








Diese Seite übersetzen:
Presseinformationen Sensor Instruments
Sensor Instruments Basın Bültenleri
20.11.2023 Basın bülteni
11.10.2023 ( )
)
24.08.2023 Basın bülteni
18.08.2023 Basın bülteni
27.01.2022 Basın bülteni
15.04.2021 Basın bülteni
15.04.2021 Basın bülteni
16.02.2021 Basın bülteni
20.11.2023 Basın bülteni
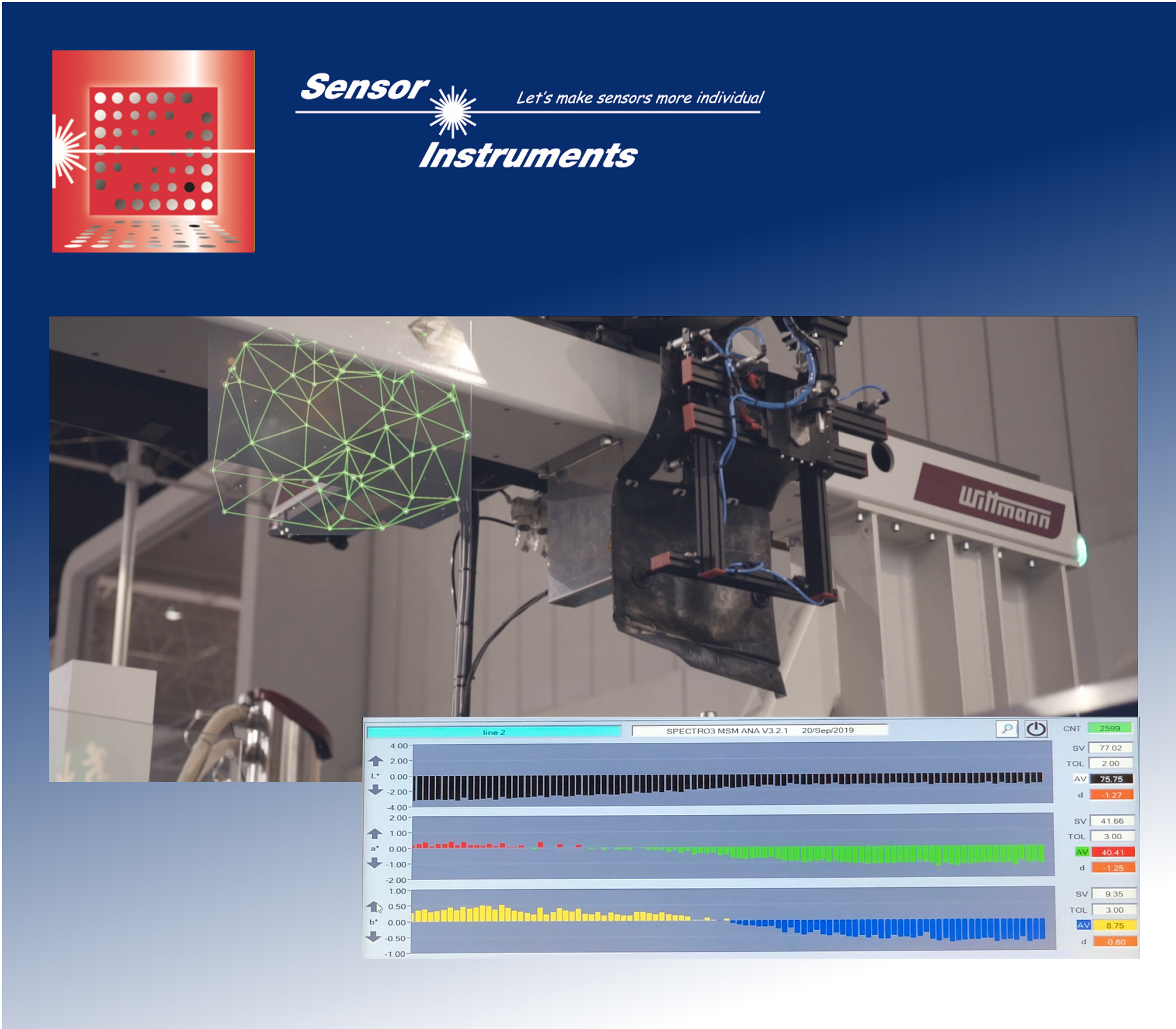
| Windows® yazılımı SPECTRO3 MSM DOCAL Scope, renk sensörlerinin çevrim içi kalibrasyonunun farklı bir şekilde yapılmasına olanak sağlar ve bu işlem aşağıda daha ayrıntılı olarak açıklanacaktır. RAL plastik renk kartları vasıtasıyla kalibrasyon RAL gGmbH, Bonn, firması tarafından yakl. 300 adet farklı renkte plastik kart sunulmaktadır ve bunlar d/8° yöntemiyle ölçülür. İlgili L*a*b* değerleri ilgili plastik renk kartıyla birlikte gönderilmiş olan kılıfa kaydedilir. Buna ilave olarak Sensor Instruments GmbH firması üzerinden temin edilebilen RAL plastik renk kartlarında 45°/0° ölçümü ile elde edilen ilgili L*a*b* değerleri hem RAL plastik renk kartlarına hem de kılıf üzerine kaydedilir ve bunlara ayrıca 5 haneli bir numara atanır. Bu esnada Sensor Instruments sürekli olarak her yeni ölçülecek RAL plastik renk kartları için RAL plastik renk kartı üzerinde ölçülen L*a*b* renk değeri ile birlikte 5 haneli bir numarayı kalibrasyon dosyasına kaydeder. Böylece kalibrasyon işlemi esnasında sensöre sadece kalibre edilecek RAL plastik renk kartının okutulması ve ilgili 5 haneli rakamın yazılıma girilmesi yeterlidir. Bu kalibrasyon modunda referans olarak sadece RAL plastik renk kartları esas alınır, böylece ölçüm sonuçlarının örneğin birden fazla yerleşkeye sahip işletmelerde konumdan bağımsız olarak karşılaştırılması mümkündür, çünkü bu durumda el tipi kolorimetre olarak adlandırılan taşınabilen renk ölçüm cihazlarının referans alınması gerekmez. Renkli enjeksiyon döküm plakası ve geri dönüştürülmüş plastik ham maddeleri vasıtasıyla kalibrasyon Ancak çoğu durumda el veya laboratuvar tipi renk ölçüm cihazlarının referans alınması özellikle istenmektedir, çünkü böylece üretim ile laboratuvar arasındaki ölçüm değerleri daha iyi kıyaslanabilir. SPECTRO3 MSM DOCAL Scope yazılımı ile işletmede zaten mevcut olan renk ölçüm cihazlarının bu şekilde referans alınması işlemi aşağıda daha ayrıntılı olarak açıklanacaktır. Sensor Instruments bunun için çevrim içi renk ölçüm sistemlerinin yanı sıra tam olarak aynı yöntemle çalışan ve sensörleri aynı olan laboratuvar cihazları da sunmaktadır. Burada hem bir izleme camından ölçüm yapan sistemler hem de doğrudan ölçümü yapılacak geri dönüştürülmüş plastik ham maddeleri gören cihazlar da mevcuttur. SPECTRO-3-0°/45°-MSM-INLINE-ANA ve buna uygun SPECTRO-3-0°/45°-MSM-CMU laboratuvar cihazı ile çevrim içi renk ölçümü Her iki durumda da doğrudan geri dönüştürülmüş plastik ham maddeler için kalibrasyon yapılabilir, buna karşılık L*a*b* referans değerleri, kalibre edilecek cihazların kullanımına sunulan geri dönüştürülmüş plastik ham maddeler ile aynı partiden üretilmiş olan enjeksiyon döküm plakası vasıtasıyla belirlenir. L*a*b* referans değerleri enjeksiyon döküm plakaları esas alınarak ilgili işletmede mevcut olan el veya laboratuvar tipi renk ölçüm cihazları yardımıyla belirlenir.
► Press release (pdf)Bir KL-D-0°/45°-85-1200-D-S-A3.0-VIS ön uç ve buna uygun SPECTRO-3-0°/45°-MST laboratuvar cihazı ile birlikte bir SPECTRO-3-FIO-MSM-ANA-DL ile çevrim içi renk ölçümü Burada da L*a*b* referans renk değerlerini enjeksiyon döküm plakaları sağlar. Burada optik ön uç 85 mm mesafe ile doğrudan geri dönüştürülmüş plastik ham maddeleri üzerine yönlendirilmiştir. Kalibrasyon esnasında kullanıma sunulan geri dönüştürülmüş plastik ham maddeleri, enjeksiyon döküm plakalarının üretimi için de kullanılır. Enjeksiyon döküm plakası ve geri dönüştürülmüş plastik ham madde böylece aynı partiden alınmıştır. SPECTRO-3-0°/45°-MST laboratuvar cihazı ile kalibrasyonda, kalibrasyon işlemi esnasında yapılan ölçüm değeri belirleme işleminde geri dönüştürülmüş plastik ham maddelerinin yerleştirildiği kabın, peletlerin rastgele konumunun kompanse edilmesi amacıyla sensör ön ucuna x ve y yönünde eşit mesafede olacak şekilde hareket ettirilmesi önerilir. Bunun çevrim içi olarak gerçekleşmesi, peletin bir titreşimli konveyör üzerinde taşınması ile sağlanır. Burada geri dönüştürülmüş plastik ham maddesi akışının hızı tipik olarak 50 mm/s ile 100 mm/s arasındadır. Örneğin 30 s süren bir kalibrasyon işleminde geri dönüştürülmüş plastik ham maddesi akışı kalibrasyon işlemi boyunca 1,5 m ile 3 m arasında hareket eder, yani ölçüm mesafesi kalibrasyon işlemi esnasında ortalanır. Bundan dolayı ölçüm sonucu da olabildiğince doğru ve granül partiküllerinin rastgele konumundan bağımsızdır. Bundan dolayı, peletlerin zaman zaman rezonansa geçmesini ve “sıçramasını” sağlayan titreşimler bile birkaç saniye süren ölçüm işlemi esnasında büyük ölçüde kompanse edilebilir. Burada belirleyici olan, diğer etkenlerin yanı sıra yakl. 20 mm çapındaki büyük ışık spotu ölçüsüdür ve bunun sayesinde duruş esnasında bile çok sayıda pelet optik olarak ortalanır. ► Press release (Word/zip) |
