








Diese Seite übersetzen:
Farbkontrolle und Farbmessung
16.02.2021
| Beim Färben von Textilfasern sollte möglichst zu Beginn des Einfärbeprozesses der Farbton inline gemessen werden. Die Information über den aktuellen Farbton, den sogenannte Istwert, kann dabei mittels SPS mit dem Farbton-Sollwert verglichen werden. Die Differenz dieser beiden Farbwerte gibt dann Auskunft, ob mehr oder weniger Farbe dem Farbbad zugesetzt werden soll.
Zur Farbmessung des Faserstranges eignet sich ein Farbsensor Typ SPECTRO-3-28-45°/0°-MSM-ANA-DL, der über eine 45°-Rundumbeleuchtung verfügt und normal (unter 0°) die Farbe detektiert. Direktreflexionen, wie sie beispielsweise von der während der Messung noch nassen Farbe herrühren, werden dadurch weitestgehend vermieden. Der Abstand vom Sensor zum Farbstrang liegt dabei bei typisch 28mm und der Detektionsbereich nimmt bei diesem Abstand einen Durchmesser von ca. 10mm ein. ► zur Pressemitteilung (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL SPECTRO-3-MSM-ANA Serie |
08.02.2021
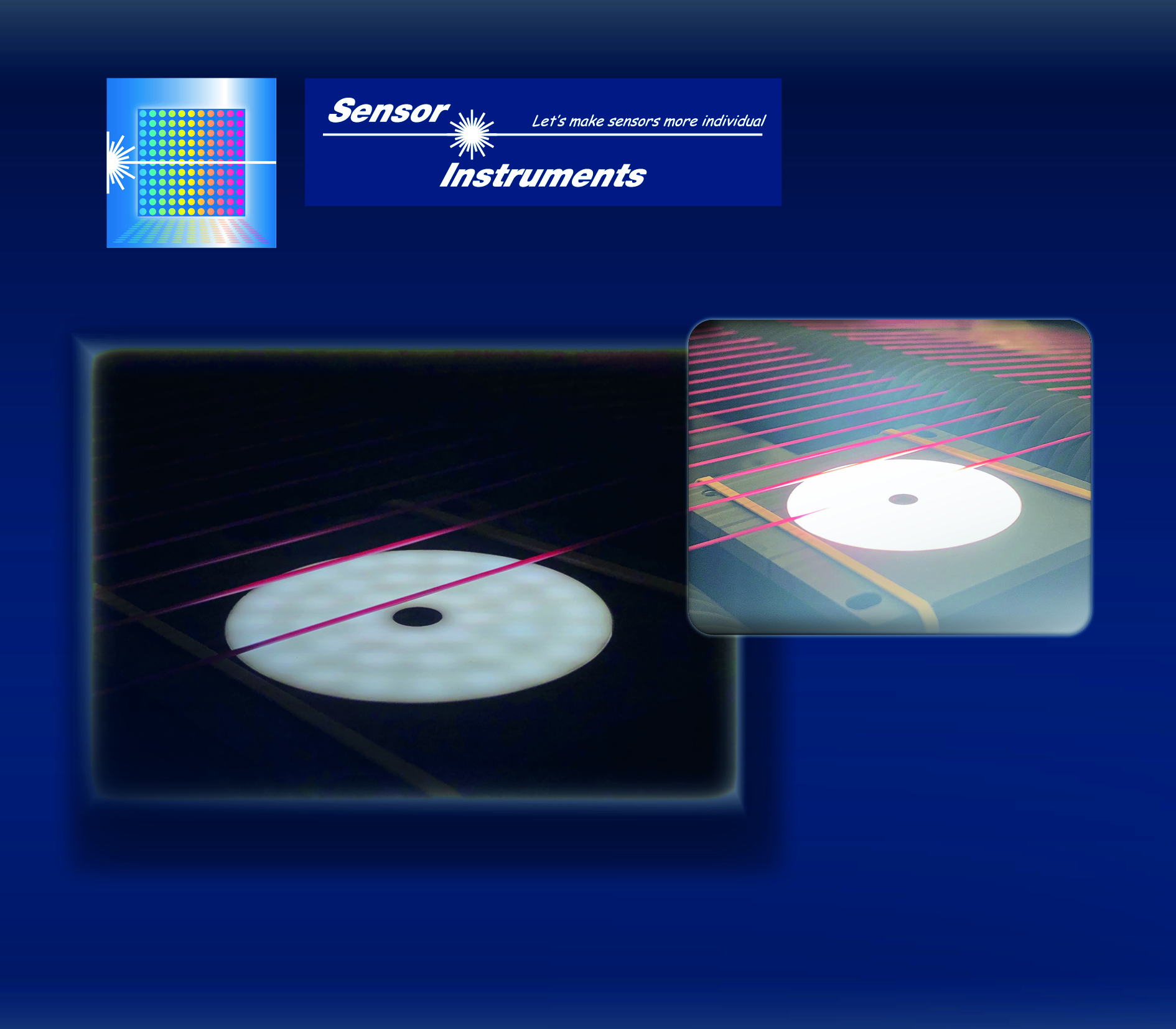
| Verschiedenfarbige Altkleider, die auf einem Förderband transportiert werden, sollen nach Farbe sortiert werden. Dabei ist sowohl die Reihenfolge, die Ausrichtung der Kleidungsstücke, als auch die Faltung, ob flach oder aufgebauscht, zufälliger