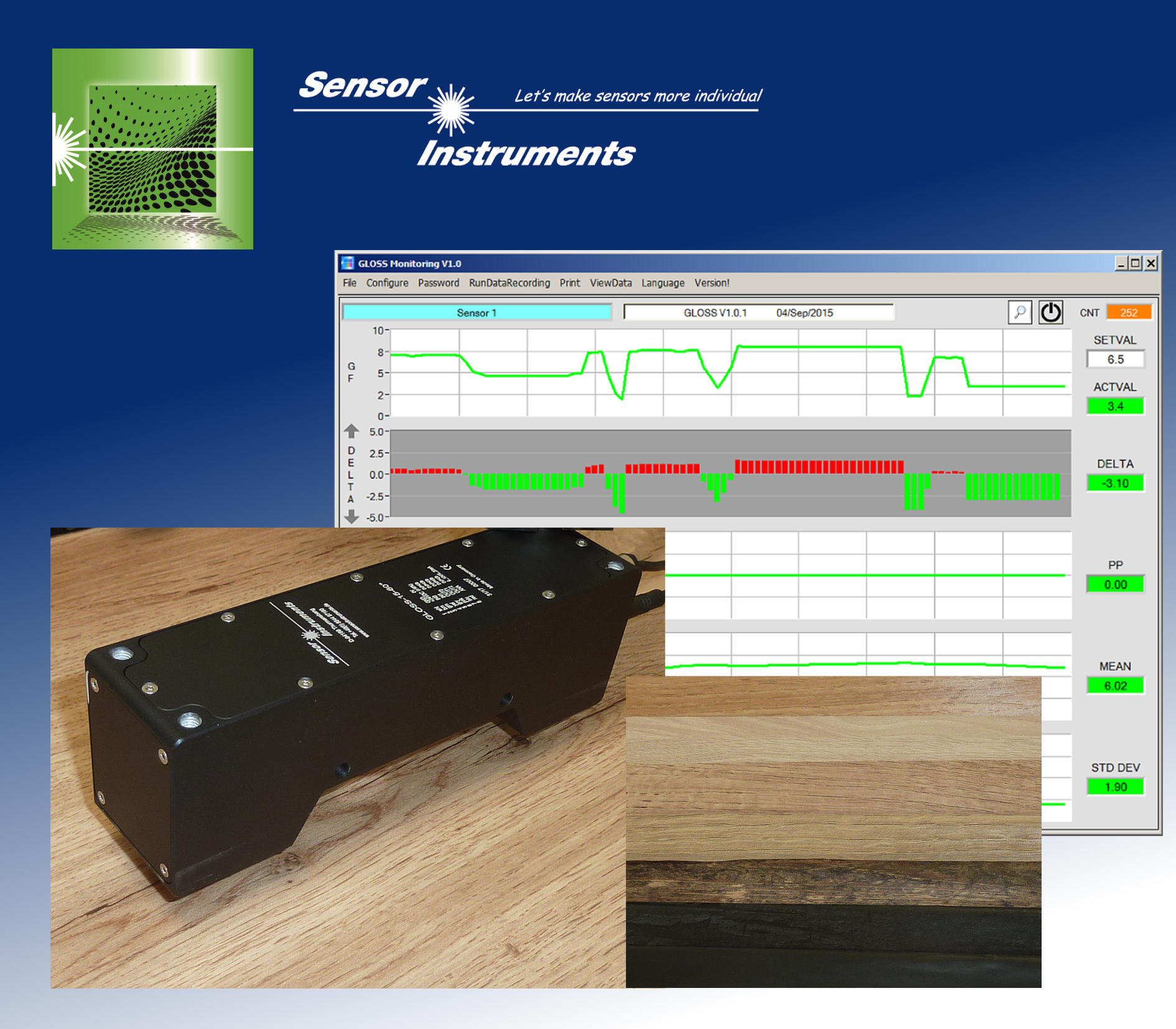
| Unser Auge reagiert in erster Linie auf Kontrastunterschiede (somit Glanzunterschiede) sowie Farbunterschiede im betrachteten Blickfeld. Schweift der Blick beispielsweise über einen frisch verlegten Fußboden, bestehend aus einzelnen Paneelen, so führen schon geringste Farb- und Glanzabweichungen zwischen den einzelnen Paneelen zu Irritationen des Betrachters. Kein Wunder, dass seitens der Hersteller eine Menge Aufwand betrieben wird, einen Farb- sowie Glanzverlauf zwischen den einzelnen Paneelen möglichst zu vermeiden. Standen bislang dazu in erster Linie Handgeräte, also Offline-Messgeräte, zur Verfügung, so gibt es nun auch eine Inline-Alternative.
Mit den Glanzsensoren der GLOSS Serie Firma Sensor Instruments GmbH kann der Glanzgrad der zu vermessenden lackierten Holzoberfläche in den Winkeln 20°, 60° sowie 85° in einem Abstand zur Oberfläche von 20mm, 15mm sowie 5mm (je nach Sensortyp: GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°) ermittelt werden. ► zur Pressemitteilung (Word/pdf) |
 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° GLOSS Serie |
| Bei der Bearbeitung von Metallen während des Umformprozesses ist der Einsatz von Ölen unerlässlich. Beispielsweise sorgen Schneidöle, aufgebracht auf Metallbänder, für einen geringen Verschleiß an den Stanzwerkzeugen. Aber auch während der zerspanenden Bearbeitung leisten Bohröle einen unverzichtbaren Beitrag zum Schutz der Bohr- und Fräswerkzeuge. Des Weiteren dienen Öle als Korrosionsschutz von Halbprodukten wie Blechen aber auch Metallfolien. Nach der Weiterverarbeitung hingegen ist es erforderlich, Ölrückstände von den Fertigprodukten möglichst rückstandsfrei zu entfernen. Hierzu dienen spezielle Reinigungsanlagen, in denen die Metallteile gewaschen und abgeblasen werden.
