¿Qué es un control de chorro pulverizado?
Cuando se utilizan sistemas de pulverización debe tenerse en cuenta que el tamaño del cono de pulverizado y la cantidad de pulverizado sean adecuadas a la correspondiente aplicación.
Además, tanto la geometría del cono de pulverizado como la cantidad de pulverizado dependen del medio utilizado (primers, adhesivos, disolventes, agua, alcohol, pintura, etc.), así como también del orificio de la boquilla de pulverización, la presión y la dosificación de la cantidad de pulverizado.
Especialmente con el uso de, por ejemplo, adhesivos como pulverizantes, puede ocurrir que parte del orificio de la boquilla de pulverización se empaste, lo que va a producir un cambio tanto en la cantidad de pulverizado como en la geometría de pulverización. En consecuencia, el chorro pulverizado se puede modificar por la dirección y también por el ángulo de apertura.
Con la ayuda de un control de chorro pulverizado, el usuario se informa oportunamente si se produce un cambio en el mismo.
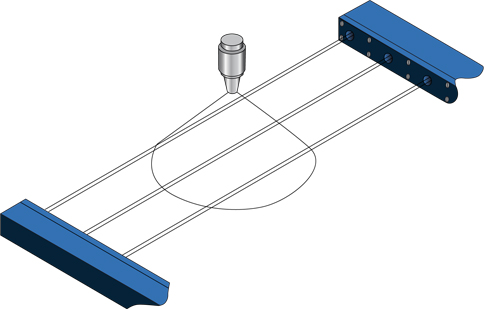
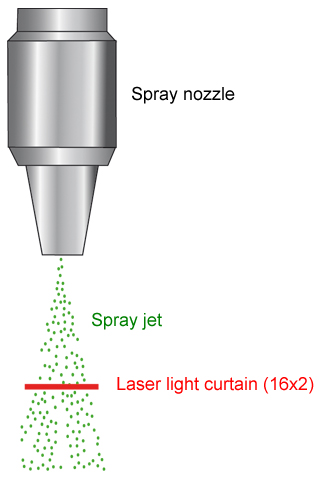
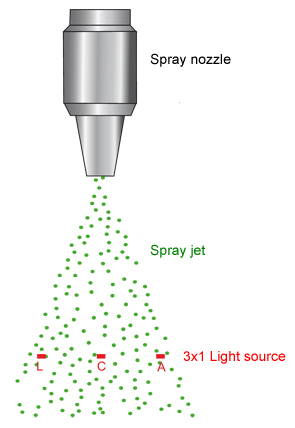
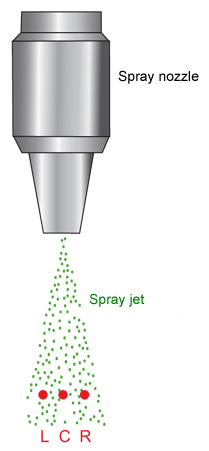
¿En qué consiste un chorro pulverizado?
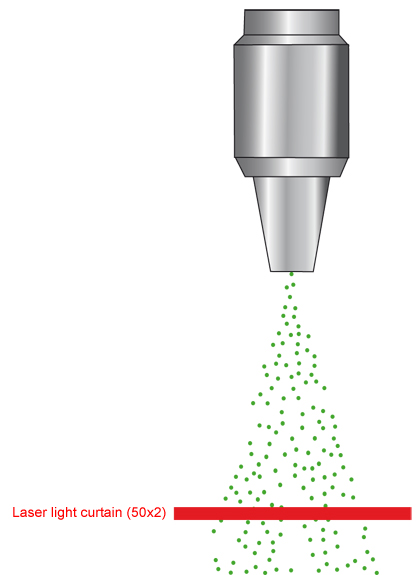
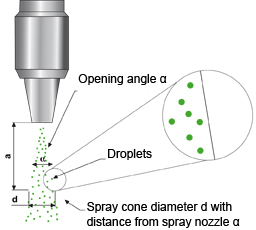
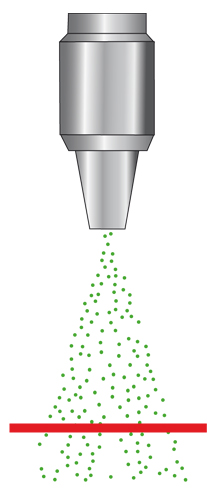
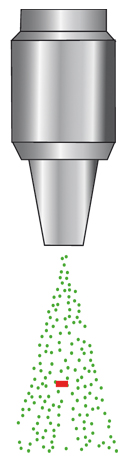
El chorro pulverizado es generalmente una "estructura a granel" de pequeñas gotitas (el tamaño de gotita varía entre varios micrómetros a varios cientos de micrómetros - dependiendo en primer orden del medio pulverizante) que se forma como resultado de la atomización de líquido de medio pulverizante en la salida de la boquilla de pulverización. Estas gotitas abandonan la boquilla a cierta velocidad y luego se desaceleran debido a la fricción del aire.
El chorro está determinado por el ángulo de apertura del cono de pulverizado y la cantidad de pulverizado (gotita / unidad de tiempo y/o rendimiento del medio de pulverización).
¿Cómo se controla el chorro?
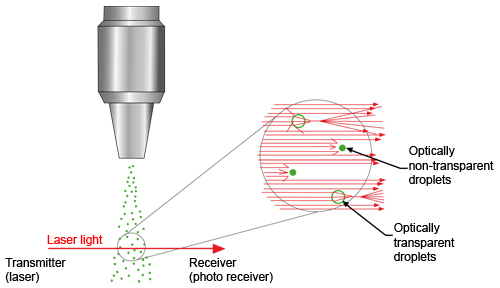
Con el fin de determinar la cantidad de pulverizado, por ejemplo, se trabaja con
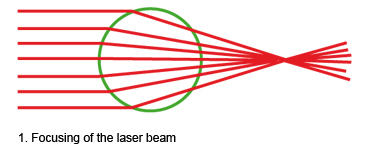
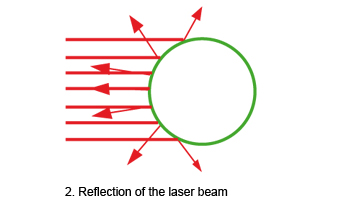
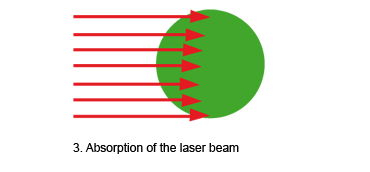
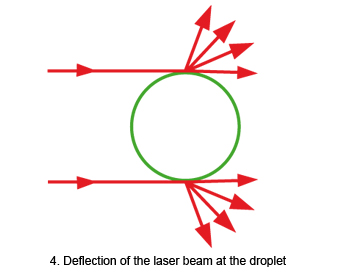
un rayo láser que penetra el cono de pulverizado, al menos parcialmente. En el traspaso del cono de pulverizado, el rayo láser es desviado por cada gotita: La desviación es causada por la reflexión sobre las gotitas y/o por el enfoque del rayo láser, ya que las gotitas, si son ópticamente transparentes, trabajan como microlentes. Una parte de la luz también es absorbida por las gotitas. En suma, llega menos luz al lado opuesto del chorro.