Natur. Des Weiteren werden die Altkleidungsstücke einzeln, d.h. mit einer Lücke zwischen den einzelnen Textilien befördert, so dass ein Blick auf das jeweilige Kleidungsstück senkrecht von oben ermöglicht wird. Ferner ist die Transportgeschwindigkeit des Förderbandes konstant, diese liegt in etwa bei 1m/s. Sobald die Farbe des jeweiligen Kleidungsstückes ermittelt wurde, wird zeitverzögert eine der Ausblasdüsen aktiviert, die dafür sorgt, dass das Textil in dem für die jeweilige Farbe vorgesehenen Container landet.
Während der Voruntersuchungen hat sich der Farbsensor SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG als die beste Wahl für diese Messaufgabe herauskristallisiert. ► zur Pressemitteilung (Word/pdf) |
 SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG SPECTRO-3-MSM-DIG Serie |
25.01.2021
| Floatgläser erhalten ihre Form und Dicke aber auch ihre Oberflächeneigenschaften durch den Transport der Glasschmelze auf flüssigem Zinn. Die Glasschmelze schwimmt auf dem Zinnbad auf und erhält dadurch eine plane, dem Zinnbad angepasste Oberfläche (Zinnseite). Bei der dem Zinnbad abgewandten Glasoberfläche (Feuerseite) wird dabei mittels Gasbrenner für ein bestimmtes Temperaturprofil gesorgt, sodass die Glasschmelze nach und nach erkalten kann und dadurch ihre spätere Form einnimmt.
