Traducir esta página:
¿Qué es el brillo?

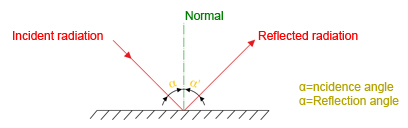
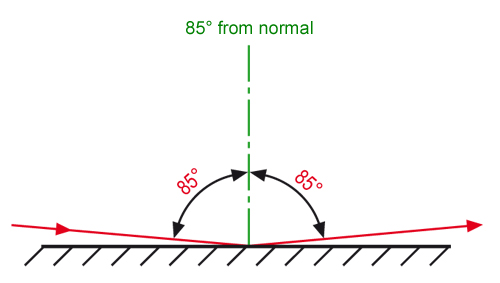
Se denomina brillo de un objeto a la reflexión directa de la luz en el rango visible. La reflexión directa en "forma pura" se puede observar, por ejemplo, en superficies espejadas, donde vale: ángulo de incidencia = ángulo de reflexión. El ángulo se define a partir de la normal de la superficie.
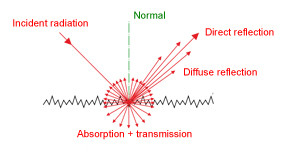
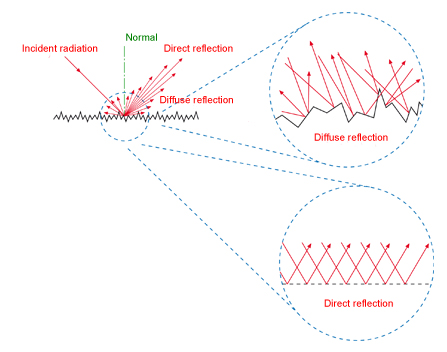
Control de brillo: REFLEXIÓN DIRECTA + REFLEXIÓN DIFUSA
Superficies de calibración
Cuando se utiliza un espejo plateado, esta superficie sirve como valor de referencia y se establece en 100 (Unidad: [1]).

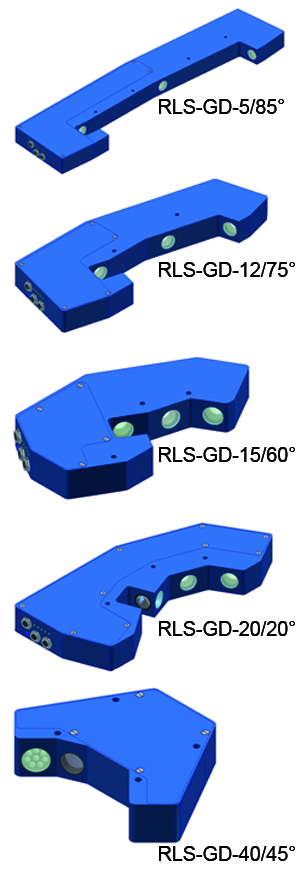
Ángulo de medición
Para superficies de alto brillo
45°:
Estándar TAPPI (industria del papel) para superficies brillantes
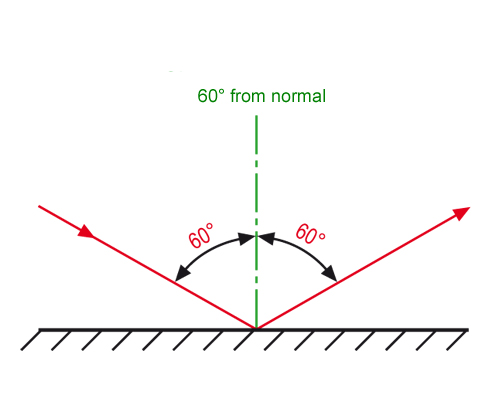
60°:
Para superficies de brillo moderado
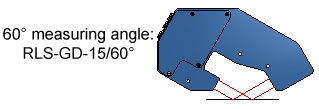
Se utiliza un sensor de brillo de 60° si se determinan brillos >10GU a <70GU. Esta variante es "todo terreno". El sensor de brillo de 60° es estándar para la mayoría de las aplicaciones.
75°:
Estándar TAPPI (industria del papel) para superficies mate
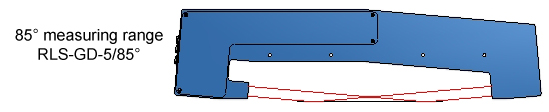
85°:
Para superficies mate
A 85° se usa el sensor de brillo cuando se deben determinar brillos <10GU. Es decir, si el brillo medido con un medidor de brillo de 60° es <10GU, se utiliza un sensor de brillo de 85°.
[GU = Gloss Unit / unidad de brillo]
|
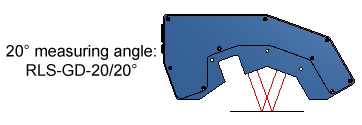
20° from normal
Esta geometría de medición se utiliza principalmente en objetos de alto brillo, como por ejemplo aluminio muy pulido, láminas de plástico de alto brillo o placas de vidrio recubiertas.
Dependiendo de la aplicación, se calibra el sensor de brillo con cristal negro o un espejo plateado (en este caso, es una versión especial de sensor). |
 |
 |
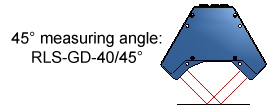
45° from normal
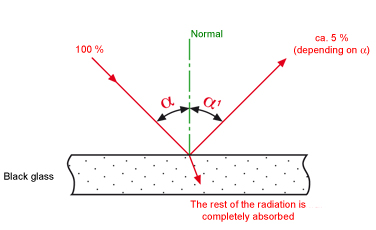
El grado de brillo del vidrio negro es de 100 [1] (con versiones especiales en espejo plateado también 100 [1]). Con esta geometría de medición se trabaja casi exclusivamente en la industria del papel para medir en superficies de papel de alto brillo (los llamados estándar TAPPI).
Aquí, se calibra sobre el vidrio negro. El grado de brillo del vidrio negro es de 100 [1]. |
|
60° from normal |
 |
 |
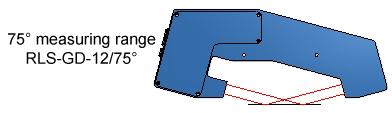
75° from normal
Esta geometría de medición se usa preferiblemente en la industria del papel para medir superficies de papel mate (estándar TAPPI). Se calibra sobre vidrio negro, el grado de brillo aquí es 100 [1]. |
| 85° from normal Con esta geometría se miden principalmente superficies muy mates (por ejemplo, superficies de madera mate).
Aquí también se calibra en vidrio negro, el que también tiene el grado de brillo de 100 [1]. |
 |
Dispositivos manuales
En materiales continuos (rollos, bandas), normalmente se toma una prueba al inicio de la producción para la medición en el laboratorio. Al final de la producción se efectúa otro muestreo. Entre el comienzo y el final de la producción no se puede realizar una medición razonable del brillo.
En la producción de material de placa, sin embargo, se puede hacer un muestreo también durante la producción, pero este método consume mucho tiempo y la muestra difícilmente se puede introducir de nuevo en el proceso de producción.
Como fuente de luz se utiliza normalmente una lámpara incandescente, por medio de la ayuda del lente del sensor, se colima la luz blanca (el diámetro del haz de luz es generalmente menos de 10 mm), una parte de la luz del transmisor se desacopla por medio del divisor de haz e incide sobre un lente (lente de de referencia) en el receptor de referencia, de modo que cualquier desviación pueda ser compensada.