Los distintos métodos de control del chorro pulverizado por transmisión de luz:
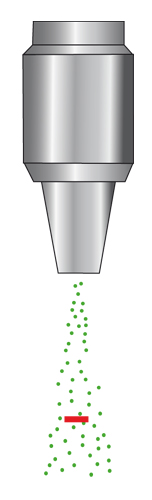
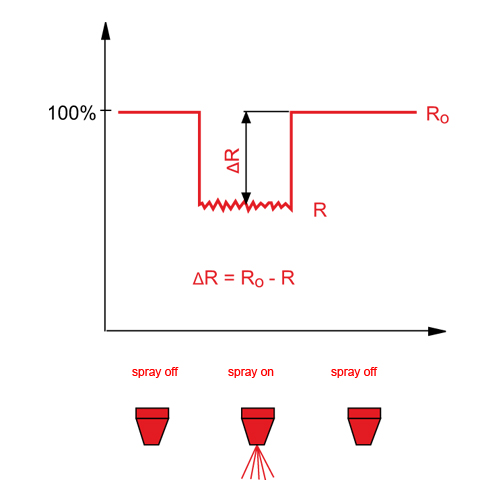
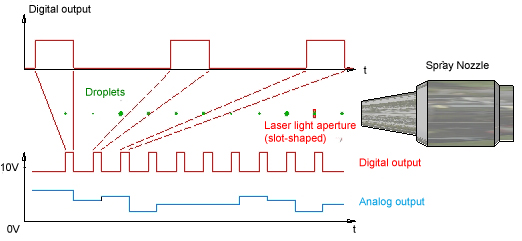
1. El método de transmisión de luz por monohaz
Se realiza por medio de un haz de luz láser, preferiblemente con una abertura en forma de ranura, dirigida centralmente por el chorro.
La disminución de la señal en comparación con la ausencia del chorro sirve como una medida para la cantidad de pulverizado. ¡Este método se utiliza principalmente cuando sólo se debe determinar la cantidad de pulverizado y/o si hay un chorro o no!
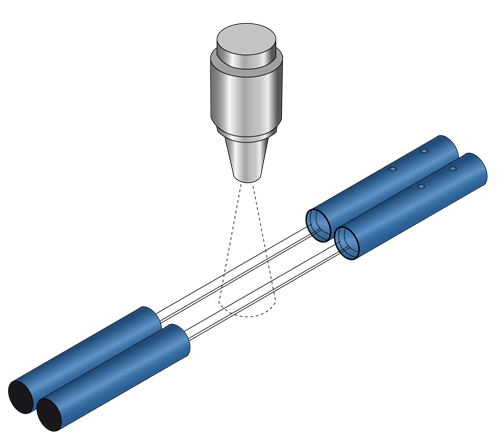
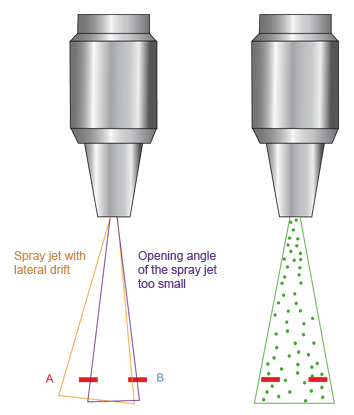
2. El método de transmisión de luz por doble haz
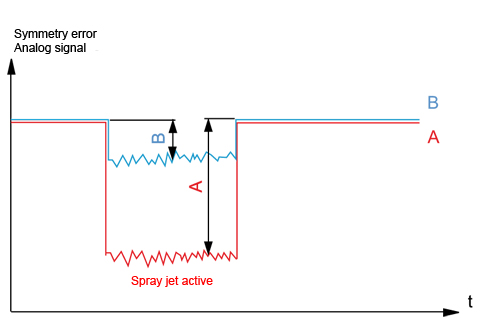
Este método, además de ser apropiado para el control de la cantidad de pulverizado, también lo es, de forma limitada, para el control de simetría, con el que se puede detectar una desviación lateral del cono de pulverizado. El sistema de doble haz se utiliza principalmente cuando se debe averiguar la simetría del cono de pulverizado de forma económica.
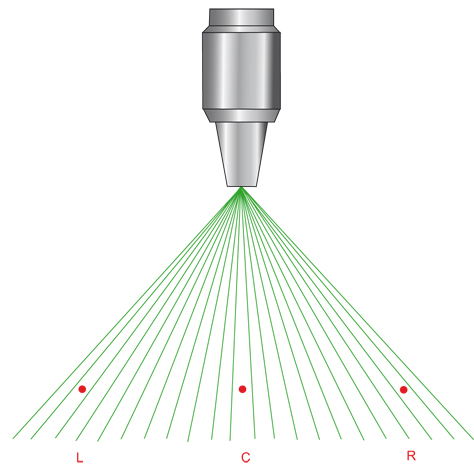
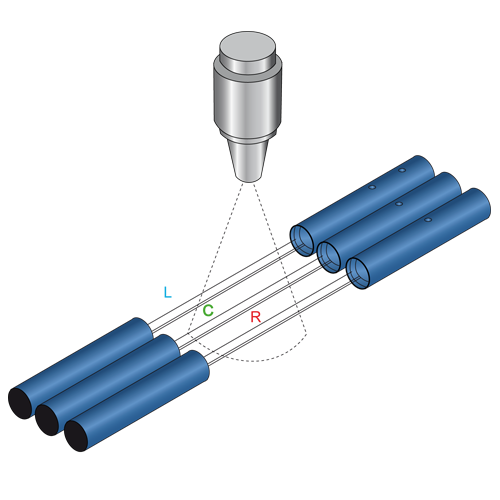
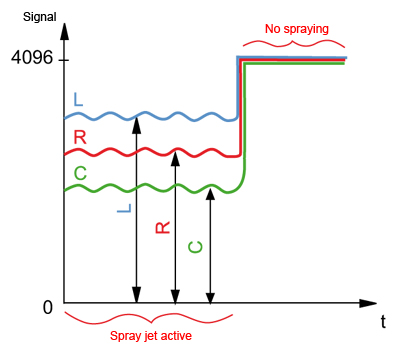
3. El método de transmisión de luz por triple haz
Con este método se pueden comprobar pequeñas variaciones en la simetría o en la cantidad . Hay dos modos posibles de evaluación: ABSOLUTE y RELATIVE.
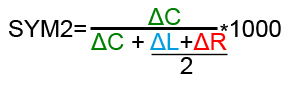
En ambos modos se evalúan la densidad del chorro (DENSITY), la relación de los dos haces marginales (SYM1) y, finalmente, la relación del haz central con los dos haces marginales (SYM2).
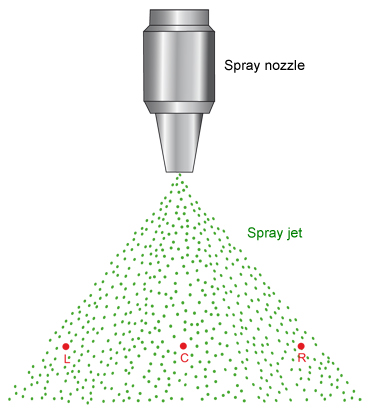
El el modo ABSOLUTE se utilizan los valores L, C, R directamente en las siguientes ecuaciones:
L, C, R son valores brutos de los 3 canales con un valor entre 0 y 4096 (de 12 bits).
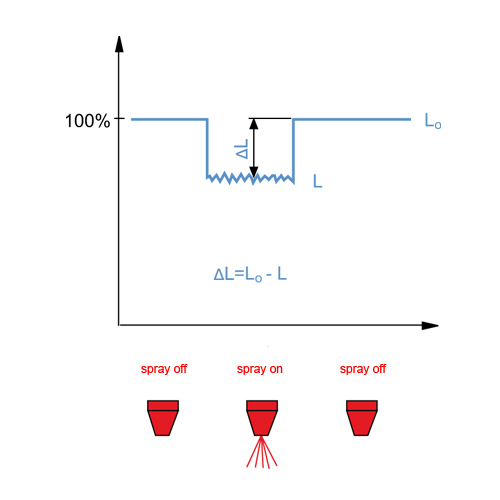
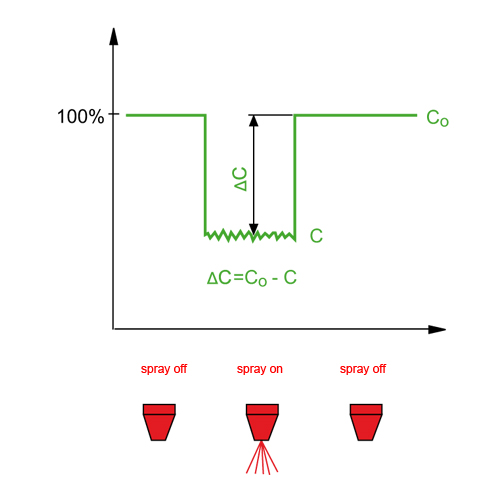
En el modo RELATIVE se conforma la relación de los respectivos valores brutos L, C, R durante el proceso de pulverización con los datos brutos L0, C0, R0, que están dados si no se pulveriza. ¡Los datos en bruto L0, C0 y R0 conforman respectivamente el valor del 100%!