Bei der Weiterbearbeitung von Floatglas ist es nun wichtig zu wissen, wo sich die Zinnseite und wo die Feuerseite befindet. Mikroeinschlüsse von Zinn können beispielsweise den elektrischen Widerstand der Glasoberfläche beeinflussen (Auftragen von Metallkontaktstreifen auf der Heckscheibe eines Automobils), aber auch bei der Aufbringung weiterer Schichten auf der Glasoberfläche (beispielsweise Nanoschichten) ist es für die spätere Anwendung entscheidend, auf welcher Seite das Floatglas beschichtet wird. Der UVC-Kontrastsensor SPECTRO-1-20-UVC-DIL von Sensor Instruments GmbH ermöglicht eine Kontrolle der Glasoberfläche in Hinblick auf die Zinn- bzw. Feuerseite. ► zur Pressemitteilung (Word/pdf) |
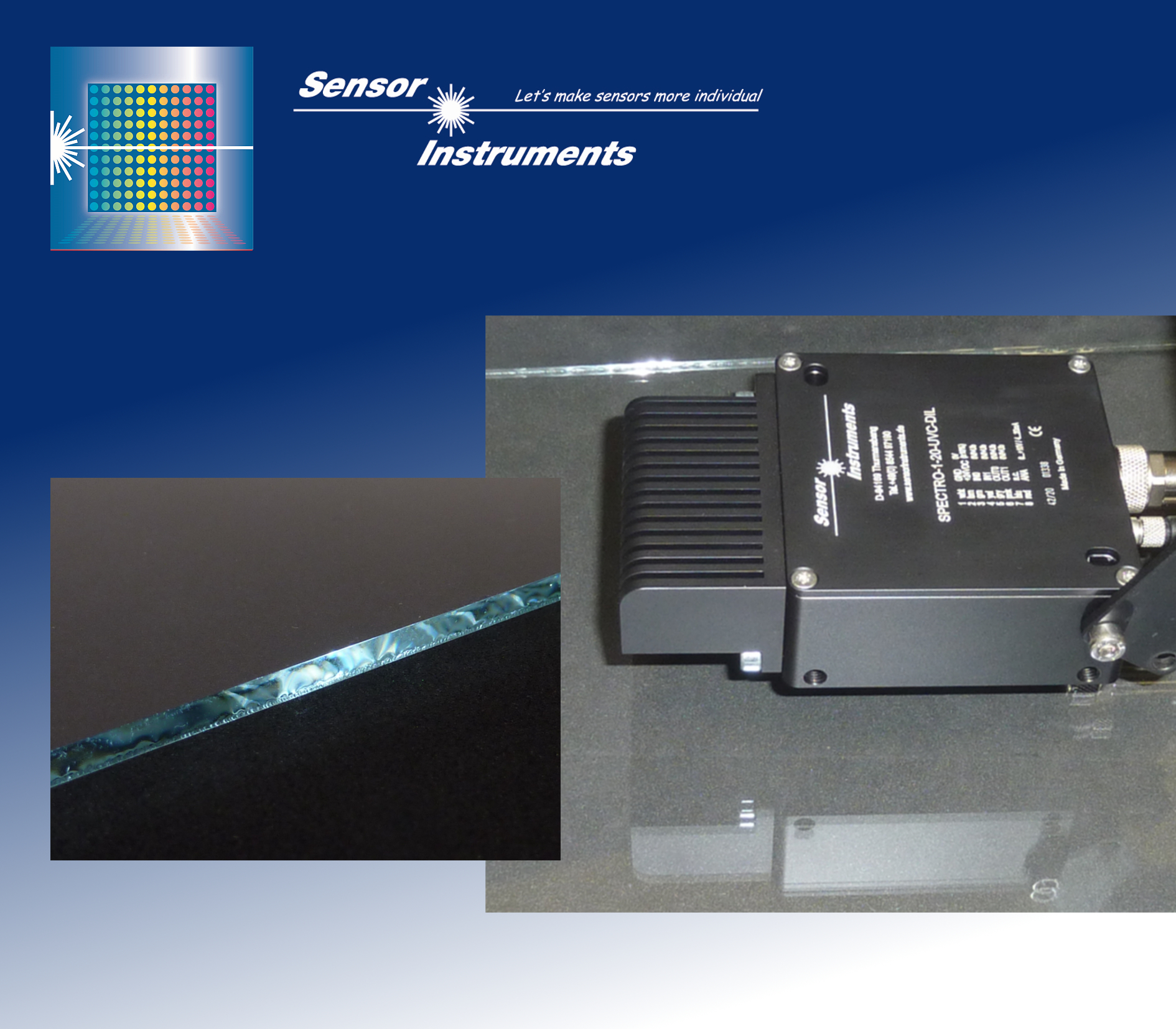 SPECTRO-1-20-UVC-DIL SPECTRO-1 Serie |
26.10.2020
| Der Einzug der Kunststoff-Rezyklate.