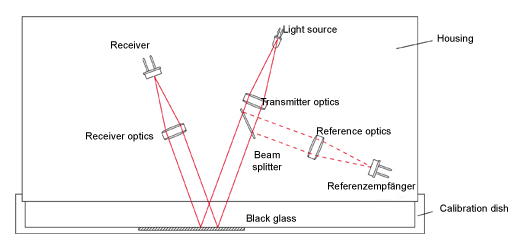
El dispositivo manual tiene que ser colocado en el objeto, para que pueda respetarse la distancia de medición, y por lo tanto, la luz externa no pueda alcanzar el receptor.
La cantidad de luz, centrada en el receptor a través del lente, proporciona información sobre el grado de brillo. En los dispositivos manuales, la protección del lente sirve también como bandeja de calibrado, ya que en el lado interior de la tapa se coloca un vidrio negro.
- SÓLO es posible una medición OFFLINE, así que es necesario el muestreo. En materiales continuos sólo es posible la medición al comienzo y al final del material de banda.
- Sólo es posible la medición aleatoria (en el laboratorio), no es posible una medición del producto 100%.
- No es posible la medición sin contacto, porque el sensor debe estar colocado sobre el objeto de medición.
- Sensibilidad a la luz exterior, ya que normalmente se utiliza una lámpara incandescente como fuente de luz (no modulada)
- Vida útil limitada de la fuente de luz (lámpara)
- No hay salidas de conmutación digitales ni salidas analógicas
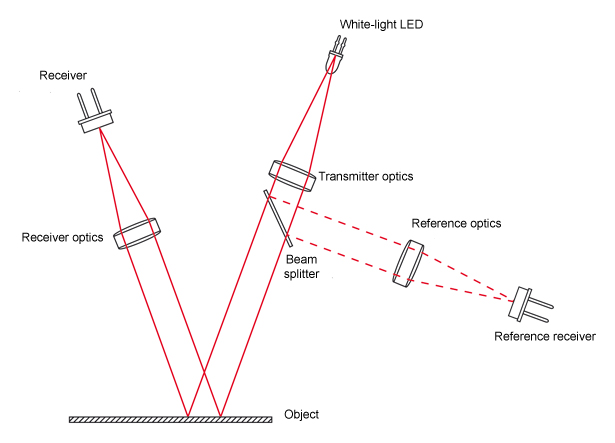
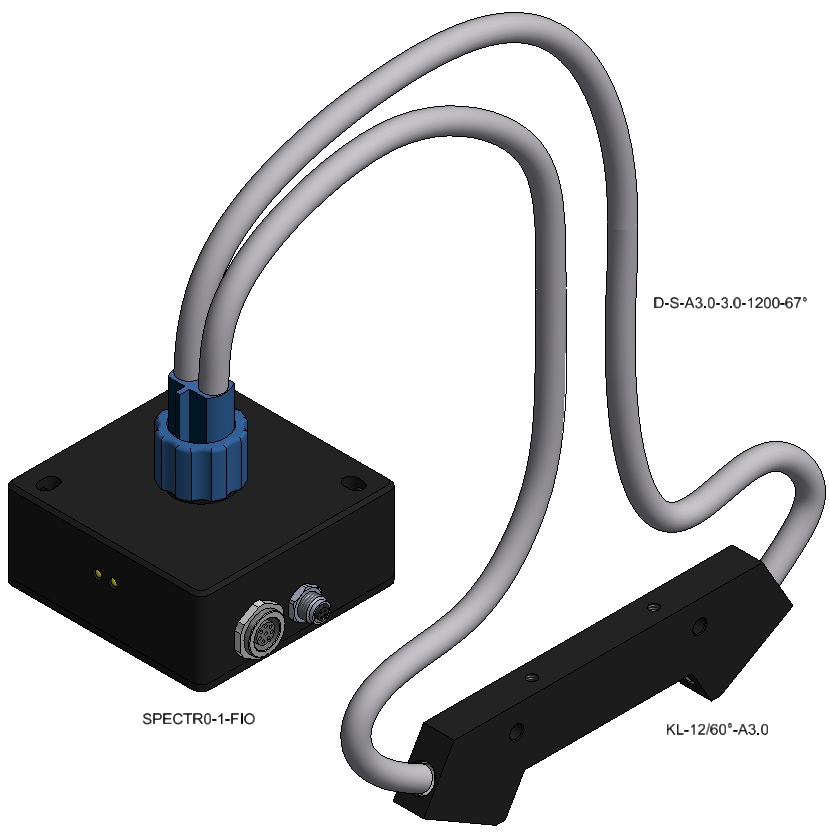
Dispositivos INLINE (de Sensor Instruments GmbH)
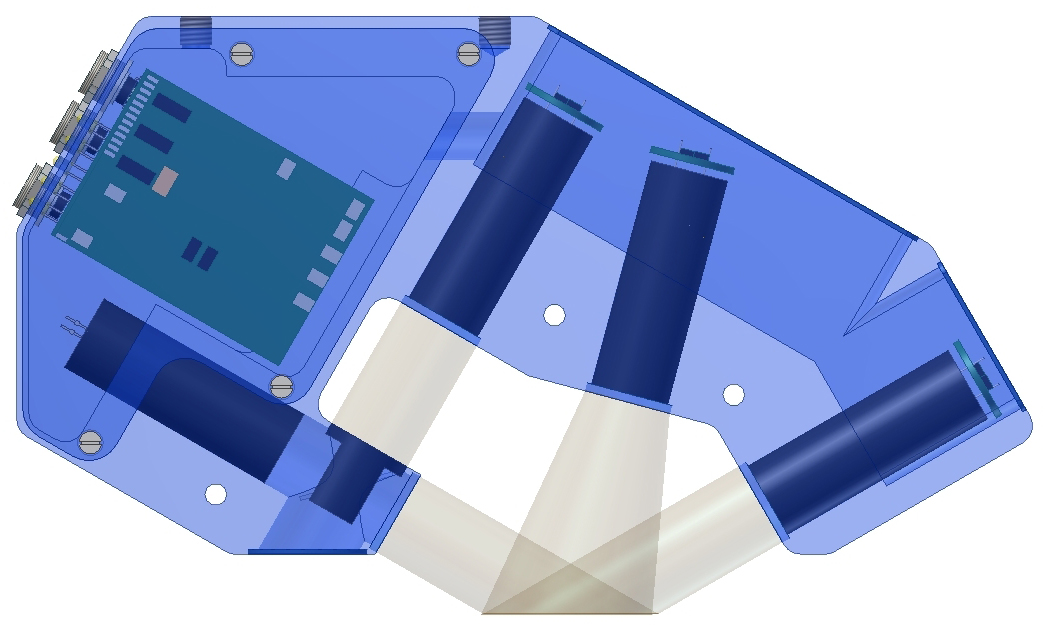
- En lugar de una lámpara incandescente, se utiliza un LED de luz blanca, por lo cual la luz puede ser modulada y el sistema de medición es inmune a la luz externa.
- Debido a la falta de sensibilidad a la luz externa, el sistema de medición puede funcionar sin contacto y por lo tanto puede ser utilizado en línea.
- La referencia secundaria ha sido colocada en el exterior, de modo que las influencias del entorno incidan de la misma forma en el tramo de medición y en el tramo de referencia. Las cubiertas de lentes son de vidrio plano para que la limpieza sea mucho más fácil.
