








Traduzir esta página:
O que é detecção de extremidade?

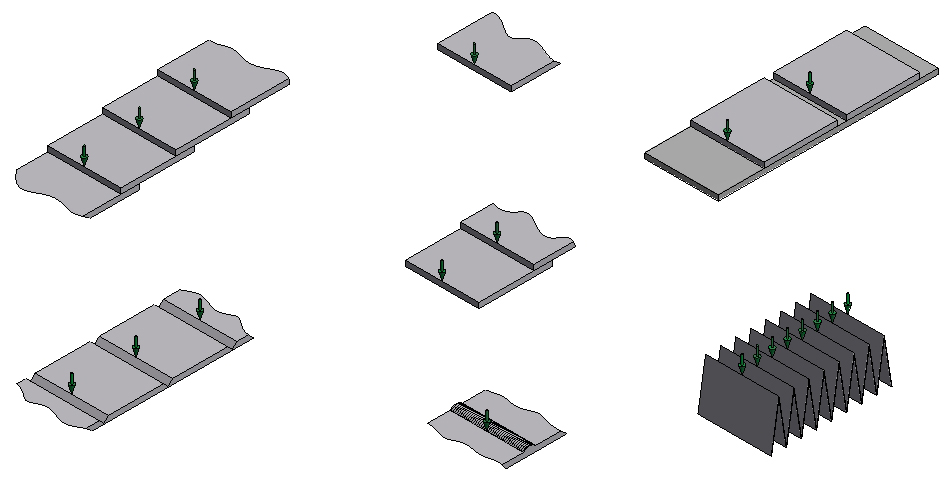
- na indústria de impressão (contagem de chapa, contagem de cópias)
- na indústria metalúrgica (detecção de marca de oscilação, detecção de solda, detecção de sobreposição de chapas)
- na indústria de embalagem (contagem de embalagens dobradas)
- na indústria de papel (contagem de chapas únicas)
- na indústria de plástico (contagem e detecção de filme)
- na industria elétrica (contagem de fios na máquina de enrolamento)
- na indústria automotiva (contagem de extremidades de dobras do filtro de ar)
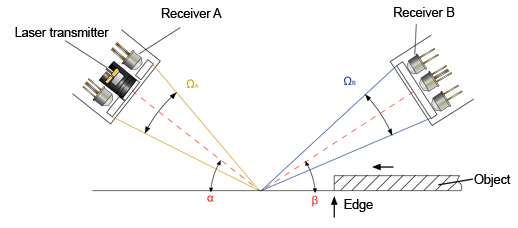
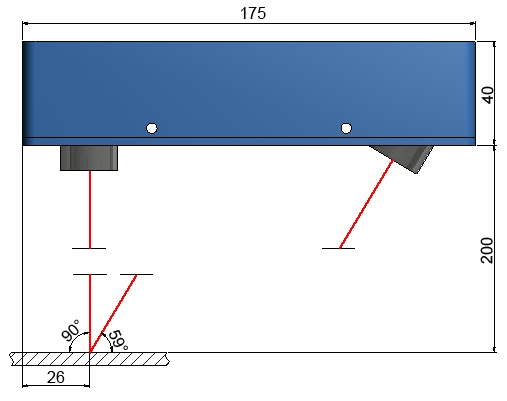
Detecção de extremidades de acordo com o princípio de triangulação
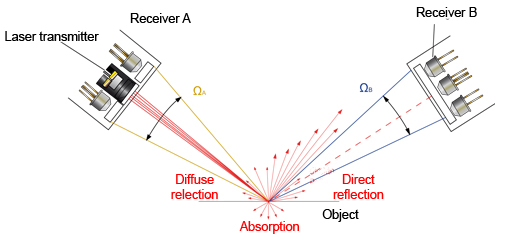
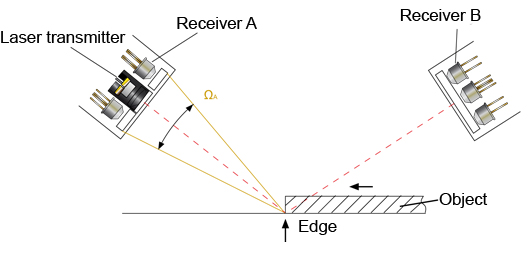
Transmissor, receptor e objeto são colocados em forma de um triângulo. Um receptor adicional fica ao lado do transmissor. Os detectores de extremidades da SI usam um laser de diodo focado para garantir um ponto pequeno de laser bem no ponto do incidente (objeto). Dependendo das propriedades da superfície do objeto, este ponto de laser é direta ou difusamente disperso e também é absorvido pelo objeto.