Eine schwere Geburt! Nach Jahren des Schattendaseins gegenüber dem sogenannten Virgin-Material schreiben die Kunststoff-Rezyklate ihre eigene Erfolgsgeschichte. Dafür gibt es verschiedene Gründe. Galt zunächst recycelter Kunststoff wegen der erforderlichen technisch komplexen Aufbereitung als unwirtschaftlich, so konnte mittlerweile dank verbesserter Technologien sowohl die Qualität erhöht und zeitgleich die Kosten reduziert werden. Dennoch wäre den Rezyklaten der Durchbruch verwehrt geblieben, hätte die Europäische Union in den letzten Jahren nicht die rechtlichen Grundlagen für einen nachhaltigen Umgang mit Kunststoffen geschaffen. Legt doch die EU-Richtlinie beispielsweise eine Mindestmenge für den Einsatz von Kunststoff-Rezyklaten bei Kunststoffflaschen fest. Trotz verbesserter Eigenschaften reichen Kunststoff-Rezyklate aber noch nicht an die Qualität von Virgin-Material heran, beispielsweise sind Farbabweichungen gegenüber dem Sollzustand immer noch an der Tagesordnung. Abhilfe, den Sollfarbwert eines herzustellenden Produktes einzuhalten, erreicht man nur durch gezieltes Zudosieren von Virgin-Material. Damit man die genaue Menge, die zudosiert werden muss, ermitteln kann, ist eine Farbmessung des Kunststoff-Rezyklats erforderlich. Die Farbmessung erfolgt dabei INLINE, der hohen Umgebungstemperatur geschuldet, ist das Farbmesssystem dabei als Lichtleitersystem ausgeführt (KL-D-0°/45°-85-1200-A3.0-VIS) und arbeitet nach dem 0°/45°-Farbmessverfahren. Bei einer Weißlicht-Spotgröße von 25mm im Durchmesser wird optisch über eine große Anzahl von Pellets gemittelt, sodass von der an das Lichtleiter-Frontend angeschlossene Auswerteeinheit SPECTRO-3-FIO-MSM-ANA-DL eine präzise Farbwertermittlung (L*a*b* bzw. xyY) erfolgen kann. Dabei werden die Farbwerte an die Steuerung der Dosiereinheit übergeben und je nach Farbabweichung vom Sollwert wird entsprechend Virgin-Material hinzudosiert. ► zur Pressemitteilung (Word/pdf) |
SPECTRO-3-FIO-MSM-ANA-DL + KL-D-0°/45°-85-1200-A3.0-VIS SPECTRO-3-MSM-ANA Serie |
09.06.2020
| Auf Metallplatten soll unmittelbar nach dem Lackier-vorgang die Farbe gemessen werden. Dabei ist zu beachten, dass sowohl hochglänzende als auch sehr matte Oberflächen vorhanden sind und der Farbwert unabhängig vom Glanzgrad ermittelt werden muss. Des Weiteren muss die Messung inline erfolgen, um zum einen der 100%-Kontrolle gerecht zu werden und zum anderen einer eventuell vorhandenen Farbdrift möglichst rasch entgegenzuwirken.