Para la cantidad de pulverizado vale en este caso:

Y para ambas simetrías:
.jpg)
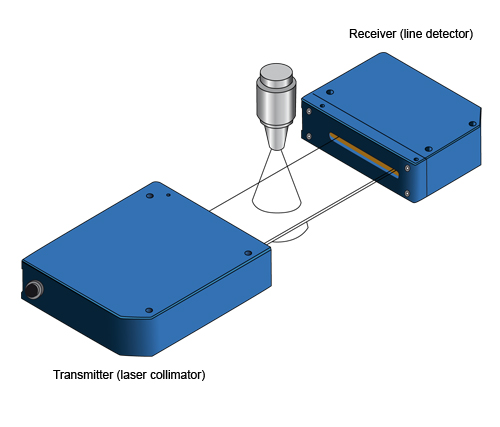
4. El método de bandas de luz
En este caso, una banda continua de luz se dirige hacia el chorro. La banda de luz es generalmente más ancha que el diámetro del cono de pulverizado, de modo que el chorro es detectado por completo.
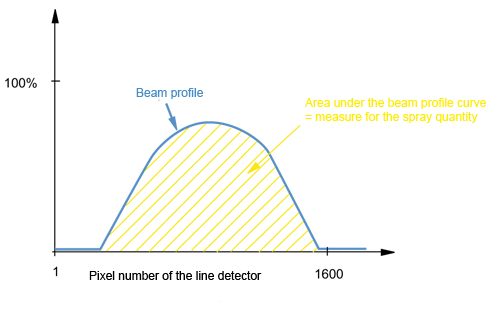
En el lado opuesto del chorro se encuentra un receptor que está configurado como un sensor de líneas, configurado con más de 1.000 mini detectores individuales dispuestos en fila. De esta forma, se posibilita una evaluación completa del perfil del haz.
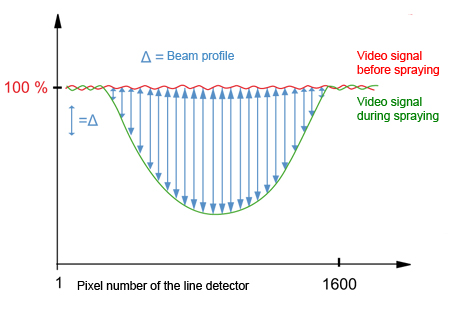
Para detectar el perfil del haz se compara la diferencia porcentual entre ambas señales de vídeo (señales de línea) que han sido registradas antes y durante el proceso de pulverización.
El perfil del haz, entonces, da información sobre la distribución local del medio de pulverización en el chorro. ¡Además, informa a la superficie bajo la curva de perfil del chorro sobre la cantidad de pulverizado!
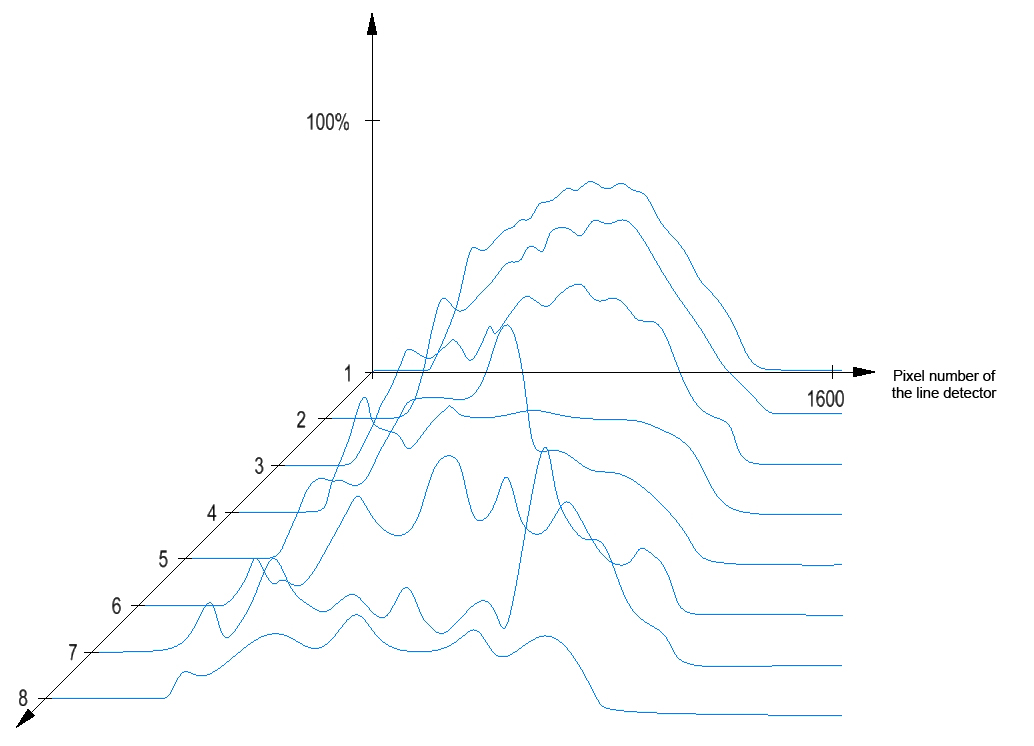
A través del registro de escaneos consecutivos, se puede crear una especie de película. Por lo que este método es ideal para estudiar las posibles influencias, como los cambios en la presión, la cantidad de pulverizado, la pulverización y/o la abertura de la boquilla.
Utilización del control de chorro en áreas con peligro de explosión
Para que se pueda efectuar un control de chorro incluso en un área con peligro de explosión, donde por largo tiempo predomina una mezcla de aire y gases inflamables, vapores o nieblas, se trabaja con fibras ópticas.
De esta forma, también se puede trabajar en la zona Ø especificada por la directiva ATEX. Los componentes electrónicos y opto-electrónicos del sistema de control de chorro se encuentran fuera de la zona de Ø.
Sólo los componentes ópticos y opto-mecánicos (frontend opto-mecánico) se encuentran en la zona 
.
La conexión entre la interfaz y la unidad de evaluación se realiza a través de fibras ópticas.
Se debe observar que la densidad de potencia óptica no sobrepase un determinado valor límite. En los productos SI, sin embargo, la densidad de potencia óptica está muy por debajo de los valores límites permisibles.
Los métodos de pulverización más importantes
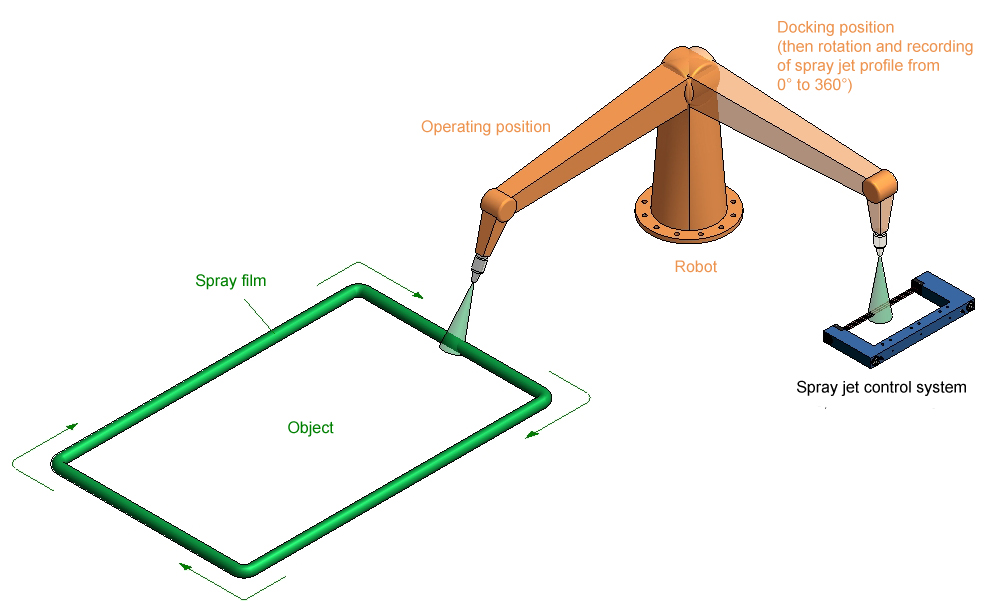
La boquilla de pulverización está montada en la cabeza del robot y se mueve sobre el objeto
Aquí, el objeto a pulverizar se pone en posición y esta posición se mantiene sin cambios durante el proceso de pulverización.