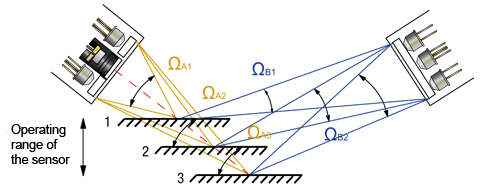
Um pouco da radiação dispersa para frente chega ao receptor B (ângulo sólido SLB), desde que um tanto da radiação dispersa para trás seja detectada pelo receptor A (ângulo sólido SLA). Dependendo do ângulo uma faixa operacional relativamente grande pode ser feita aqui! Considerando o valor padrão do receptor A (sinal A) e receptor B (sinal B) a relação é a seguinte: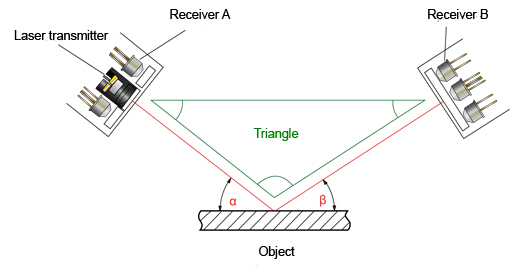
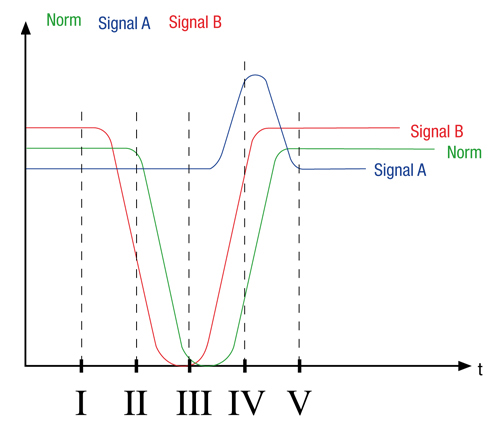
ΙΙ:
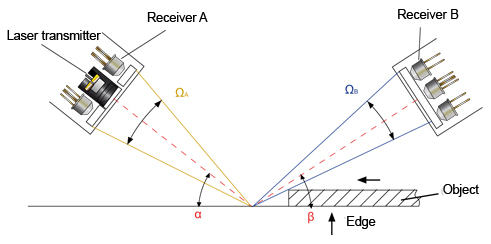
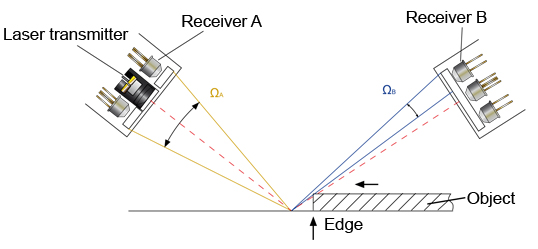
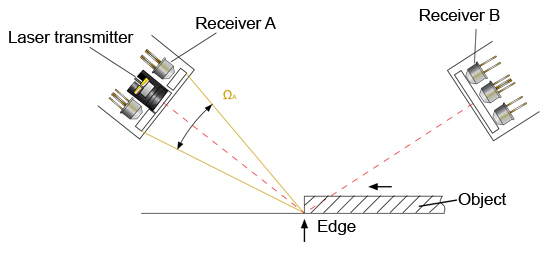
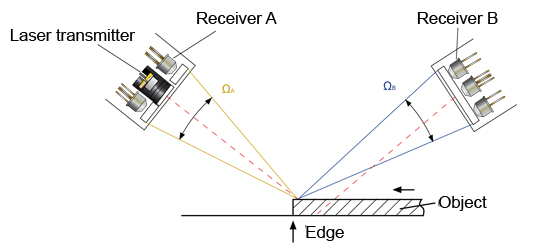
O objeto agora entra na zona de visão do receptor B, a zona de influência ΩB da luz laser se torna menor, enquanto a ΩA continua inalterada. O valor NORM se torna menor também, pois o SINAL B diminui, enquanto o SINAL A continua inalterado.