Als Farbmesssensor empfiehlt sich hierbei ein Gerät der SPECTRO-3 Serie, das nach der 45°/0°-Methode arbeitet (SPECTRO-3-28-45°/0°-MSM-ANA-DL). ► zur Pressemitteilung (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL SPECTRO-3-MSM-ANA Serie |
04.03.2020
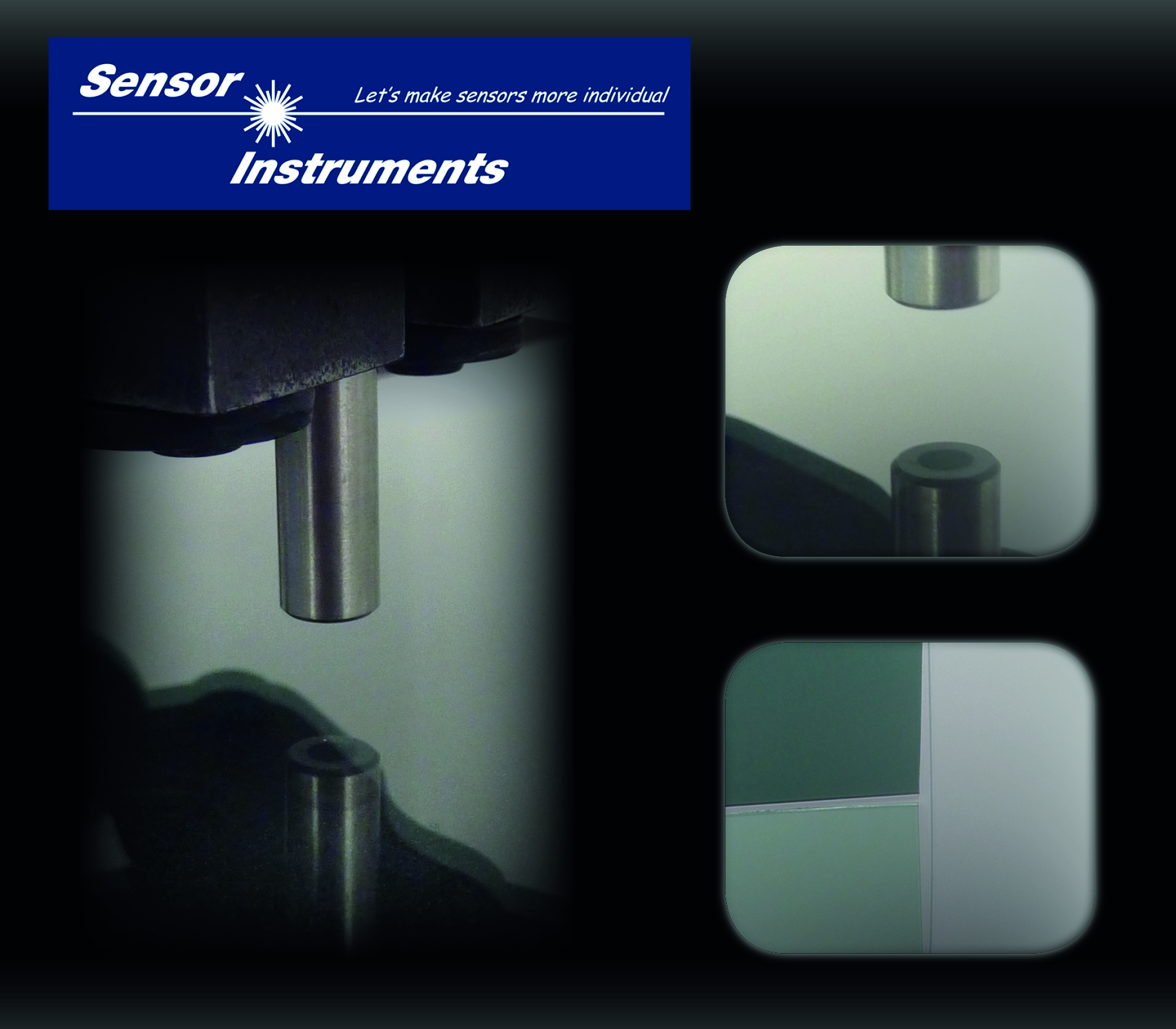
| Kunststoffdrähte verschiedener Dicke, Farbe, Form und Oberflächenbeschaffenheit finden vielerlei Anwendung in den verschiedensten Bereichen. Beispielsweise werden Tennisschläger mit Monofilamenten aus Polyester hergestellt, das dreiecksförmige Profil der Saiten verleiht dem Schläger mehr Spin; bei den Monofilamenten zur Herstellung von großen Kunststoffsäcken, sog. Big Bags, eignet sich in erster Linie flaches Bandmaterial. Bei der Produktion von Papier werden im Nassbereich Transportsiebbänder, gefertigt aus runden Kunststoffmonofilamenten, eingesetzt und bei den Plastikdrähten der Zahnbürste wird dem Kunststoff abrasives Material beigemengt. Neuerdings finden Monofilamente aus Kunststoff auch Anwendung bei den sog. 3D-Druckern. Auch hier werden runde Drähte mit verschiedenen Durchmessern eingesetzt. Neben der Form ist für den jeweiligen Anwender die Konstanz der Farbe entscheidend, da Farbabweichungen häufig als Qualitätsschwankungen des Kunststoffmaterials interpretiert werden. Insbesondere bei gewobenen Produkten, wie Kunststoffsieben, Big Bags sowie Tennisschlägern können selbst kleinste Farbnuancen (typischerweise ab einem Farbunterschied von dE=1) vom Betrachter wahrgenommen werden. Somit ist es für den Hersteller ratsam bzw. erforderlich die Farbe der Monofilamente schon während der Herstellung, also inline, zu kontrollieren. Die Objektgröße, die Form und der Glanz der Kunststoffmonofilamente erschwerte bislang den Einsatz von Inline-Farbmessgeräten, zumal bei der Überwachung eine Farbabweichung von > dE = 0.7 sicher erkannt werden sollte.