El sistema de control de chorro se encuentra aquí en una llamada estación de acoplamiento, a la que llega el robot después de la finalización de la pulverización. Después de alcanzar la posición de acoplamiento, la boquilla de pulverización se activa de nuevo y durante este tiempo se controla el chorro.
En la práctica, la posición de acoplamiento no llega a la posición de acoplamiento después de cada objeto , sino después del décimo. ¡Si el sistema de control de chorro devuelve una señal no OK (niO), se detiene el proceso de trabajo normal!
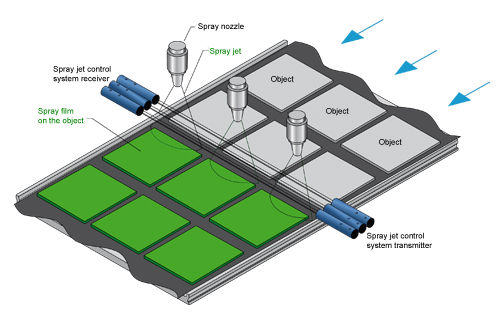
La boquilla de pulverización está montada fija y el objeto se mueve debajo de esta.
Los objetos, en este caso, se transportan y pasan por el chorro en una cinta transportadora. Las boquillas están montadas de forma fija, y esto significa que se debe inspeccionar durante el proceso normal de trabajo (de pulverización).
Sólo es posible una calibración de la boquilla de pulverización después de la desconexión (o antes de la activación). Además, debe considerarse que posiblemente deban controlarse varias boquillas al mismo tiempo con el mismo sistema de control.
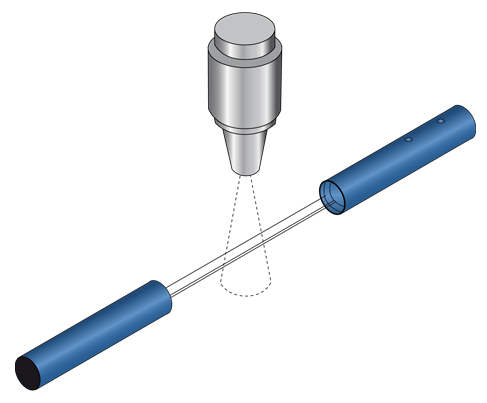
Con una boquilla muy fina y la ayuda de una válvula electromagnética, se generan "paquetes" individuales o gotitas (otra manera para de producir gotitas en serie rápida, sería por medio de un cabezal piezoeléctrico).
Aquí, por un lado, se debe determinar la cantidad de gotitas, y por el otro, el diámetro de las mismas y/o el tamaño de los "paquetes".
El sensor ideal para esto es un sensor de la serie A-LAS con diafragma ajustado al tamaño de gotita en combinación con la electrónica de control A-LAS-CON1, ya que este sistema de sensores tiene una alta frecuencia de escaneado y de conmutación. Además, el tamaño de las gotitas queda registrado de forma intermedia en la salida analógica hasta la llegada de la siguiente gotita.
Hardware del control de chorro
Sistemas de transmisión de luz por monohaz
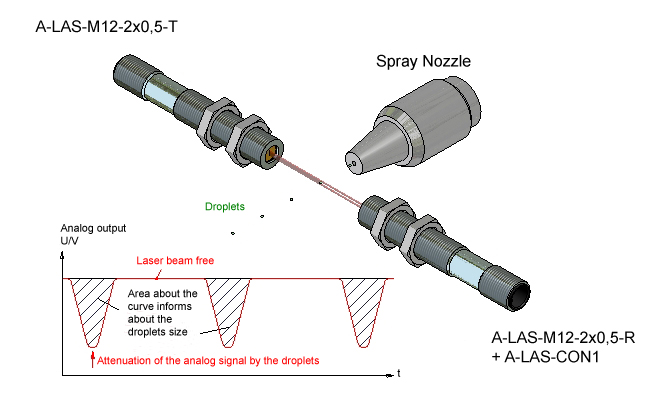
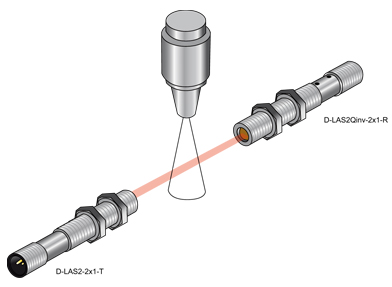
Sistema de transmisión de luz por monohaz con salida analógica:
Serie de sensor: serie D-LAS
Modelo de sensor: D-LAS2-2x1-T (emisor) + D-LAS2-Quinv-2x1-R
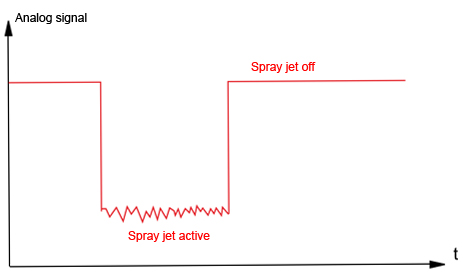
El sensor proporciona una señal analógica (sin atenuación) de + 10V (se puede configurar a través de la potencia del láser en el pin de control I).
La disminución de la señal analógica durante el proceso de pulverización proporciona datos sobre la cantidad de pulverizado.
Con los apliques de aire de soplado ABL-M12-3 se impide que las gotitas se condensen en la tapa del lente del emisor o del receptor. Para este propósito, por lo general basta una ligera sobrepresión.