Design básico de um detector de extremidades
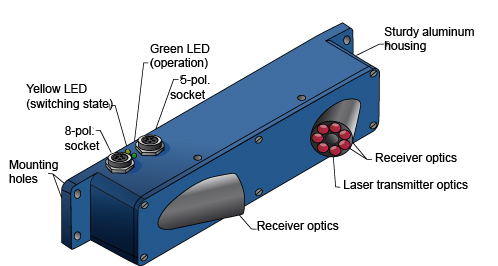
Hardware detector de extremidades
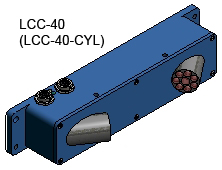
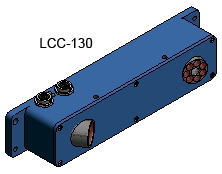
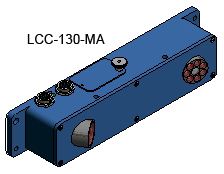
| Este modelo é adequado principalmente para a contagem de chapas com alto brilho a chapas coloridas opacas em forma imbricada (contagem segura. ex: de placas laminadas de alto brilho). A faixa de operação é 26 mm a 34 mm. A versão MA permite o ajuste de vários parâmetros como "tempo ocioso", "duração de pulso" e sensibilidade por meio de chaves que são integradas ao sensor. |  |
| A versão LCC-40-CYL conta com um ponto de luz laser em forma de linha (a uma distância de 40 mm aprox. 3 mm x 0.1 mm). Possíveis falhas de posição do objeto podem inclusive serem melhor compensadas. Este modelo por exemplo também é usado para a detecção de marcas de oscilação (recuos em forma de linha) em faixas de bi-metal. | 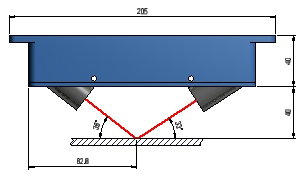 |
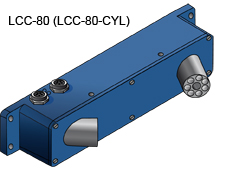
| Os detectores de extremidades LCC-80 e LCC-80-MA, por exemplo, são usados como contadores de cópias em empilhadeiras compensadoras. Estes modelos também são usados para detecção de solda em chapas de metal ou canos. A área de operação do sensor fica entre 60 mm e 100 mm. Com o modelo MA a sensibilidade, "tempo ocioso" e o tempo de espera da saída (duração do pulso) podem ser ajustados diretamente no sensor com chaves DIP e rotacionais. | 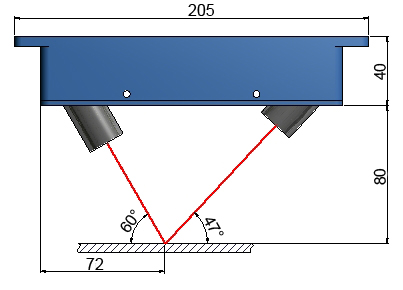 |
| O modelo CYL tem um ponto de luz laser em formato de linha que tem um tamanho aproximado de 3 mm x 0.1 mm a uma distância de 80 mm. Isto permite a compensação de possíveis desigualdade de produção das superfícies. | |
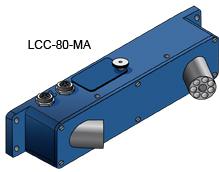
| Com sua grande área de operação este sensor é especialmente adequado para contagem de cópias com uma forte distância flutuante do sensor ou para a detecção de soldas em canos e chapas de metal com uma variação grande de distância do sensor. Este modelo de sensor também é ideal para contar embalagens dobradas. | 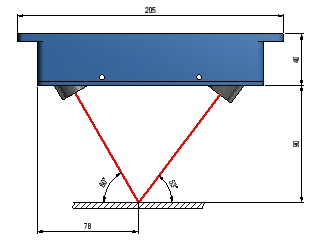 |
| Em conjunto com dois iniciadores, este sensor é excelentemente adequado para a contagem de cópias impressas em aplicações com transmissões flutuantes (em MODO DE ATIVAÇÃO EXTERNA). Com o modelo MA o sensor pode ser ajustado ("tempo ocioso", "sensibilidade", "duração do pulso") via chaves DIP e rotacional que são integradas a carcaça. A área de operação fica entre 70 mm e 130 mm. | |
|
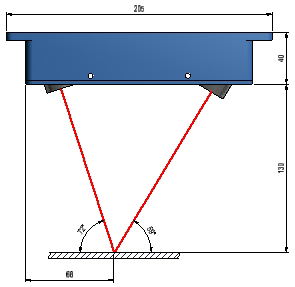
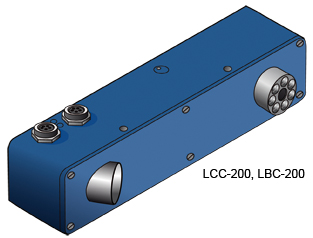
Com uma área de operação de 80 mm a 160 mm este sensor é usado principalmente em aplicações onde o produto a ser contado ergue uma estrutura, ex: na embalagem de caixas de papelão dobradas. Uma extremidade com uma espessura de um milímetro deve continuar sendo detectada seguramente com uma variação de distância de até 80 mm. Com os parâmetros do modelo MA ("tempo ocioso", "duração de pulso", "sensibilidade") podem ser ajustados diretamente no sensor.
