








Diese Seite übersetzen:
Whitepaper
23.04.2024 Optische Sprühstrahlkontrolle Bei der Konzeption von Sprühstrahlkontrollsystemen ist zu beachten, dass die Sensorik auf die Geometrie des Sprühkegels und die Sprühmenge der jeweiligen Anwendung abgestimmt werden. Ferner sind die Geometrie des Sprühkegels sowie die Sprühmenge abhängig vom verwendeten Medium (Primer, Kleber, Lösungsmittel, Wasser, Alkohol, Farbe, etc.) als auch von der Sprühdüsenöffnung, dem Überdruck und der Sprühmengendosierung. Gerade bei der Verwendung von zähen, haftenden Medien (Klebstoff) als Sprühmittel kann es vorkommen, dass ein Teil der Sprühdüsenöffnung verklebt, was zu einer Änderung sowohl der Sprühmenge als auch der Sprühgeometrie führt. Der Sprühstrahl kann dadurch von der Richtung als auch vom Öffnungswinkel her verändert werden. Einige wichtige zentrale Fragen, die bei der Konzeption eines Sprühstrahlkontrollsystems zu stellen sind:
► zum Whitepaper (pdf) ► Produktübersicht 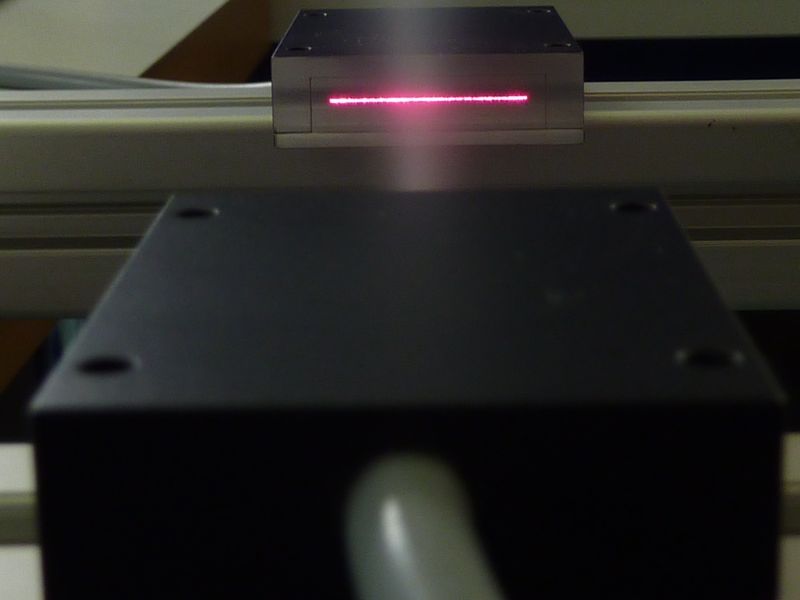 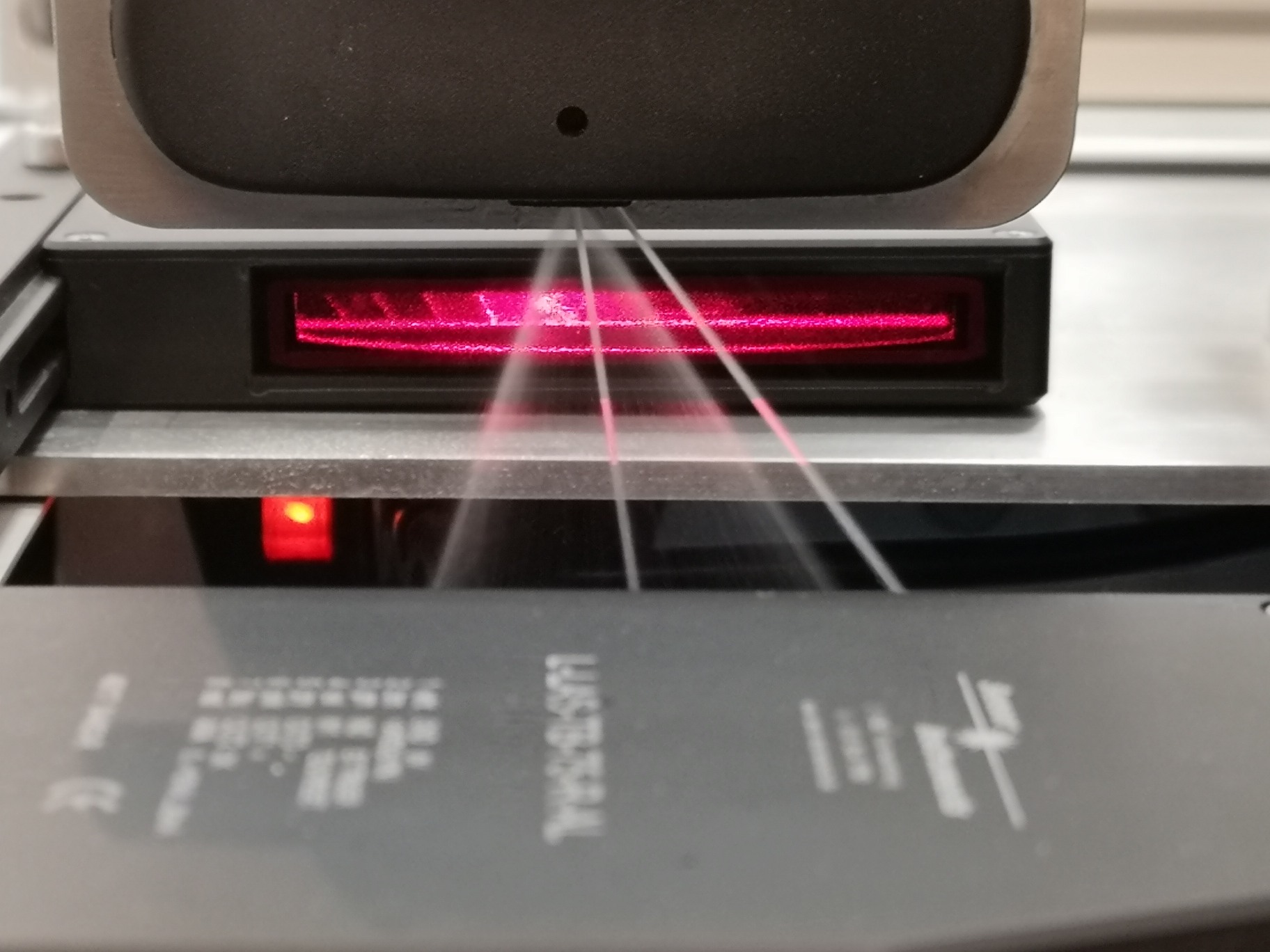 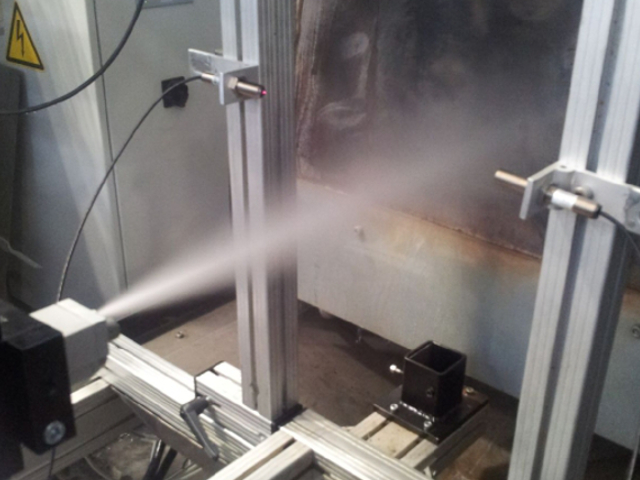  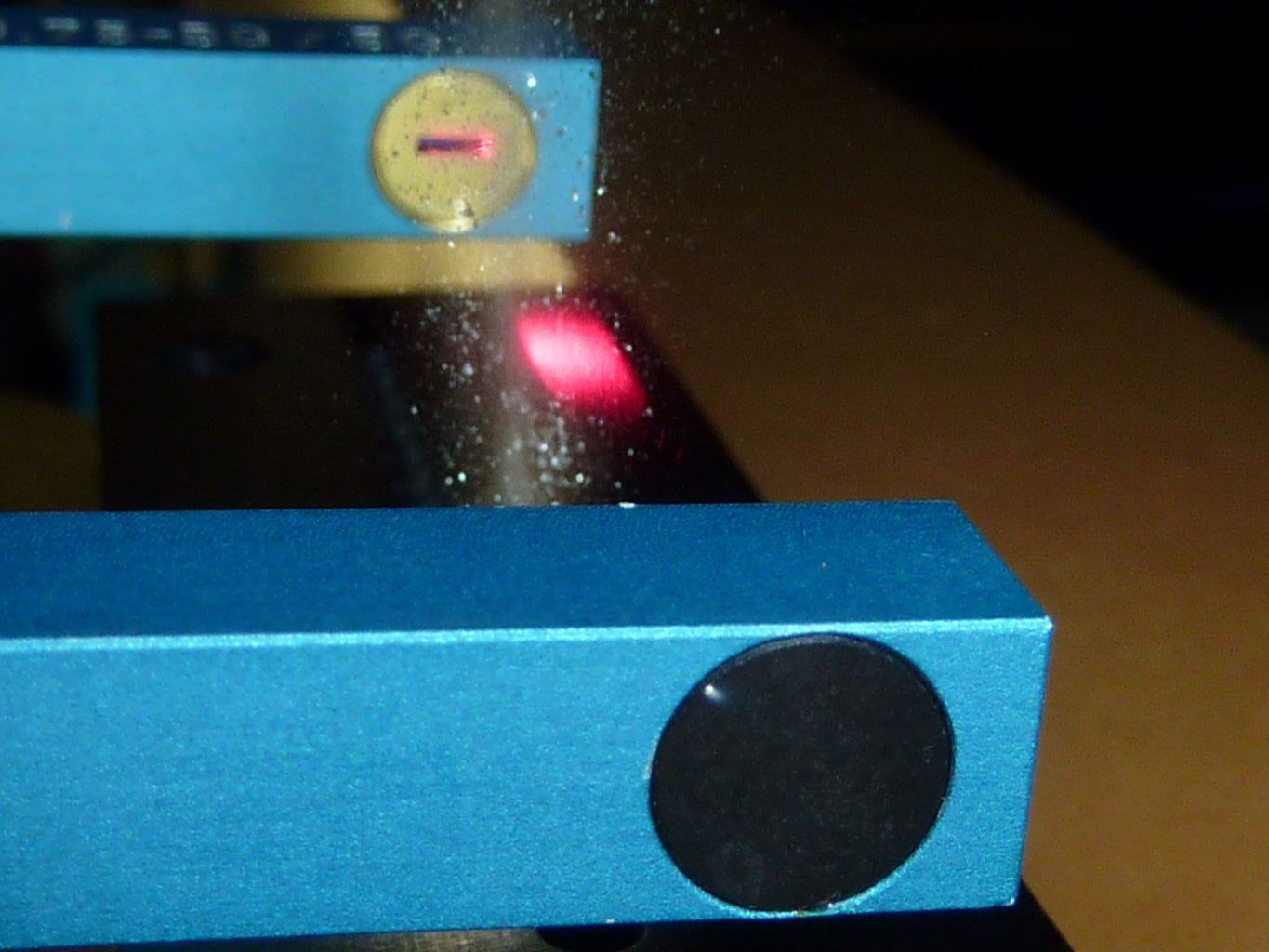 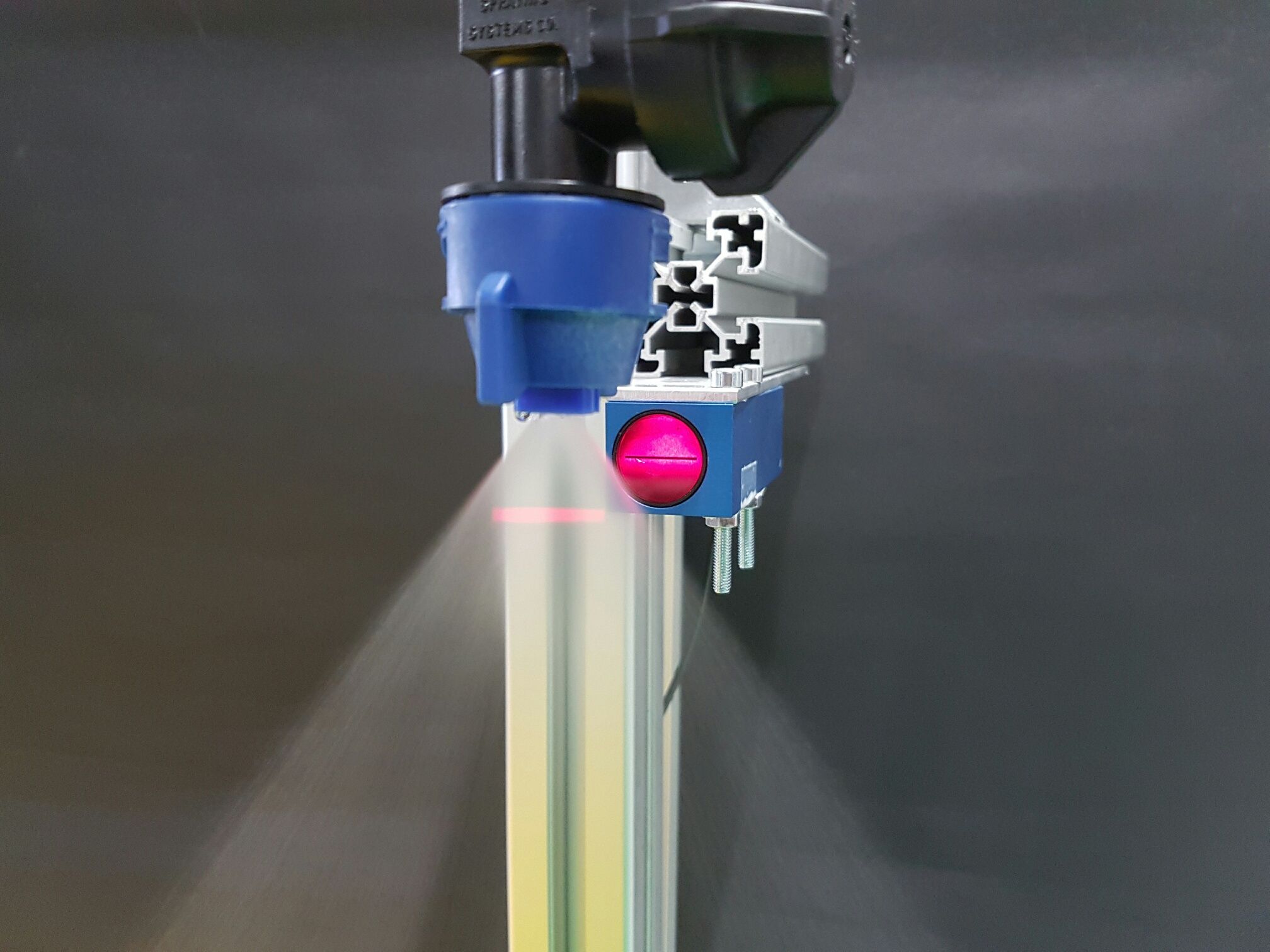 |
| 01.09.2023 Sensorsysteme zur Rezyklat-Kontrolle in der Kunststoffindustrie fürs Labor und Inline Überwog in der Vergangenheit noch das Downcycling von Kunststoffprodukten, so gewinnt nun zunehmend die Form von Recycling an Bedeutung, bei der der wieder verwendete Kunststoff dem gleichen oder einem vergleichbaren Verwendungszweck zugeführt wird. Das wiederum bedeutet einen erheblichen technischen Mehraufwand bei der Trennung und Sortierung der im Recyclingbetrieb angelieferten Artikel während des gesamten Recyclingprozesses.