Sistema de transmisión de luz por monohaz con controlador:
Serie de sensor:
serie A-LAS
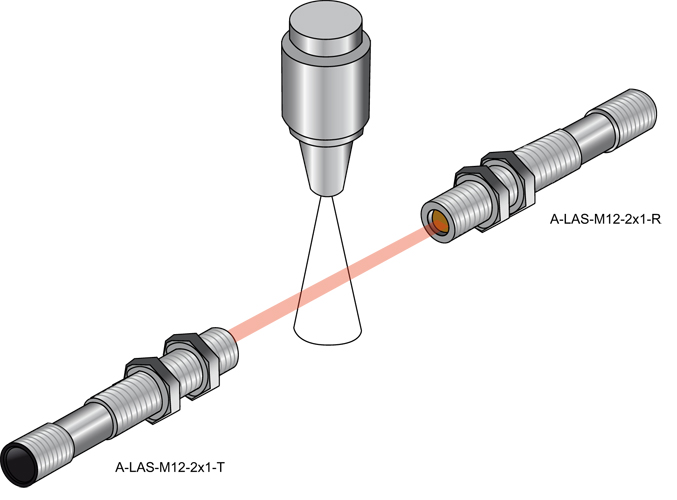
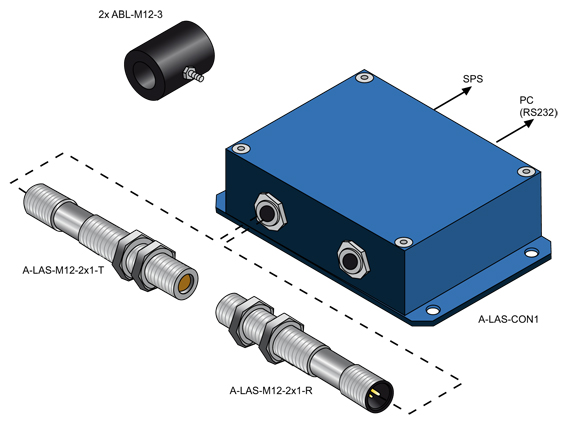
Modelo de sensor: A-LAS-M12-2x1-T (emisor) + A-LAS-M12-2x1-R (Receptor) + A-LAS-CON1 (controlador)
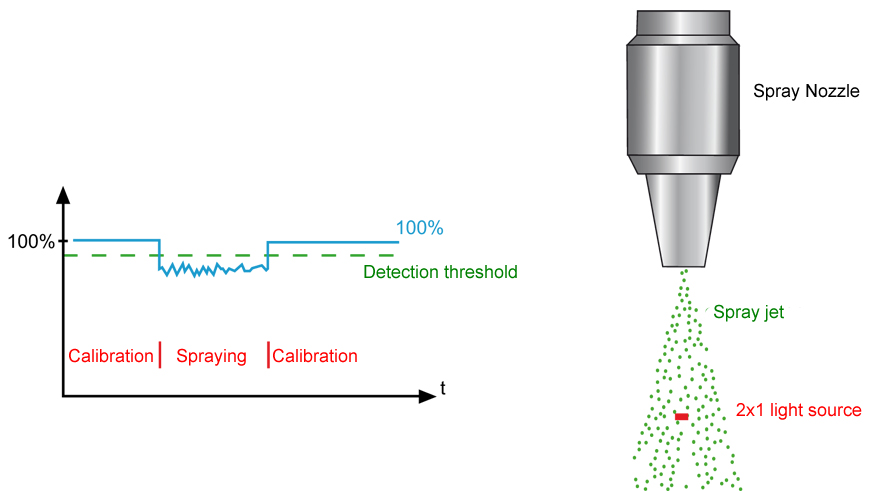
Con la ayuda del controlador, inclusive software A-LAS CON1, se puede calibrar el sistema respectivamente antes del proceso de pulverización.
Esto hace que sea posible detectar incluso la más pequeña cantidad de pulverizado, ya que
cualquier suciedad
existente puede compensarse con la ayuda de la calibración (al 100%) y por lo tanto el límite de detección puede ubicarse cercano al valor de 100% (por ejemplo, 99,7% ).
La unidad de controlador proporciona en la salida tanto una señal analógica como una digital, que informan si se sobrepasa el límite de detección.
Sistema de transmisión de luz por doble haz
Serie de sensor:
serie A-LAS
Modelo de sensor: A-LAS-M12-2x1-T (emisor 2x) + A-LAS-M12-2x1-R (receptor 2x) + A-LAS-CON1 (controlador)
Por medio de la unidad de control A-LAS-CON1 se controlan y evalúan los dos sensores láser A-LAS. También aquí se produce una calibración entre los propios procesos de pulverizado. Para esto se utiliza una señal externa digital (por ejemplo, de PLC) que informa al controlador cuando se puede realizar la calibración.
¡Por medio de ambos sensores láser, se puede llevar a cabo una comprobación sencilla de la simetría! ¡Además también se puede realizar un control de la cantidad de pulverizado! Para que la cubierta de los lentes de los sensores láser no se ensucien, se dispone del aplique ABL-M12-3.
En la salida se puede elegir entre tres salidas digitales:
SIMETRÍA i. O./n. i. O. (OK/ no OK)
SEÑAL A i. O./n. i. O. (OK/ no OK)
SEÑAL B i. O./n. i. O. (OK/ no OK)
Se comprueba si SEÑAL A, B y SEÑAL la SIMETRÍA están dentro del rango de tolerancia especificado.
Sistema de transmisión de luz por doble haz para el uso en áreas Ex (peligrosas)
Serie de sensor:
serie A-LAS
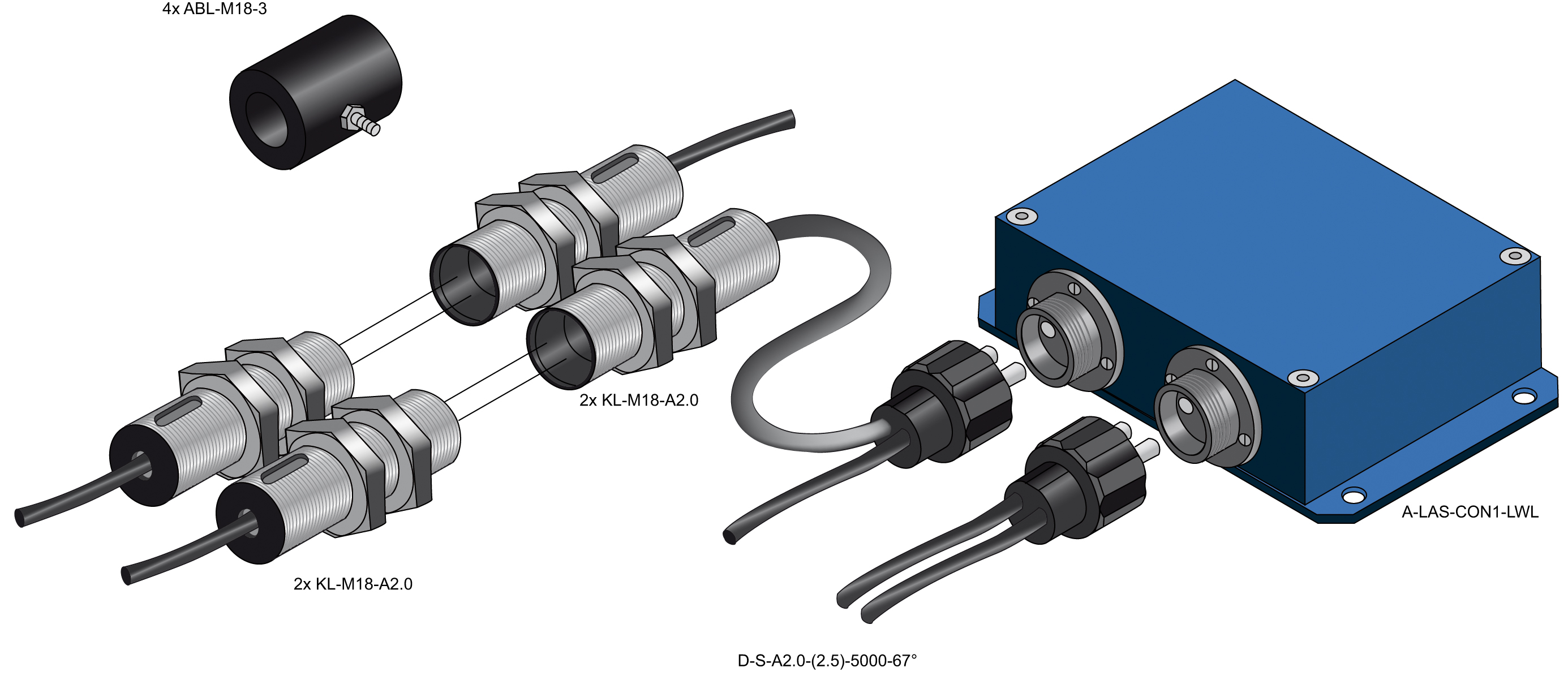
Modelo de sensor: fibra óptica D-S-A2.0-(2.5)-500-67° + aplique para lente KL-M18-A2.0 (2x) + electrónica de control A-LAS-CON1-FIO
El control y la evaluación de A-LAS-CON1-FIO se realizan de la misma manera como con A-LAS CON1.
Sin embargo, ya que tanto los componentes electrónicos tanto como los optoelectrónicos sólo están en la electrónica de control y no en los frontends del sensor, este modelo es apropiado para el uso en áreas Ex.
Aquí también se dispone de apliques de aire soplado del tipo ABL-M18-3
para proteger los lentes.
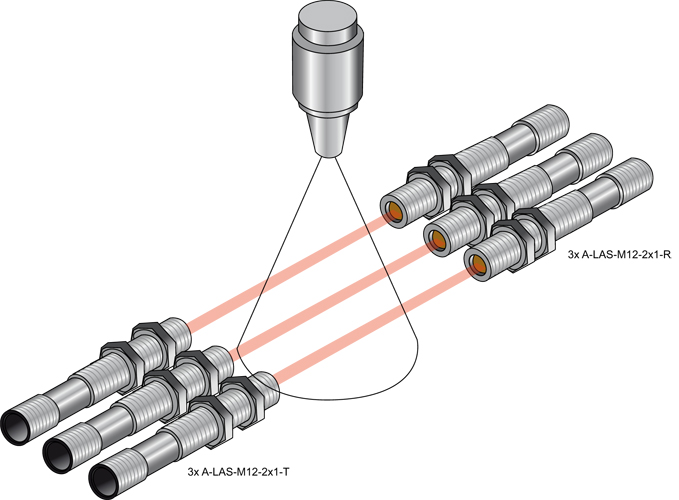
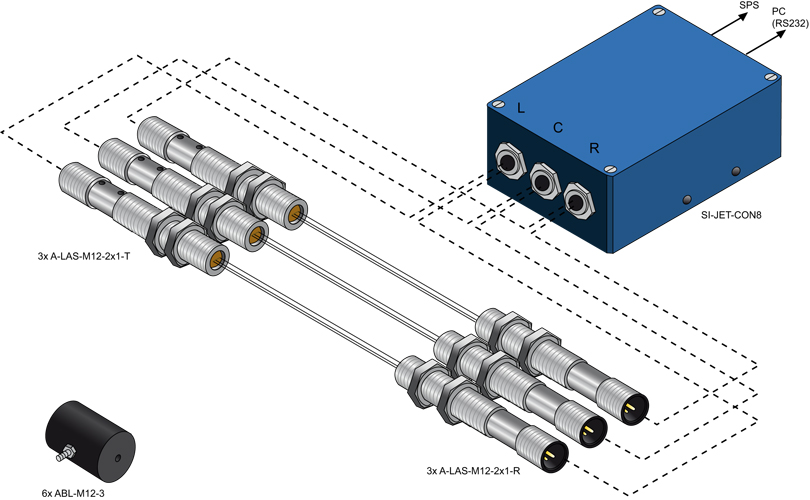
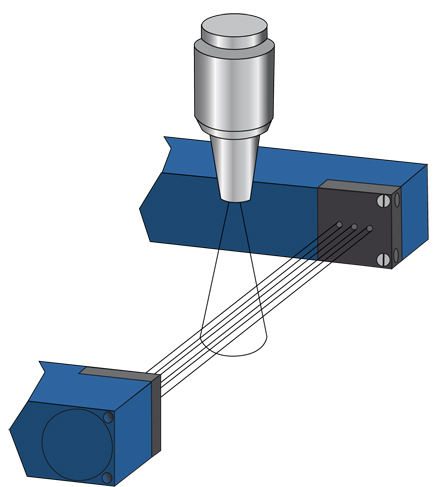
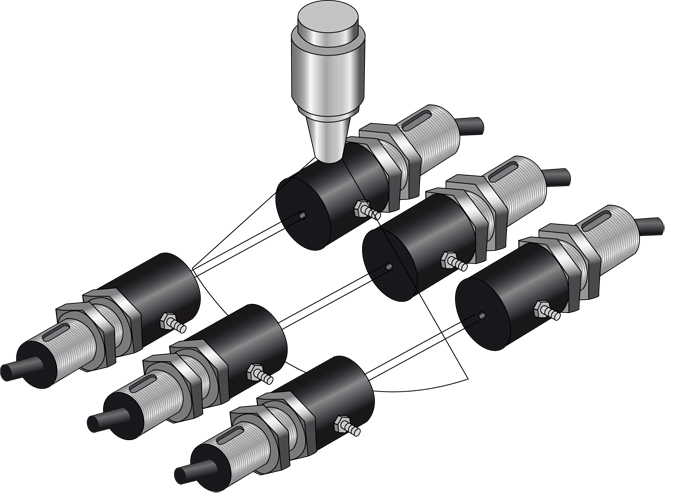
Sistema de transmisión de luz por triple haz - ejecución separada
Serie de sensor:
serie SI-JET
Modelo de sensor: A-LAS-M12-2x1-T (emisor 3x) + A-LAS-M12-2x1-R (receptor 3x) + SI-JET3-CON8 (controlador)
Por medio de la unidad de control IS JET3-CON8 se evalúan los tres frontends de sensor. El software de evaluación es aquí V3.0 SI-JET2-Scope. Se evalúa tanto la cantidad de pulverizado (DENSITY) como también la simetría (SYM1, SYM2). En el modo de evaluación RELATIVE, se produce una compensación del ensuciamiento por medio de la calibración automática. Se pueden ingresar hasta 31 tolerancias de chorro diferentes, de forma tal que se pueda avisar tempranamente sobre una desviación del chorro en las cinco salidas digitales.
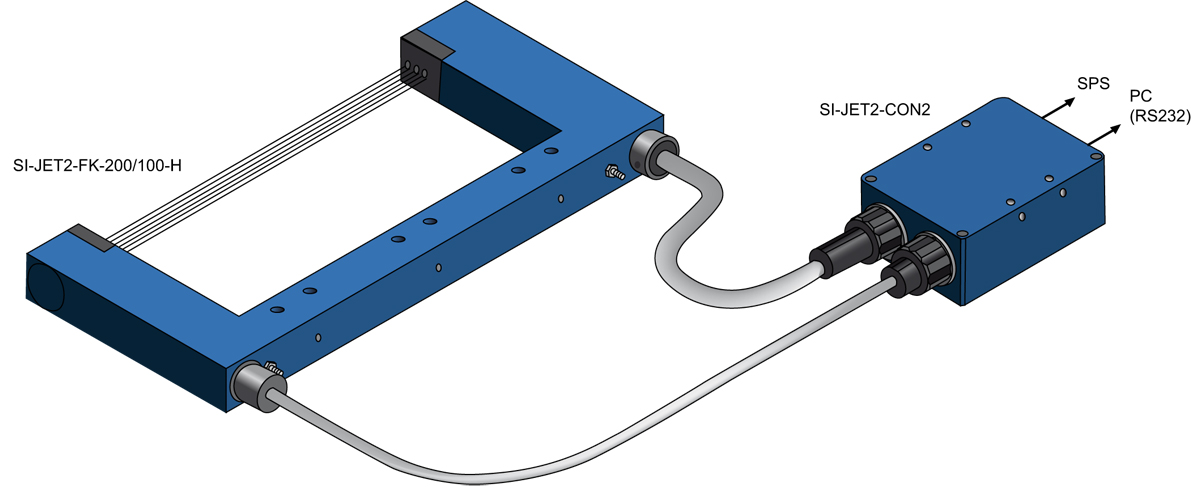
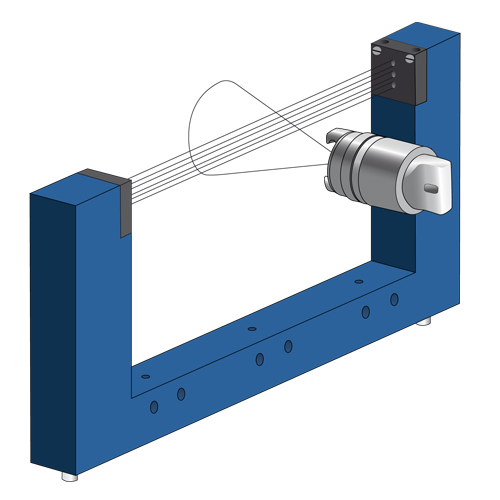
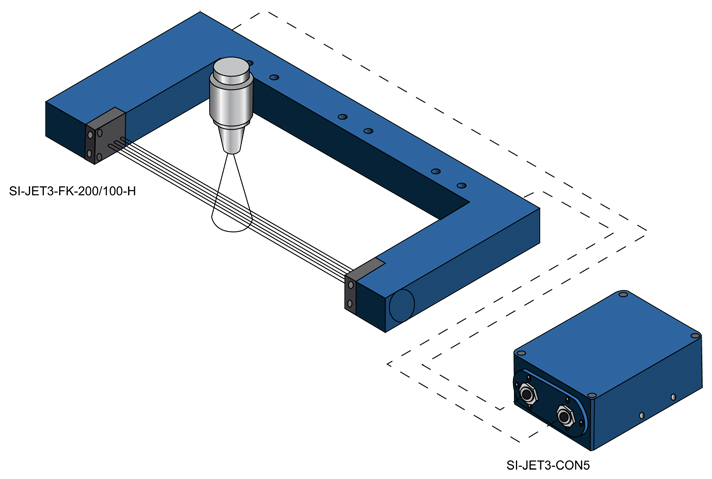
Sistema de transmisión de luz por triple haz - modelo de horquilla
Serie de sensor:
serie SI-JET
Modelo de sensor: SI-JET3-FK-200/100-H (frontend) + SI-JET3-CON5 (controlador)
La horquilla tiene tres haces de luz, cada uno de un diámetro de 3 mm y un paso de 5 mm. El software de evaluación también aquí es V3.0 SI-JET2-Scope, con la que se evalúa la cantidad de pulverizado (DENSITY) y la simetría (SYM 1, SYM2).
En el modo de evaluación RELATIVE, que se puede utilizar si hay un intervalo de chorro en el rango
de un minuto, entre los intervalos se produce una calibración, y por tanto, una compensación del ensuciamiento. En un chorro continuo se trabaja en el modo ABSOLUTE.
Por medio de cinco salidas digitales se informa sobre el nivel de tolerancia correspondiente en hasta 31 niveles. Por tanto, se puede indicar la tendencia de forma sencilla (por ejemplo con PLC).
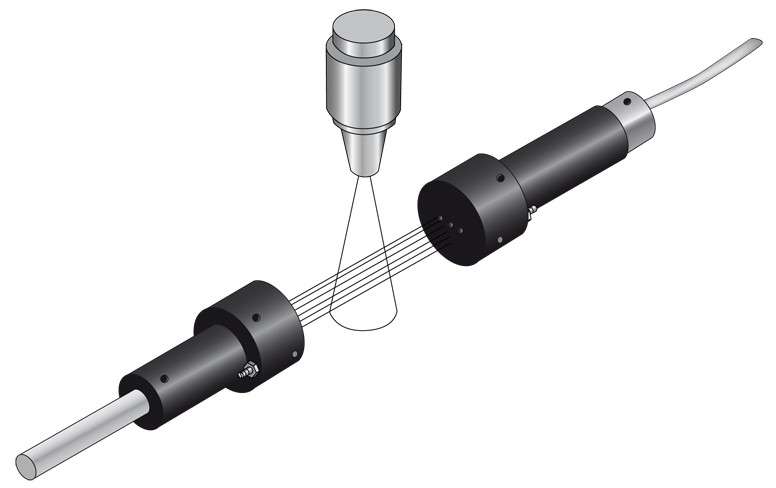
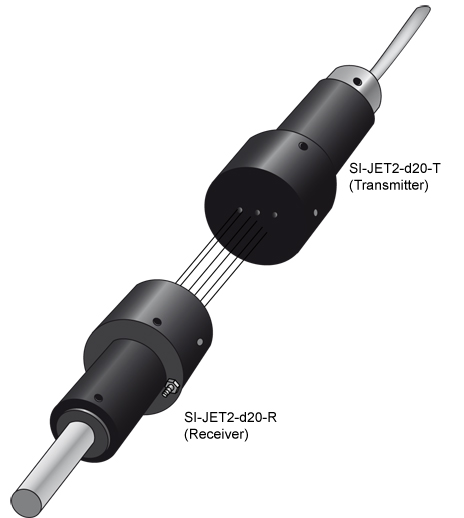
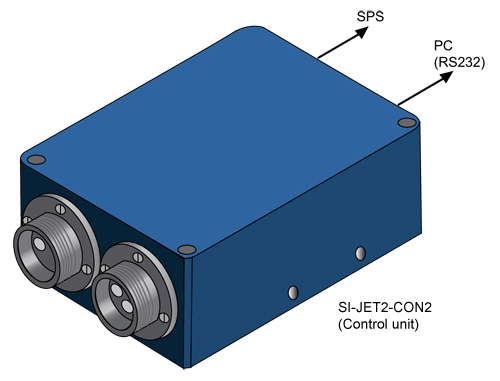
Sistema de transmisión de luz por triple haz - ejecución separada para uso en áreas Ex
Serie de sensor:
serie SI-JET
Modelo de sensor: SI-JET2-d20-T (emisor) + SI-JET2-d20-R (receptor) + SI-JET2-CON2
Por medio de una fibra óptica, se conduce una luz roja al frontend transmisor y por un diafragma, que está integrado al aplique de aire de soplado, se generan tres haces de luz, cada uno con un diámetro de 3 mm y un paso de 5 mm.
La evaluación también aquí se realiza mediante el software V3.0 SI-JET2-Scope. La electrónica de control SI JET2-CON 2 también tiene 5 salidas digitales, por lo que también se puede indicar la tendencia (por ejemplo, con PLC).
Serie de sensor:
serie SI-JET
Modelo de sensor: KL-M18-A2.0 (frontend) + R3-M-A2.0-(2.5)-500-67°-3x (fibra óptica) + SI-JET2-CON3 (electrónica de control)
En este modelo de sensor, los tres haces de luz roja se pueden ajustar individualmente entre sí para cada chorro. Una vez más, se utiliza el software de evaluación IS-JET2-Scope V3.0. Este modelo proporciona relativas ventajas especialmente en chorros con amplio ángulo de apertura.
Sistema de transmisión de luz por triple haz - modelo de horquilla para uso en áreas Ex
Serie de sensor:
serie SI-JET
Modelo de sensor: SI-JET2-FK-200/100-H (frontend) + SI-JET2-CON2 (electrónica de control)
También en esta variante los tres haces están alineados entre sí a 5 mm (en el centro), el diámetro del haz de luz roja es de 3 mm. Por medio de la electrónica de control SI-JET-CON 2 también aquí se puede indicar la tendencia de los parámetros de chorro, por ejemplo, en combinación con PLC.
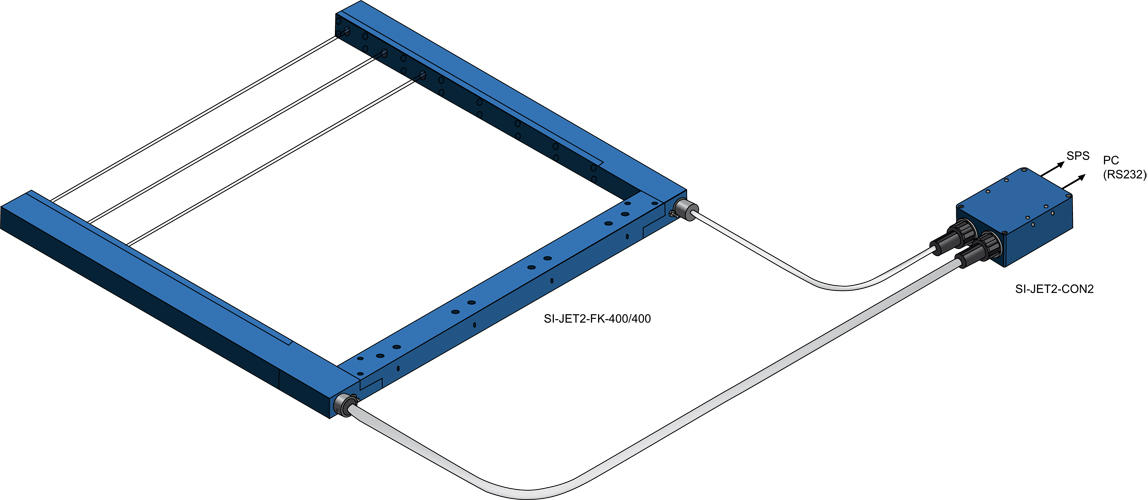
Serie de sensor:
serie SI-JET
Modelo de sensor: SI-JET-FK-400/400 (frontend) + SI-JET2-CON2 (electrónica de control)
Esta versión está destinada principalmente para chorros con gran ángulo de apertura. El paso del haz de luz roja es de 50 mm para un diámetro de haz de 3 mm. Usando el software de evaluación SI-JET2-Scope V3.0 y las 5 salidas digitales de la electrónica de control SI-JET2-CON 2, también aquí se puede indicar la tendencia (por ejemplo, con PLC).