|
 |
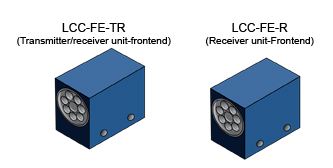
| Nesta versão o sensor atual ("FrontEnd") é separado do controlador. Estes detectores de extremidade podem também serem ajustados com flexibilidade incrível, pois tanto a distância como o ângulo do transmissor/receptor podem variar aqui. Um "FrontEnd" adicional conta com um potenciômetro para ajustar o ganho, o que permite um ajuste melhor do valor NORM. |  |

Índice de hardware
Qual modelo é melhor adequado para que?
|
|
LCC-30 |
|
|
| LCC-40 | |
|
|
| LCC-80 | |
|
|
| LCC-90 | |
|
|
| LCC-130 | |
|
|
| LCC-200, LBL-200 | |
|
|
| LCC-CON1 + LCC-FE-TR + LCC-FE-R | |
|
|
| FIO-80 | |
|
|
Software de detecção de extremidade
Windows® software SI-LCC-Scope V1.0
A interface de usuário PC permite uma parametrização confortável dos sensores LCC. Para este propósito o sensor LCC é conectado ao PC por meio de cabo de interface serial (RS232 bus ou USB bus). Quando a parametrização termina, o detector de extremidade pode ser descontinuado do PC de novo.
PMOD + POWER [%]: Este item é usado para ajustar a energia da luz laser e o modo de energia da luz laser. No modo DYN, é ativada a adaptação automática do laser e o software determina a quantidade de luz perfeita. No modo FIX, a energia do laser pode ser digitada no campo POWER[%].
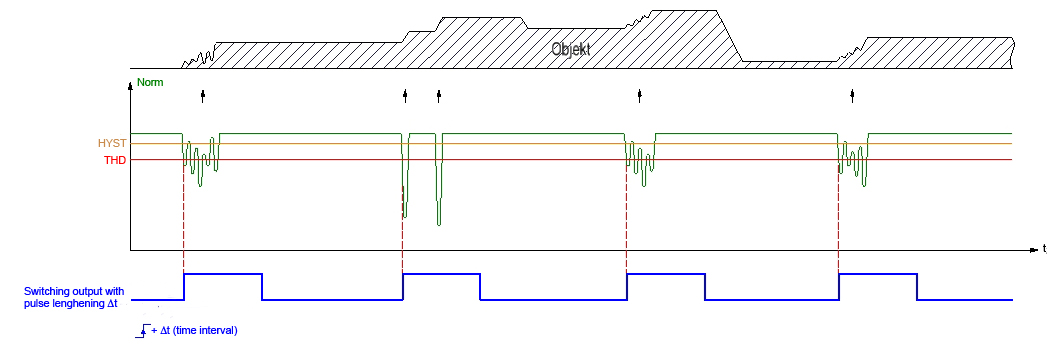
HOLD (ESPERA) [ms]: Permite inserir a duração do pulso de saída após uma extremidade ser detectada.