Nach Abtrennung möglichst aller Nichtkunststoffe, beispielsweise mittels Metallabscheider und Windtrennung, wird derzeit in erster Linie nach Farbe (Farbsortiersysteme) und Kunststoffart (NIR-Kameras) sortiert. Trotz Vorsortierung (hierbei werden überwiegend ganze Artikel kontrolliert) sowie einer Nachsortierung (nach dem Schreddern der Kunststoffartikel und anschließendem Waschen) der als Flakes bezeichneten Kunststoffpartikel, kann keine Sortenreinheit von 100% erreicht werden. Auch bei der Farbe muss mit gewissen Schwankungen gerechnet werden. Um dennoch einen uneingeschränkten Einsatz der so produzierten Rezyklate zu ermöglichen, müssen diese vor dem nächsten Verarbeitungsschritt, allerspätestens unmittelbar vor dem Extrudieren, auf deren Reinheit hin untersucht werden. Typischerweise könnte das von einer Dosieranlage, ausgestattet mit entsprechender Sensorik, erledigt werden. Dabei wird der Reinheitsgrad sowohl der Farbe als auch der Kunststoffart, überwacht. Bei Unterschreitung eines bestimmten Reinheitsgrades wird entsprechend weniger Rezyklat und dafür mehr Neuware hinzudosiert, sodass die Abweichungen im Endartikel, in Hinblick auf die Farbe sowie die Kunststoffart, innerhalb der geforderten Toleranzen liegen.  Ferner kann mit Hilfe weiterer Sensorik ein im Rezyklat enthaltener Marker aus der TAGTEC-Familie (enthalten im Masterbatch von der Firma Gabriel-Chemie) detektiert werden. Bei farb- sowie kunststoffartgleichen Artikeln dienen Marker dazu, beispielsweise zwischen einer klaren PET-Ketchupflasche und einer klaren PET-Shampooflasche unterscheiden zu können. Neben der eigentlichen Sensorik zur Prüfung der Farbe, der Art des Kunststoffes und des Vorhandenseins etwaiger TAGTEC-Marker werden von der Firma Sensor Instruments auch Prüfsysteme fürs Labor inkl. dem dazu passenden Zubehör für das Kalibrieren der Geräte, sowie Inline-Geräte angeboten, die im Folgenden etwas näher erläutert werden sollen. ► zum Whitepaper (pdf) ► Produktübersicht (pdf)  Farbe Kunststofftyp Marker    |
22.08.2023 |
| 31.08.2023 Kontrolle der Kunststoffart von Rezyklaten und Neuware mit Hilfe der NIR-Technologie Üblicherweise werden im Recyclingbereich zur Separation von verschiedenen Kunststoffen sog. Offner-Spektrographen, ausgeführt als hyperspektrale Kameras, eingesetzt. Mit diesen Kameras in Verbindung mit einer breitbandigen NIR-Lichtquelle (beispielsweise aufgebaut aus lichtstarken Halogenstrahlern) wird eine moderate Ortsauflösung und zugleich eine gute spektrale Auflösung der Objekte erreicht. In einem anderen Verfahren wird eine lichtstarke NIR-Lichtquelle über einen Polygonspiegel auf eine zu scannende Oberfläche gerichtet, zudem ist auf den Polygonspiegel eine Optik gerichtet, die einen Teil des NIR-Lichts nach dessen Auftreffen und dessen Reflexion vom Objekt über den rückwärtigen optischen Weg auf diese auftrifft und von dort auf die Apertur eines NIR-Gitterspektrometers gerichtet ist. Der Vorteil beider Verfahren liegt in der spektralen Erfassung eines relativ großen NIR-Wellenlängenbereichs mit gleichzeitiger Ortsauflösung. Dadurch wird es ermöglicht, dass beispielsweise auf einem Förderband verschiedene Objekte, die gleichzeitig, jedoch nebeneinander den Detektionsbereich durchschreiten, als separate Objekte erkannt und zugleich spektral unterschieden werden.