- El sistema dispone de salidas de conmutación, así como también de dos salidas analógicas (salidas de tensión y corriente)
- El dispositivo dispone de varias interfaces seriales (por medio de convertidores): RS232, USB y Ethernet
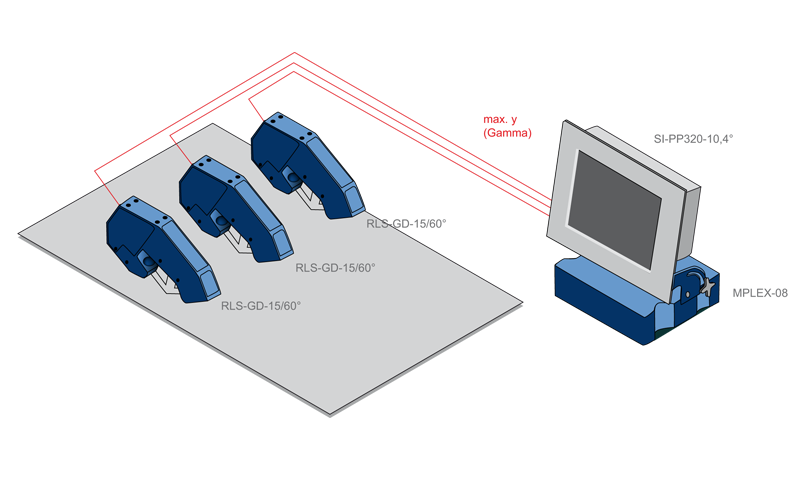
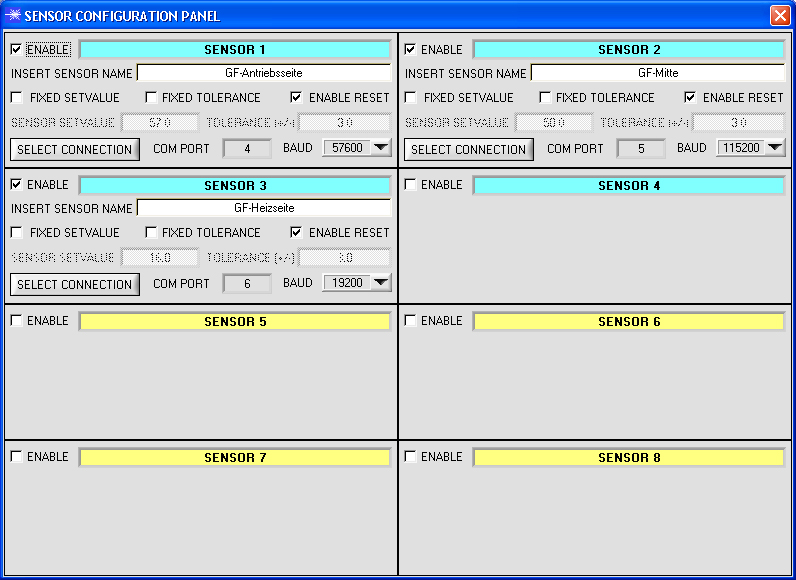
- Varias líneas de medición en un multiplexor (hasta 8 líneas de medición) visualizables en una unidad de monitorización (visualización de tendencia, visualización numérica y gráfica del grado de brillo, presentación del valor promedio, del valor de tolerancia regulado y registro los datos bajo un número de orden específico)
- Dado que se puede variar la potencia del transmisor LED de luz blanca, se puede adaptar la potencia de la luz a la superficie de medición actual
- El diámetro del haz de luz especial es de aproximadamente 20 mm, de ese modo se integra una porción mucho mayor de la superficie del objeto, que en el caso de los dispositivos manuales. Así, el sistema de medición es inmune a las variaciones locales.
Geometría de medición
Para todos los principales estándares hay sensores de brillo INLINE de Sensor Instruments:
Interfacing
El sensor de brillo tiene 5 salidas digitales que pueden ser operadas por un PLC en conexión.
Además, hay dos salidas analógicas, las cuales informan sobre el grado actual de brillo. Se trata de una salida de tensión (0 ... 10 V), mientras que la otra proporciona una señal de corriente (4 mA a 20 mA).
Por otra parte, se puede efectuar una transferencia de datos a través de la interfaz RS232 integrada. Por medio del convertidor de interfaz externa para USB y Ethernet, se puede hacer un enlace con el respectivo sistema.
El multiplexor M-PLEX-08 permite la conexión de hasta 8 mediciones de brillo (sensores RLS-GD), cuyos valores de medición se pueden representar por medio de una unidad de monitoreo (SI-PP320-10,4 °), gráfica (indicador de tendencia) y numéricamente (actual o valor promediado).
Además, se puede hacer un registro de datos. Los datos, entonces, se guardan según la orden correspondiente.
Software
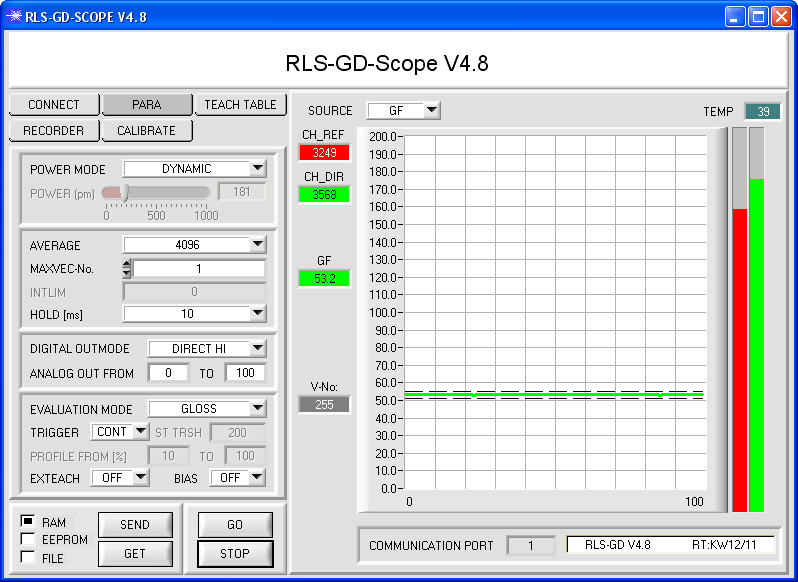
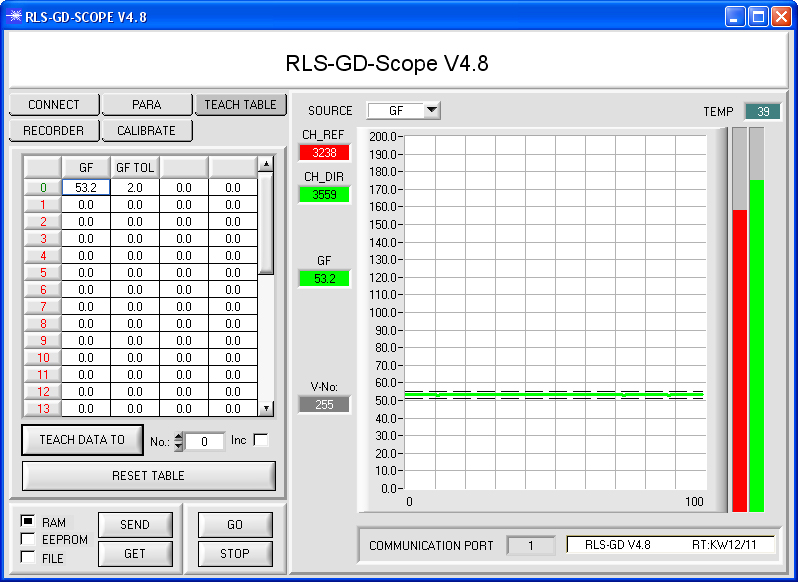
Usando el software Windows® RLS-GD-Scope V4.8, se puede parametrizar el sensor de brillo de forma fácil y sencilla.