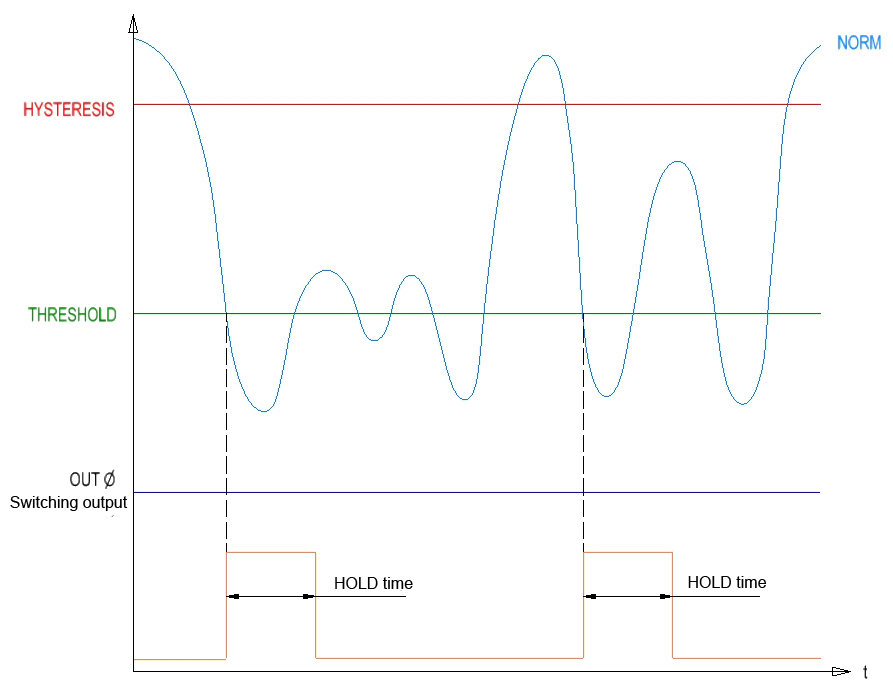
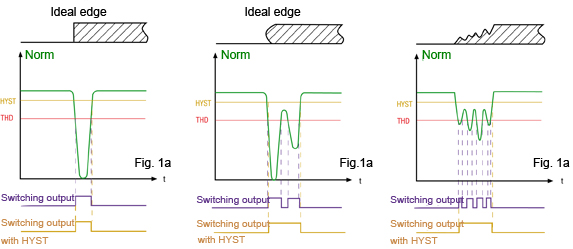
Quando o valor NORM cair abaixo do valor THRESHOLD (LIMITE), a saída de comutação é ativada. Ao mesmo tempo, a detecção de extremidades é desativada até que o limite de HYSTERESIS (HISTERÉSE) é excedido.
THRESHOLD (LIMITE)
Este campo de inserção é usado para ajustar a sensibilidade do detector de extremidade. O sensor se torna mais insensível quando o limite diminui.
HYSTERESIS (HISTERÉSE)
Um segundo limite é usado com o intuito de suprimir a comutação múltipla após uma extremidade ser detectada. O sensor é ativado de novo apenas quando este limite é excedido.
TRIGGER (ACIONADOR): ADJ EXT
Para tornar mais fácil achar uma posição de acionamento adequada, uma tabela especial foi introduzida no software do usuário Windows® que pode ser aberta em SOURCE: EXT
SOURCE (FONTE): EXT
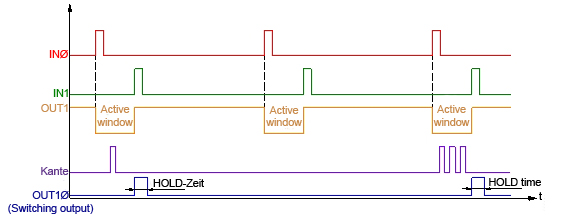
Esta tabela mostra a posição atual dos dois sinais de entrada de acionador ING e IN1, assim como a posição da extremidade. INØ fica em Ø e os seguintes ING-Pub em 100. IN1 deve ficar aprox. em 60, a extremidade aprox. no meio entre INØ e IN1, mas aproximadamente em 30.