Bei Kunststoffgranulaten hingegen geht es weniger darum, jedes einzelne Korn auf das spektrale Verhalten hin zu untersuchen. Vielmehr soll ein integrales Verfahren möglichst viele Kunststoffpellets zeitgleich erfassen und damit eine verlässliche Information über die Qualität bzw. die Reinheit des Produktes zu erhalten. Auf eine aufwendige Technik, die zur zusätzlichen Ermittlung der Ortsauflösung notwendig wäre, kann somit verzichtet werden. Prinzipiell könnte aber auch ein NIR-Spektrometer inkl. Optik und NIR-Beleuchtung in Betracht gezogen werden, was sich jedoch als recht kostenintensive Lösung herausstellen würde. Eine kostengünstigere Alternative hierzu stellt ein System dar, das nach dem Dreibereichsverfahren arbeitet. Bei diesem Messverfahren werden drei verschiedene NIR-LED-Typen (jeder LED-Typ deckt dabei einen bestimmten Wellenlängenbereich im NIR ab) auf das zu untersuchende Kunststoffgranulat gerichtet, und mit einem breitbandigen NIR-Empfänger wird das von den Pellets diffus reflektierte Licht detektiert, konvertiert und einer Auswerteeinheit zur Verfügung gestellt. ► zum Whitepaper (pdf)  SPECTRO-T-3-60-NIR/NIR-D20 (NIR-Sensor Festoptikversion) 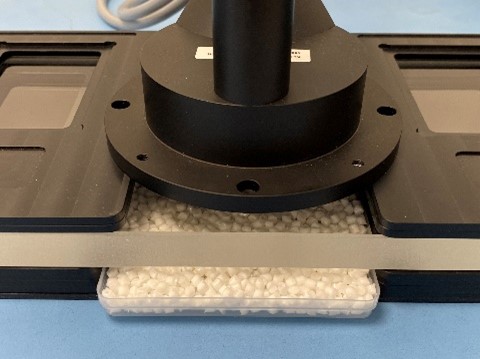 SPECTRO-T-3-FIO-NIR/NIR + KL-D-0°/45°-22-1200-d80/d110-A3.0-NIR (NIR-Sensor Lichtleiterversion) |
31.08.2023 |
| 22.12.2020 SPECTRO-M-10-MIR - Inline-Kontrolle dünner Ölschichten auf Metall Das MIR-Messverfahren, das in den SPECTRO-M-Sensoren umgesetzt wurde, wurde von Sensor Instruments entwickelt, um sehr dünne organische Schichten auf Metalloberflächen erfassen zu können. Deshalb sind die SPECTRO-M-Sensoren für die Detektion und Inline-Kontrolle dünner Ölfilme auf Metall geradezu prädestiniert.
In der Praxis geht es darum, den Entölungsprozess von Teilen zu kontrollieren, bzw. die Homogenität einer Ölauflage zu überwachen. Wir haben während der entwicklungsbegleitenden Tests auch festgestellt, dass man mit dem System auch die Verdunstungseigenschaften und Ölrückstände von Schneidölen auf Metalloberflächen unter realistischen Anwendungsbedingungen (dünnen Schichten) sehr gut erfassen kann. Dazu haben wir auch Tests an speziellen Stanzölen der CLF Reihe von Raziol durchgeführt, deren Ergebnisse im Abschnitt 6 des Dokuments zusammengefasst sind. Das vorliegende Dokument beschreibt das Sensorprinzip des Inline-Sensors SPECTRO-M-10-MIR/(MIR1+MIR2) von Sensor Instruments. Weitere SPECTRO-M-Sensoren des Typs mit anderen Messgeometrien sind in Entwicklung. Darüber hinaus sind wir als Entwickler von Sondersensoren auch in der Lage, die Technologie für spezielle Applikationen und Kundenwünsche anzupassen. 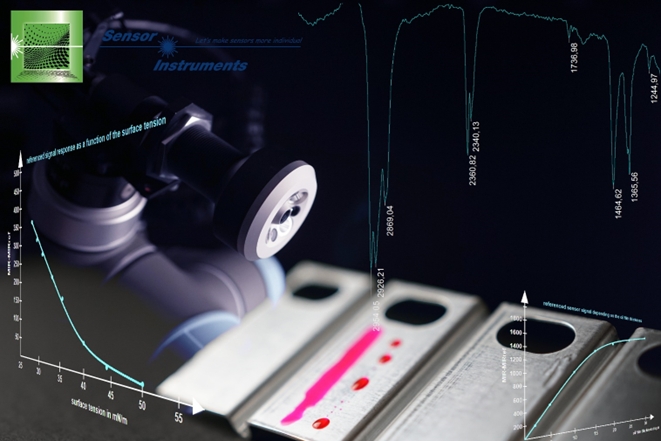 |
22.08.2023 |