Los parámetros de entrada importantes son:
- Potencia del LED de luz blanca ajustada / no ajustada:
POWER MODE: DYNAMIC/STATIC
Ajuste de la salida de luz en modo STATIC:
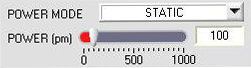
0: LED apagado
1000: LED máximo
- confección del promedio del valor de brillo calculado:
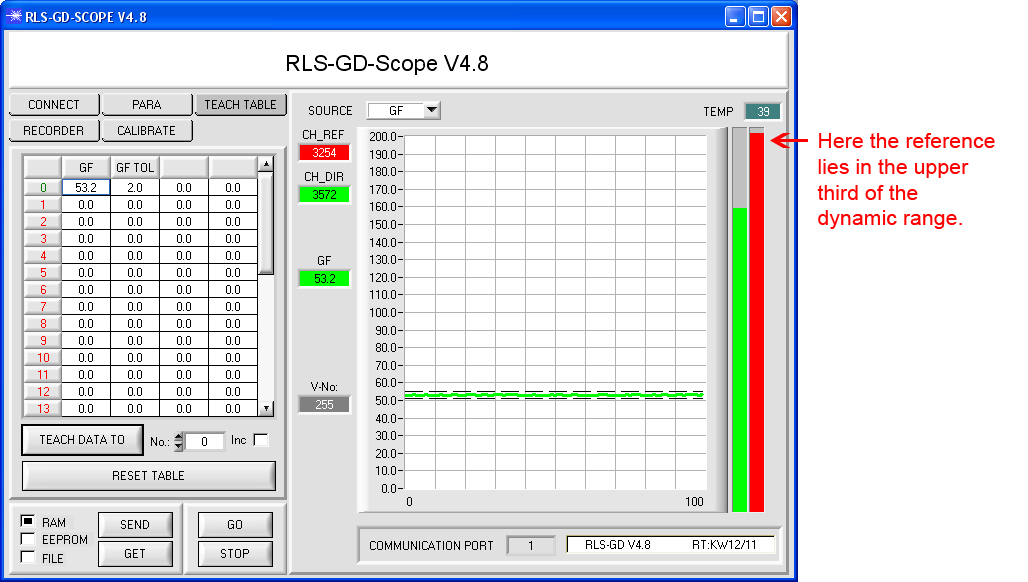
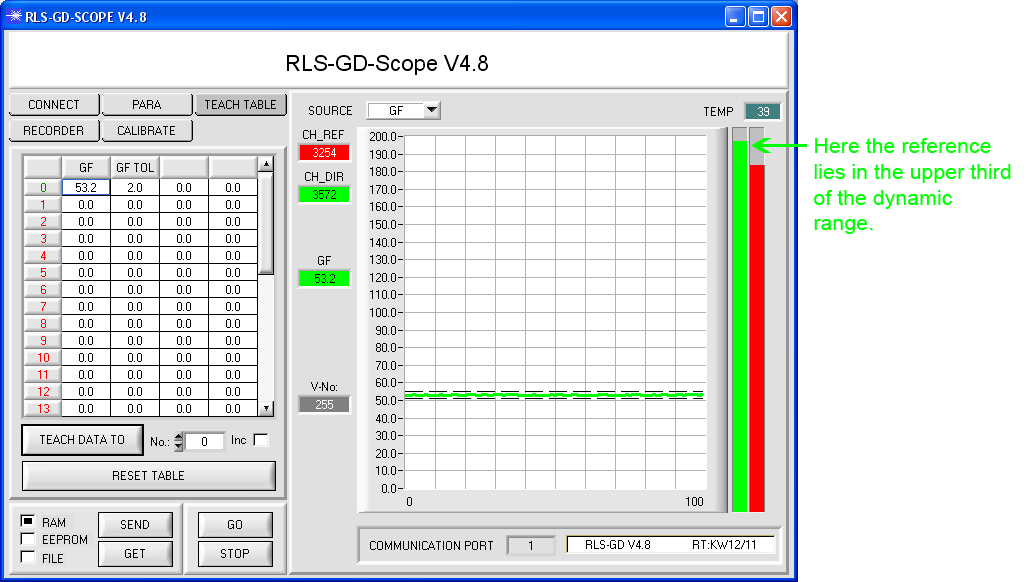
En el POWER MODE DYNAMIC, el sensor de brillo integrado en el controlador trata de regular la potencia de luz, de modo que en el tercio superior de la gama dinámica se encuentre o bien el valor bruto de la señal de referencia o el valor bruto del receptor para el reflejo directo (véase también la visualización de barras en la interfaz de usuario)
- El valor medio se puede ajustar desde 1 hasta 32.000:

- Ajuste de la cantidad de grados de brillo, que se emitirá en las salidas digitales MAX-W6:

- Pueden ser emitidos directamente hasta 5 grados de brillo; con más de 5 grados de brillo, la emisión puede codificarse de forma binaria.
En la evaluación en modo GLOSS, se compara constantemente con la señal de referencia, que siempre representa el valor que existía en la calibración sobre el vidrio negro (o espejo plateado). La relación CANAL DE MEDICIÓN/REFERENCIA durante la calibración sirve como punto de referencia. Sólo el modo GLOSS sirve para la medición del brillo, el modo NORM se explica más detalladamente en el capítulo
- Salida analógica:
El valor analógico representa normalmente un nivel de brillo de 0 a 100 (0V ... + 10V), esta área puede también ser ampliada a un factor de 10, de modo que puede emitirse, por ejemplo, un área de brillo de 5 a 15 valor como valor analógico de 0 V a 10 V (y/o 4 mA hasta 20 mA).
- Tabla de grados de brillo
.jpg)
- Gráficos y visualización numérica: El grado de brillo, así como también el valor de referencia y el valor de medición se muestran numéricamente. Además, hay una representación gráfica del grado de brillo.
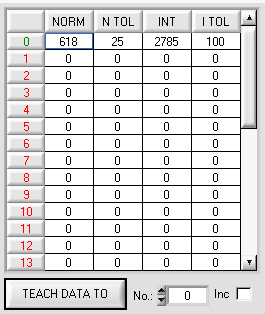
En la tabla teach se pueden almacenar hasta 31 niveles de brillo diferentes. Las tolerancias también son ajustables.
También se puede introducir para cada uno el mismo grado de brillo GN y ajustar en la tabla una tolerancia GTO en aumento de arriba hacia abajo. El sensor de brillo trabaja entoncesla tabla de arriba a abajo. El valor que se consiga primero (dentro de la tolerancia), se dará a las las salidas digitales en forma de número de tabla. Por lo tanto, mediante el uso de la tabla teach se puede hacer una división de brillo en clases (por ejemplo, según aumento de la tolerancia o en forma de cascada).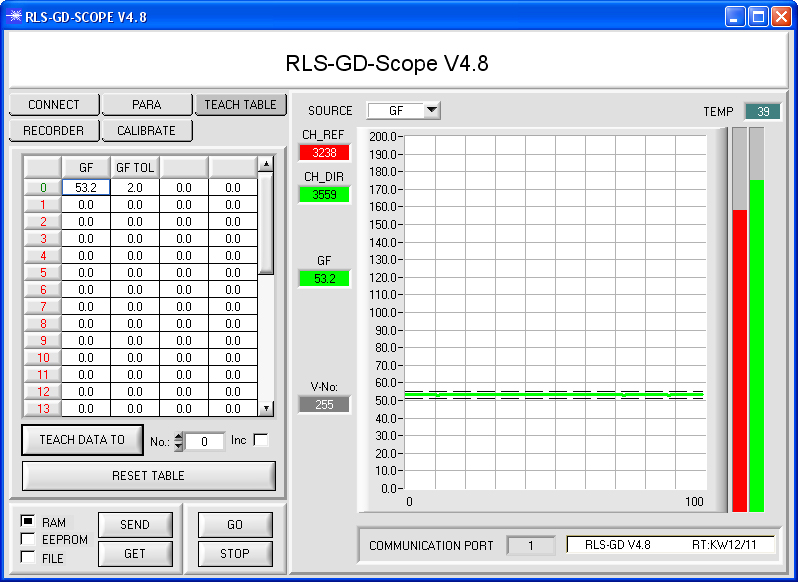
- Calibración
Con el botón se llega a la ventana CALIBRATE.
se llega a la ventana CALIBRATE.