► zur Pressemitteilung (Word/pdf) |
 SPECTRO-3-12-DIF-MSM-ANA-DL SPECTRO-3-MSM Serie |
07.11.2019
| Lichtleitstäbe
Immer mehr Fahrzeuge werden im Innenraum, dem sogenannten Ambientebereich, mit Lichtleitstäben ausgestattet. Diese finden sich mittlerweile in der Türverkleidung, dem Armaturenbrett, in der Mittelkonsole aber auch im Fahrzeughimmel wieder. Von den Lichtleitstäben wird das Licht über semitransparente Flachbänder in den Innenraum des Automobils geleitet. Eine Inhomogenität im Lichtleitstab würde dabei das Streuverhalten des ausgekoppelten Lichtes beeinflussen, ein Betrachter würde das im Fahrzeuginnenraum während einer Fahrt im Dunkeln als Hellsteller oder aber als Dunkelstelle entlang des Leuchtbandes wahrnehmen und somit als störend empfinden. ► zur Pressemitteilung (Word/pdf) |
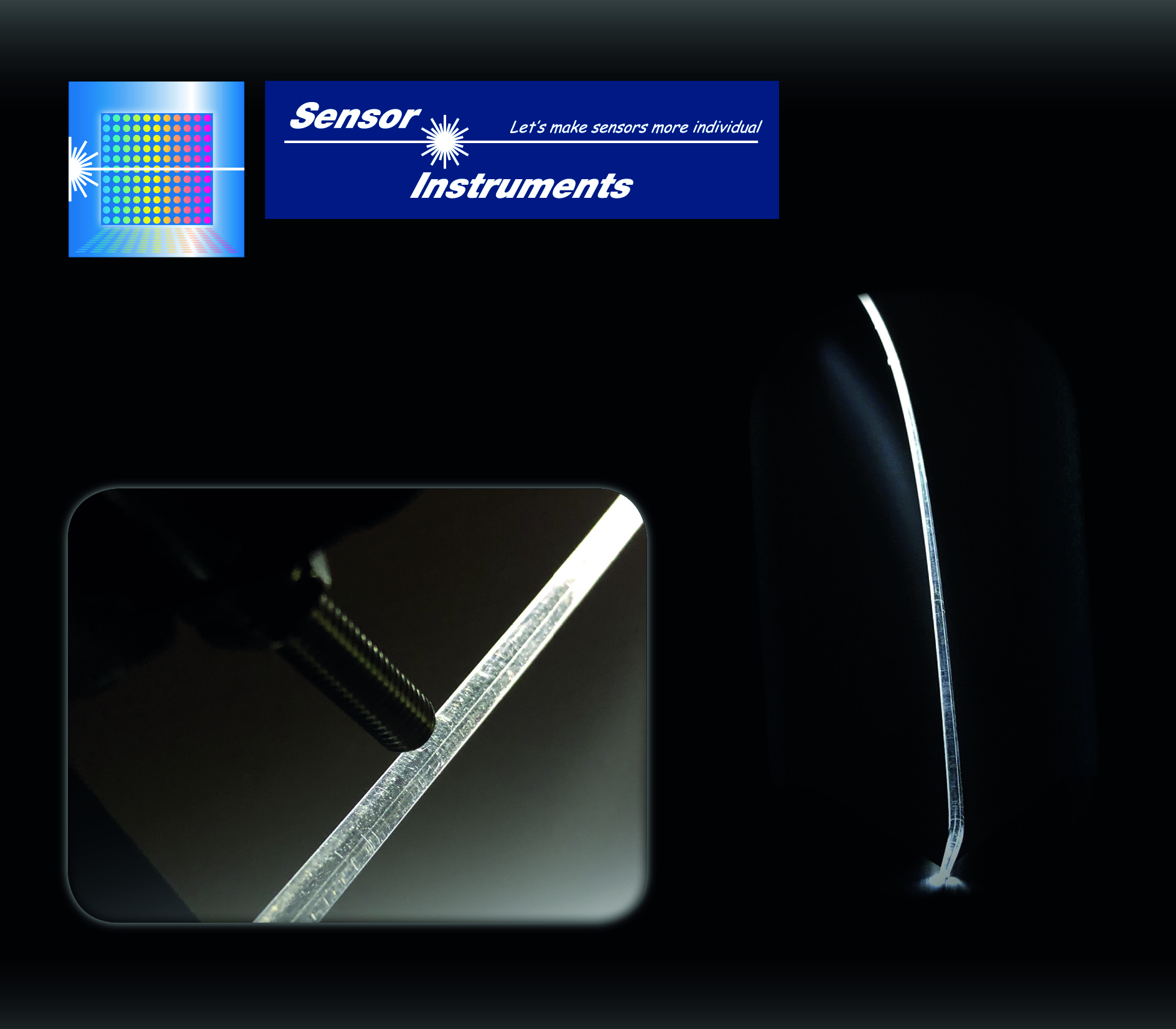 SPECTRO-3-FIO-ANA-LEDCON-HA SPECTRO-3-ANA Serie |
22.03.2019
| 95% des industriell gefertigten Flachglases wird mittlerweile nach dem Floatglasverfahren hergestellt. Bei diesem Verfahren wird flüssiges Glas kontinuierlich einem Bad aus flüssigem Zinn zugeführt. Dabei schwimmt die Glasschmelze, bedingt durch deren niedrigere Dichte, auf der blanken