Damit nun während des Aufbringens von Öl umweltschutztechnische Richtlinien eingehalten werden können und zudem auch wirtschaftliche Aspekte Beachtung finden, ist es ratsam, die Menge des Ölauftrages zu ermitteln. Mittlerweile kann eine Ermittlung der jeweiligen Ölmenge auch INLINE erfolgen. Gleich mehrere Messverfahren stehen hierfür zur Verfügung, auf die in den folgenden Abschnitten noch genauer eingegangen werden soll. Ein Überwachen des Reinigungsprozesses kann mittels der gleichen Sensorik erfolgen. Die Herausforderung ist allerdings hierbei, möglichst geringe Mengen an Ölrückständen, vorzugsweise INLINE, sicher zu erfassen. Gerade bei elektrisch leitenden Komponenten, wie beispielsweise Kupferschienen oder Starkstromleitungen, wird ein möglichst geringer Übergangswiderstand gefordert, eine Restölschicht würde aber diesbezüglich ein Problem darstellen, wird doch dadurch die Leistungseffizienz in nicht unerheblichem Maße beeinträchtigt ► zur Pressemitteilung (Word/pdf) |
SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
22.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Pressemitteilung #3
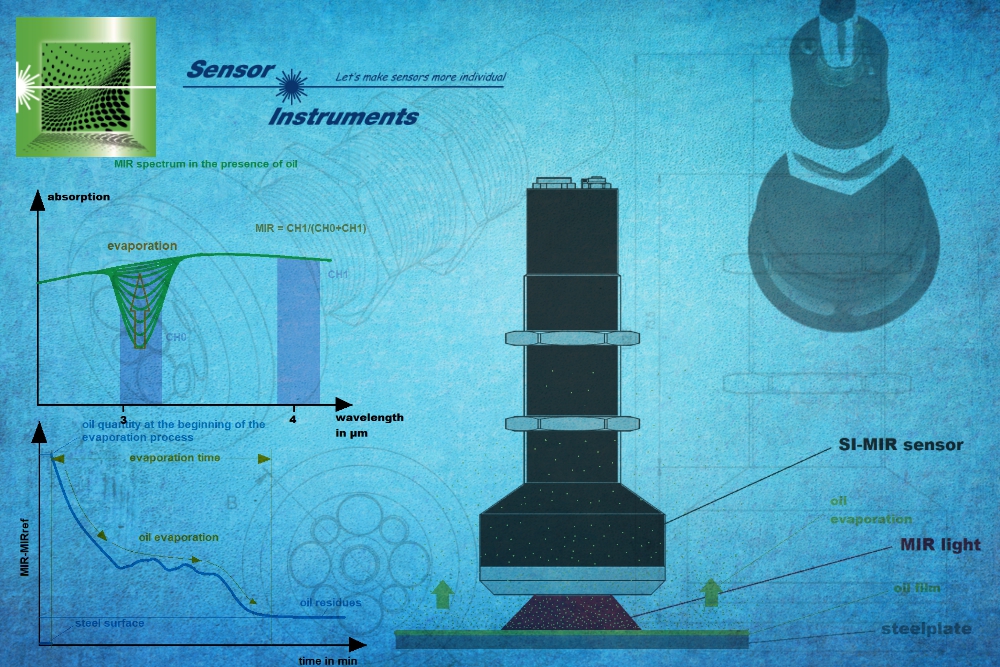
| Bei der Herstellung von Stanz- und Biegeteilen werden zunehmend verdunstende Stanz- und Ziehöle eingesetzt. Die Idee hierbei ist es, möglichst wenig Ölrückstände auf gestanzten oder umgeformten Metallteilen zu belassen, damit erspart man sich in vielen Fällen bei der Weiterverarbeitung der Metallteile den Reinigungsprozess. Aber wieviel von dem aufgetragenen Öl verbleibt nun tatsächlich auf dem Bauteil und wie lange dauert der Verdunstungsprozess?
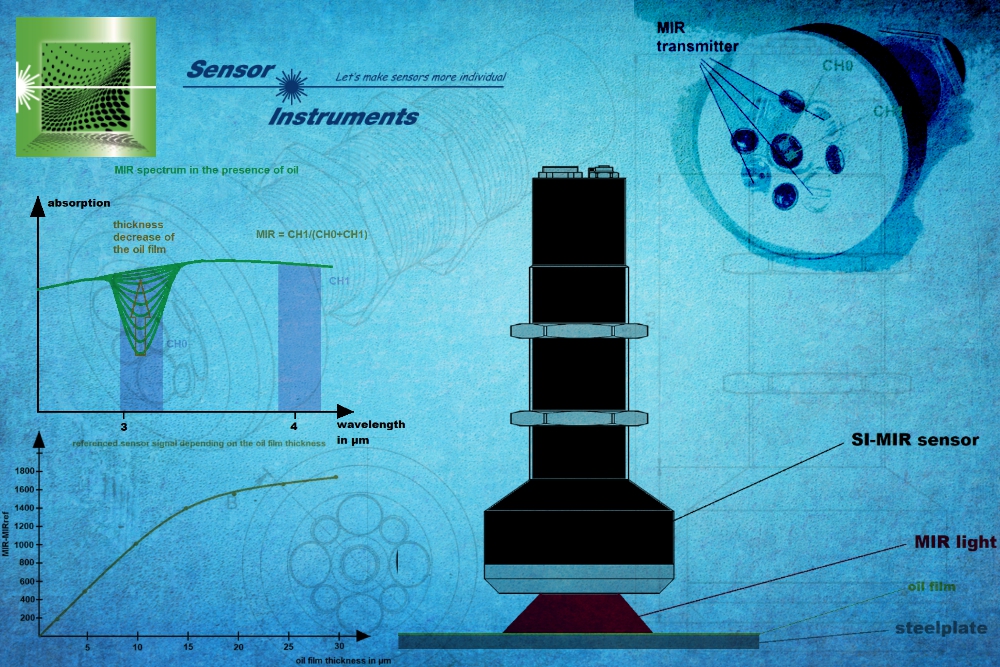
Mit unserer SPECTRO-M Serie haben wir sprichwörtlich versucht, den Dunst zu lichten! Dazu haben wir auf entfettete Stahlbleche jeweils 5 Tropfen Öl (5x20µl) aufgetragen und über eine Fläche mit einem Durchmesser von 70mm verteilt. Die Ölschichtdicke betrug dabei zu Beginn des Messvorgangs in etwa 25µm. Anschließend wurde der Sensor SPECTRO-M-10-MIR/(MIR1+MIR2) mittig auf den Ölfleck platziert und die Messung konnte starten: Mit Hilfe des MIR-Sensors betrachten wir zwei Messfenster; beide liegen im mittleren Infrarotbereich (kurz MIR-Bereich). Dabei ist zu beachten, dass eines dieser beiden Wellenlängenbereichsfenster auf die Anwesenheit von Öl reagiert (hier mit CH0 bezeichnet), während das zweite Messfenster (CH1) davon unbeeindruckt bleibt. Durch diese Verschiebung des Verhältnisses der beiden Messfenster bei Präsenz von Öl kann die Ölmenge innerhalb des Detektionsbereiches ermittelt werden. ► zur Pressemitteilung (Word/pdf) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
14.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Pressemitteilung #2
| Möchte man die Schichtdicke beispielsweise einer homogen auf Papier aufgetragenen Druckfarbe ermitteln, wäre sicherlich die Flächengewichts-methode ein adäquates Mittel, um diese zu bestimmen. Das Flächengewicht der Druckfarbe dürfte nicht Welten entfernt sein vom Flächengewicht von Papier mit einer Stärke von üblicherweise 0.05mm bis 0.2mm. Entsprechend genaue Waagen dürften hierbei zu einem verlässlichen Ergebnis führen. Wie verhält es sich aber, wenn anstatt einer Druckfarbe Öl und anstatt eines Papierblattes ein Stahlblech mit einer Dicke beispielsweise von 1mm verwendet wird? Die Flächengewichtsmethode dürfte hierbei an ihre Grenzen stoßen.