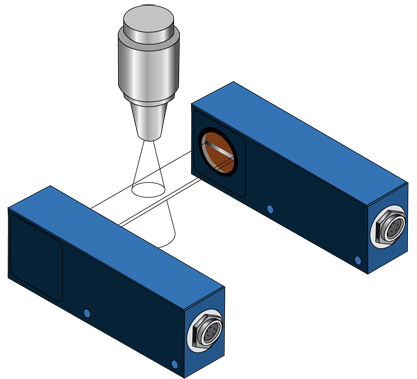
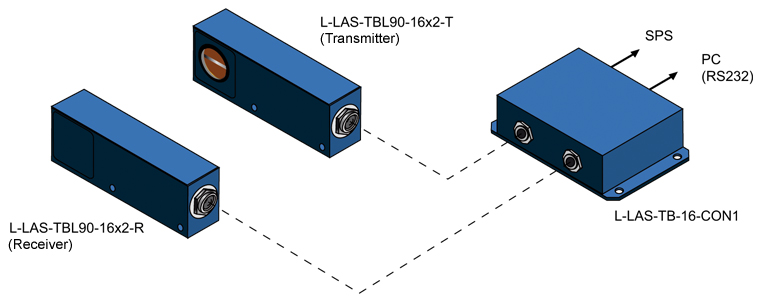
Sistema de bandas de luz - ejecución separada
Serie de sensor:
serie L-LAS-TB
Modelo de sensor:L-LAS-TB/90-16x2-T (frontend emisor) + L-LAS-TB/90-16x1-R (frontend receptor) L-LAS-TB-16-CON1 (electrónica de control)
Por medio de una amplia banda de 16 mm de luz láser, se ilumina la sección transversal del cono del chorro. En el lado opuesto del chorro se encuentra un detector de líneas de 16 mm de ancho que tiene 256 píxeles (minidetectores de fotos) y registra el perfil de la sección transversal del láser.
El software de evaluación L-LAS-JET-Scope calcula el perfil real del chorro desde la diferencia de la señal del sensor de líneas en los estados no amortiguado (sin chorro) y amortiguado (con chorro). El perfil del chorro se puede guardar como un archivo con números consecutivos en la memoria del ordenador, pudiéndose crear una especie de "película del chorro".
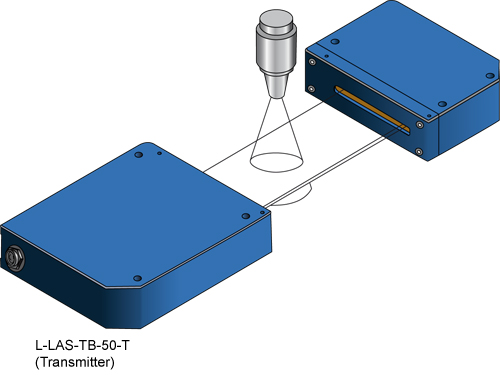
Modelo de sensor: L-LAS-TB-50-T (emisor) + L-LAS-TB-50-R (receptor, inclusive unidad de control)
En esta versión se dispone de una cortina de luz de láser de 50 mm de ancho. El detector de líneas tiene 800 píxeles. El software de evaluación L-LAS-JET-Scope proporciona un perfil del chorro que se puede almacenar como un archivo con números consecutivos en la memoria del ordenador y se puede utilizar para análisis de perfil de chorro.
Modelo de sensor: L-LAS-TB-75-T (emisor) + L-LAS-TB-75-R (receptor inclusive unidad de control)
Con una cortina de luz transmitida láser de 75 mm de ancho y un valor de detector de líneas de aproximadamente 1200 píxeles, comparable con el modelo L-LAS-TB-50 .
Modelo de sensor: L-LAS-TB-100-T (emisor) + L-LAS-TB-100-R (receptor inclusive unidad de control)
Con una cortina de luz transmitida láser de 100 mm de ancho y un valor de detector de líneas de aproximadamente 1600 píxeles, comparable con el modelo L-LAS-TB-50 .
Software de control de chorro
1. Software para los sistemas monohaz y de haz doble A-LAS-CON1-Scope V3.0
Con la ayuda del software V3.0 A-LAS-CON1-Scope se puede controlar de forma absoluta o bien relativa.
En la medición absoluta se supervisan los datos en bruto (el sistema monohaz canal A, el sistema de haz doble canal A y el canal B). Por un lado, si el canal A (y adicionalmente el canal B en el sistema de doble haz) si se encuentra en el rango de tolerancia ajustable (o de forma continua, o en un cierto punto de disparo), y por el otro, ante una posible próxima situación de disparo de la salida analógica, se "congela" durante el tiempo en que no sea sobrescrita por una nueva situación de disparo.
En el modo relativo, la unidad de control electrónico compara constantemente la señal de entrada actual con el valor máximo actual (por medio de constante de tiempo variable ajustable) y forma el llamado valor estándar NORMA A (NORMA B en el sistema haz doble).
En el sistema de haz doble, la siguiente relación proporciona información sobre la simetría:
Los datos pueden transferirse a la pantalla del PC para que sean visibles tanto numérica como gráficamente.
2. Software para el sistema de triple haz SI-JET2-Scope V3.0
A partir de los tres valores brutos disponibles L, C, R de los tres canales de entrada, el software SI-JET2-Scope V3.0 determina la densidad del chorro (DENSITY) y dos tamaños de simetría, simetría 1 (SYM 1) y simetría 2 (SYM2).
EVALUACIÓN MODO ABSOLUTO (EMA):
En EMA, se cambian los tres valores en bruto de L, C, R para determinar la densidad, la simetría 1 y la simetría 2.
Los valores actuales de DENSITY, SYM1 y SYM2 se muestran en la interfaz de Windows®, tanto gráfica como numéricamente, además, los valores brutos también pueden representarse por medio de barras gráficas.
EVALUACIÓN MODO RELATIVO (EMR):
En EMR, se normalizan los tres canales de entrada L, C, R (izquierda, centro, derecha) respecto a sus valores máximos, que se determinan en cada caso durante el último minuto. Para la densidad y la simetría de los dos valores de simetría, surgen las siguientes regularidades:
Proceso teach
La TEACH table se vuelve visible por medio del "volteado" del interruptor de software PARA. Al presionar el botón GO, aparecen en la interfaz del ordenador los datos actuales calculados en el sensor para DENSITY, SYM1 y SYM2.
Pulsando el botón TEACH DATATO (en la interfaz de usuario de Windows®, a través de cliquear en el ratón) se transfieren los datos a la TEACH table. Con DTO se determina una tolerancia para la densidad, de la misma se procede con la tolerancia para la simetría 1 S1TO y simetría 2 S2TO.
Después que se "teacheó" un estado (vector), la información debe comunicarse al sensor vía clic SEND.
Pulsando el botón GO, aparecen en el display de gráficos las tolerancias actuales DTO, S1TO, así como también S2TO.
La casilla V n°: informa si el chorro actual está dentro de las tolerancias del vector respectivo.









.png)
.png)
.png)
.jpg)
.jpg)