 SPECTRO-3-0°/45°-MSM-INLINE-ANA + SPECTRO-3-0°/45°-MSM-CMU (Inline renk ölçüm sistemi)  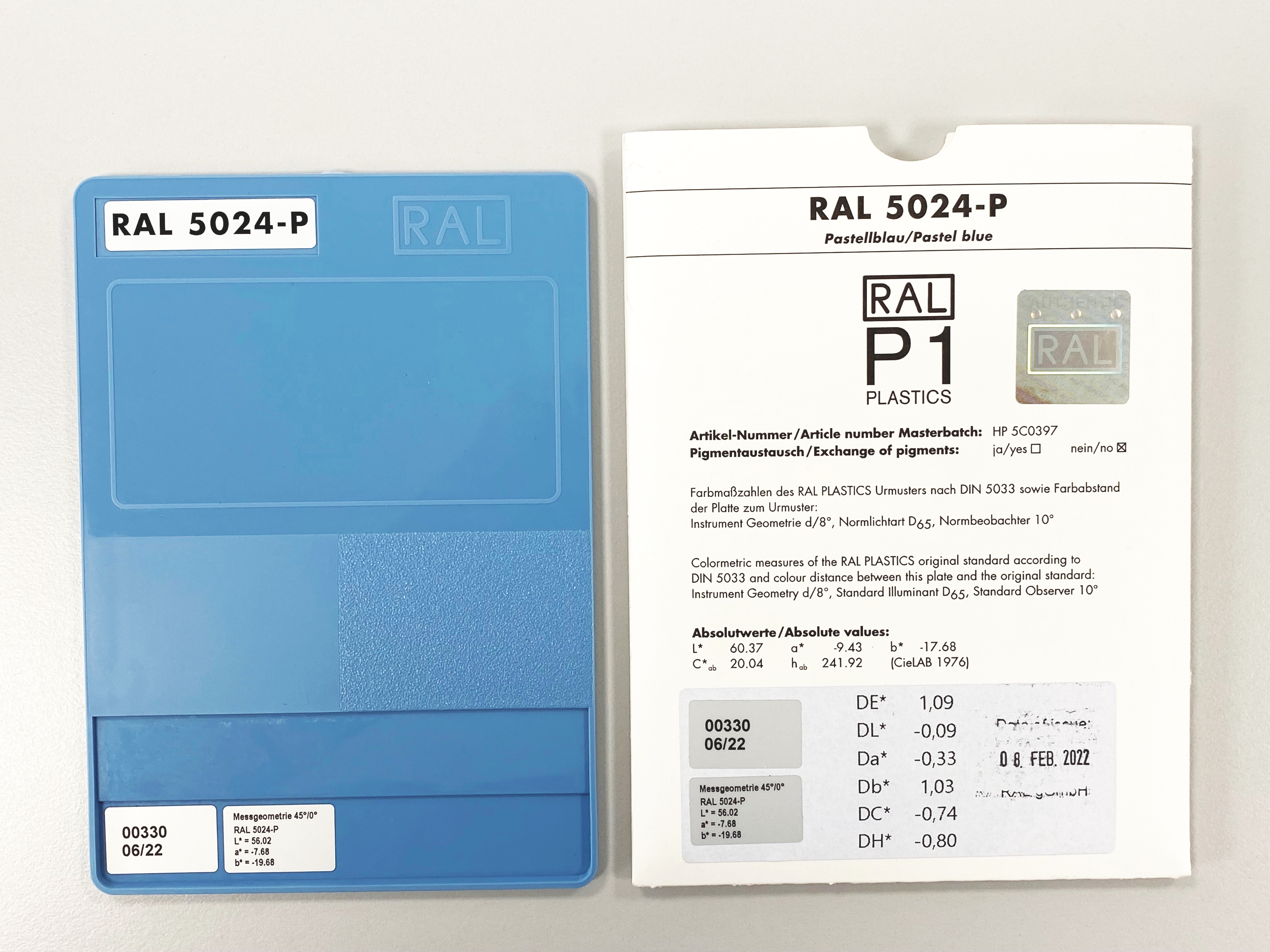 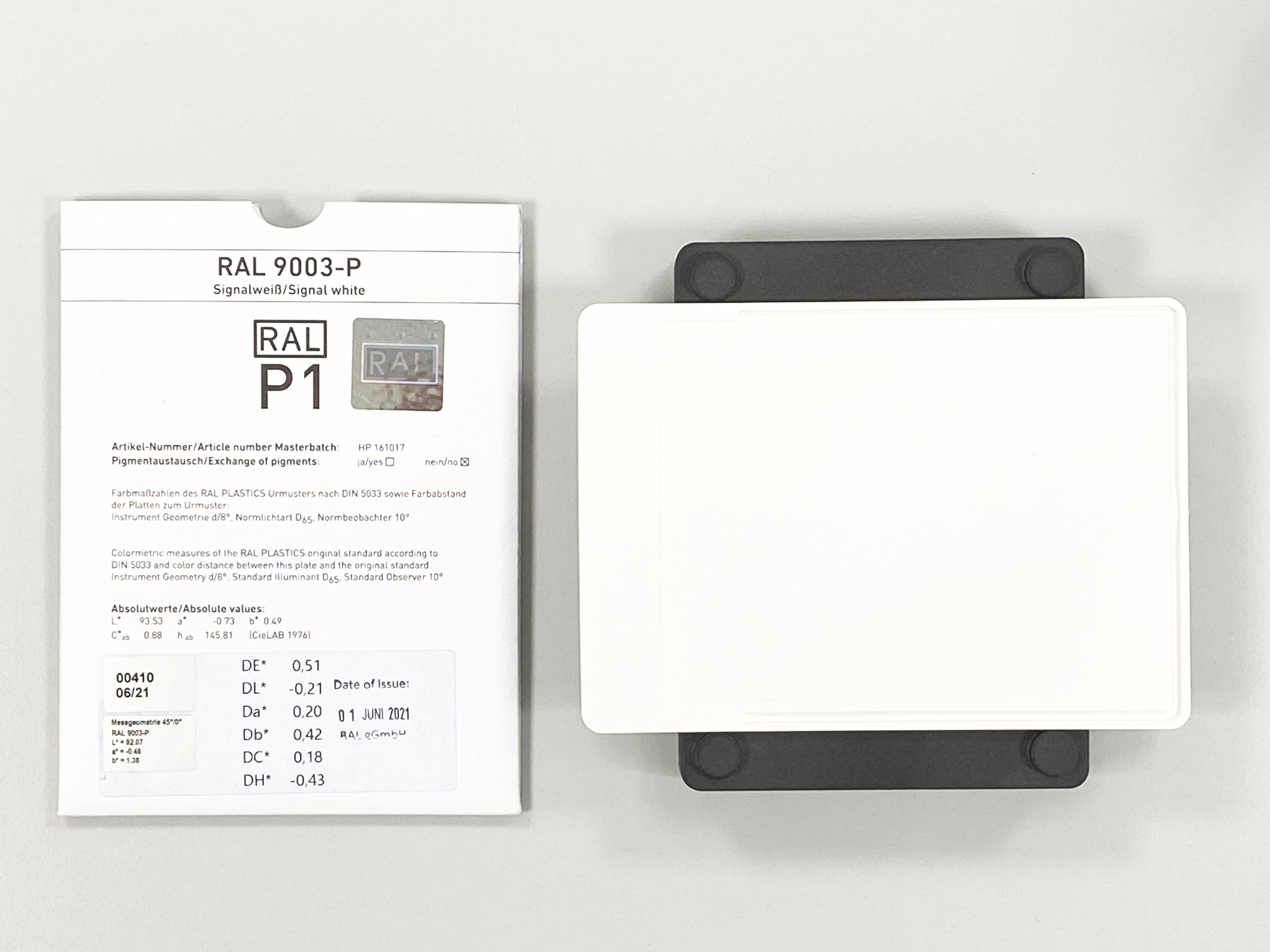 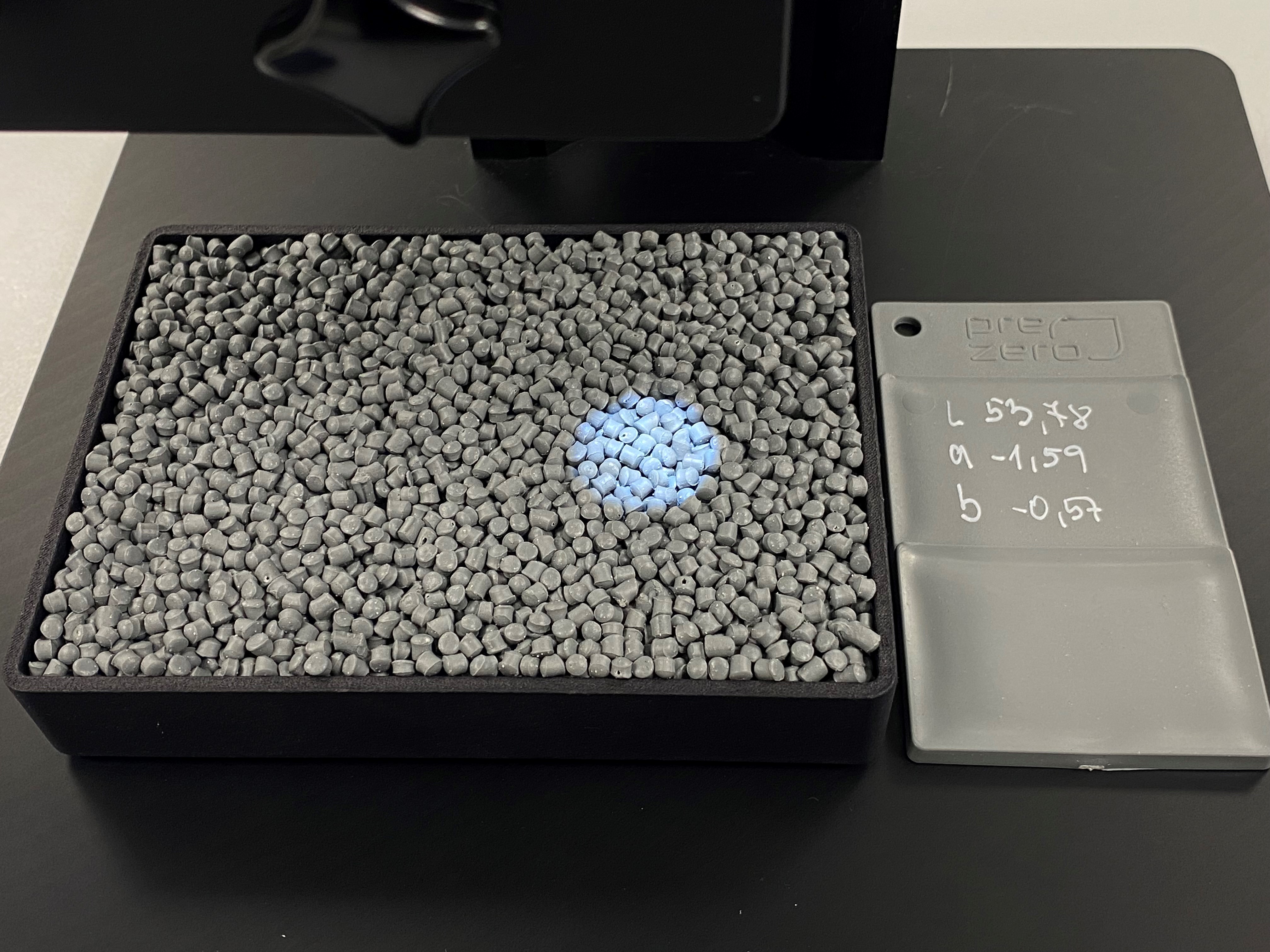 RAL plastik renk kartları vasıtasıyla kalibrasyon veya renkli enjeksiyon döküm plakası ve geri dönüştürülmüş plastik ham maddeleri vasıtasıyla kalibrasyon 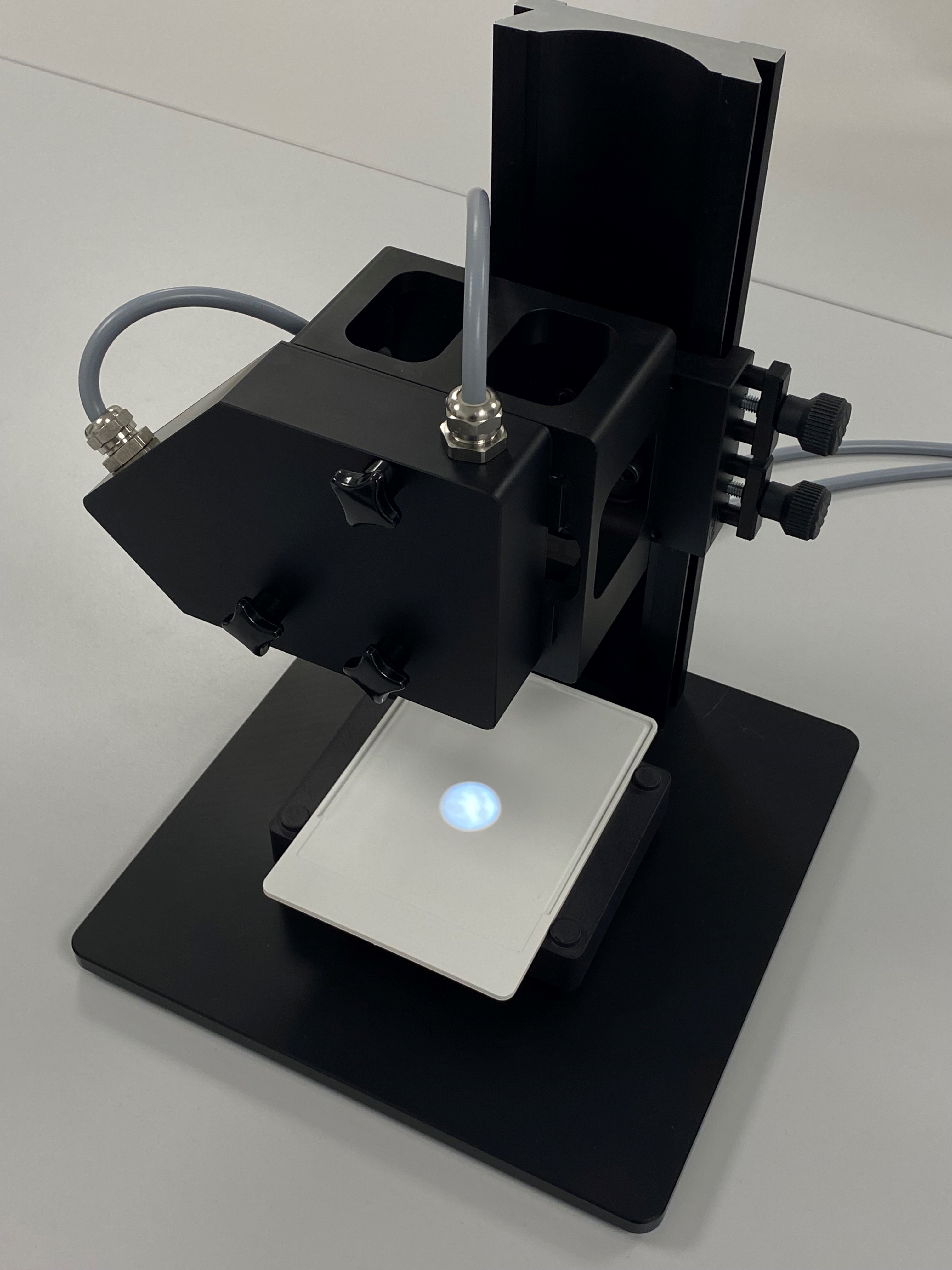 SPECTRO-3-FIO°-MSM-ANA-DL + KL-D-0°/45°-85-100-D-S-A3.0-VIS SPECTRO-3-0°/45°-MST (Inline renk ölçüm sistemi) 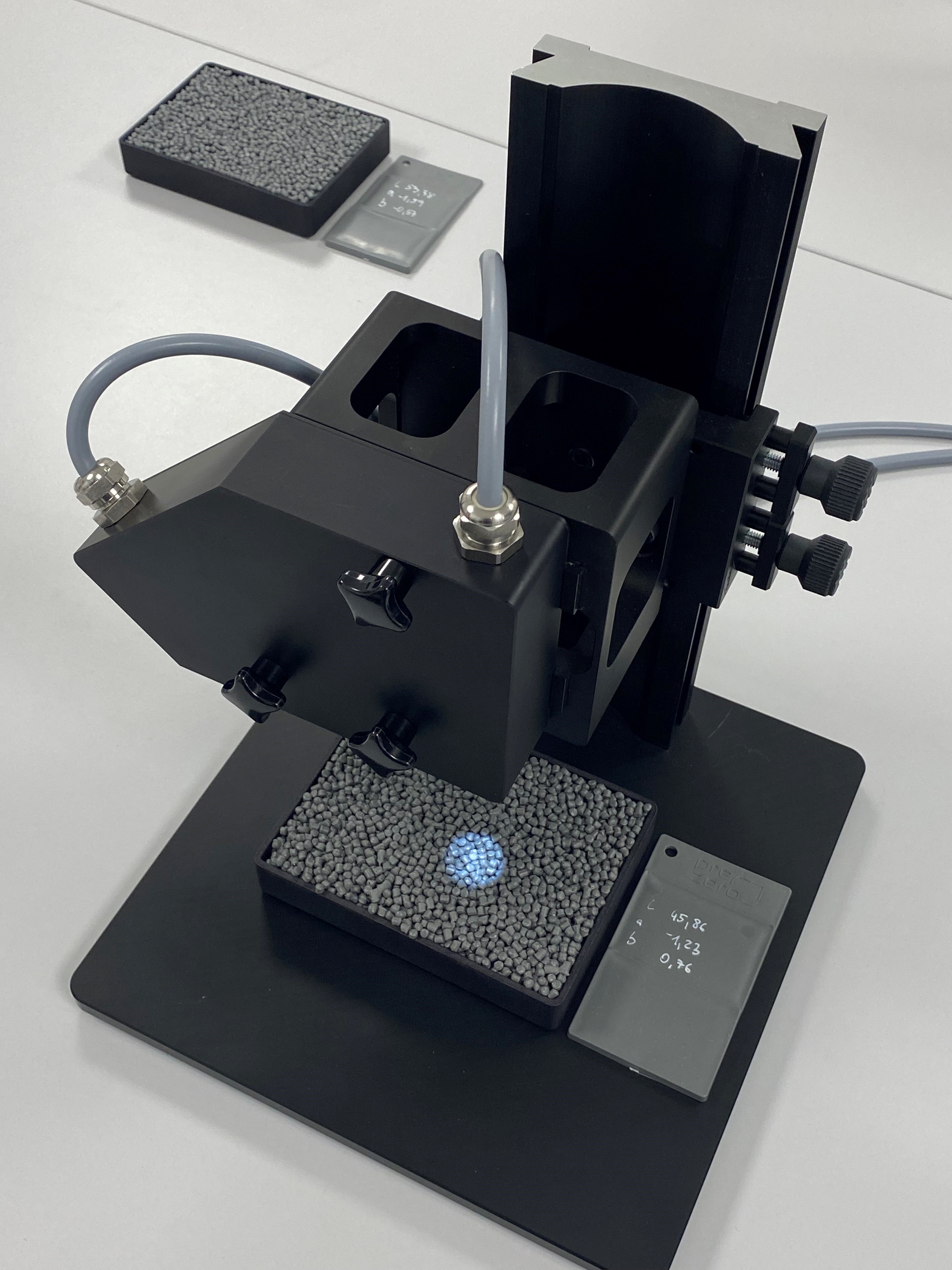 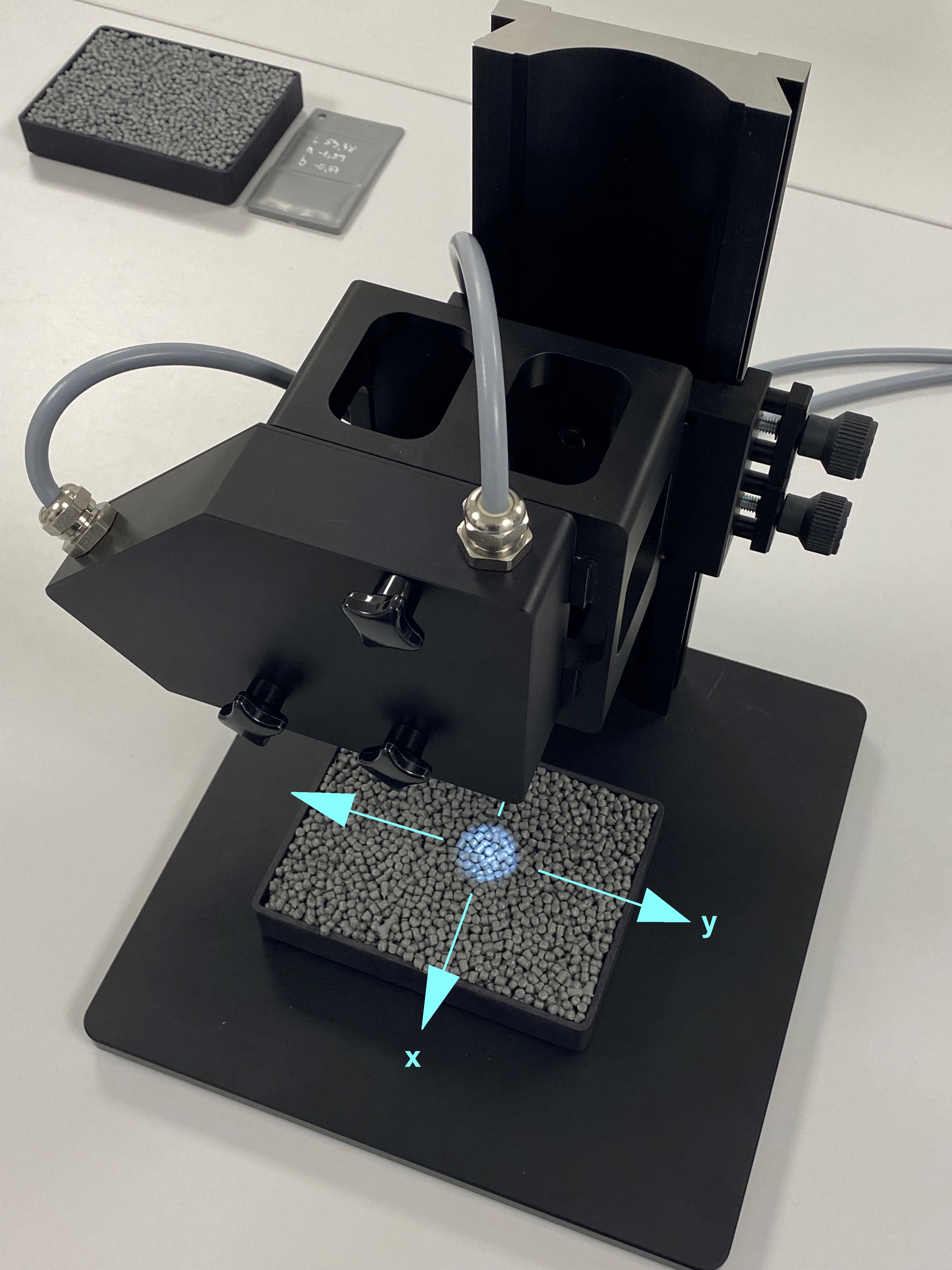 |
11.10.2023 (
| The increasing use of recyclates in the plastics industry means that efficient product control is assuming ever-greater importance. Whilst laboratory-based random quality control was sufficient in the past, the industry is increasingly considering the deployment of 100% control, especially in terms of the color gradient. Sensor Instruments has launched a number of inline systems to perform this function. Providing production staff with information about recyclate production at a very early stage, this covers not only the trend in the color of the recyclates, but the color of the recyclates in combination with their temperature, whilst monitoring the product flow level. The product flow level is important for exact determination of the recyclate color, whilst also providing timely information about a possible blockage of the sieve immediately after the vibrating feeder. The data is also made available for quality assurance via a digital-serial interface (Ethernet).
|
 SPECTRO-3-FIO-MSM-ANA-DL (Inline color measurement system) |
24.08.2023 Basın bülteni
| Bazen izlemek anlamlıdır. Örneğin vicdanın gösterdiği yolu izlemek veya arkadaşların ciddiyetle verdikleri tavsiyelerini izlemek. Instagram veya LinkedIn izlemek? Burada fikirler ayrılıyor. Ana akımı? “Her şey iyidir! Sadece her zaman değil, sadece her yerde değil, sadece herkes için değil.” (Novalis’ten alıntı). Biz, Sensor Instruments olarak daha ziyade kişisel yolumuzu izlemeyi tercih ediyoruz - ama özellikle de bu nedenle arada sırada izlemek anlamlıdır: örneğin renkleri.
Özellikle geri dönüştürülmüş plastik ham maddesinin renkleri söz konusu olduğunda, piyasada yer alan değerli rakiplerimiz son zamanlarda oldukça hareketliydi. Plastik geri dönüştürme sektöründe yer alan ve geri dönüştürülmüş plastik ham maddesinin renklerinin ölçümü için piyasada bulunan renk ölçüm cihazlarından birini laboratuvarında kullanmayan neredeyse hiçbir şirket kalmadı. Bunlar görevlerini hakkıyla yerine getiriyor. Beklenen kullanım konforuyla, makul bir fiyata ve hassas olarak. Hassas? ► Basın bülteni (Word/zip) |
 Çevrim içi ölçüm sistemleri |
18.08.2023 Basın bülteni
| Ürünümü tüm yaşam döngüsü içerisinde en iyi nasıl denetlerim?
R-Cycle dijital ürün kimliği, kısaca DPP, bunun için mükemmel bir temel teşkil ediyor. DPP yardımıyla ürün ve geri kazanım bilgileri kolay bir şekilde sorgulanabiliyor. Burada DPP farklı kodlar vasıtasıyla açılabiliyor: bir sleeve etiketi veya bir ürün etiketi şeklinde ürün üzerine yerleştirilebilen veya bir 3D kodu şeklinde enjeksiyon döküm kalıbına lazerle uygulanabilen bir QR kodu veya dijital su işareti yardımıyla. Dijital su işaretlerinin kopyalanmaya karşı güvenli olduğu kabul ediliyor, buna karşılık bir QR kodu kolayca taklit edilebiliyor. Buna karşılık Gabriel-Chemie firmasının TAGTEC Masterbatch’i ile birlikte bir QR kodu da “safe” (güvenli) olarak sınıflandırılabiliyor. Gabriel-Chemie firmasının TAGTEC Masterbatch’leri ışık ile uyarılabilen, Sensor Instruments firmasının özel optik sensörleri vasıtasıyla algılanabilen zengin bir işaretleyici yelpazesine sahiptir. TAGTEC işaretli ürünlerin taklit edilmeye karşı güvenli olduğu kanıtlanmıştır ve özellikle de bir DPP’nin sunduğu olanaklarla birlikte çok dayanıklı ve güvenilir bir tedarik zinciri denetimi sağlanabiliyor. ► Basın bülteni (Word/zip) |
 |
27.01.2022 Basın bülteni
| Mükemmel inovasyon çalışması: Thurmansbang’da yerleşik Sensor Instruments GmbH, 29. TOP 100 yarışmasında fikir üretme merkezi olarak öne çıktı. Bunun için kendisine 2022 yılı TOP 100 mührü verildi. Bu ödül, sadece özellikle yenilikçi orta ölçekli şirketlere verilmektedir. Sensor Instruments bu çalışmaları için 24 Haziran’da yarışmanın mentörü ekonomi yazarı Ranga Yogeshwar tarafından bizzat onurlandırılacak.