Zinnoberfläche und bildet auf einem länglichen Zinnbad einen gleichmäßig dicken und extrem glatten Film. Die der Zinnschmelze zugewandte Glasseite wird geringfügig mit Zinn verunreinigt und hat dadurch entsprechende Auswirkungen auf die anschließenden Bearbeitungsprozesse des Floatglases, wie z.B. Beschichtung der Glasoberfläche. Bei der Weiterverarbeitung von Floatglas ist es also wichtig, die vom Zinnbad kontaminierte Oberfläche von der sog. Feuerseite (Feuerpolitur, während der Floatglasherstellung wird die der Zinnschmelze abgewandte Glasseite erhitzt) zu unterscheiden..
|
 Kontrastsensor SPECTRO-1-FIO-UVC/UVC |
09.11.2018
Bislang wurde die Farbkontrolle während der Produktion von Farblacken hauptsächlich im Labor vorgenommen. Dabei musste eine Lackprobe gezogen werden und diese wurde anschließend als dünne Lackschicht im trockenen Zustand in Hinblick auf die Farbe geprüft. Dieser Vorgang beansprucht natürlich eine gewisse Zeit, Zeit während der sich die Lackproduktion unter Umständen außerhalb der erlaubten Toleranzen bewegen könnte und somit zeitaufwendig sowie kostenintensiv nachbehandelt werden müsste. ► zur Pressemitteilung |
 |
| Farbmesssensor SPECTRO-3-28-45°/0°-MSM-ANA-DL |