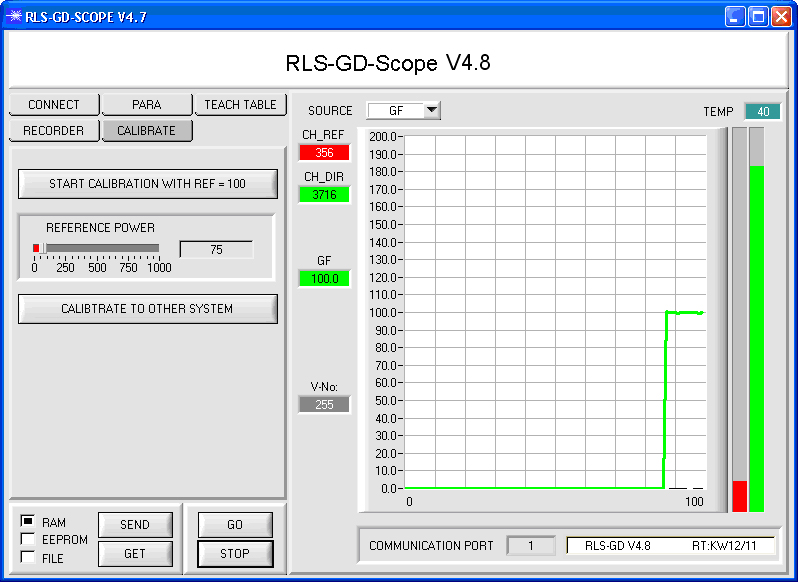
- Aquí se puede elegir entre calibrar en un target (generalmente, vidrio negro o en SPI-GD-20/20 °-UV también un espejo plateado) o la adaptar en un dispositivo manual.
Con esto, se puede compensar cualquier desviación entre el dispositivo INLINE y el dispositivo manual, el operador entonces dispone de dos dispositivos que muestran el mismo valor.
Estas diferencias se deben principalmente al hecho de que las bandejas de calibrado (vidrio negro) están sucias o los dispositivos que ya están obsoletos.

- El software de monitoreo RLS-GD-MONITORING V4.8 puede representar simultáneamente, en relación con el multiplexor MPLEX-08 y la unidad de monitor SI-PP320-10,4“, los niveles de brillo de hasta 8 sensores. Los niveles de brillo pueden representarse como indicador de tendencia tanto en forma numérica como gráfica en la pantalla de tendencias. Por otra parte, los valores registrados se pueden asignar a un número de orden específica.

Serie RLS-GD
Los sensores de brillo de la serie SPI-GD también son muy apropiados para el control de brillo. Aquí se selecciona el modo de evaluación NORM e
![]()
n el software de parametrización RLS-GD-Scope V4.8.
En este modo, el reflejo directo ahora se coloca en relación a la reflexión difusa. También aquí se pueden almacenar hasta 31 valores de brillo en la tabla TEACH.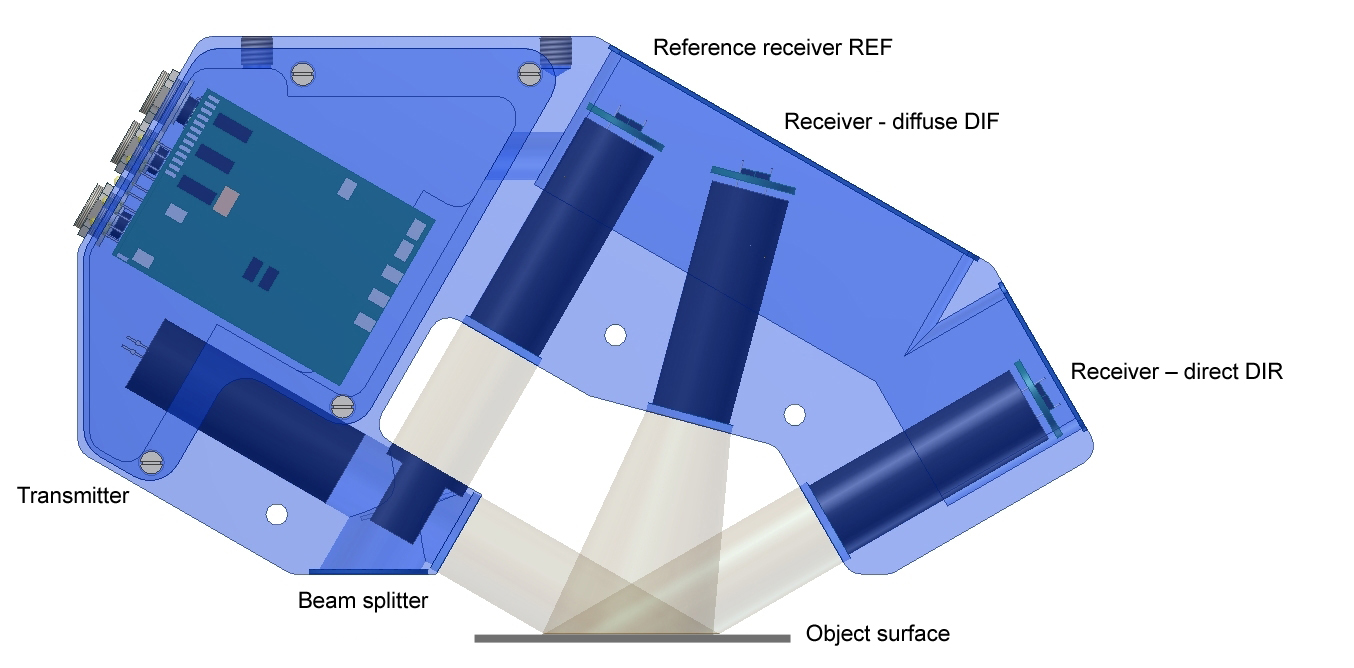
Tanto el valor NORM, como también el valor de tolerancia NORM pueden cambiarse manualmente. La tabla se procesa de arriba hacia abajo. El primer valor de la tabla que corresponda al valor NORM que se está trabajando actualmente se emite a las salidas digitales, ya sea directamente o en código binario (dependiendo de la parametrización y de la cantidad de valores "teached").
Con Windows® se pueden introducir fácil y cómodamente los parámetros de ajuste, entre otros, potencia de transmisión ajustada/no ajustada (en modo DYN/STAT) , la potencia de transmisión (en modo STAT), confección de promedio (AVERAGE), la cantidad de valores "teached", la conmutación de salida (directa o en código binario, de pulso prolongado), el modo de evaluación, las tolerancias en la tabla teach.
El sensor proporciona la señal analógica (0 V ... + 10 V o 20 mA ... 6 mA) y dos señales digitales.
Con el software Windows® SPECTRO1-Scope V2.0 se puede ajustar la banda de tolerancia en torno al grado actual de brillo, la potencia de luz, la confección del promedio y la ampliación.
Por demás, se puede activar la función EXTERNTEACH, la cual permite un "teaching" sencillo por medio del control de programa PLC.