► Basın bülteni (Word/zip) |
 TOP 100 Prüfkriterien TOP 100 Presse |
15.04.2021 Basın bülteni
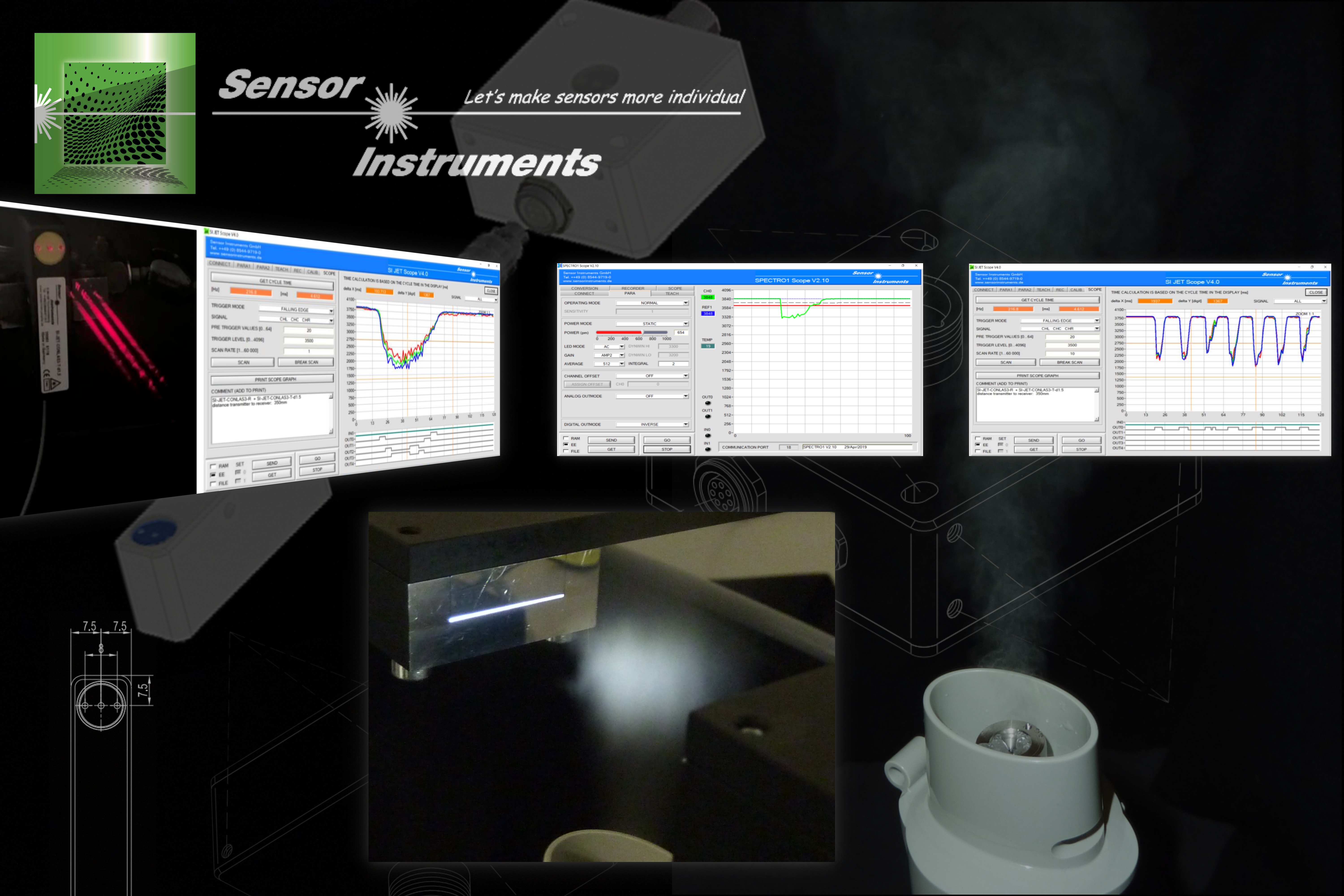
| Yüzey kaplama işlemleri sıklıkla püskürtme uygulamasıyla gerçekleştirilir. Bu işlemde ideal durumda ilgili nesnelerin kaplanması olabildiğince homojen şekilde gerçekleşir. Ancak püskürtme akışkanındaki hava kabarcıkları, nozul çıkış ağzındaki kısmi kapanma veya püskürtme sistemindeki ani basınç düşüşü, püskürtme tablosunda homojensizliklere ve bunun sonucu olarak iş parçasının düzgün kaplanmamasına neden olabilir. İdeal püskürtme prosesinde oluşan bir sapma artık sürekli püskürtme ışını kontrolü ile zamanında algılanabilir. Sensor Instruments GmbH firmasının SI-JET serisi ve SPECTRO serisi püskürtme ışını kontrol sistemleri bu kapsamda hem püskürtme miktarı hem süre içindeki atlamalar hem de püskürtme ışını simetrisi hakkında bilgi verir.
İlgili görevlerin gerçekleştirilebilmesi için 3’lü ışın sistemi (SI-JET-CONLAS3 ve SI-JET3), 2’li ışın sistemi (SPECTRO-2) ve 1’li ışın sistemi (SPECTRO-1), ayrıca sürekli ışık perdeleri (L-LAS-TB-…-SC) kullanıma sunulmuştur. ► Basın bülteni (Word/zip) |
 SI-JET Serisi SPECTRO-2 Serisi SPECTRO-1 Serisi L-LAS-TB-AL-SC Serisi |
15.04.2021 Basın bülteni
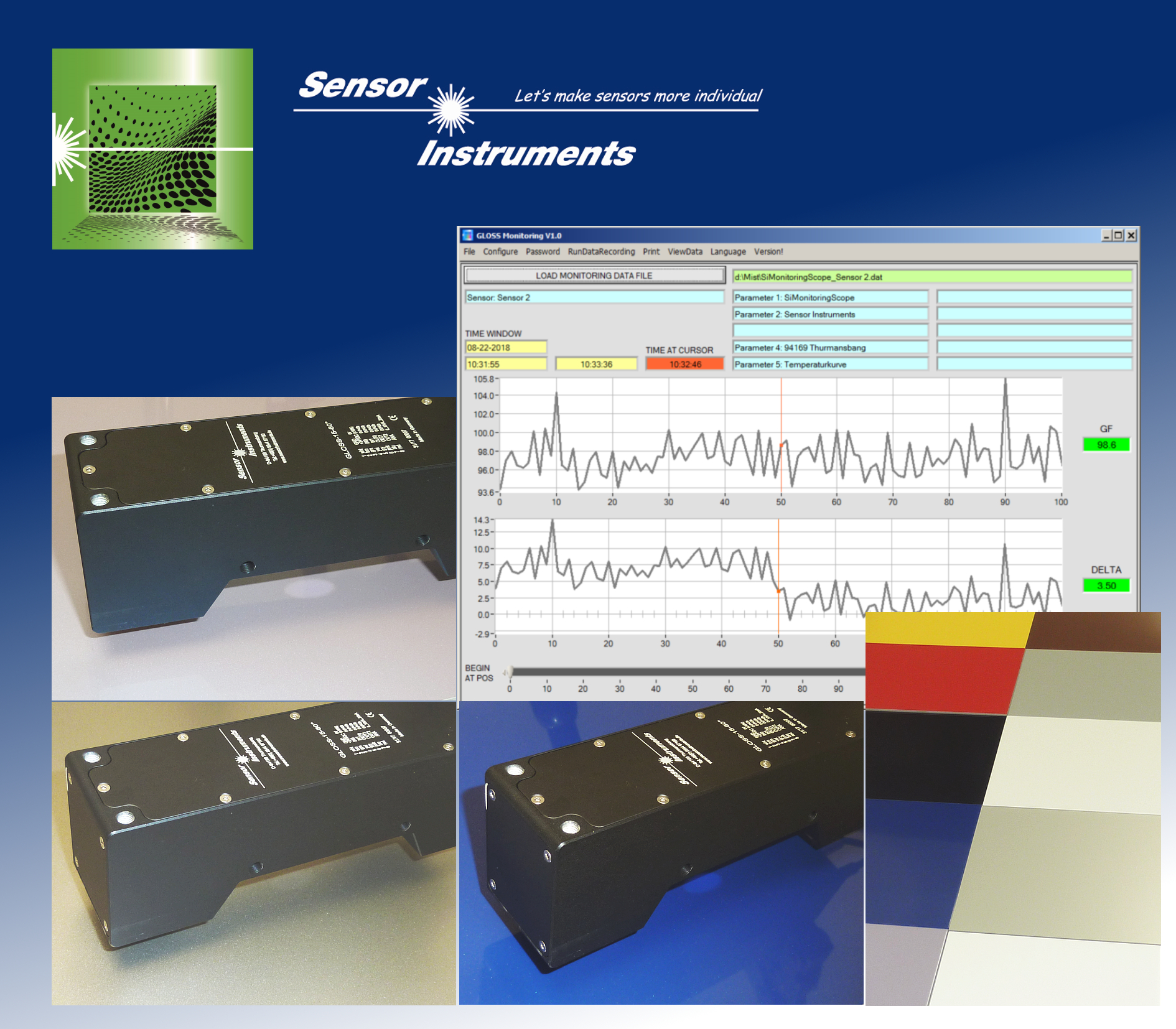
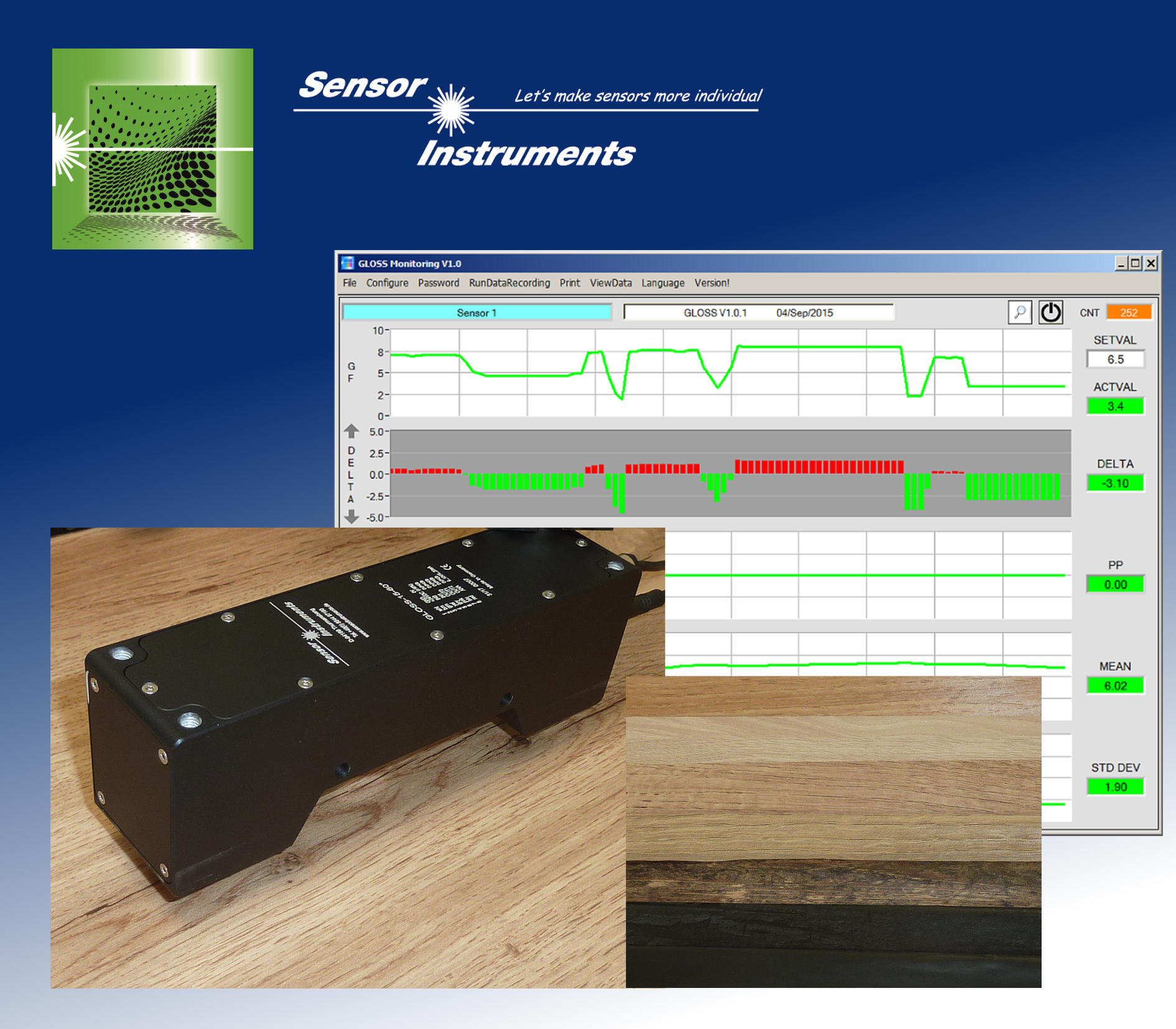
| Gözümüz görüş alanı içerisinde öncelikli olarak kontrast farklılıklarına (dolayısıyla parlaklık farklılıklarına) ve ayrıca renk farklılıklarına tepki verir. Örneğin bakışlar, münferit panellerden meydana gelen yeni döşenmiş bir zeminin üzerinden geçtiğinde, bu panellerin arasındaki en küçük renk ve parlaklık farklılıkları bile gözlemcide iritasyona neden olur. Bundan dolayı, münferit panellerin arasında bir renk ve parlaklık farklılığının oluşmaması için üreticilerin çok fazla çaba sarf etmeleri şaşırtıcı değildir. Bu amaçla şu ana kadar öncelikli olarak el cihazları, yani offline ölçüm cihazları kullanılırken, artık bir inline alternatifi de mevcuttur.
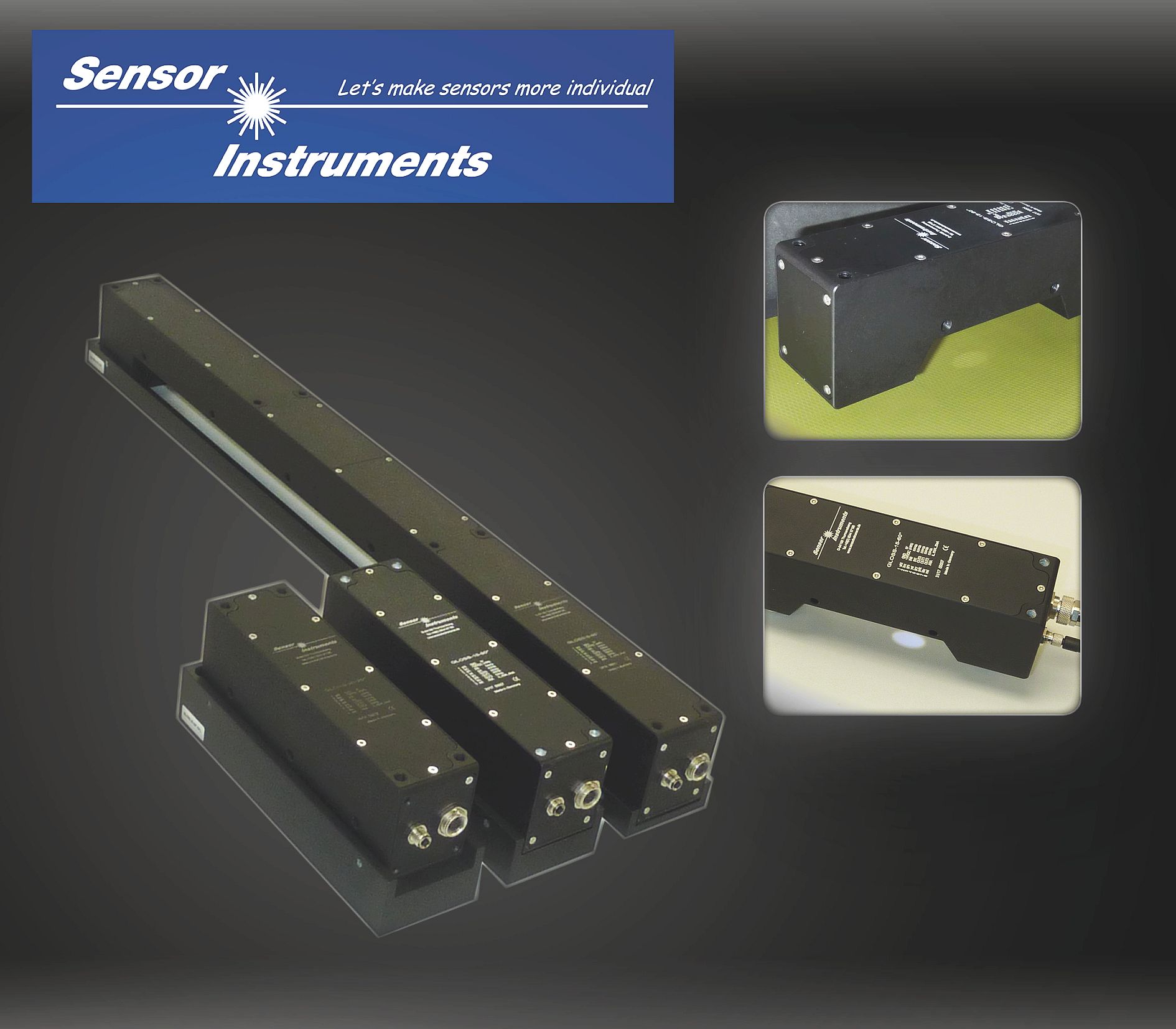
Sensor Instruments GmbH firmasının GLOSS Serisi parlaklık sensörleriyle, ölçümü yapılacak boyalı ahşap yüzeylerinin parlaklık derecesi 20°, 60° ve 85° açılarla ve yüzeye göre 20 mm, 15 mm ve 5 mm mesafeyle (sensör tipine bağlı olarak: GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°) belirlenebilir. ► Basın bülteni (Word/zip) |
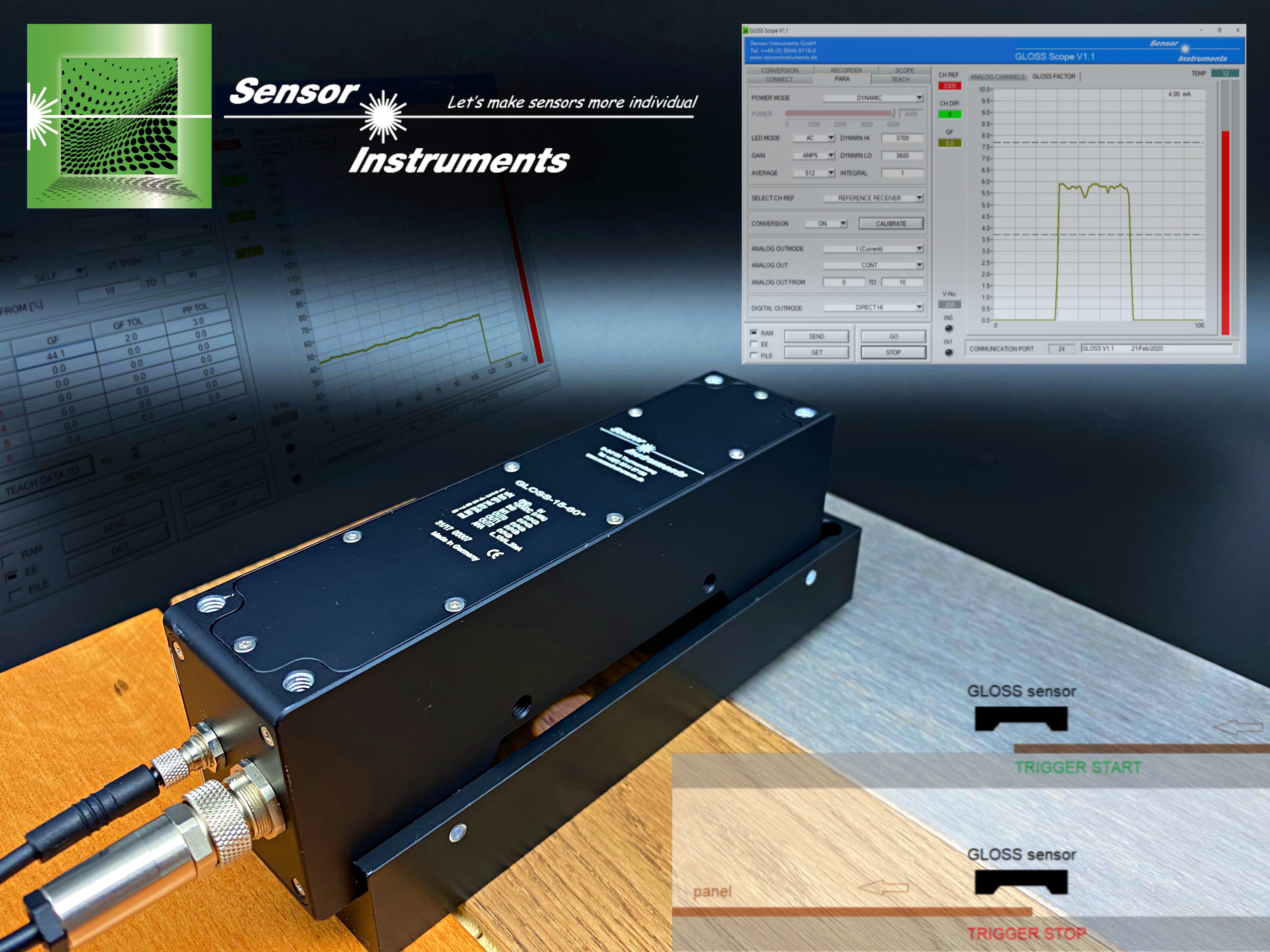 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° GLOSS Serisi |
16.02.2021 Basın bülteni
| Tekstil elyaflarının boyanmasında, mümkün olması durumunda boyama prosesinin başına renk tonu inline olarak ölçülmelidir. Gerçek değer adı verilen güncel renk tonu bilgisi PLC vasıtasıyla renk tonu nominal değeri ile kıyaslanabilir. Bu iki renk tonunun farkı, boya banyosuna daha fazla mı yoksa daha az mı boya ekleneceği konusunda bilgi verir.