BACKLIM:Este item é usado para ajustar um limite de intensidade. Quando o valor cai abaixo deste limite, a detecção de extremidade é interrompida (DATØ=sinal do receptor A, veja *detecção de extremidade de acordo com o princípio de triangulação *)
TRIGGER (ACIONADOR)
Com TRIGGER=CONT a medição é feita continuamente. Com TRIGGER=EXT uma janela ativa é ajustada pelas duas entradas digitais INØ e IN1 e a detecção de extremidades só é feita durante este tempo de ativo. Se uma ou várias extremidades são detectadas durante este período ativo, a saída de comutação é ativada sem um período definido para HOLD[ms], o que evita contagem múltipla durante um intervalo de ativação (JANELA ATIVA)!
REG CNT
Este valor de ajuste influencia na velocidade do controle da energia do laser.
AVERAGE (MÉDIA)
Este item pode ser usado para tirar a média de vários valores NORM.
OUTMODE (MODO SAÍDA)
Com DIRECT a saída de comutação após detectar uma extremidade muda de BAIXA(0V) para ALTA (+24V) e depois o tempo de HOLD voltar ao seu estado inicial. Com INVERSE a saída de comutação após detectar uma extremidade muda de ALTA (+24V) para BAIXA (0V) e depois o tempo de HOLD volta ao seu estado inicial.
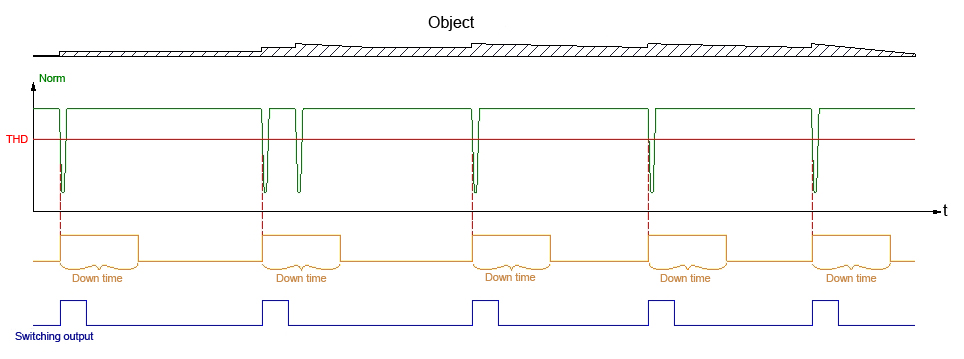
DT MODE (MODO TEMPO OCIOSO)
Este item mostra o DEAD TIME MODE (MODO DE TEMPO OCIOSO) que é usado (veja medidas de segurança – TEMPO OCIOSO em O QUE É DETECÇÃO DE EXTREMIDADES?). Nenhuma detecção é feita durante o tempo ocioso. FIX significa que é usado um tempo ocioso fixo. O tempo ocioso pode ser inserido em milissegundos em DEAD TIME [ms]. DYN significa que é usado um tempo ocioso dinâmico, o qual pode ser inserido em porcentagem em DEAD TIME [%]. O tempo entre duas extremidades detectadas é considerado como 100%. Dependendo do tempo ocioso ajustado, este percentual deve transcorrer antes que a detecção de extremidade seja ativada de novo.
SOURCE (FONTE)
RAW + os sinais do receptor A (DATØ) e B (DAT1) são visualizados na interface gráfica do usuário. Os dados também são mostrados numericamente, junto com o valor NORM.

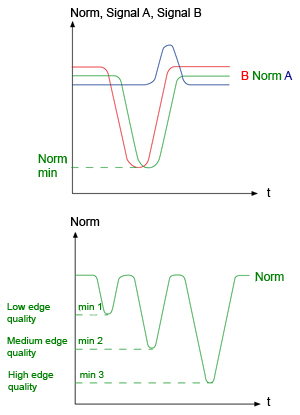
Um clique em GETBUFF mostra os últimos 16 valores mínimos de sinal NORM (uma extremidade de valor mínimo) após detectar uma extremidade. O THRESHOLD (LIMITE) qual o valor deve cair abaixo também é mostrado na janela do gráfico. Após detectar uma extremidade, o software do sensor durante o TEMPO OCIOSO e TEMPO DE ESPERA começa a procurar pelo menor valor NORM (mínimo) e segura este valor.
Com a ajuda do GETBUFF é possível melhorar o ajuste do limite de sensibilidade que é necessário para a respectiva aplicação, o que faz configurar o sensor muito mais fácil.



{kind=link}