Control de brillo de color
Con la ayuda del control de brillo ya se puede resolver una amplia gama de aplicaciones. Sin embargo, hay problemas que requieren, además de controlar el grado de brillo, también el control del color.
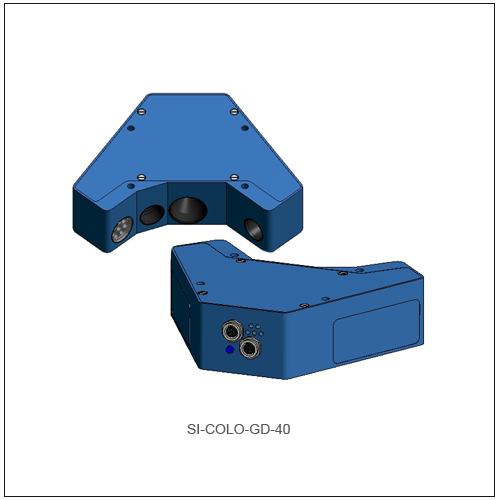
El sensor de brillo de color SI-COLO-GD-40 consiste esencialmente en una combinación de sensor de color de la serie SI-Colo4 con componentes de un sensor de brillo de la serie SPI-GD.
La fuente de luz utilizada también aquí son LEDs de luz blanca, cuya luz es modulada, con lo cual se alcanza una mayor inmunidad a la luz externa.
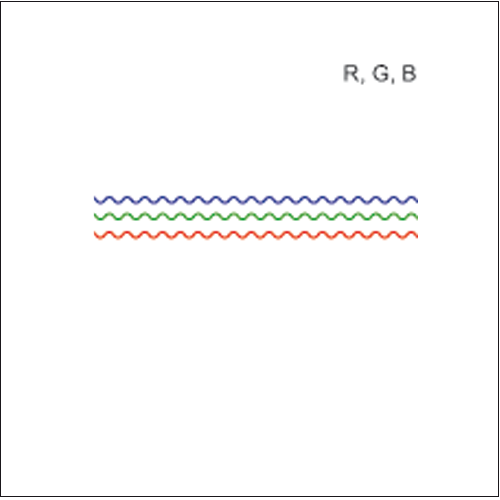
Además del detector de color (R, G, valores brutos B), respectivamente un detector para la parte reflejada directamente, y un receptor para la reflejada difusamente (DIF) proporcionan información al controlador integrado en el sensor de brillo de color (DIR).

La evaluación del color se produce ahora según los siguientes algoritmos:
y/o alternativamente, también en los sensores de color, se ofrecen los llamados valores s, i, M.
La evaluación del brillo está sujeta a la siguiente fórmula: ![]()
Así que ahora el controlador, además de los datos brutos (R, G, B, DIR, DIF), también dispone de los parámetros x, y, INT, GN y s, i, M, GN.
Mientras que x, y, INT y/o s, i, M informan sobre el valor de color, el valor GN proporciona información comportamiento de brillo del objeto.
Para la evaluación, esencialmente se disponen de los siguientes modos:
x, y, INT GN
s, i, M GN
x, y, INT, GN
s, i, M, GN
¡El proceso teach se lleva a cabo de la misma manera que en los sensores de color, sólo se añadió un parámetro en cada caso: GN!
La tabla con x, y, IMT y GN, por lo tanto, se ve de la siguiente manera:
| Nb | x | y | INT | CTO | GN | GTO |
| 0 | ||||||
| 1 | ||||||
| 2 | ||||||
| 3 |
x, y, INT GN
| Nb | x | y | INT | CTO | GN | GTO |
| 0 | ||||||
| 1 | ||||||
| 2 |
x, y, INT GN
Y con s, i, M y GN se ve como sigue:
| Nb | x | y | INT | CTO | GN | GTO |
| 0 | ||||||
| 1 | ||||||
| 2 | ||||||
| 3 |
s, i, M GN
| Nb | s | i | M | GN | CGTO |
| 0 | |||||
| 1 | |||||
| 2 | |||||
| 3 |
s, i, M GN
El análisis aquí depende de la selección del modo que se elija:
BEST HIT
FIRST HIT
MINIMAL DISTANCE
Posteriormente, se comprueba si se aplica la condición para el valor de color (dentro de CTO). Si hay varios candidatos en cuestión, se realiza una selección de acuerdo con la selección del modo que se ha efectuado (BEST HIT, FIRST HIT, MINIMAL DISTANCE, ver aquí CONTROL DE COLOR).
En el modo de evaluación x, y, INT, GN y/o s, i, M, GN, sin embargo, se produce una selección de color / brillo en el "espacio cuatridimensional", la tolerancia CGTO se extenderá en una estructura de cuatro dimensiones.
También aquí, el valor actual de color / brillo se debe encontrar dentro del rango de tolerancia, si el valor color / brillo "teached" puede aparecer como posible candidato.
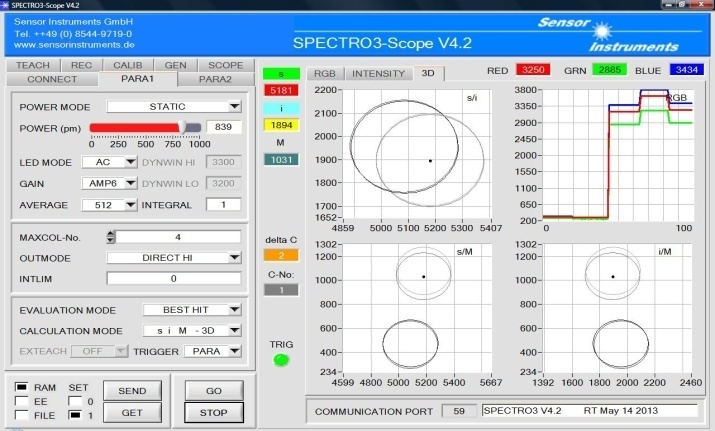
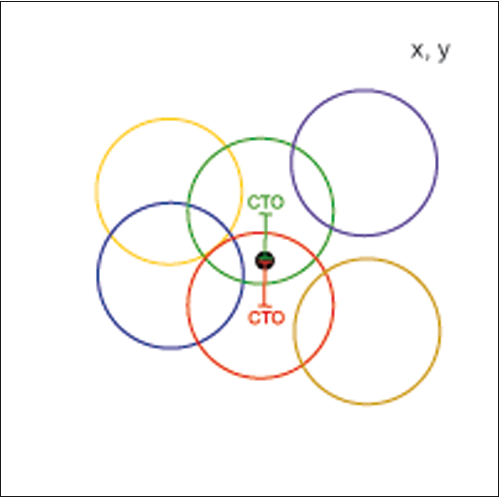
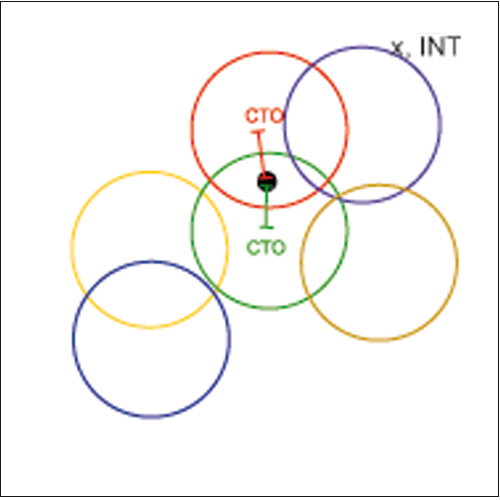
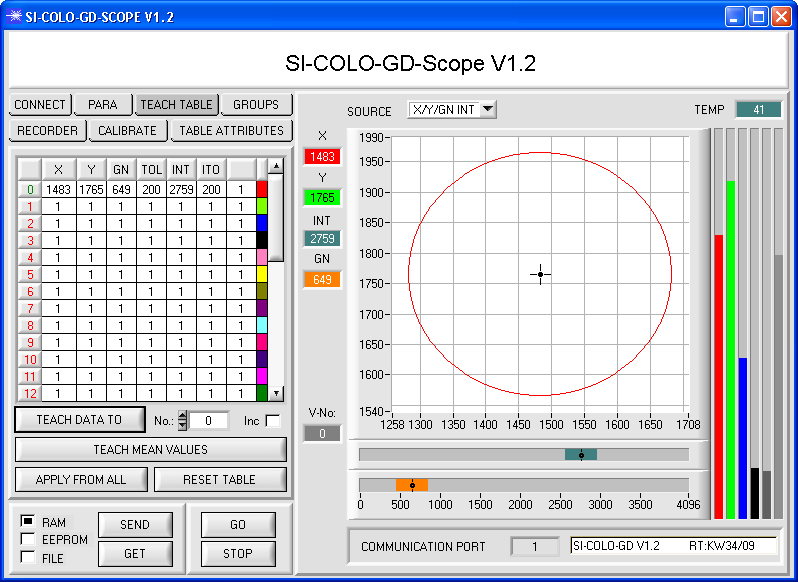
REPRESENTACIÓN GRÁFICA en modos de evaluación x, y, INT GN y/o s, i, M, GN:
El valor de X, y, INT y/o el valor de s, i, M se muestra aquí en tres vistas. El valor GN aparece representado en un gráfico de barras.