Elyaf halatının renk ölçümü için, 45° çevresel aydınlatmaya sahip olan normal (0°'nin altında) olarak rengi algılayan SPECTRO-3-28-45°/0°-MSM-ANA-DL tipinde bir renk sensörü uygundur. Örneğin ölçüm esnasında halen ıslak olan boyadan kaynaklanan direk yansımalar böylece büyük ölçüde önlenir. Sensörün renk halatına mesafesi burada tipik olarak 28 mm'dir ve deteksiyon aralığı bu mesafede yakl. 10 mm çapa sahiptir. ► Basın bülteni (Word/zip) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL SPECTRO-3-MSM-ANA Serisi |
08.02.2021 Basın bülteni
| Bir konveyör bant üzerinde taşınan farklı renklerdeki eski giysiler renklerine göre ayrılacaktır. Burada giysilerin hem sıralaması, hizalaması, hem de katlanma şekli, ister düz ister buruşturulmuş, tesadüfidir. Buna ilave olarak eski giysiler münferit olarak, yani her bir giysinin arasında bir boşluk olacak şekilde taşınmaktadır, böylece ilgili giysiye yukarıdan dikey olarak bakmak mümkündür. Ayrıca konveyör bandın taşıma hızı sabittir ve yaklaşık olarak 1 m/s'dir. İlgili giysinin rengi tespit edildiğinde, zaman gecikmeli olarak ayırıcı hava üfleçleri etkinleştirilir, böylece tekstil ürünün ilgili renk için tanımlanmış konteynere ulaşması sağlanır.
Ön incelemeler esnasında bu ölçüm işi için SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG renk sensörünün en iyi seçim olduğu ortaya çıkmıştır.. ► Basın bülteni (Word/zip) |
 SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG SPECTRO-3-MSM-DIG Serisi |
29.01.2021 Basın bülteni
| Zımbalanmış ürünlerin üretiminde zımbalama işlemi esnasında zımbalama bantlarının hassas bir şekilde konumlandırılması çok önemlidir, çünkü zımbalama bandının işlenmesi birden fazla proses adımında otomatik zımbalama makinesinde gerçekleşir. Metal bant, her bir işlem adımından (zımbalama bükme işlemi) sonra zımba takımı içerisinde hassas bir şekilde konumlandırılmalıdır. Genelde bir strok işlemi (0°…180°) içerisindeki konum bildirimi, bir foto elektrik ışık bariyeri vasıtasıyla ve ışık bariyeri sinyal değişimi esnasında ilgili döner enkoder konumunun ilişkilendirilmesiyle sağlanır. İdeal durumda bu tek yollu ışık bariyeri bir çatal ışık bariyeri olmalıdır, ayrıca bunun zımbalama takımına entegre edilmiş olması gerekir, bu da sensörün mekanik titreşimlere karşı dayanıklı olmasını gerektirir. Ayrıca sensörün kesme yağına dayanıklı ve kirlenme hassasiyetinin düşük olması gerekir. Buna ilave olarak presler arasındaki yüksek hızda çalışan makineler (dakikada birkaç bin strok) çok yüksek bir anahtarlama frekansı ve aynı zamanda yüksek bir konumlandırma hassasiyeti gerektirir.
Sensor Instruments GmbH firmasının FIA-L Serisi çatal ışık bariyerleri özellikle bu kullanım amacı için tasarlanmıştır. Özellikle FIA-L-RL serisi - yüksek yabancı ışık hassasiyetsizliğinin ve yağ dayanımının, 0,2 mm çapındaki küçük lazer demeti boyutunun, kırmızı lazer ışınının düşük optik diverjansının ve ayrıca 5 µm daha iyi olan yüksek konumlandırma hassasiyetinin yanı sıra - 25 kHz anahtarlama frekansına sahiptir. ► Basın bülteni (Word/zip) |
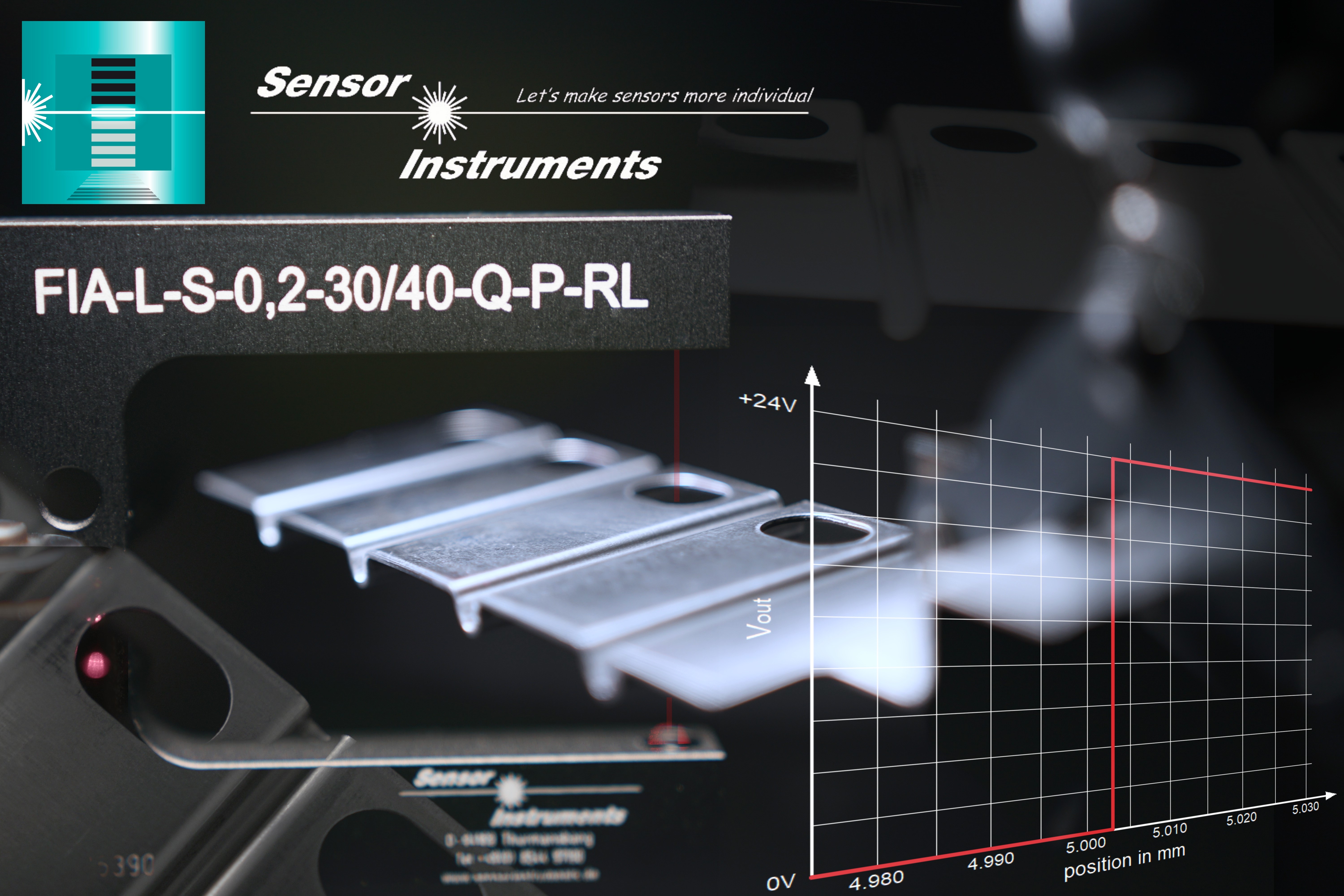 FIA-L-S-0,2-30/40-Q-P-RL FIA-L Serisi |
25.01.2021 Basın bülteni
| Düz camlar şekil ve kalınlıklarını ve aynı zamanda yüzey özelliklerini, cam eriyiğinin sıvı kalay üzerinde taşınmasıyla elde ederler. Cam eriyiği kalay banyosunda yüzer ve böylece düz, kalay banyosuna uyarlanmış bir yüzeye (kalay tarafı) sahip olur. Bu esnada kalay banyosunun aksi tarafındaki cam yüzeyde (alev tarafı) gazlı brülörlerle belirli bir sıcaklık profili sağlanır, bunun sonucunda cam eriyiği yavaş bir şekilde soğur ve böylece daha sonraki şekline sahip olur.
Düz camın sonraki işlemlerinde, hangi tarafın kalay tarafı ve hangi tarafının alev tarafı olduğunun bilinmesi önemlidir. Mikro düzeydeki kalay kalıntıları, örneğin cam yüzeyinin elektriksel direncini etkileyebilir (bir otomobilin arka camındaki metal rezistans şeritleri), ancak cam yüzeyine başka tabakaların uygulanmasında da (örneğin nano tabakalar) düz camın hangi yüzeyine kaplama işleminin uygulandığı daha sonraki kullanım açısından belirleyicidir.. Sensor Instruments GmbH firmasının UVC kontrast sensörü SPECTRO-1-20-UVC-DIL cam yüzeyinin kalay ve alev tarafının kontrolüne olanak sağlar. ► Basın bülteni (Word/zip) |
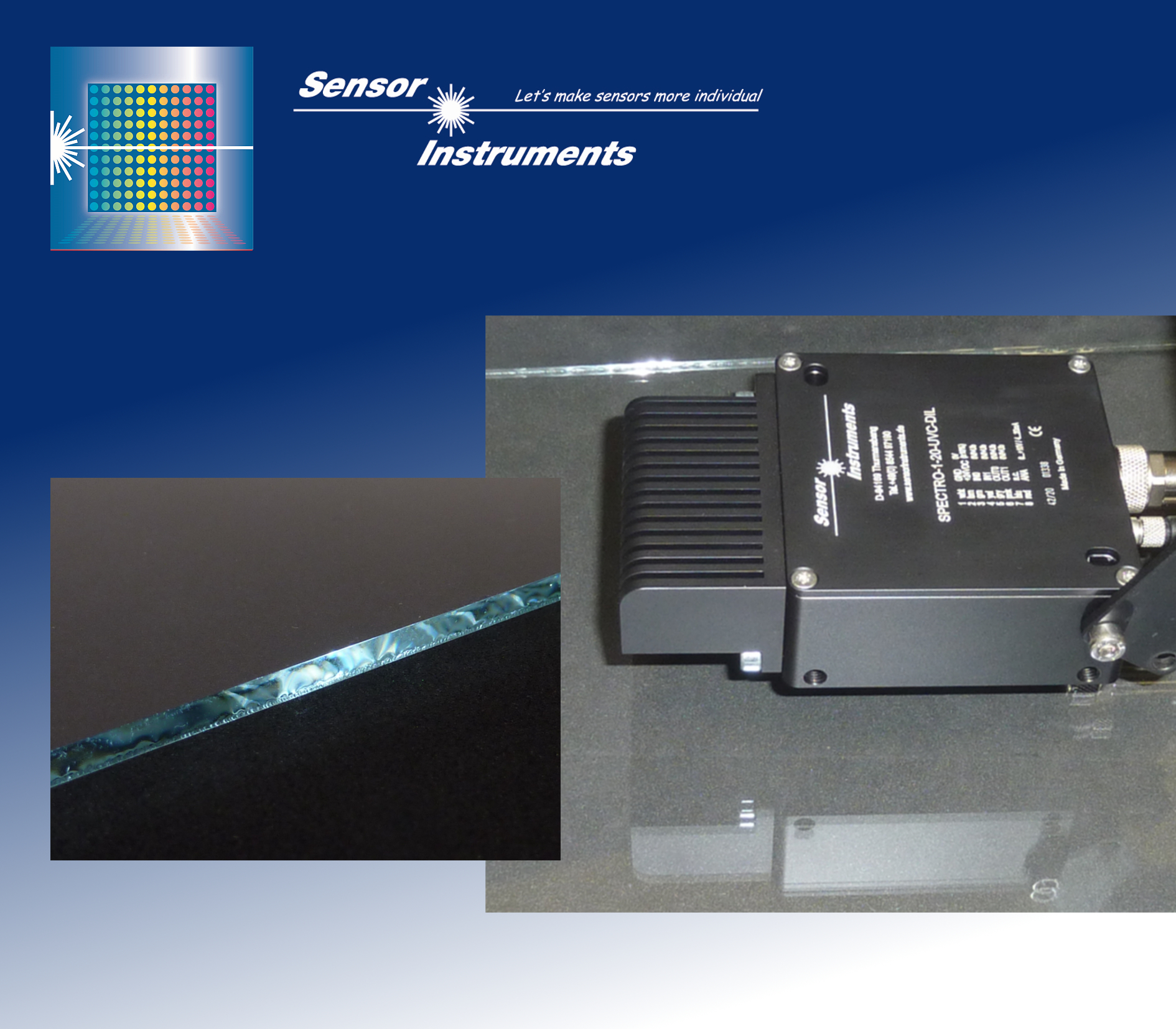 SPECTRO-1-20-UVC-DIL SPECTRO-1 Serisi |
21.01.2021 SPECTRO-M-10-MIR/(MIR1+MIR2) - Basın bülteni # 4
| Ölçüm yöntemlerinin kıyaslanması. Metallerin şekillendirme prosesinde işlenmesi esnasında yağların kullanılması vazgeçilmezdir. Örneğin metal bantların üzerine uygulanan kesme yağları zımbalama takımlarında aşınmanın daha olmasını sağlar. Ancak talaşlı imalat esnasında da delme yağları, delme ve frezeleme takımlarının korunmasında önemli katkılar sağlar. Yağlar buna ilave olarak sac veya metal folyo gibi yarı mamullerde korozyondan koruma işlevi görür. Buna karşılık işlemlerin devamında yağ kalıntılarının mamul ürünlerden olabildiğince kalıntı bırakmadan uzaklaştırılması gerekir. Bunun için metal parçalarının yıkandığı ve hava üflendiği özel yıkama tesisleri kullanılır.
Yağın uygulanması esnasında çevre sağlığı direktiflerinin yerine getirilmesi ve ayrıca ekonomik unsurların da dikkate alınması için, uygulanan yağ miktarının tespit edilmesi önerilir. Artık ilgili yağ miktarının belirlenmesi INLINE olarak da gerçekleştirilebilir. Bunun için kullanılabilecek birden fazla ölçüm yöntemi mevcuttur ve aşağıdaki bölümlerde buna daha ayrıntılı olarak değinilecektir. Temizlik prosesinin denetlenmesi aynı sensörler yardımıyla gerçekleştirilebilir. Ancak buradaki zorluk, olabildiğince küçük yağ kalıntılarını mümkün olduğu durumda INLINE olarak güvenle tespit etmektir. Özellikle elektriksel iletkenliği olan bileşenlerde, örneğin bakır kızaklarda veya yüksek akım kablolarında, olabildiğince düşük bir geçiş direncinin olması istenir, ancak kalan bir yağ tabakası buna ilişkin bir sorun teşkil edecektir, çünkü bundan dolayı güç verimliliği önemsiz olmayan bir oranda düşecektir. ► Basın bülteni (Word/zip) |
SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serisi |
22.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Basın bülteni # 3
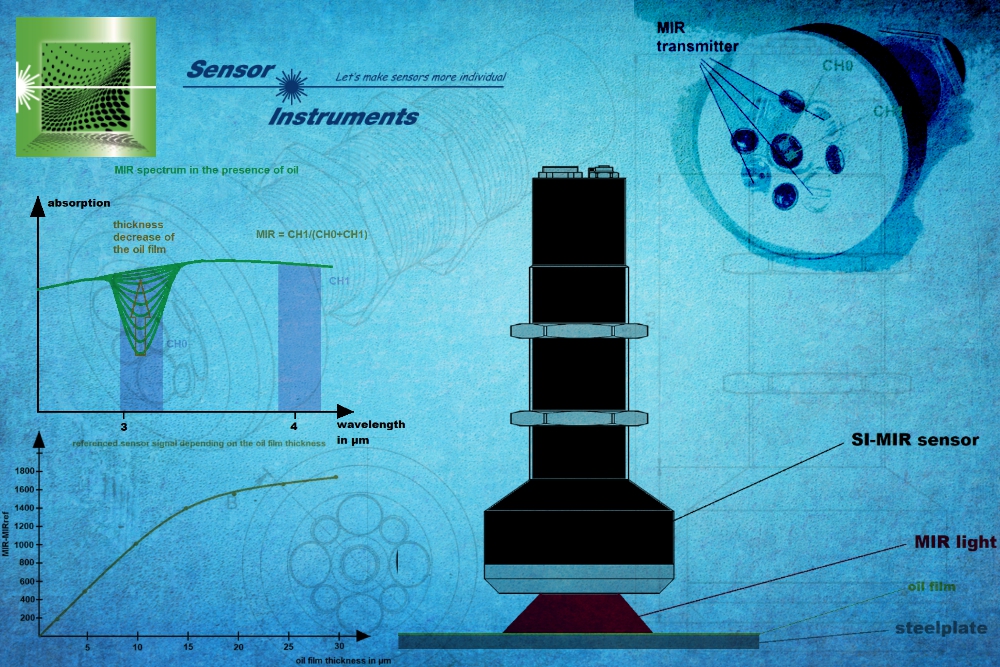
| Zımba ve bükme parçaların üretiminde gittikçe artan oranda buharlaşan zımba ve çekme yağı kullanılır. Buradaki ana fikir, zımbalanmış veya şekillendirilmiş metal parçaların üzerinde olabildiğince az yağ kalıntısı bırakmaktır, böylece metal parçaların devam eden işlemlerinde çoğu durumda temizleme prosesinden tasarruf edilebilir. Ancak uygulanan yağın ne kadarı fiilen yapı parçasının üzerinde kalır ve buharlaşma işlemi ne kadar sürer?