Wie kann man aber dennoch verlässlich ohne allzu großen Aufwand Ölschichtdicken ermitteln? Da wäre zum einen die Fluoreszenzmethode zu nennen, bei dieser wird UVA-Licht zur Anregung der Fluoreszenz verwendet. Die Sekundäremission findet dabei im sichtbaren Wellenlängenbereich statt. Die Intensität der Fluoreszenz ist hierbei ein Maß für die Dicke der jeweiligen Ölschicht. Dabei ist jedoch zu beachten, dass die Signalstärke (Fluoreszenz) nicht nur von der Schichtdicke, sondern auch von der Art des verwendeten Öles abhängt, und des Weiteren die Metalloberfläche, quasi als Reflektor fungierend, auch einen Einfluss auf die Signalhöhe hat. Ferner finden sich auch Öle, bei denen der Fluoreszenzeffekt gänzlich fehlt bzw. nahezu nicht vorhanden ist und somit eine Schichtdickenmessung auf diese Weise nicht in Betracht gezogen werden kann. Richtet man den Blick hingegen auf den mittleren Infrarotbereich (MIR), so lässt sich feststellen, dass bei den bislang untersuchten Ölen quasi durch die Bank eine signifikante Absorption in einem bestimmten Wellenlängenbereich stattfindet, während sich andere Wellenlängenbereiche von der Ölpräsenz unbeeindruckt zeigen. Schneidet man nun gedanklich dieses ölsensitive Wellenlängenfenster aus dem MIR-Spektrum heraus und vergleicht anschließend dieses Absorptionsverhalten normiert mit der Absorption (beobachtet in einem zweiten, ölneutralen Wellenlängenfenster), ergibt sich in erster Näherung ein proportionaler Zusammenhang zwischen Ölschichtdicke und normiertem Signal. Der SPECTRO-M-10-MIR/(MIR1+MIR2) Sensor verfügt nun genau über besagte Wellenlängenfenster. ► zur Pressemitteilung (Word/pdf) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
02.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Pressemitteilung #1
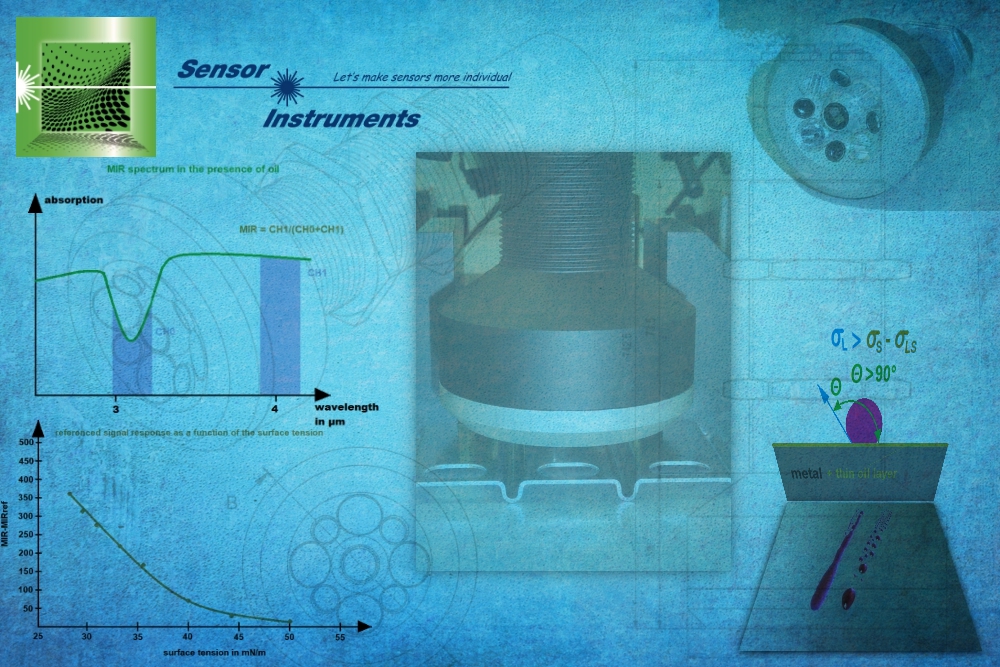
| Die Spannung steigt! Gerade die Anwender von Reinigungsanlagen für das Säubern von Metallteilen, beispielsweise von Stanzteilen, dürften immer wieder dem Resultat aus dem Waschvorgang entgegenfiebern: Ist die Spannung – gemeint ist hierbei die Oberflächenspannung – über die Schwelle von 38mN/m geklettert oder wurden gar 44mN/m erreicht? In der Praxis gilt dabei ein Metallteil als quasi entfettet, wenn diese Werte (je nach Einsatzzweck gilt entweder der eine oder der andere Wert) überschritten wurden. Bislang wird zum Nachweis der Oberflächenspannung Testtinte eingesetzt. Diese Flüssigkeiten gibt es mit verschiedenen Oberflächenspannungswerten, beginnend in der Regel mit 30mN/m bis 50mN/m in Schritten von jeweils 2mN/m (30mN/m, 32mN/m, …, 48mN/m, 50mN/m). Perlt die Testtinte nach dem Auftrag nicht von der Metalloberfläche ab, so liegt die Oberflächenspannung des Metallteils oberhalb des auf der Testtinte angegebenen Wertes. Perlt hingegen die Testtinte von der Metalloberfläche ab, so liegt die Oberflächenspannung der Metalloberfläche unterhalb des auf der Testtinte angegebenen Wertes. Auf diese Weise kann die Oberflächenspannung mit einer Genauigkeit von in etwa 2mN/m ermittelt werden.
Was sagt nun die Oberflächenspannung in Bezug auf die Beschaffenheit der jeweiligen Metalloberfläche aus? Entfettete Metalloberflächen weisen eine Oberflächenspannung über 50mN/m auf (mittels Testtintenmethode ermittelt). Ist die Metalloberfläche hingegen mit einem Ölfilm überzogen (beispielsweise durch das Beölen der Stanzstreifen vor dem Stanzvorgang), kann der Wert der Oberflächenspannung schon mal unter die 30mN/m rutschen (je nach Schichtdicke). Mittels der Testtintenmethode kann also festgestellt werden, ob die Metalloberfläche mit einem Ölfilm überzogen ist oder aber bereits entölt bzw. entfettet worden ist. Selbst Ölschichtdicken von weniger als 1µm können mit dieser Methode nachgewiesen werden. Versuche mit verschiedensten Ölen haben gezeigt, dass nahezu alle Öle im mittleren Infrarotbereich (MIR) eine selektive Absorption aufweisen. Macht man sich nun diese Eigenschaft zunutze, kann mittels Vergleichs zweier MIR-Wellenlängenbereiche (ein Bereich davon stellt den neutralen Bereich dar, d.h. jener Wellenlängenbereich, in dem keine merkliche Absorption, verursacht durch das Öl, auftritt) nach entsprechender Kalibrierung des Messsystems SPECTRO-M-10-MIR/(MIR1+MIR2) zunächst auf die Ölschichtdicke geschlossen werden und im Folgeschritt auch der jeweilige Oberflächenspannungswert zur Anzeige gebracht werden. ► zur Pressemitteilung (Word/pdf) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serie |
31.07.2020
| Dickenmessung von dünnen sowie transparenten Kunststofffolien
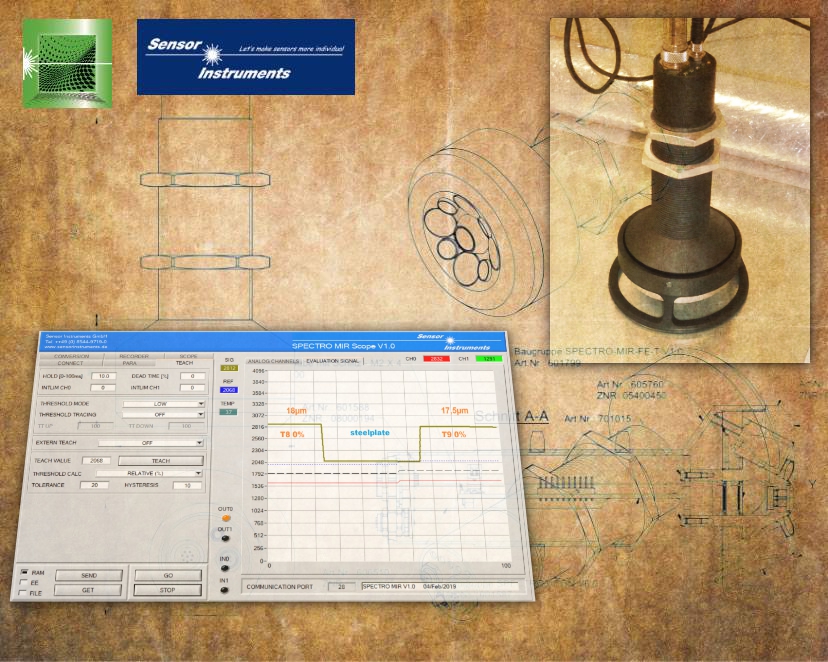
Gerade bei Stretchfolien ist es wichtig, auch nach der Produktion die Dicke (auch nach dem Streckvorgang) ermitteln zu können. Mit dem Messsystem SPECTRO-MIR-10 steht nun ein Gerät zur Verfügung, das schnelle, präzise und fremdlichtunempfindliche Inline- und Offlinemessungen ermöglicht. Mittels der Windows®-Software SPECTRO MIR Scope V1.0 kann das Messsystem auf die jeweilige Folienart kalibriert werden. Neben der Parametriersoftware steht hierbei auch eine Monitoringsoftware SPECTRO MIR Monitoring V1.0 zur Verfügung, mit deren Hilfe die Messdaten sowohl abgespeichert als auch graphisch sowie numerisch, u.a. auch Trends, angezeigt werden. ► zur Pressemitteilung (Word/pdf) |
 SPECTRO-MIR-10 SPECTRO-MIR Serie |
30.06.2020
| Liebe Hersteller von Vinylböden, keine Sorge, wir finden die Lücke!
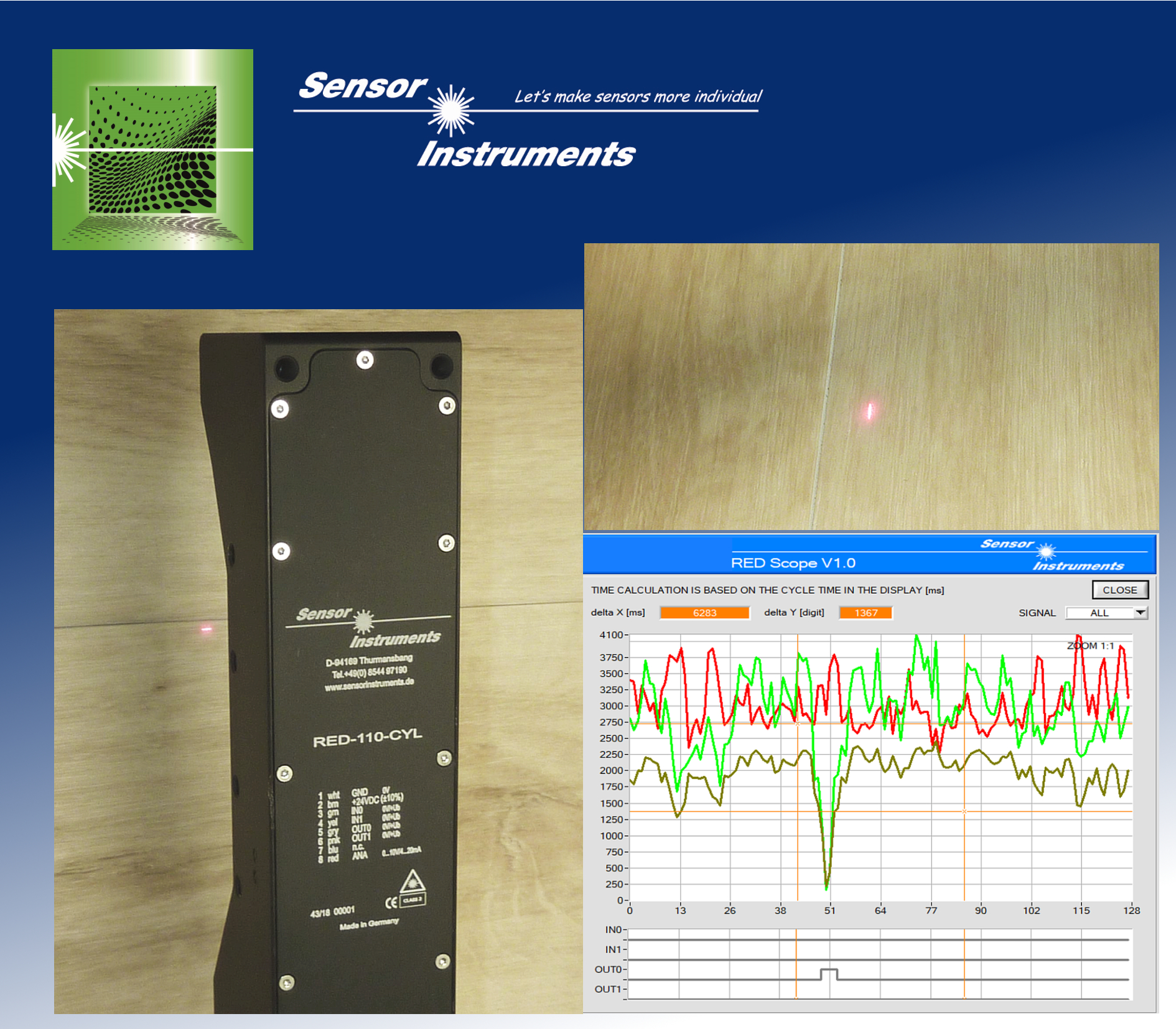
Mit den Sensoren der RED Serie zur Erfassung der Lücke, die quasi dem Abstand zweier Parkettbretter entspricht, eignet sich besonders der RED-50-L sowie der RED-110-L. Damit können Lücken ab einer Tiefe und Breite von ca. 0.05mm erkannt werden. Die Software des Laserkantendetektors ermöglicht eine Anpassung an verschiedene Oberflächen: von dunkel bis hell und von matt bis glänzend. Mit einer maximalen Scanfrequenz von typ. 85kHz ist der Sensor bestens auch für schnelles Handling der Objekte gewappnet. ► zur Pressemitteilung (Word/pdf) |
 RED-110-L RED Serie |
22.06.2020
| Nach dem Lackiervorgang von Metallplatten muss neben der Farbe auch der Glanzgrad gemessen werden. Damit möglichst rasch auf eventuelle Abweichungen im Glanzgrad vom jeweiligen Sollwert reagiert werden kann, erfolgt die Glanz-messung inline und möglichst nahe am Geschehen, d.h. unmittelbar nach dem Lackierprozess.
Zum Einsatz kommt dabei ein Glanzsensor der GLOSS Serie (GLOSS-15-60°) mit dessen Hilfe der Glanzgrad aus einer Distanz von 15mm zum Objekt gemessen werden kann. ► zur Pressemitteilung (Word/pdf) |
 GLOSS-15-60° GLOSS Serie |
26.05.2020
| Neben den Kunststofffolien finden im Möbelsektor sowie im Bereich der Bodenbeläge zunehmend papierbasierende Folien ihre Anwendung. So stehen mittlerweile Dekorpapiere u.a. für Küchen, Möbel und Laminatfußböden zur Verfügung. Sowohl für die Kunststoff- als auch für die papierbasierenden Dekorfolien gilt dabei gleichermaßen, während der Produktion für eine gleichbleibende Qualität und ein brillantes Erscheinungsbild zu sorgen.
Einen wichtigen Beitrag hierzu kann der Inline-Glanzsensor GLOSS-15-60° leisten, mit dessen Hilfe der Glanzgrad der Dekorfolien kontinuierlich gemessen wird. ► zur Pressemitteilung (Word/pdf) |
 GLOSS-15-60° GLOSS Serie |
14.05.2020
| Als einer der letzten Schritte während der Produktion von Radial- sowie Axiallüftern erfolgt u.a. die Kontrolle des korrekten Frequenzverlaufs in Abhängigkeit von der am Lüfter angelegten DC-Spannung. Die einfachste Art der Frequenzmessung kann dabei mittels Einweglichtschranke (beispielsweise einer D-LAS2-d1.0-T + D-LAS2-Q-d1.0-R-HS, ausgestattet mit einer Schaltfrequenz von typ. 300kHz) erreicht werden. Oftmals kommt man beim Testen jedoch nur von einer Seite an die Rotorblätter der jeweiligen Lüfterversion heran, so dass alternativ auf eine Reflexlichtvariante zurückgegriffen werden muss.
Hierbei können die Kantendetektoren der RED Serie (RED-50-L bzw. RED-110-L) gute Dienste leisten. ► zur Pressemitteilung (Word/pdf) |
 RED-50-L, RED-110-L RED Serie |
07.04.2020
| Bei der Produktion von Aluminium-Flexrohren kommt es weniger auf die gemessene Länge der Flexrohre an, sondern vielmehr auf die Anzahl der vorhandenen Falten, da die tatsächliche Länge, bedingt durch den „Ziehharmonikaeffekt“ des Materials, nur unzureichend genau gemessen werden kann. Zur Faltenzählung kann dabei ein Kantendetektor der RED Serie (z.B. RED-50-L oder RED-110-L) verwendet werden. Das Aluminium-Flexrohr wird dabei während der Kantenzählung am Lasersensor entlang bewegt. Der Sensor liefert dabei je Kante ein digitales Ausgangssignal.
► zur Pressemitteilung (Word/pdf) |
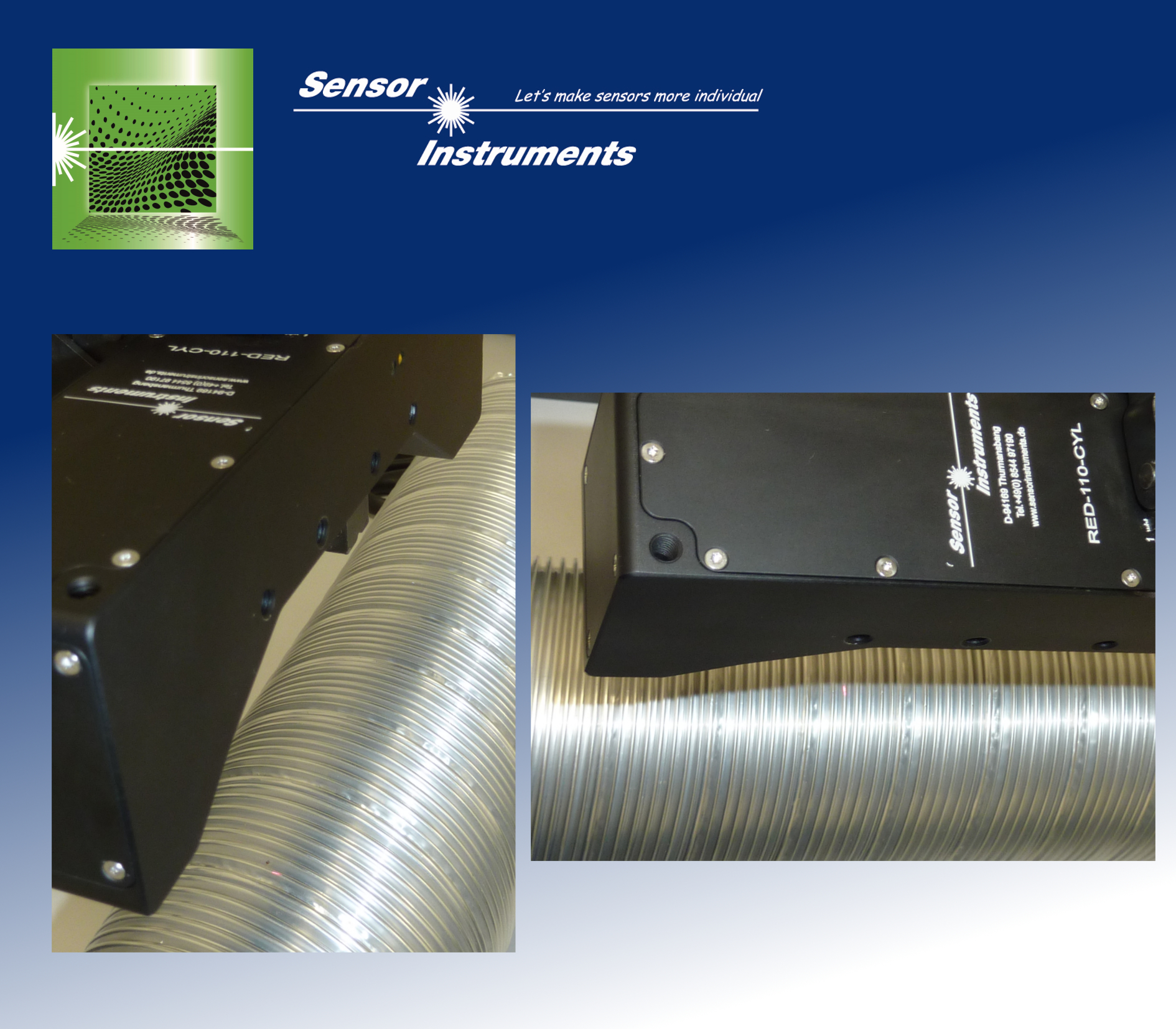 RED-50-L, RED-110-L RED Serie |
23.03.2020
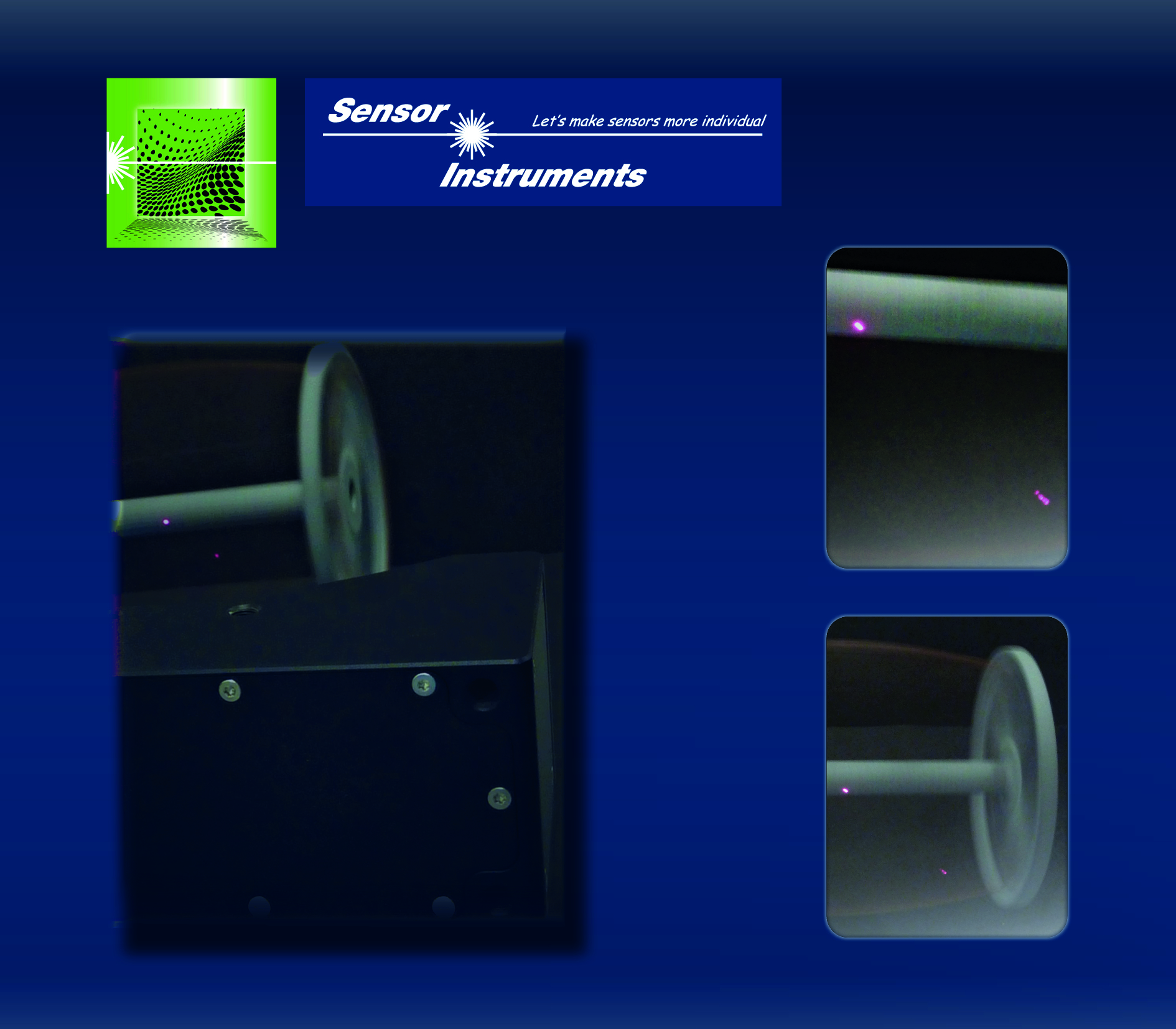
| Die Frequenz von Verdichterrädern, die bei Turboladern zum Einsatz kommen, soll gemessen werden. Dabei können Umdrehungszahlen bis zu 300.000 Umdrehungen pro Minute auftreten. Üblicherweise besitzen diese Verdichterräder an die 10 Schaufeln und das Material besteht aus gefrästem Aluminium. Versucht man nun optisch die Frequenz dieser Verdichterräder zu ermitteln, muss berücksichtigt werden, dass jede dieser Schaufeln einen Signalwechsel verursacht - in der Minute ist somit mit bis zu 3.000.000 Schaltvorgängen zu rechnen, was einer Frequenz von ca. 50 kHz (bezogen auf die Schaufeln) führt. Selbst ein Kantendetektor vom Typ RED-50-P bzw. RED-110-P mit seiner maximalen Scanfrequenz von typ. 100 kHz kommt dabei ganz schön ins „Schwitzen“.
► zur Pressemitteilung (Word/pdf) |
.jpg) RED-50-P, RED-110-P RED Serie |
09.03.2020
| Während der Herstellung von Schleifpapier muss darauf geachtet werden, dass sich die Körnung, d.h. die Korngröße des Schleifmittels (beispielsweise Aluminiumoxid oder Siliciumcarbid) innerhalb des erlaubten Toleranzbereiches befindet. Labortests im Vorfeld haben ergeben, dass der Glanzgrad der Schleifpapieroberfläche recht gut mit der Körnung korreliert: je kleiner die Korngröße, desto größer ist der damit einhergehende Glanzgrad.
► zur Pressemitteilung (Word/pdf) |
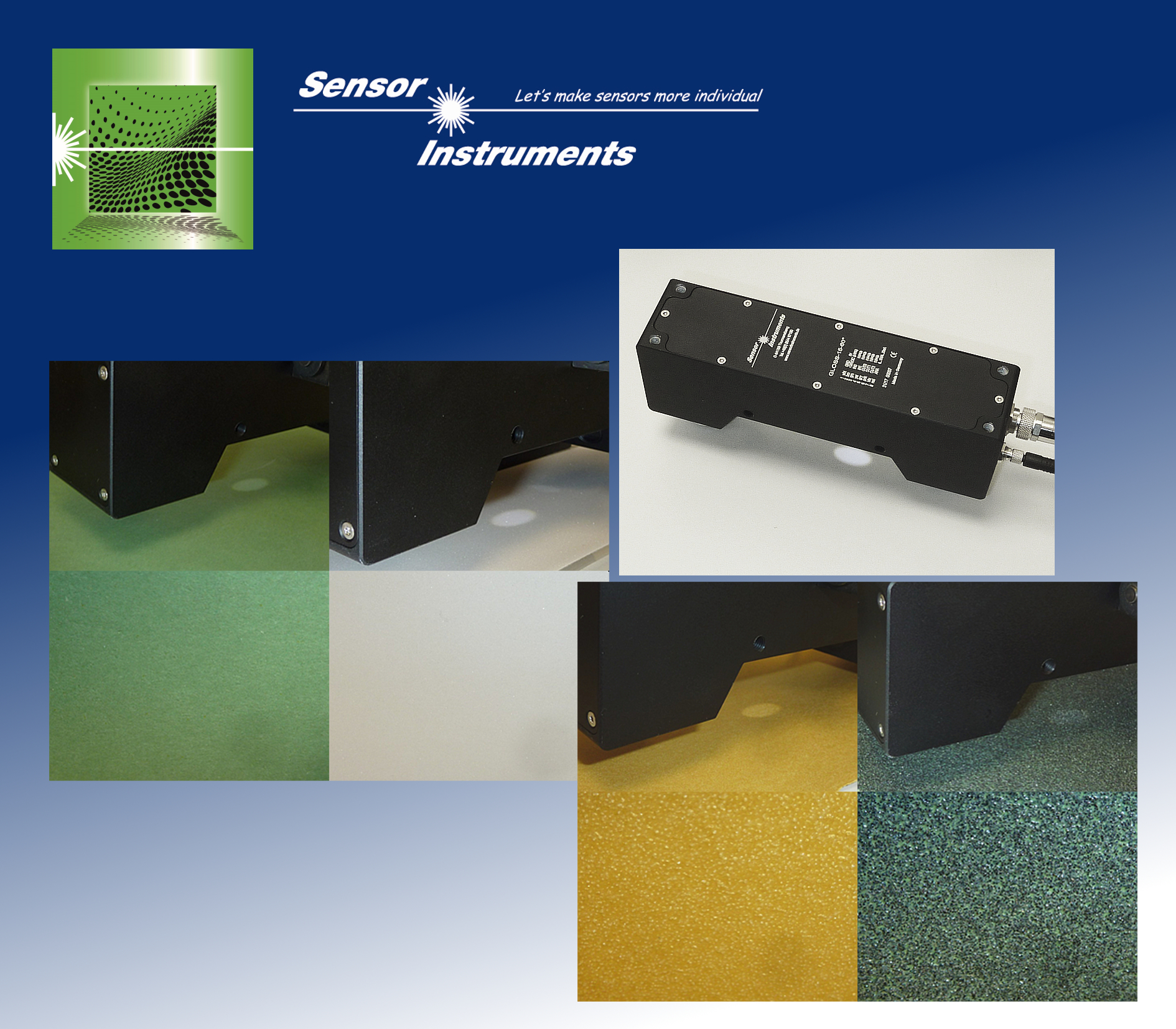 GLOSS-5-85°, GLOSS-15-60° GLOSS Serie |
27.02.2020
| Bei der Fertigung von Kabeln aber auch von Hochspannungsleitungen müssen die einzelnen isolierten Adern bzw. die Aluminiumdrähte miteinander verseilt werden. Dieser Vorgang wird in der Praxis von Verseilungsanlagen erledigt. Dabei werden die einzelnen Adern bzw. Drähte um eine Kernader bzw. einen Kerndraht gewickelt. Zur Überwachung eines Ader- bzw. Drahtrisses kann nun die Kernader bzw. der Kerndraht relativ einfach mittels geeigneter Lasereinweglichtschranke im Durchlichtverfahren kontrolliert werden.
Eine Überwachung der Außenadern bzw. der Außendrähte kann hingegen mittels eines hierfür entsprechend angepassten Kantendetektors der RED Serie (RED-110-P-F60) realisiert werden. ► zur Pressemitteilung (Word/pdf) |
 RED-110-P-F60 RED Serie |
04.02.2020
| In der Technik verhält es sich ein stückweit wie im richtigen Leben: es geht nicht ständig bergab oder bergauf. Vielmehr kommt nach einem "down" wieder ein "up", so auch bei den Kanten: In der Regel folgt auf eine ansteigende eine abfallende Kante und umgekehrt.
Innerhalb der Serie der Kantendetektoren ermöglichen nunmehr der RED-60-CLS-L sowie der RED-60-CLS-P eine Detektion von ansteigenden und abfallenden Kanten. ► zur Pressemitteilung (Word/pdf) |
RED-60-CLS-L, RED-60-CLS-P RED Serie |
29.04.2019
| Handgeräte zur Erfassung des Glanzgrades werden schon seit Jahren erfolgreich in der Industrie eingesetzt. Dabei haben sich in erster Linie drei Betrachtungswinkel als Standard etabliert: 20°, 60° und 85° jeweils gemessen zur vertikalen Achse. Eine Ausnahme hiervon bildet die Papierindustrie, hierbei wird in erster Linie auf einen Betrachtungswinkel von 45° sowie 75° zurückgegriffen. Zur Glanzgrad-Ermittlung wird die direkte Reflexion an der zu untersuchenden Objektoberfläche genutzt.
|
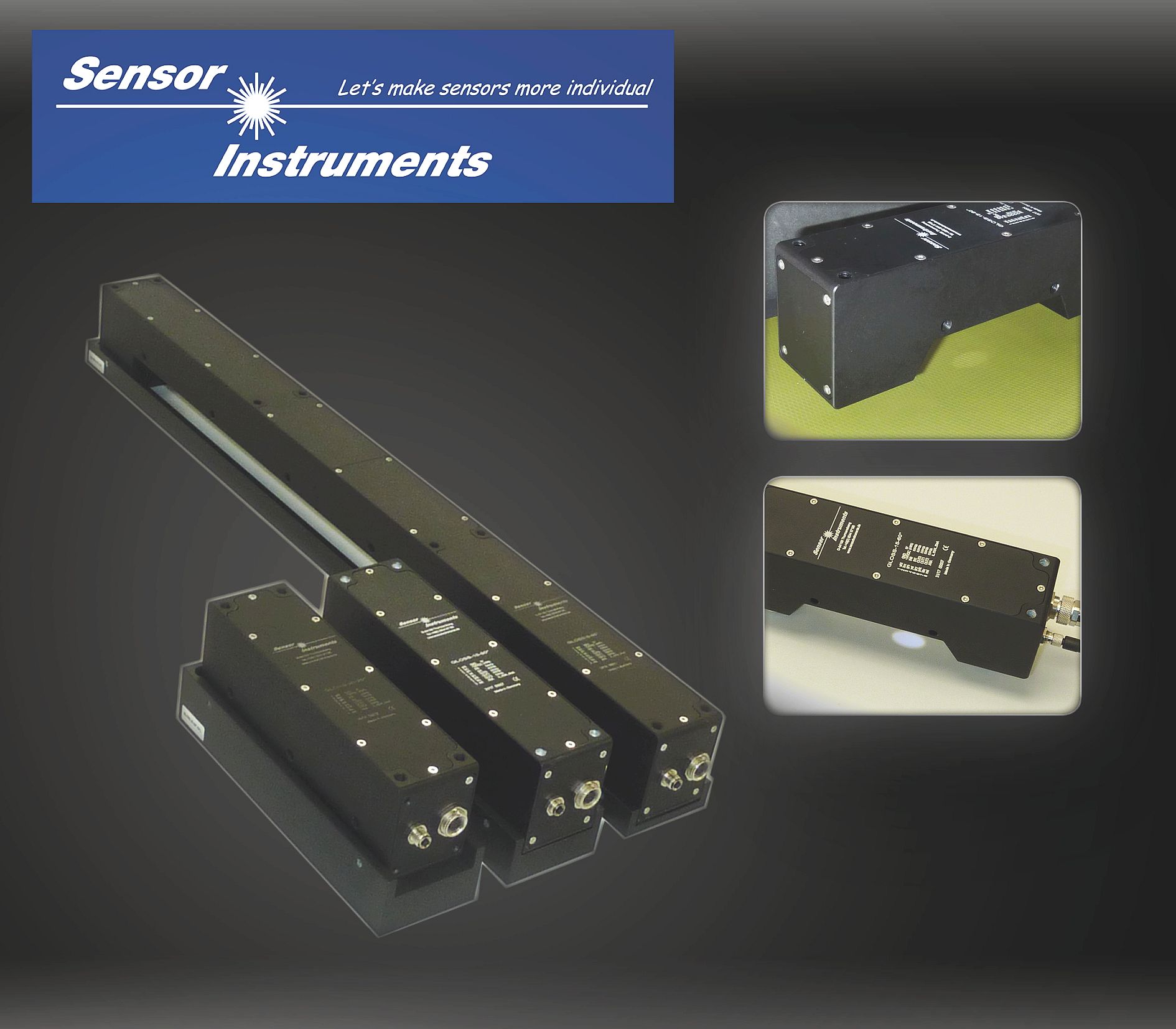 Inline-Glanzmessgeräte GLOSS Serie |
20.02.2019
| Damit bei der Herstellung von Öl- bzw. Luftfiltern für die Automobilindustrie die erforderliche Durchsatzmenge erreicht werden kann, wird das Filtermaterial gefaltet, dadurch steht auf kleinem Raum eine hohe Filteroberfläche zur Verfügung. Dabei gibt es je nach Filtertyp unterschiedliche Faltentiefen sowie Anzahl von Falten.
|
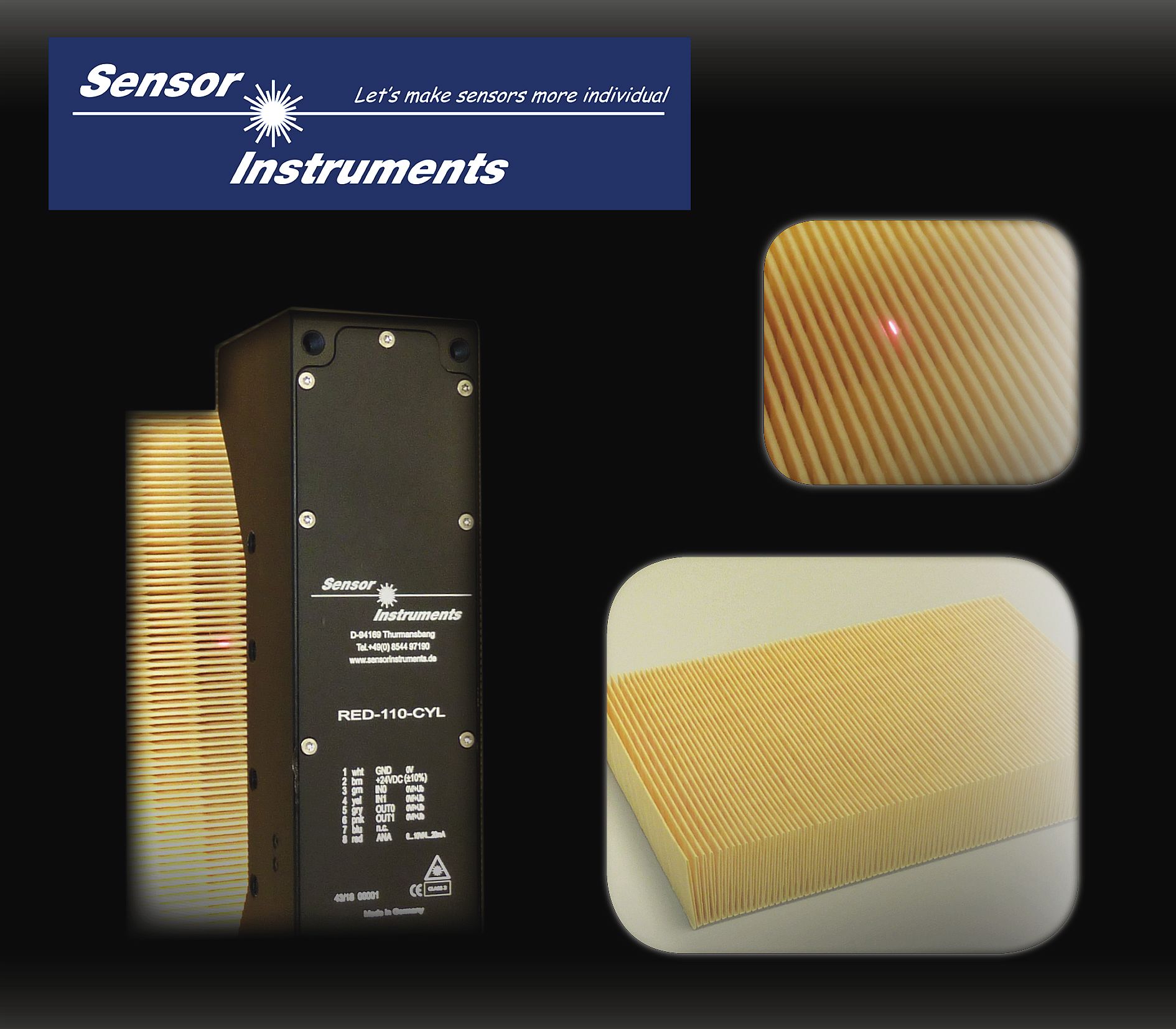 |
| Kantendetektor RED-110-L |
07.02.2019
| Bei der Detektion von Schweißnähten denkt man vermutlich zunächst an Kontrast- oder aber an Farbsensoren, unterscheidet sich die Schweißnaht optisch meist doch recht ordentlich von der restlichen Produktoberfläche. In der Praxis zeigt sich jedoch, dass diese Methoden durch häufiges Nachjustieren bzw. Nachparametrieren gekennzeichnet sind.
|
 |
| Kantendetektor RED-110-L |
21.01.2019
| Besonders beim Erfassen und Zählen von gestapelten, transparenten Objekten wie Kunststofftrinkbechern oder Kunststoffdeckeln stoßen bisherige Detektoren an ihre Grenzen. Dabei ist es aber gerade beim Verpacken wichtig, die genaue Anzahl von Objekten in einer Verpackungseinheit zu platzieren. Abhilfe schafft hierbei die RED Serie (bei dieser Applikation wurde ein RED-110-L verwendet).
|
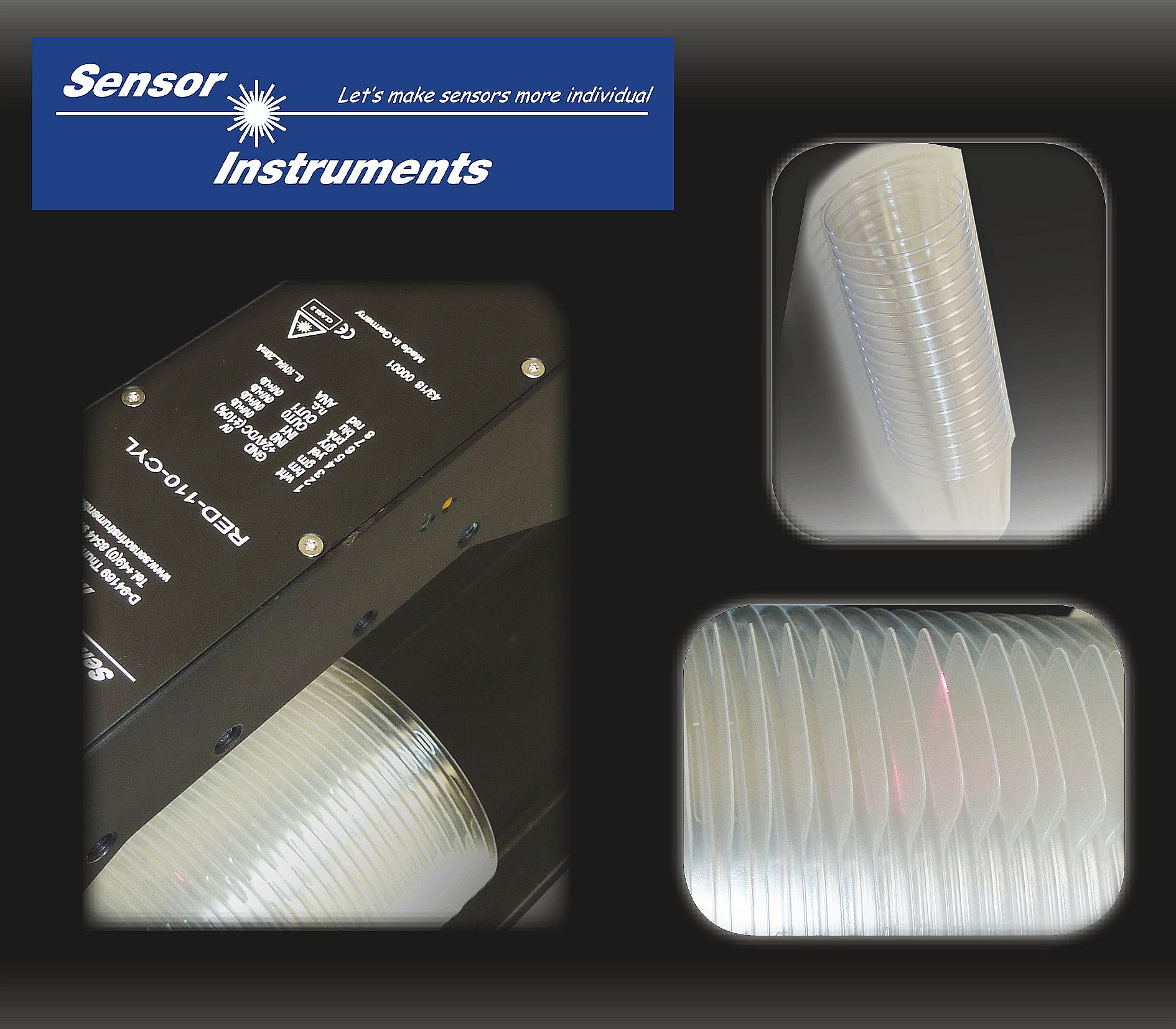 |
| Kantendetektor RED-110-L |
26.11.2018
| Zunächst schien alles glasklar, wieder
eine Messaufgabe, die wir sicherlich mit Bravour mit einem Sensor der GLOSS Serie meistern können. Nach allem was uns bis zu dem Zeitpunkt durch unseren Kunden geschildert wurde, sprach vieles für eine Glanzgradmessung, die Frage stellte sich zu Beginn lediglich, unter welchem Winkel gemessen werden sollte: 20°, 60° oder etwa 85° zur Vertikalen? |
 |
| Glanzsensor GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Beim Verpacken von Kartonagen, Zeitschriften aber auch von Einzelblättern muss die Anzahl der Exemplare in einem Paket gewährleistet werden. Vielfach wird dabei das Material in geschuppter Form trans-portiert, bevor es dann im Falle von Zeitschriften, Zeitungen oder Werbedruckschriften mittels eines Kreuzlegers verpackt wird. Der Schuppenstrom kann dabei, je nach Dicke der Exemplare sowie deren Transportgeschwindigkeit (bis zu 10m/s), verschiedene Höhen annehmen. ► zur Pressemitteilung |
 |
| Laser-Kantendetektor RED-110-L |