Valores almacenados de color / brillo
.png)
![]()
Valores almacenados de color / brillo
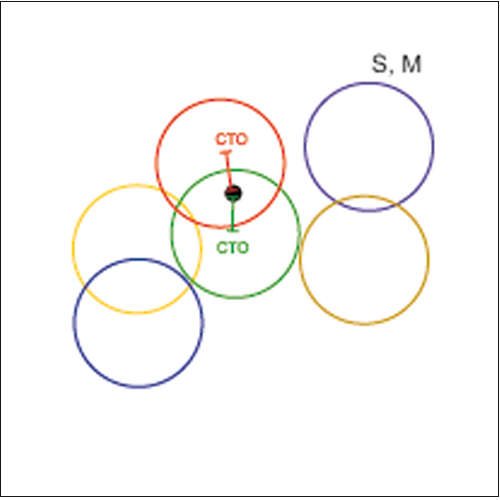
![]()
En modo MINIMAL DISTANCE: valor de brillo de color 5
En modo FIRST HIT: valor de brillo de color 1
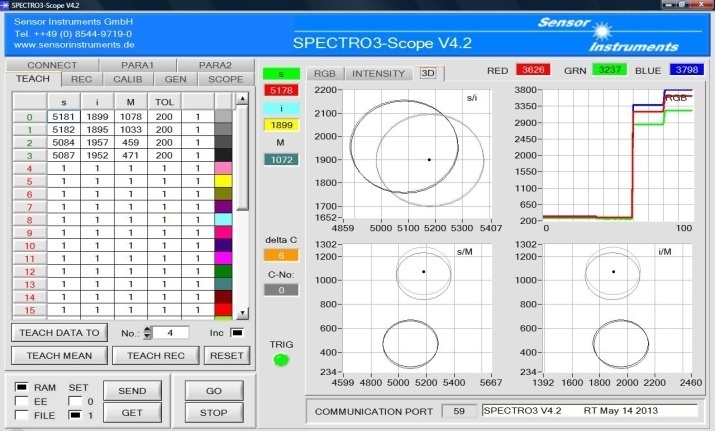
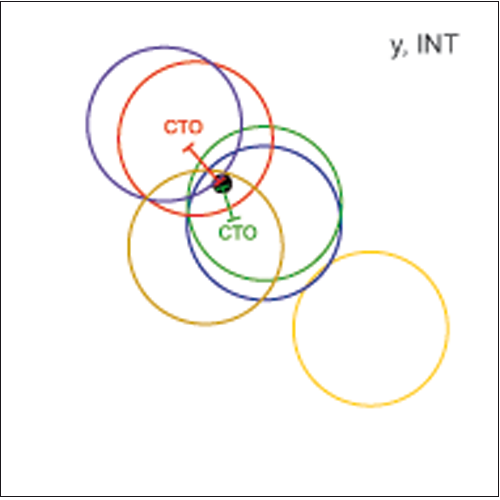
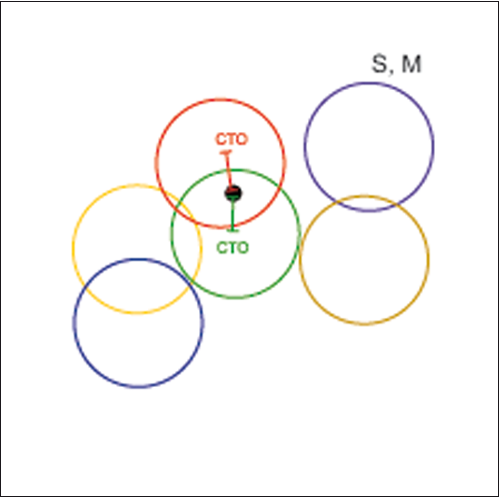
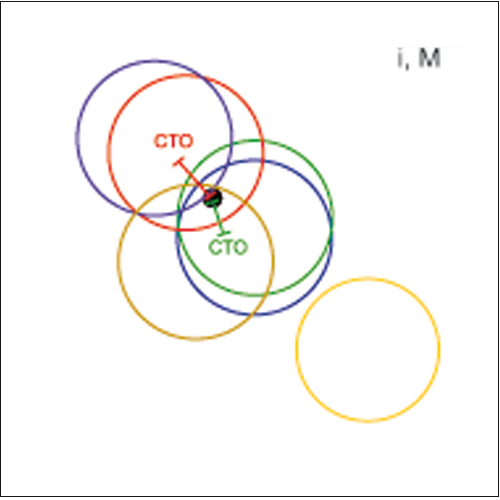
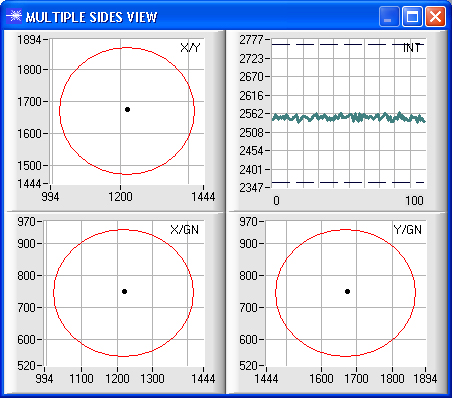
El valor de X, y, INT, GN y/o el valor de s, i, M, GN se muestra en estos dos modos en seis vistas:
Valores almacenados de color / brillo:

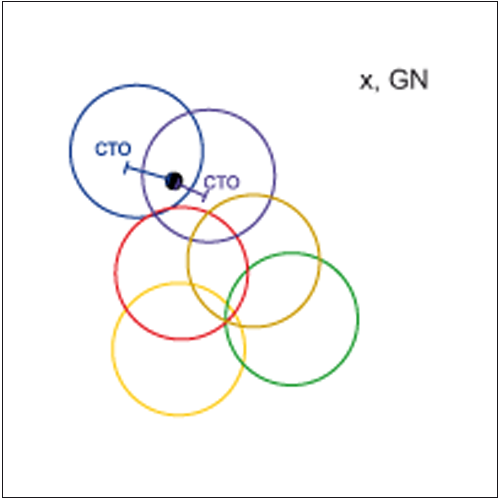

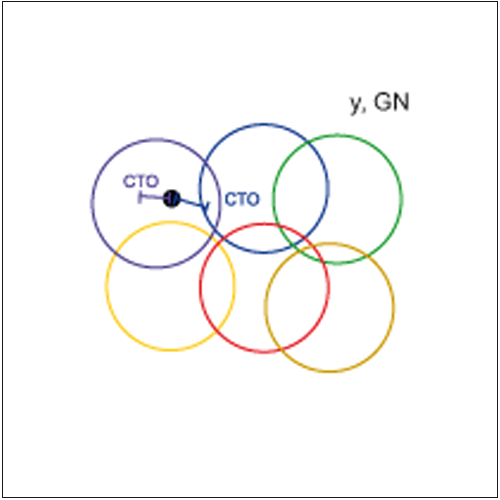
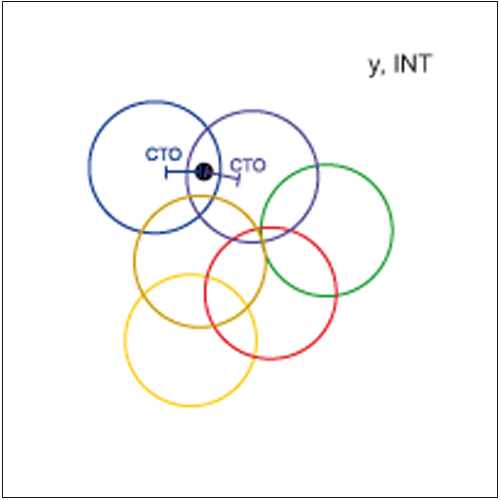
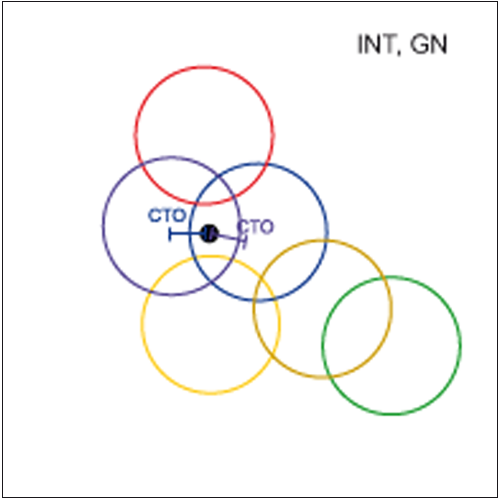
Valores almacenados de color / brillo:

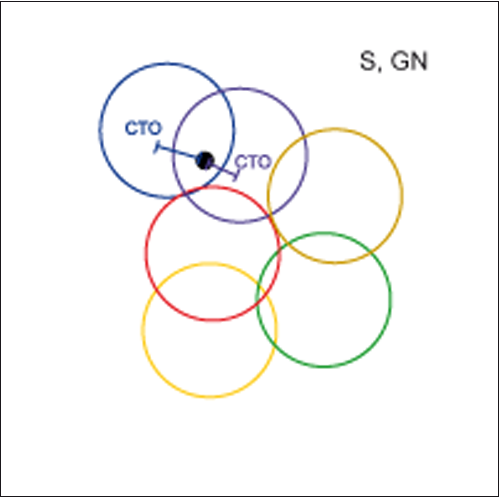

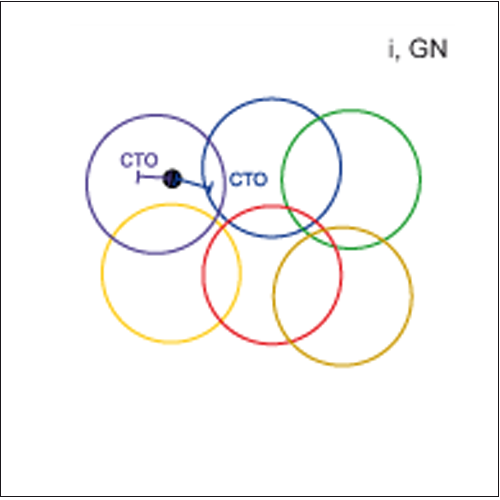