SPECTRO-M serimiz ile, buharlaşmayı aydınlattık! Bunun için yağdan arındırılmış çelik sacların üzerine 5’er damla yağ (5 x 20 µl) uyguladık ve 70 mm çapındaki bir alana yaydık. Bu işlemin başında yağ tabakası kalınlığı yaklaşık olarak 25 µm idi. Ardından SPECTRO-M-10-MIR/(MIR1+MIR2) sensörü ortalanarak yağ damlasının üzerine yerleştirildi ve ölçüme başlandı: MIR sensörü yardımıyla iki ölçüm penceresini izledik, her ikisi de orta kızıl ötesi aralıktaydı (MIR aralığı). Burada dikkate alınması gereken husus, bu iki dalga boyu aralığı penceresinden birinin (burada CH0 ile tanımlandı) yağın mevcudiyetine tepki gösterdiği, diğerinin ise (CH1) tepki göstermediğidir. Yağın mevcut olduğu durumda bu iki ölçüm penceresinin arasındaki ilişkide yaşanan kayma ile algılama aralığındaki yağ miktarı tespit edilebilir. ► Basın bülteni (Word/zip) |
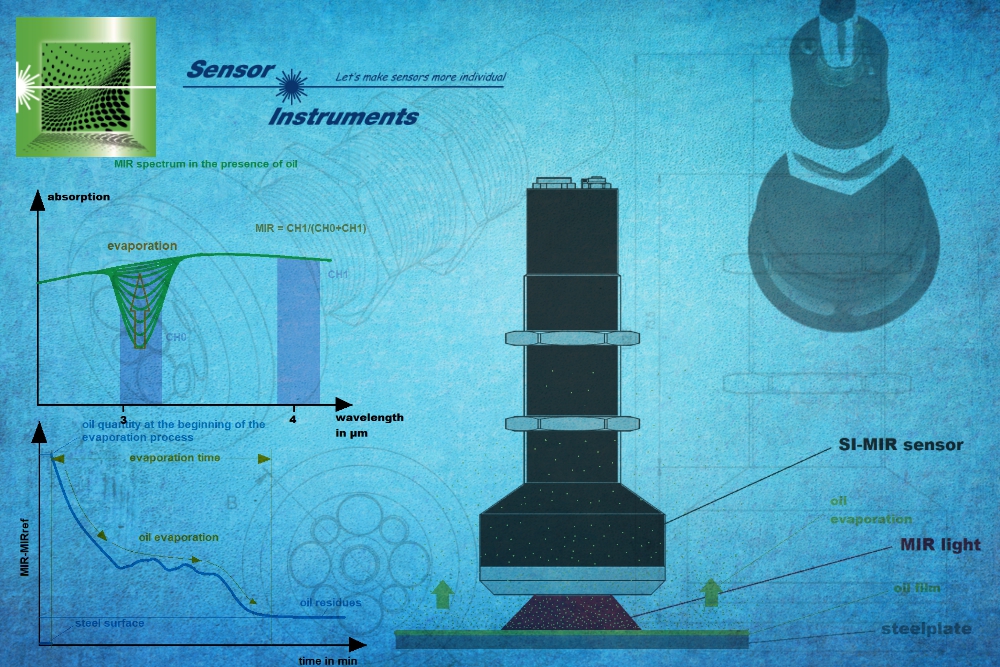 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serisi |
14.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Basın bülteni # 2
| Örneğin bir kağıdın üzerine homojen şekilde uygulanan bir baskı boyasının tabaka kalınlığı belirlenmek isteniyorsa, bunu belirlemek için alan ağırlığı yöntemi elbette uygun bir yöntem olacaktır. Baskı boyasının alan ağırlığı ile normalde 0,05 mm ile 0,2 mm kalınlığında olan kağıdın alan ağırlığı arasında dünyalar kadar fark olmayacaktır. Uygun derecede hassas teraziler bu kapsamda güvenilir sonuçlar verecektir. Ancak baskı boyası yerine yağ ve kağıt yaprağı yerine örneğin 1 mm kalınlığında bir çelik sac kullanıldığında durum ne olur? Alan ağırlığı yöntemi burada sınırlarına ulaşacaktır..
Ancak fazlaca bir külfete girmeden yağ tabakasının kalınlığı nasıl güvenilir bir şekilde ölçülebilir? Burada örneğin, floresansı uyarmak için UVA ışığın kullanıldığı floresans yönteminden bahsedilebilir. Sekonder emisyon burada görünür dalga boyu aralığında gerçekleşir. Floresansın yoğunluğu burada yağ tabakasının kalınlığı için bir ölçüdür. Ancak burada dikkate alınması gereken husus, sinyal gücünün (floresans) sadece tabaka kalınlığından değil, aynı zamanda kullanılan yağın türüne de bağlı olduğu ve buna ilave olarak metal yüzeyin, bir bakıma reflektör olarak işlev görür şekilde sinyal değerine etki ettiğidir. Ayrıca floresans etkisinin tümüyle sıfır olduğu veya neredeyse hiç mevcut olmadığı ve bunlarda tabaka kalınlığı ölçümünün bu uygulamayla mümkün olmadığı yağlar da bulunmaktadır. Buna karşılık orta kızıl ötesi aralık (MIR) dikkate alındığında, şu ana kadar incelenen tüm yağlarda belirli bir dalga boyu aralığında belirgin bir absorpsiyonun eksiksiz olarak gerçekleştiği, buna karşılık başka dalga boyu aralıklarının yağın mevcudiyetinden etkilenmediği görülmüştür. Şimdi düşünsel olarak yağa hassas olan dalga boyu penceresini MIR sprektrumundan ayrıldığında ve ardından bu absorpsiyon davranışı absorpsiyon ile (ikinci, yağa karşı nötr dalga boyu penceresinde gözlemlenir) standartlaştırılmış olarak kıyaslandığında, ilk yaklaşımda yağ tabakası kalınlığı ile standartlaştırılmış sinyal arasında orantısal bir ilişki ortaya çıkar. ► Basın bülteni (Word/zip) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serisi |
02.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Basın bülteni # 1
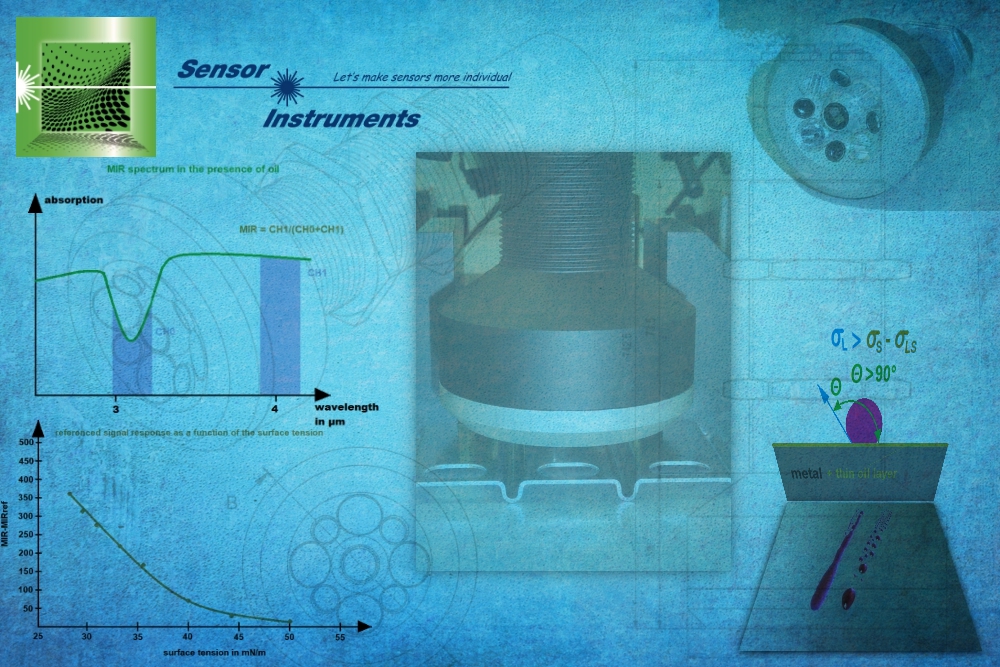
| Gerilim artıyor! Özellikle metal parçaların, örneğin zımba parçaların temizlenmesi için temizlik sistemlerini çalıştıranlar, her seferinde yıkama işleminin sonucu heyecanla bekler: Gerilim – burada kastedilen elbette ki yüzey gerilimi – 38 mN/m eşiğinin üzerine çıktı mı veya hatta 44 mN/m değerine ulaşıldı mı? Uygulamada bir metal parçanın yağdan arındırılmış olarak kabul edilmesi için bu değerlerin (kullanım amacına biri veya diğerinin) aşılmış olması gerekir. Yüzey geriliminin kanıtlanması için şu ana kadar test mürekkebi kullanılıyordu. Bu sıvılar, 2 mN/m adımlarla artacak şekilde 30 mN/m değerinden 50 mN/m değerine kadar (30 mN/m, 32 mN/m, …, 48 mN/m, 50 mN/m) farklı yüzey gerilim değerleri için mevcuttur. Sıvı, metal yüzeye uygulandıktan sonra damlacık haline gelmiyorsa, metal parçanın yüzey gerilimi söz konusu test mürekkebi için belirtilen değerin üzerindedir. Buna karşılık sıvı, metal yüzeye uygulandıktan sonra damlacık haline geliyorsa, metal parçanın yüzey gerilimi söz konusu test mürekkebi için belirtilen değerin altındadır. Böylece yüzey gerilimi yaklaşık 2 mN/m hassasiyetle belirlenebilmektedir.
Yüzey gerilimi, ilgili metal yüzeyin yapısı için ne ifade ediyor? Yağdan arındırılmış metal yüzeylerin yüzey gerilimi 50 mN/m değerinin üzerindedir (test mürekkebi metoduyla belirlenmiştir). Metal yüzeyin bir ağ filmi ile kaplı olması durumunda (örneğin zımba işleminden önce zımba şeritlerinin yağlanması nedeniyle), bu değer (tabaka kalınlığına göre) 30 mN/m değerinin altına düşebilir. Yani test mürekkebi metoduyla, metal yüzeyin bir yağ tabakasıyla kaplı olup olmadığı veya yağdan veya gresten arındırılmış olup olmadığı tespit edilebilir. 1 µm’nin altındaki yağ tabakaları bile bu metotla kanıtlanabilir. Çok farklı yağ türleriyle yapılan deneyler, neredeyse tüm yağların orta kızıl ötesi (MIR) aralığında selektif bir absorpsiyon gösterdiğini ortaya koymuştur. Bu özellikten faydalanıldığında, iki MIR dalga boyu aralığının (bunlardan biri nötr aralığı gösterir, yani yağdan kaynaklı belirgin bir absorpsiyonun olmadığı dalga boyu aralığını gösterir) SPECTRO-M-10-MIR/(MIR1+MIR2) ölçüm sisteminin kalibrasyonundan sonra kıyaslama yapıldığında, önce yağ tabakası kalınlığı belirlenebilir ve bundan sonraki adımda ilgili yüzey gerilim değeri gösterilebilir. ► Basın bülteni (Word/zip) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) SPECTRO-M Serisi |
26.10.2020 Basın bülteni
| Geri dönüştürülmüş plastik ham maddenin ilerleyişi.
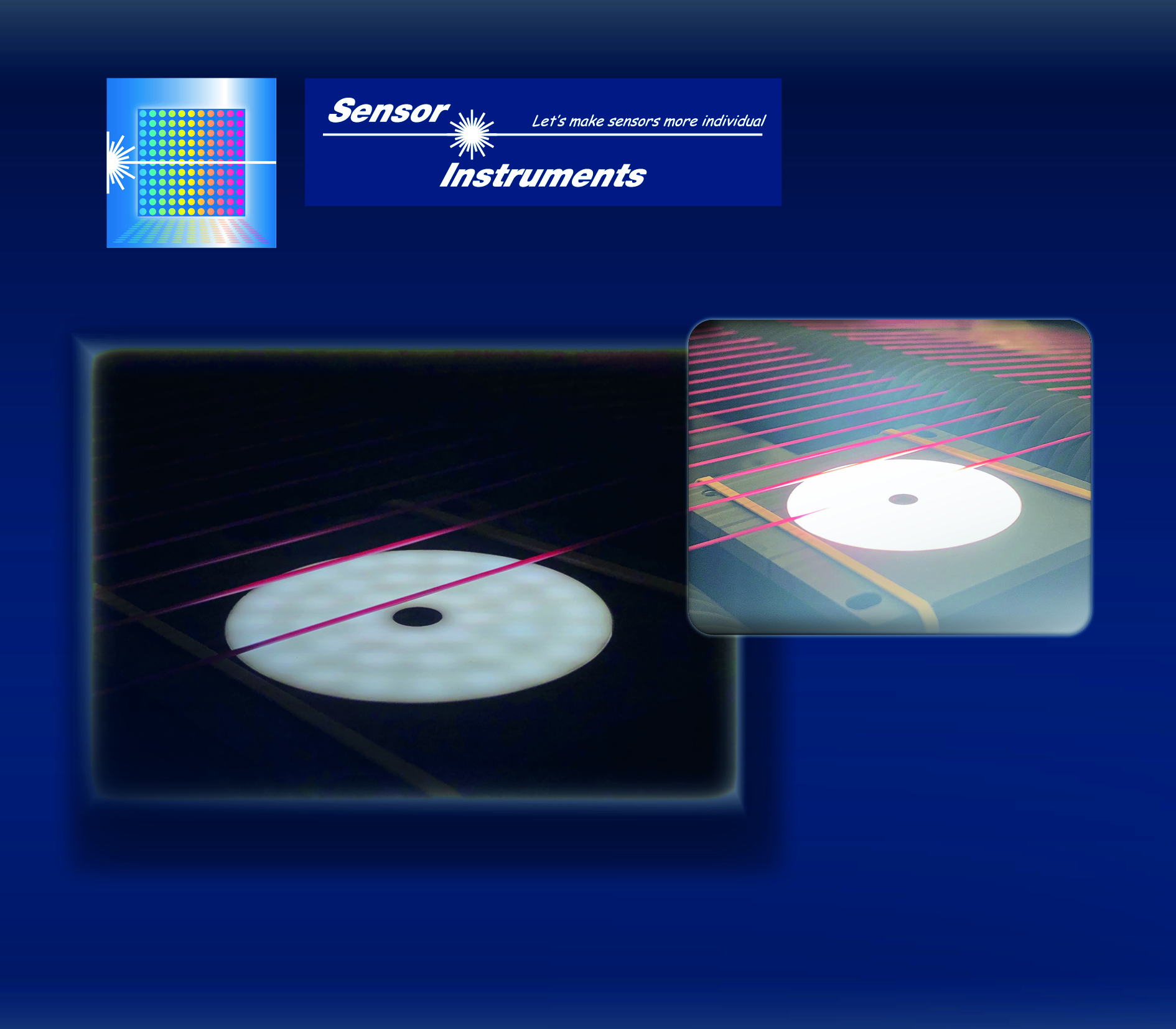
Zor bir başlangıç! Yıllar boyu bakir ham madde olarak adlandırılan saf ham maddelerin gölgesinde kalan geri dönüştürülmüş plastik ham maddeler artık kendi başarı hikayelerini yazıyor. Bunu farklı nedenleri var. İlk dönemlerde geri dönüştürülmüş plastik ham maddeler, teknik olarak karmaşık işlemlerden dolayı ekonomik değilken, iyileştirilmiş teknolojiler sayesinde hem kalite arttırılabilmiş hem de aynı zamanda maliyetler düşürülebilmiştir. Yine de, şayet Avrupa Birliği son yıllarda plastiklerin sürdürülebilir kullanımına yönelik yasal şartları oluşturmamış olsaydı, geri dönüştürülmüş plastik ham maddeler bu ilerlemeyi sağlayamayacaktı. Örneğin AB direktifi, plastik şişelerde geri dönüştürülmüş plastik ham maddelerin kullanımı asgari miktarlar belirlemiştir. İyileştirilmiş özelliklerine rağmen geri dönüştürülmüş plastik ham maddeler bakir ham maddelerin kalitesine ulaşamamaktadır, örneğin nominal duruma göre renk farklılıkları halen gündemdedir. Üretilecek bir ürünün nominal renk değerini sağlamak, ancak amaca uygun olarak bakir malzeme dozajlamasıyla elde edilebilmektedir. Dozajlanması gereken doğru miktarı tespit edebilmek için geri dönüştürülmüş plastik ham madde için bir renk ölçümü yapılmalıdır. Burada renk ölçümü INLINE olarak gerçekleştirilir, yüksek sıcaklıktan kaynaklanan nedenlerle renk ölçüm sistemi fiber optik sistem olarak yapılandırılmıştır (KL-D-0°/45°-85-1200-A3.0-VIS) ve 0°/45° renk ölçümü yöntemine göre çalışmaktadır. Çapı 25 mm olan beyaz ışık spot boyutunda optik olarak çok sayıda peletin ortalama değeri alınır, dolayısıyla fiber optik ön uca bağlanmış olan değerlendirme ünitesi SPECTRO-3-FIO-MSM-ANA-DL vasıtasıyla hassas bir renk değeri tespiti (L*a*b* veya xyY) sağlanabilir. Burada renk değerleri dozajlama ünitesinin kontrol ünitesine gönderilir ve nominal değere göre renk sapmasına bağlı olarak uygun miktarda bakir malzeme eklenir. ► Basın bülteni (Word/zip) |
SPECTRO-3-FIO-MSM-ANA-DL + KL-D-0°/45°-85-1200-A3.0-VIS SPECTRO-3-MSM-ANA Serisi |
31.07.2020 Basın bülteni
| İnce ve şeffaf plastik folyoların kalınlık ölçümü.
Özellikle streç folyolarda, üretimden sonra da kalınlığı (gerdirme işleminden sonra da) tespit edebilmek önemlidir. SPECTRO-MIR-10 ölçüm sistemiyle artık inline ve offline ölçümler yapabilen hızlı, hassas ve yabancı ışık dostu bir ölçüm sistemi mevcuttur. Ölçüm sistemi, SPECTRO MIR Scope V1.0 Windows® yazılımıyla ilgili folyo türüne kalibre edilebilir. Parametreleme yazılımının yanı sıra bir de SPECTRO MIR Monitoring V1.0 görüntüleme yazılımı mevcuttur ve bunun yardımıyla ölçüm verileri hem kaydedilebilir hem de grafiksel ve nümerik olarak, eğilimler de dahil olmak üzere gösterilebilir. ► Basın bültenig (Word/zip) |
 SPECTRO-MIR-10 SPECTRO-M Serisi |
30.06.2020 Basın bülteni
| Vinil tabanların değerli üreticileri, dert etmeyin, boşluğu biz buluruz!
Bir bakıma iki parke tahtasının arasındaki mesafeye karşılık gelen boşluğun tespiti için RED serisi sensörler arasından özellikle RED-50-L ile RED-110-L özellikle uygundur. Bunlarla derinliği ve genişliği 0,05 mm ve daha büyük olan boşluklar tespit edilebilir. Lazer kenar detektörünün yazılımı, koyu renkten açık renge ve mattan parlağa kadar farklı yüzeylere uyumu sağlar. Sensör, tipik olarak 85 kHz’lik maksimum tarama frekansıyla nesnelerin hızlı olarak değerlendirilmesi için en iyi şekilde donatılmıştır. ► Basın bülteni (Word/zip) |
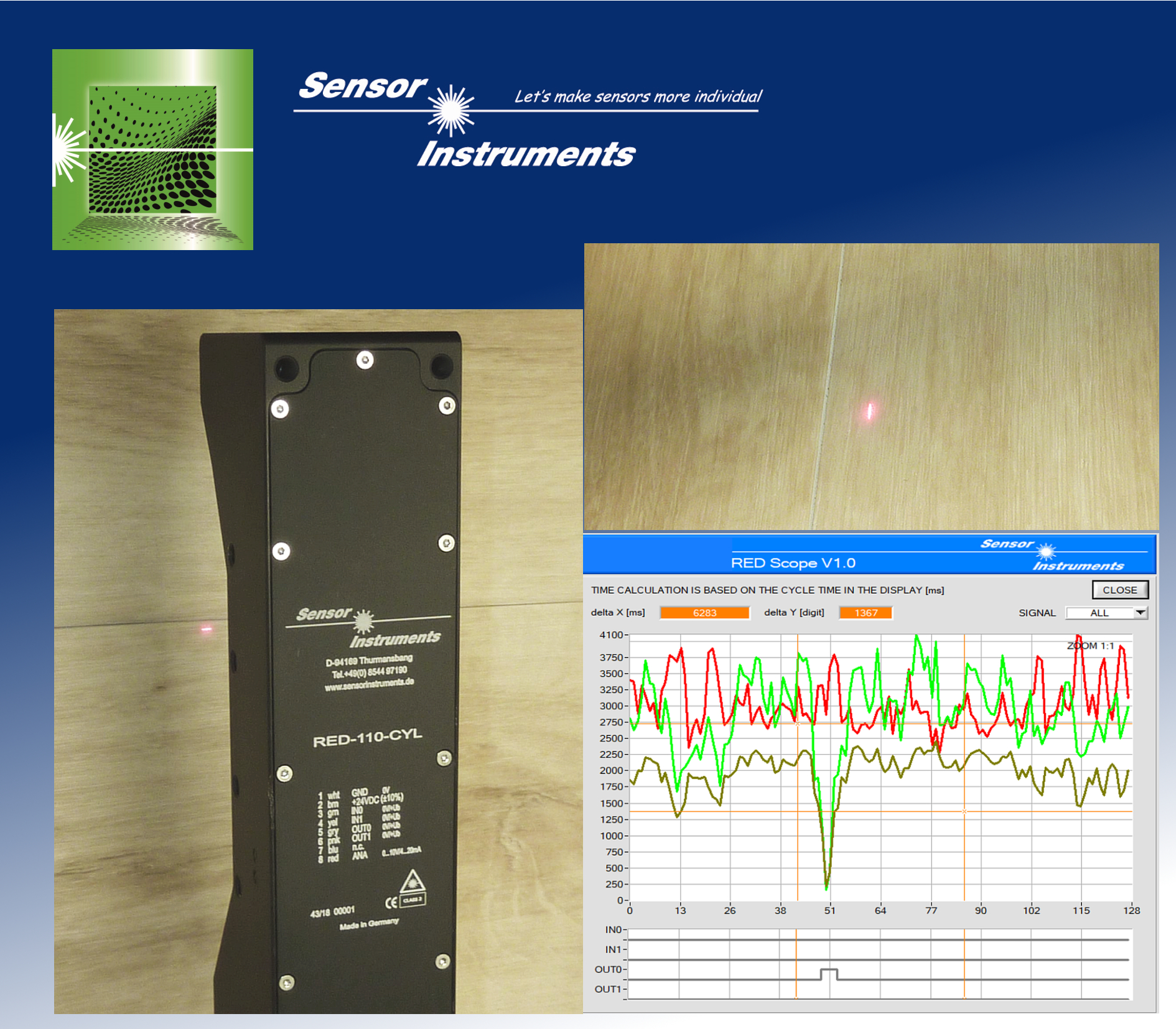 RED-110-L RED Serisi |
22.06.2020 Basın bülteni
| Boyama işleminden sonra metal levhalarının renklerinin yanı sıra parlaklığının da ölçülmesi gerekir. Parlaklık derecesinin ilgili nominal değere göre olası sapmalarına hızla tepki verebilmek için parlaklık ölçümü inline olarak ve olaya olabildiğince yakın noktada, yani boyama prosesinden hemen sonra gerçekleştirilir.
Burada GLOSS serisi (GLOSS-15-60°) bir parlaklık sensörü kullanılır ve parlaklık derecesi bunun yardımıyla nesneye 15 mm mesafeden ölçülebilir. ► Basın bülteni (Word/zip) |
 GLOSS-15-60° GLOSS Serisi |
09.06.2020 Basın bülteni
| Boyama işleminden hemen sonra metal levhaların rengi ölçülecektir. Burada hem çok parlak hem de aynı zamanda çok mat yüzeylerin mevcut olması ve renk değerinin parlaklık değerinden bağımsız olarak tespit edilmesi gerektiği dikkate alınmalıdır. Buna ilave olarak, bir yandan %100 kontrol şartını sağlamak diğer yandan da olası mevcut boya kaymasına olabildiğince hızlı tepki verebilmek için bu ölçüm inline olarak gerçekleştirilmelidir..
Renk ölçüm sensörü olarak, 45°/0° metoduyla çalışan bir SPECTRO-3 serisi cihaz önerilir (SPECTRO-3-28-45°/0°-MSM-ANA-DL).. ► Basın bülteni (Word/zip) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL SPECTRO-3-MSM-ANA Serisi |
26.05.2020 Basın bülteni
| Plastik folyoların yanı sıra mobilya sektöründe ve zemin kaplaması alanında kağıt esaslı folyolar da gittikçe daha fazla kullanılmaktadır. Artık mutfak, mobilya ve laminat zeminler için de dekoratif kağıtlar mevcuttur. Hem plastik hem de kağıt esaslı dekoratif folyolar için üretim esnasında eşit kalite ve parlak bir görünüm sağlamak eşit derecede önemlidir. Dekoratif folyoların parlaklık derecesinin sürekli olarak ölçüldüğü GLOSS-15-60° inline parlaklık sensörü burada önemli katkılar sağlayabilir.
► Basın bülteni (Word/zip) |
 GLOSS-15-60° GLOSS Serisi |
14.05.2020 Basın bülteni
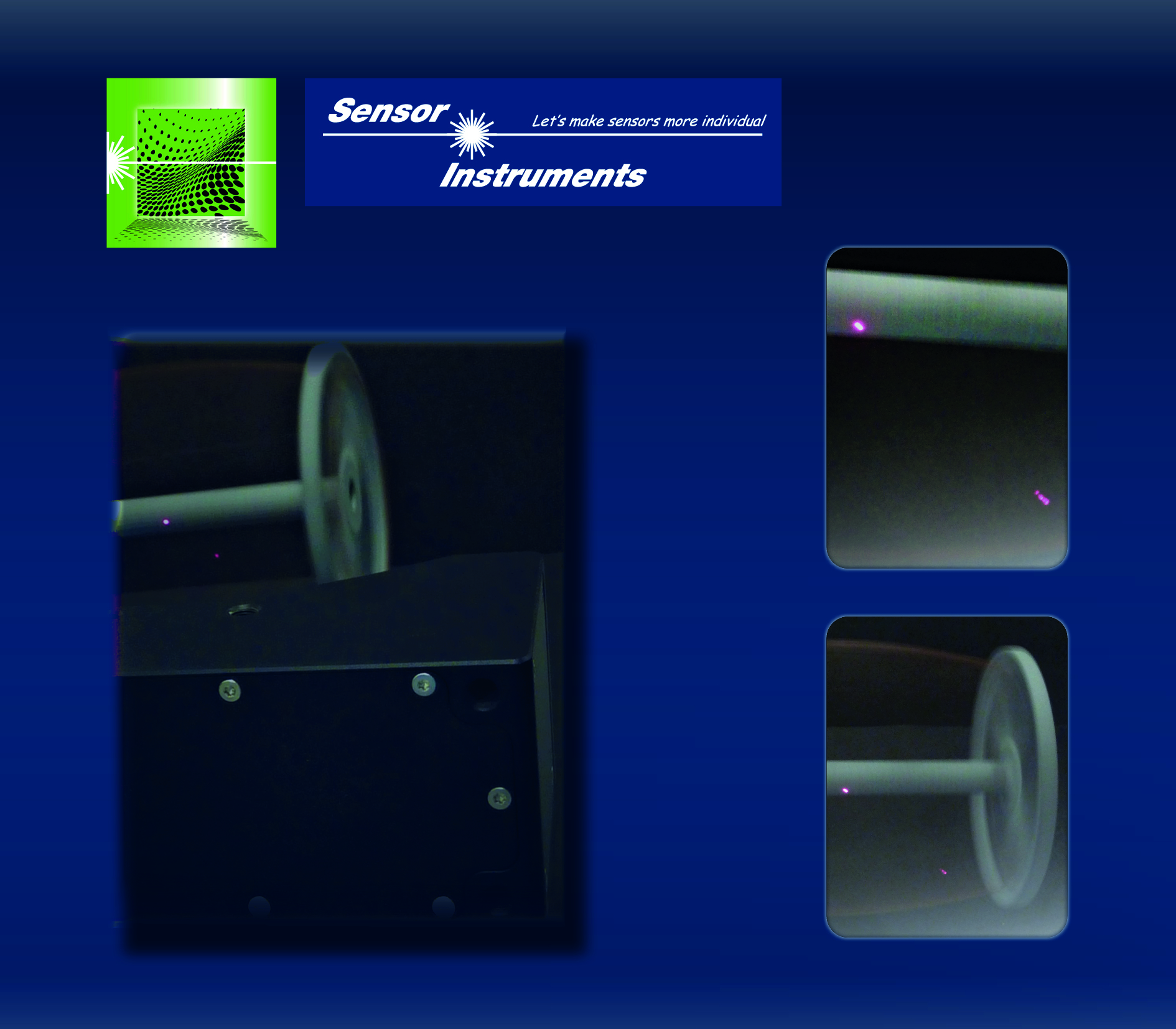
| Radyal ve aksiyal fanların üretimindeki son adımlardan biri, fana verilen DC gerilimine bağlı olarak doğru frekans akışının kontrolüdür. Burada frekans ölçümünün en kolay yolu tek yönlü ışık bariyeri (örneğin bir D-LAS2-d1.0-T + D-LAS2-Q-d1.0-R-HS, tipik 300 kHz anahtarlama frekansıyla donatılmış olarak) sağlanabilir. Ancak çoğu durumda ilgili fan versiyonun fan kanatlarına sadece tek taraflı olarak ulaşılabilir, bundan dolayı alternatif olarak bir yansıyan ışık versiyonu kullanılmalıdır.
Burada RED Serisi (örn. RED-50-L veya RED-110-L) iyi iş görebilir. ► Basın bülteni (Word/zip) |
 RED-50-L, RED-110-L RED Serisi |
07.05.2020 Basın bülteni
| Plastiklerin sınıflandırılabilirliğini ve buna bağlı olarak geri dönüştürme oranlarını artırmak için şimdiden muhtelif inisiyatifler ve teknik yaklaşımlar mevcuttur. Bazı yöntemler, plastiklerin esas malzemelerini ayırt edebilmek için yakın kızıl ötesi yönteminin (NIR) olanaklarına dayanır, başkaları ise plastik ambalajların sınıflandırılabilmesi ve geriye dönük izlenebilirliği için kodlanmaları yöntemini izler.
Sensor Instruments ve GABRIEL-CHEMIE, plastik malzemeleri ve ürünleri malzemenin içine entegre edilmiş, makine tarafından okunabilen bir imza ile donatmak için yeni bir teknoloji geliştirdiler. . ► Basın bülteni (Word/zip) |
 Plastik ürünlerin işaretlenmesi ve benzersiz tanımlanmasıg Taggant Technology TAGTEC |
07.04.2020 Basın bülteni
| Alüminyum flex boruların üretiminde, flex boruların ölçülen uzunluğundan ziyade, mevcut kat izlerinin sayısı önemlidir, çünkü malzemenin “akordeon etkisinden” dolayı gerçek uzunluk ancak yetersiz bir hassasiyetle ölçülebilir.
Kat izlerinin sayılması için burada RED Serisi (örn. RED-50-L veya RED-110-L) bir kenar detektörü kullanılabilir. Alüminyum flex boru, kat izlerinin sayılması esnasında lazer sensörünün yanında hareket ettirilir. Sensör burada her bir kat için dijital bir çıkış sinyali verir. ► Basın bülteni (Word/zip) |
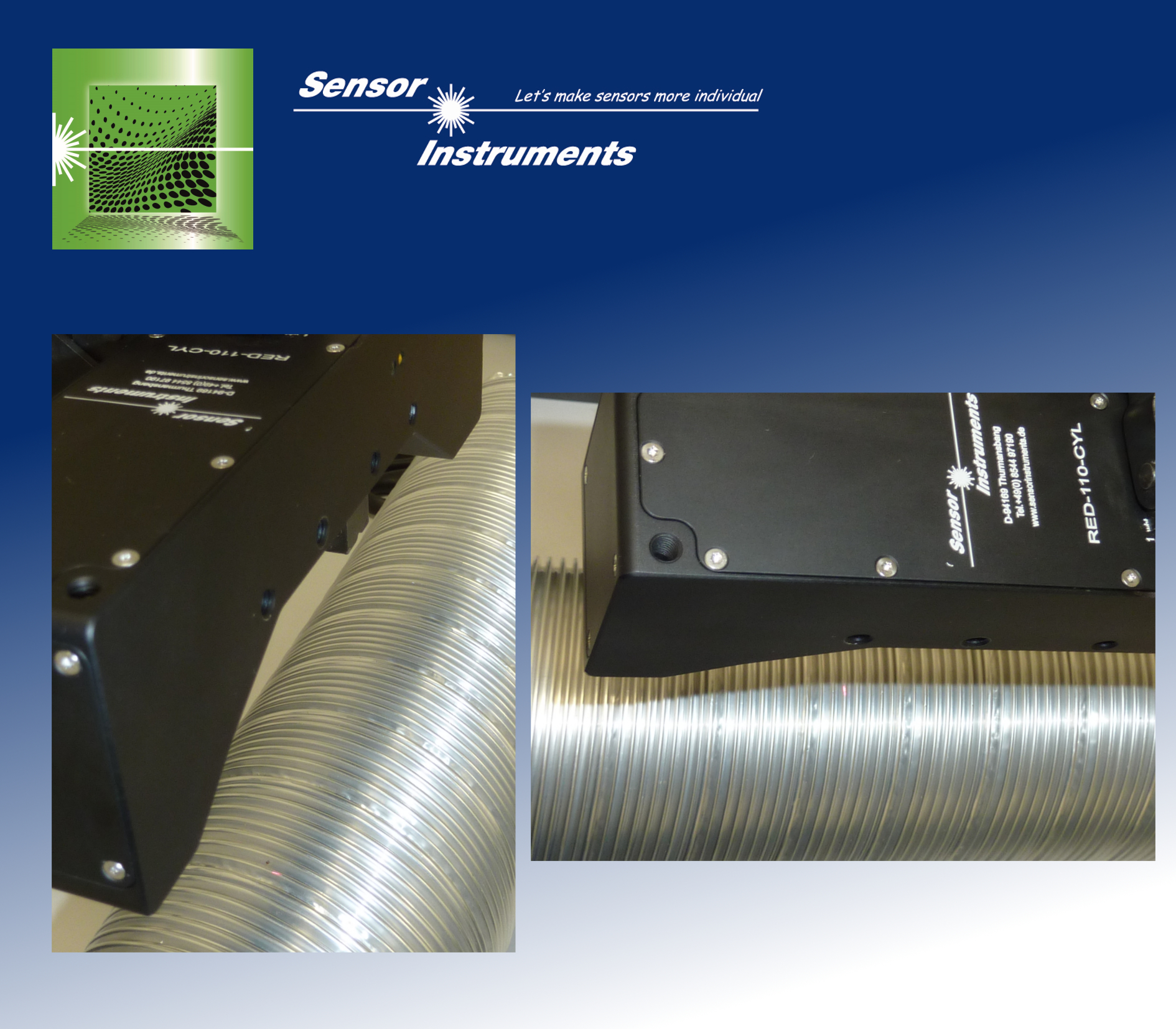 RED-50-L, RED-110-L RED Serisi |
23.03.2020 Basın bülteni
| Turbo şarjlarda kullanılacak olan kompresör çarklarının frekansı ölçülecektir. Burada dakikada 300.000’e varan devir sayıları ortaya çıkabilir. Bu kompresör çarkları normalde 10 kadar kanada sahiptir ve bunlar frezelenmiş alüminyumdan oluşur. Bu kompresör kanatlarının frekansı optik olarak belirlenmek istendiğinde, bu kanatların her birinin bir sinyal değişimine sebep olduğu dikkate alınmalıdır - böylece dakikada 3.000.000’a varan anahtarlama işleminin gerçekleşeceği hesaba katılmalıdır, bu da yakl. 50 kHz’lik bir frekansa (kanatlar dikkate alındığında) karşılık gelir. Bu durumda maksimum tarama frekansı tipik olarak 100 kHz olan RED-50-P veya RED-110-P tipinde bir kenar detektörü bile oldukça “terleyecektir”.
► Basın bülteni (Word/zip) |
.jpg) RED-50-P, RED-110-P RED Serisi |
09.03.2020 Basın bülteni
| Zımpara kağıdı üretiminde kumun, yani zımpara maddesinin tanecik boyutunun (örneğin alüminyum oksit veya silisyum karpit) izin verilen tolerans aralığında olmasına dikkat edilmesi gerekir. Öncesinde yapılan laboratuvar testleri, zımpara kağıdı yüzeyinin parlaklık derecesinin kum ile çok iyi bir korelasyon içerisinde olduğu görülmüştür; tanecik boyutu ne kadar küçükse, buna bağlı olan parlaklık derecesi o kadar fazladır.
► Basın bülteni (Word/zip) |
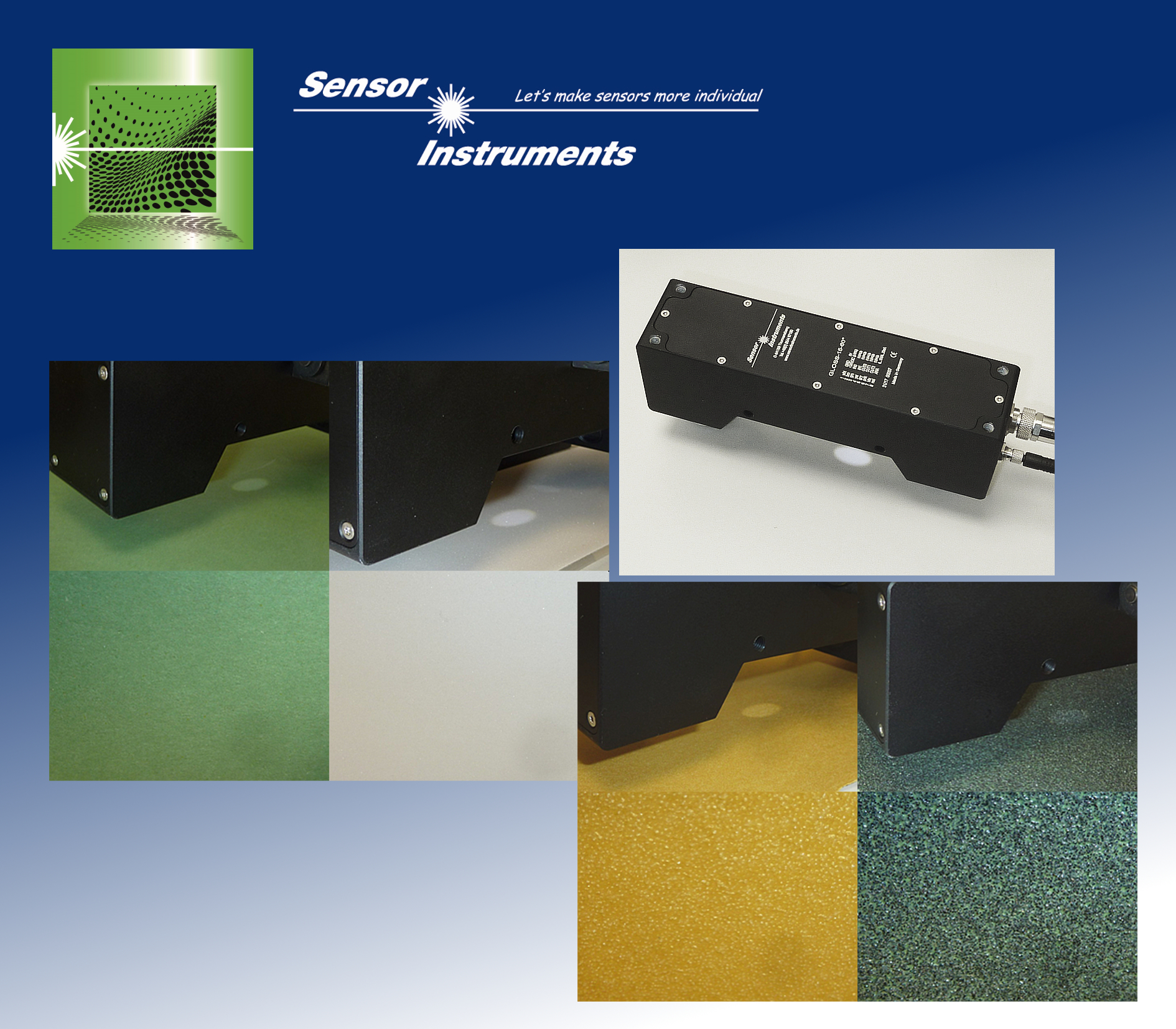 GLOSS-5-85°, GLOSS-15-60° GLOSS Serisi |
04.03.2020 Basın bülteni
| Farklı kalınlık, renk, şekil ve yüzey yapısına sahip plastik teller çok farklı alanlarda çok çeşitli kullanım olanaklarına sahiptir. Örneğin tenis raketleri polyesterden mamul monofilamentlerden üretilir, tellerin üçgen şeklindeki profili oyuncuya daha fazla spin sağlar; büyük plastik çuvalların, yani Big Bag’lerin, üretiminde kullanılan monofilamentlerde öncelikle yassı bant malzemesi uygundur. Kağıt üretiminde ıslak alanda, yuvarlak plastik monofilamentlerden mamul elekli taşıma bantları kullanılır ve diş fırçasının plastik telleri için plastiğe abrazif malzeme eklenir. Yakın zamanda plastik monofilamentler 3D yazılarda da kullanılır. Burada da farklı çaplara sahip yuvarlak teller kullanılır. İlgili kullanıcı için şeklin yanı sıra rengin sürekliliği de belirleyicidir, çünkü renk sapmaları sıklıkla plastik malzemenin kalite farkı olarak yorumlanır. Özellikle dokunmuş ürünlerde, örn. plastik elekler, Big Bag’ler ve ayrıca tenis raketlerinde, en küçük renk nüansları bile (tipik olarak dE = 1 renk farkından itibaren) bakan kişi tarafından algılanabilir. Bundan dolayı monofilamentlerin rengini henüz üretim esnasında, yani inline olarak kontrol etmesi önerilir ve hatta gereklidir. Plastik monofilamentlerin nesne boyutu, şekli ve parlaklığı, şu ana kadar inline renk ölçüm cihazlarının kullanımı, özellikle de denetim esnasında > dE = 0,7 renk farkının güvenilir şekilde algılanması gerektiğinden zorlaştırıyordu.
Sensor Instruments GmbH firmasının SPECTRO-3-12-DIF-MSM-ANA-DL renk ölçüm sensörü ile artık, bir yandan gerekli renk çözünürlüğüne sahip (< dE = 0,3) ve diğer yandan optimum şekilde ilgili nesne boyutuna ve renge parametrelenebilen bir inline sensör mevcuttur.. ► Basın bülteni (Word/zip) |
 SPECTRO-3-12-DIF-MSM-ANA-DL SPECTRO-3-MSM-ANA Serisi |
27.02.2020 Basın bülteni
| Kablo ve ayrıca yüksek gerilim hattı imalatında münferit olarak yalıtılmış teller veya alüminyum telleri birbiriyle halat haline getirilmelidir. Bu işlem uygulamada kablo halat örme tesislerinde gerçekleştirilir. Burada münferit damarlar veya teller, bir çekirdek telin etrafına sarılır. Bir damar veya tel kopmasının denetlenmesi için burada çekirdek damar veya çekirdek tel nispeten basit şekilde uygun bir tek yönlü lazer ışık bariyeri ile içinden geçen ışık yöntemiyle kontrol edilebilir (örn. D-LAS2-Qinv-d0.15-R + D-LAS2-d0.15-T).
Dış damarların veya dış tellerin denetlenmesi ise bunun için bir RED Serisinin (RED-110-P-F60) ilgili şekilde uyarlanmış bir kenar detektörü ile gerçekleştirilebilir. ► Basın bülteni (Word/zip) |
 RED-110-P-F60 RED Serisi |
04.02.2020 Basın bülteni
| Teknoloji bir bakıma hayat gibidir: sürekli yokuş aşağı veya sürekli yokuş yukarı gitmez. Çoğu zaman bir “down” sonrasında bir “up” yaşanır, kenarda da durum böyledir: Genelde yükselen bir kenardan sonra düşen bir kenar gelir ve tersi de geçerlidir.
Kenar detektörleri serisinde artık RED-60-CLS-L ile RED-60-CLS-P, yükselen ve düşen kenarların deteksiyonunu sağlar. ► Basın bülteni (Word/zip) |
RED-60-CLS-L, RED-60-CLS-P RED Serisi |
07.11.2019 Basın bülteni
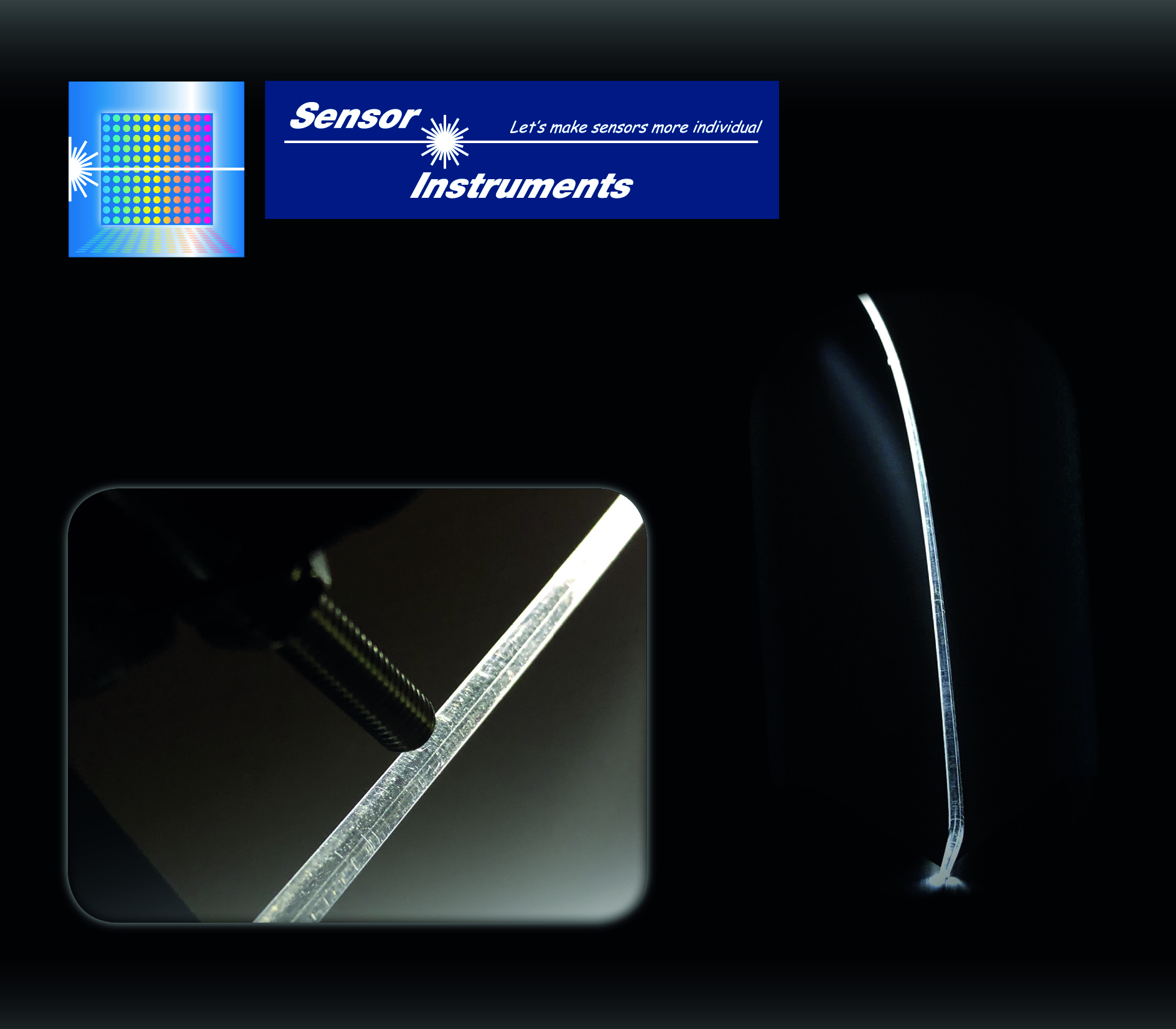
| Işık iletken çubuklar Gittikçe daha fazla sayıda araç, ambiyans alanı olarak adlandırılan iç mekânda ışık iletken çubuklarla donatılır. Bunları artık kapı iç döşemelerinde, gösterge panelinde, orta konsolda ve ayrıca iç tavan kaplamasında görmek mümkündür. Işık, ışık iletken çubuklar vasıtasıyla yarı şeffaf yassı bantlar ile otomobilin iç mekânına iletilir. Işık iletken çubuktaki bir homojensizlik, buradan geçen ışığın dağılımını etkileyecektir ve ortama bakan kişi, karanlıkta araç sürerken bu farklılığı ışık bandı boyunca daha parlak veya daha az parlak bir nokta olarak görecek ve bu durumdan rahatsız olacaktır. ► Basın bülteni (Word/zip) |
 SPECTRO-3-FIO-ANA-LEDCON-HA SPECTRO-3-ANA Serisi |
14.10.2019 Basın bülteni
| İnline detektörler yeni tip bileşen işaretlemesi sunuyor
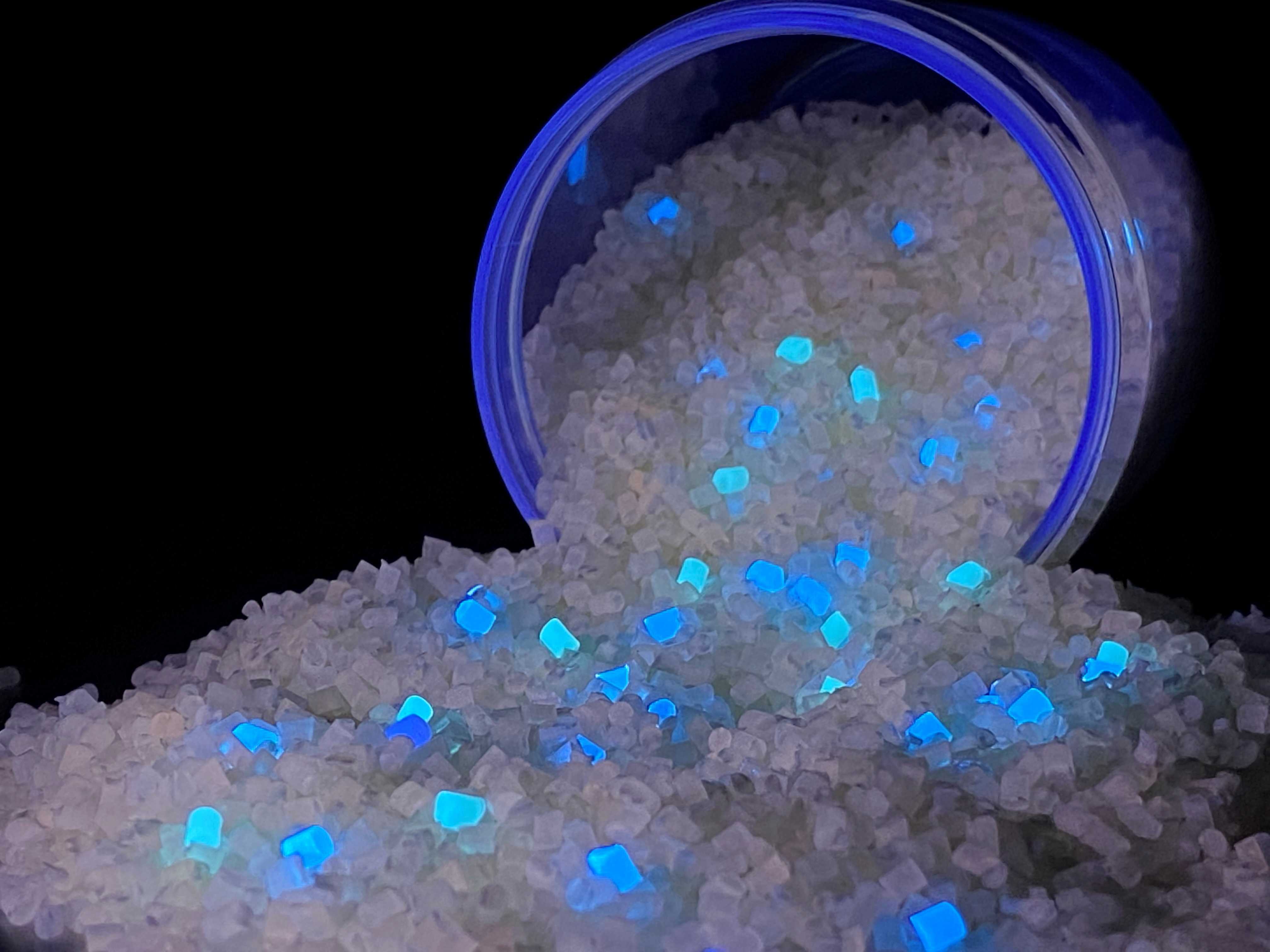
Endüstriyel üretimin ve proseslerin kapsamlı bir dijitalleştirilmesi sürecinde (Başlık: Endüstri 4.0) üretilen bileşenler için yeni türde bir işaretleme, şu ana kadar düşünülmeyen olanaklar sunuyor. Münferit işaretleme (floresanslı partiküllerin nesne yüzeyine veya nesnenin matrisine rastgele dağılımı) vasıtasıyla sanal bir anahtar üretilebilir ve bunun yardımıyla ürüne özgü veriler, örn. sunucu (veya bulut) üzerine kaydedilebilir. Floresanslı partiküllerin rastgele dağılımı sayesinde bu “yıldız kodu” bir nevi “dijital parmak izi” oluşturur. Gözlemleme alanındaki az sayıda partikül bile, kod başına düşük bir bellek ihtiyacıyla güvenli ve dayanıklı bir algılamaya yeterlidir. ► Basın bülteni (Word/zip) |
 LUMI-STAR-MOBILE, LUMI-STAR-INLINE LUMI Serisi |
29.04.2019 Basın bülteni
| Parlaklık derecesinin algılanması için el cihazları yıllardır başarıyla sanayide kullanılmaktadır. Burada standart olarak üç izleme açısı yerleşmiştir: Dikey eksene göre 20°, 60° ve 85°. Bunun bir istisnası kâğıt sanayidir ve burada öncelikle 45° ile 75° izleme açıları tercih edilir. Parlaklık derecesinin belirlenmesi için incelenecek nesne yüzeyinin direk yansıması kullanılır.
► Basın bülteni (Word/zip) |
 Satır içi parlaklık ölçerler GLOSS Serisi |
22.03.2019 Basın bülteni
| Endüstriyel olarak üretilen düz camın %95’i düz cam (float) yöntemiyle üretilir. Bu yöntemde sıvı cam sürekli olarak sıvı kalayın bulunduğu bir banyoya beslenir. Cam eriyiği burada daha düşük yoğunluğu nedeniyle parlak kalay yüzeyde yüzer ve uzun bir kalay banyosunda eşit kalınlıkta ve çok düz bir film oluşturur.
Kalay eriyiğine bakan taraf az miktarda kalay ile kontamine olur ve bundan dolayı düz camın örn. cam yüzeyinin kaplanması gibi daha sonraki işlem adımları üzerinde etkisi olur. Yani düz camın sonraki işlemleri için, kalay banyosu tarafından kontamine olmuş olan tarafı alev tarafından (alevli polisaj, düz cam üretimi esnasında kalay banyosunun aksi tarafındaki cam yüzeyi ısıtılır) ayırt edilmesi önemlidir. ► Basın bülteni (Word/zip) |
 SPECTRO-1-FIO-UVC/UVC SPECTRO-1 Serisi |
20.02.2019 Basın bülteni
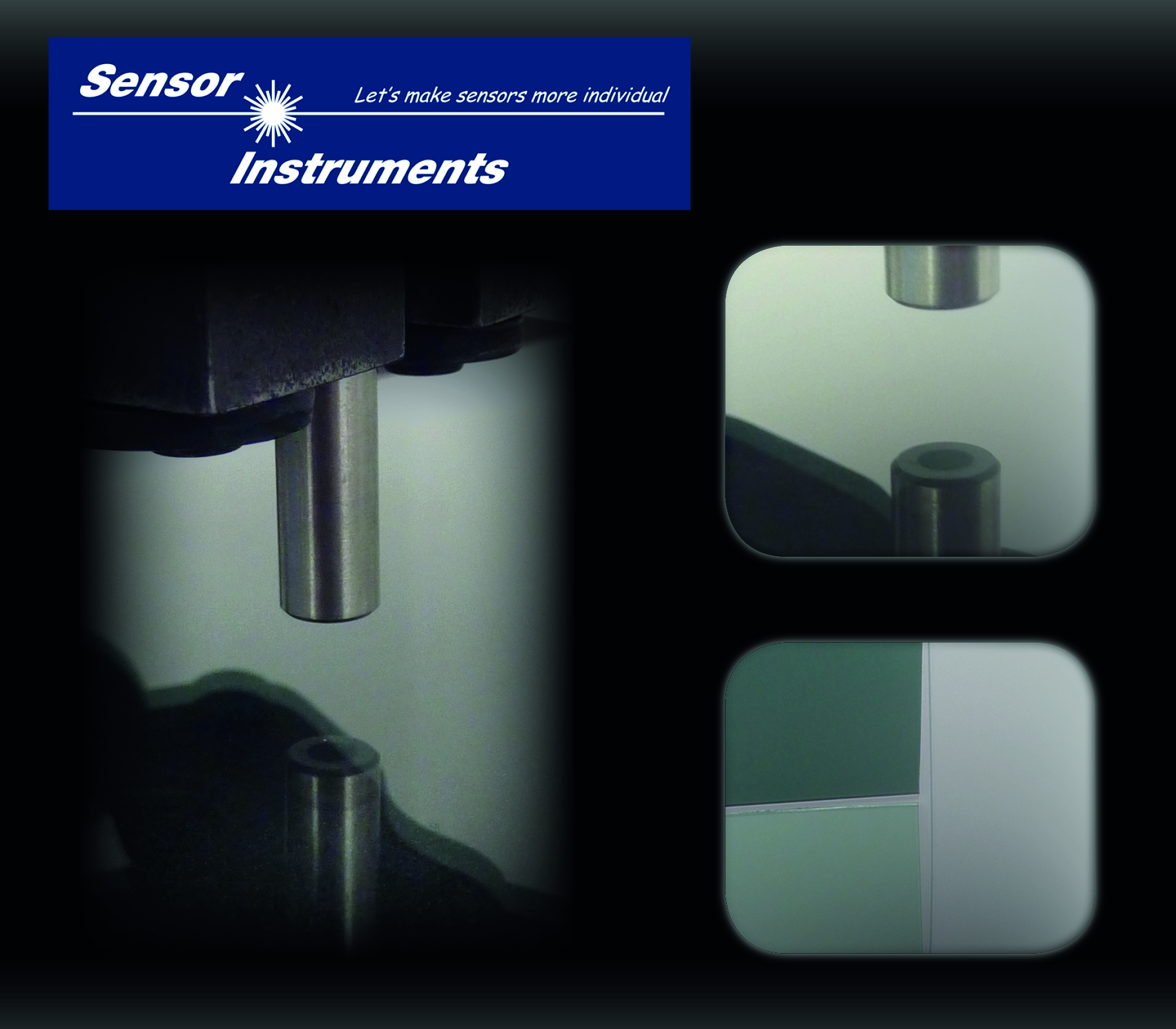
| Otomotiv endüstrisi için yağ ve hava filtrelerinin üretiminde, gerekli akış miktarının sağlanabilmesi için filtre malzemesi katlanır, böylece çok küçük bir hacimde yüksek bir filtre yüzeyi kullanıma sunulur. Burada filtre türüne göre farklı kat derinlikleri ve kat sayısı söz konusudur.
► Basın bülteni (Word/zip) |
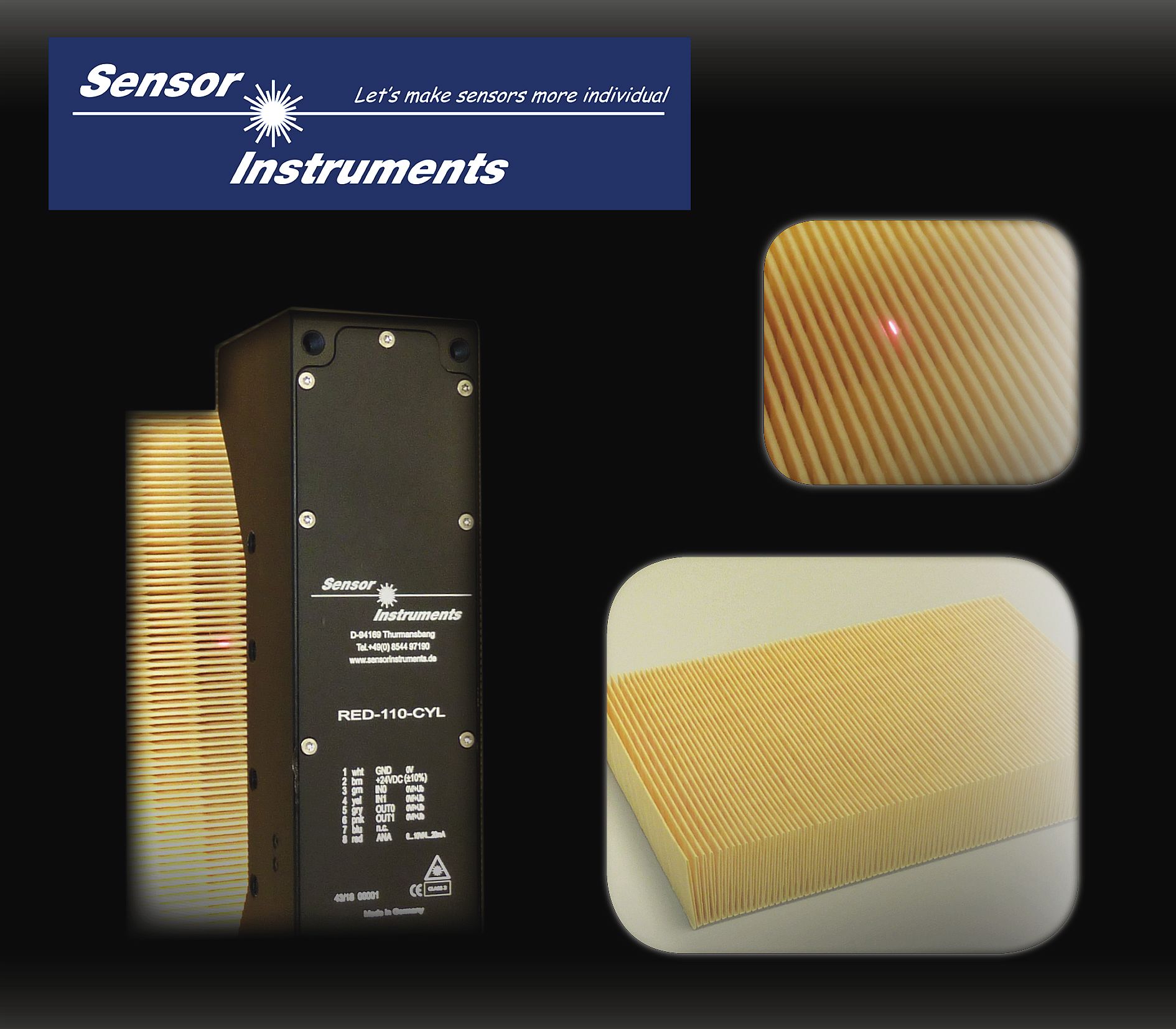 |
| RED-110-L RED Serisi |
07.02.2019 Basın bülteni
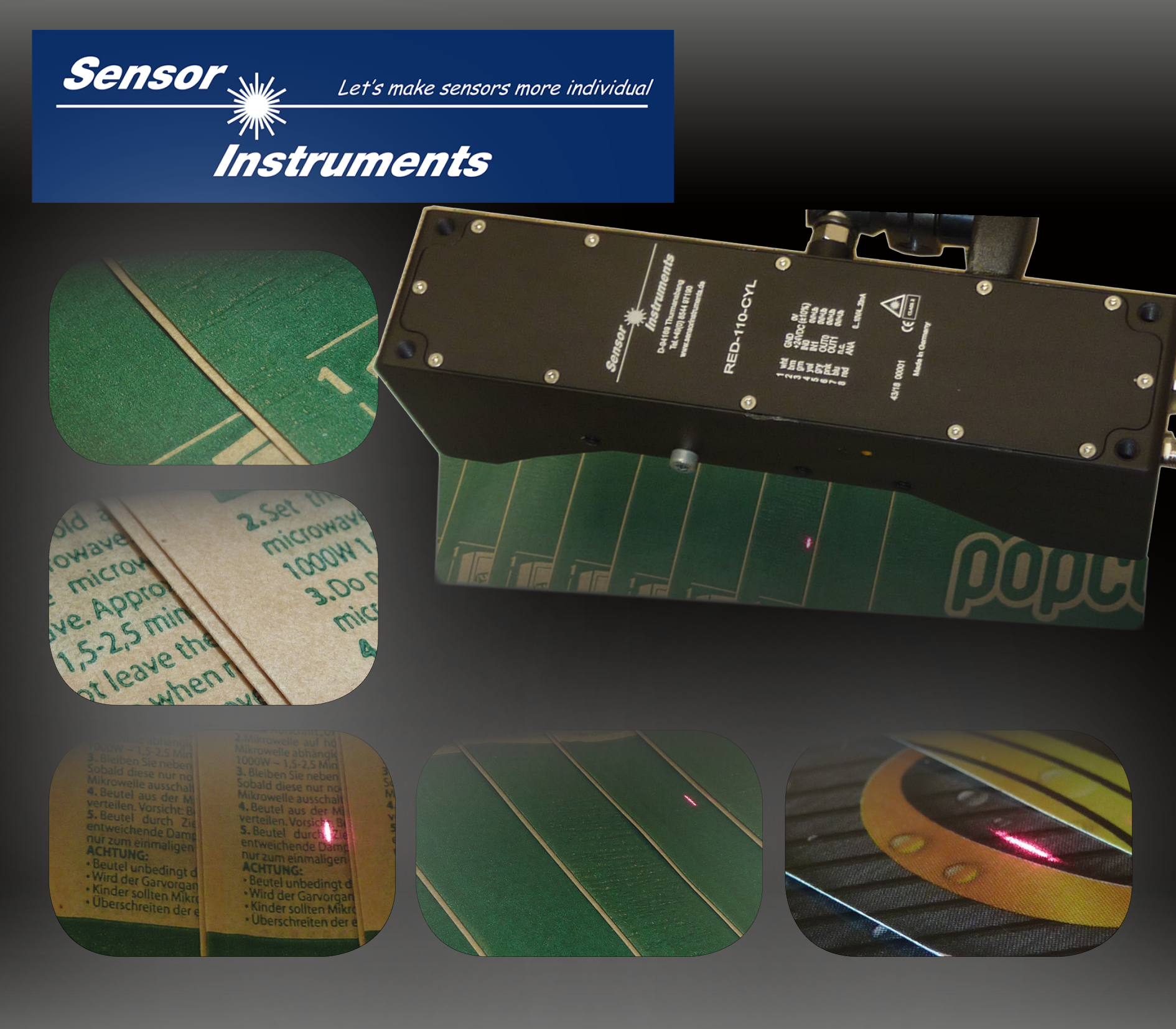
| Kaynak dikişlerinin algılanmasında muhtemelen önce kontrast veya renk sensörleri akla gelir, çünkü kaynak dikişi ürünün diğer kısımlarından optik olarak oldukça ayırt edilebilir bir yapıya sahiptir.
Ancak uygulamada bu yöntemlerin sıkça ek ayarlama ve ek parametreleme ile öne çıktığı görülmektedir. ► Basın bülteni (Word/zip) |
 |
| RED-110-L RED Serisi |
Sensör üreticisi olarak şu ana kadar dijital çıkışlı ve bir adet 0V ila +10V analog gerilim çıkışlı ve 4 mA ila 20 mA analog akım çıkışlı cihazlar üretmek yeterliyken, yakın zamanda sensör ile programlanabilir kontrol üniteleri (PLC) arasındaki iletişim çoğu durumda seri dijital ve buna bağlı olarak yüksek veri oranlarında gerçekleşecektir. Yani gelecek, Endüstriyel Ethernet’in olacaktır.
► Basın bülteni (Word/zip) |
 |
| RS232 - PROFINET® dönüştürücü ve RS232 - EtherCAT® dönüştürücü |
21.01.2019 Basın bülteni
| Detektörler, özellikle plastik bardak veya plastik kapak gibi istifli şeffaf parçaların tespiti ve sayılmasında şimdiye kadar yapabileceklerinin sınırına ulaşıyordu. Ancak özellikle de ambalajlama esnasında bir ambalaj ünitesindeki nesne sayısını bilmek önemlidir. RED Serisi buna çözüm getiriyor (bu uygulama bir RED-110-L kullanılmıştır).
► Basın bülteni (Word/zip) |
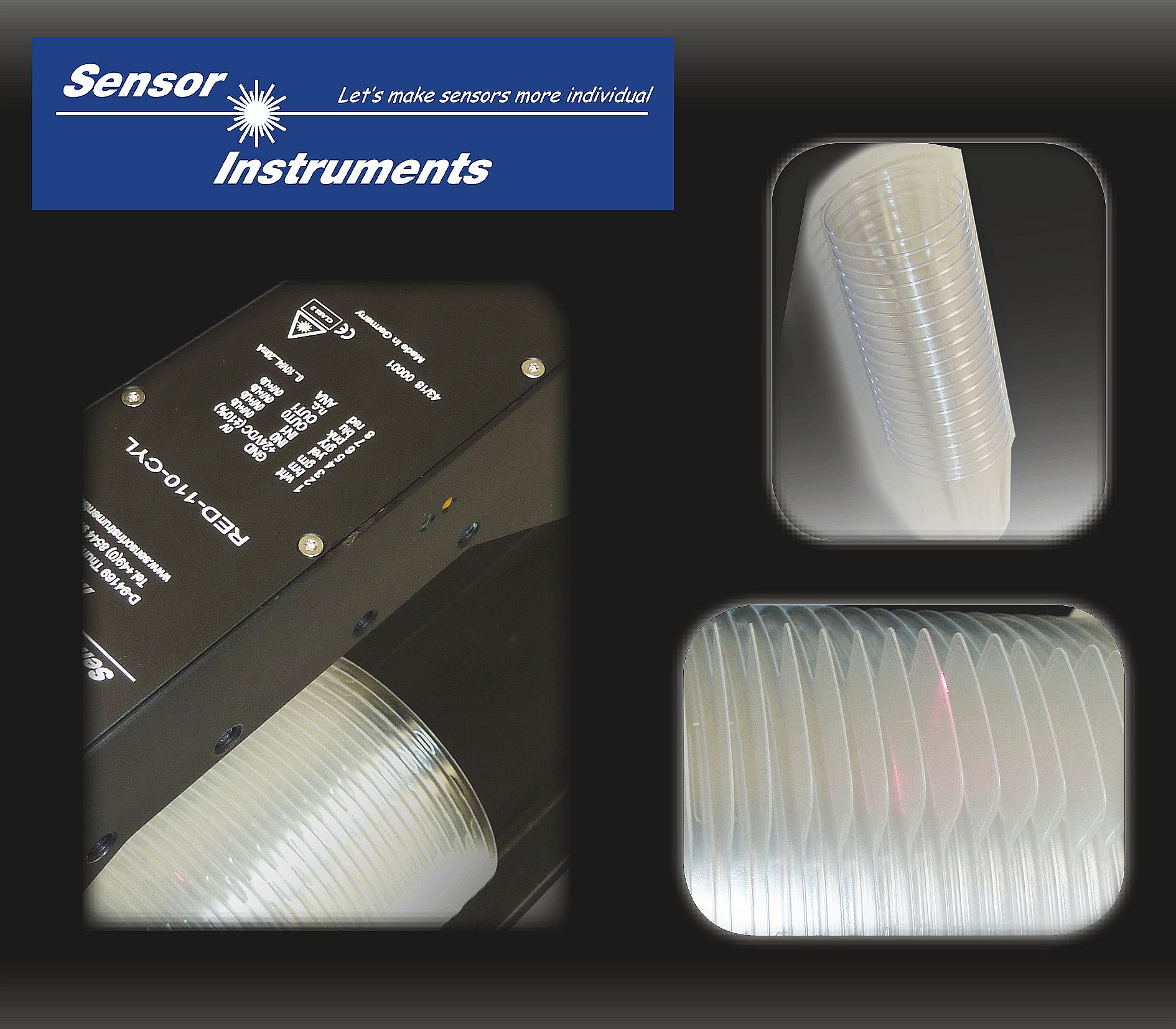 |
| RED-110-L RED Serisi |
26.11.2018 Basın bülteni
| Önce her şey çok açık gibiydi, yine bir ölçüm göreviydi ve biz bunu GLOSS Serisi sensörle kesin bir şekilde halledebilecektik. Müşterimizin bize o zamana kadar anlattıklarına bakılırsa, her şey bize bunun bir parlaklık derecesi ölçümü olduğunu gösteriyordu ve tek soru, ölçümün hangi açıyla yapılacağıydı: Dikeye göre 20°, 60° ya da 85° mi olacak?
► Basın bülteni (Word/zip) |
 |
| GLAST-85-30°/30°-DIF-1.0/1.0 GLOSS Serisi |
19.11.2018 Basın bülteni
|
Kartonaj, dergi veya tek sayfaların ambalajlanmasında bir paket içerisindeki ürünlerin sayısının doğruluğu sağlanmalıdır. Malzeme burada çoğu durumda üst üste bindirilmiş olarak taşınır ve ardından dergi, gazete veya reklam broşürlerinin söz konusu olduğu durumlarda çapraz yerleştirilmiş olarak ambalajlanır. Üst üste bindirilmiş malzeme akışı, nüshaların kalınlığına ve bunların taşıma hızına bağlı olarak (10 m/s hıza kadar ulaşabilir) farklı yüksekliklerde olabilir. ► Basın bülteni (pdf) ► Basın bülteni (Word/zip) |
 |
| RED-110-L RED Serisi |
19.11.2018 Basın bülteni
| Ön camda kullanılan püskürtme nozullarında son yıllarda bazı gelişmeler oldu. Artık kademeli ve noktalı püskürtme yapılıyor. Öngörülen bir açısal bölgeye homojen bir püskürtme yapmak artık kademeli nozullarla tam olarak sağlanmaktadır ve ayrıca ön kameralara noktasal püskürtme de yönlendirilmiş, neredeyse hiç sapma göstermeyen noktasal püskürtücülerle mümkündür. ► Basın bülteni (pdf) ► Basın bülteni (Word/zip) |
|
| L-LAS-TB-100-AL-SC L-LAS-TB-AL-SC Serisi |
09.11.2018 Basın bülteni
Boyaların üretim esnasındaki renk kontrolü şu ana kadar esas olarak laboratuvarda yapılıyordu. Bunun için bir boya numunesinin alınması gerekir ve bu numune ince bir boyama tabakası olarak kuru halde rengine ilişkin kontrol edilir. Bu işlem elbette ki belirli bir süre alır ve bu süre boyunca boya üretimi duruma göre izin verilen toleransların dışında devam edebilir ve bundan dolayı zaman kaybı ve yüksek maliyet altında yeniden işleme alınmak zorundadır. ► Basın bülteni (pdf) ► Basın bülteni (Word/zip) |
 |
| SPECTRO-3-28-45°/0°-MSM-ANA-DL SPECTRO-3-MSM-ANA Serisi |
22.10.2018 Basın bülteni
Özellikle örn. ambalaj sanayinde kullanılan şeffaf, istiflenmiş plastik kapakların sayılması şu ana kadar oldukça sorunlu olmuştur, çünkü bir yandan münferit kapakların kenarları her zaman doğru hizalanmamıştır ve diğer yandan özellikle şeffaf nesnelerde yansıyan ışık prensibine göre çalışan sayaçlar güvenilir bir sayım sonucu vermemektedir.
► Basın bülteni (pdf) ► Basın bülteni (Word/zip) |
 |
| A-LAS-N-F16-9.5x0.8-150/80-C-2m + SPECTRO-1-CONLAS A-LAS Serisi + SPECTRO-1 Serisi |