En modo MINIMAL DISTANCE: valor de brillo de color 3
En modo FIRST HIT: valor de brillo de color Ø
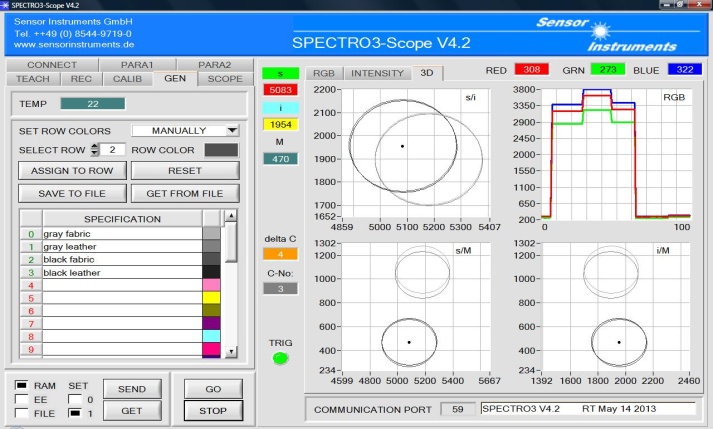
Windows ® interfaz de usuario SI-COLO-GD-SCOPE:
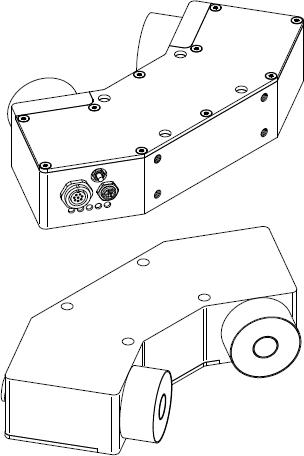
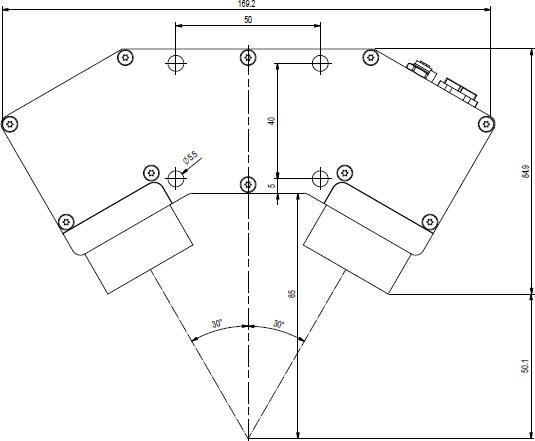
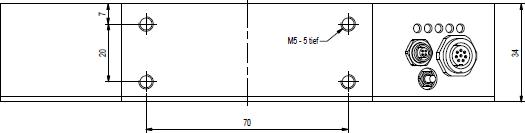
Control de brillo de color con Spectro-3-50-FCL-30 ° / 30 °
|
Este tipo de sensor de brillo de color tiene dos módulos de iluminación que se pueden operar alternativamente por medio de la señal de entrada IN0 digital. El sensor se utiliza principalmente donde hay pequeñas diferencias en el brillo o el color de los objetos que deben distinguirse.
Como por ejemplo en imitaciones de cuero, cuero o componentes plásticos en el campo de la industria del automóvil o de muebles para diferenciar láminas plásticas y laminados.
|
|
|
|


 |
 |
 |
Windows ® interfaz de usuario Spectro-3-SCOPE: