Practical examples from the industrial use
A-LAS-F12-...
1) Select language:
|
透明なラベル上から接着剤のギャップ検出 透明なラベル上にある接着剤の線のギャップを検出します。 Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
|||
|
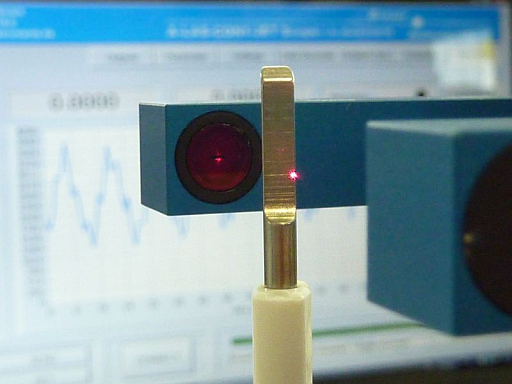
金属ロッドの長さ検査 金属ロッドの長さを検査します。測定中、金属ロッドがおよそ2m/秒の速度で移動します。 Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
|||
|
アルミニウムプロファイルの片勾配検出 アルミニウムプロファイルの片勾配を検出します。 Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |
|
|||
|
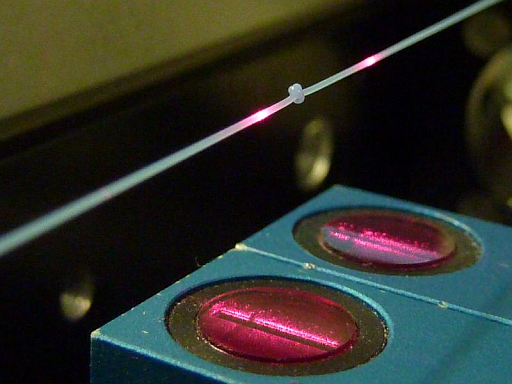
電球内のフィラメントホルダーの位置検査 透明な電球と赤色の電球の中にあるフィラメントホルダーの位置を検査します。 Position control of filament holders in bulbs The position of the filament holders in clear as well as red glass bulbs should be controlled. |
|
|||
|
高速の角度測定と方向の検査 超高速で回転するシャフトの角度位置を測定します;また、回転方向も検査します。 High speed angle measurement with direction control The angle position of a very fast rotating shaft should be measured; furthermore the direction of the rotation should be controlled |
|
|||
|
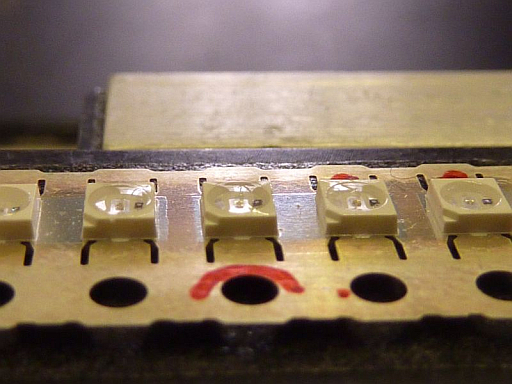
SMD LEDの過充填検査 SMD LEDの透明な鋳造成形材のレベルを過充填かどうか検査します。 Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
|||
|
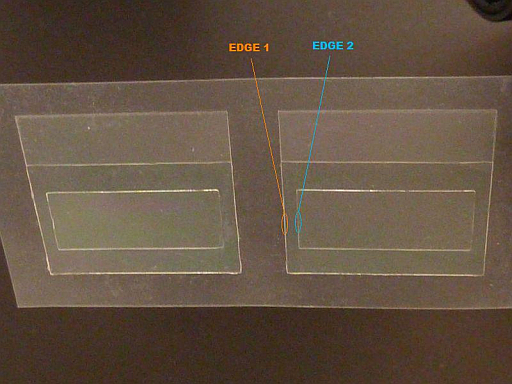
光透過性フィルムにある光透過ラベルの位置検出 透明フィルム上の透明ラベルの位置を検査します。検査ではフィルムが数m/秒の速さで移動します。 Detection of the position of optical transparent plastic label on optical transparent plastic film The position of a transparent label on a transparent film should be detected. At this the speed of the film is in the range of a few m/s. |
|
|||
|
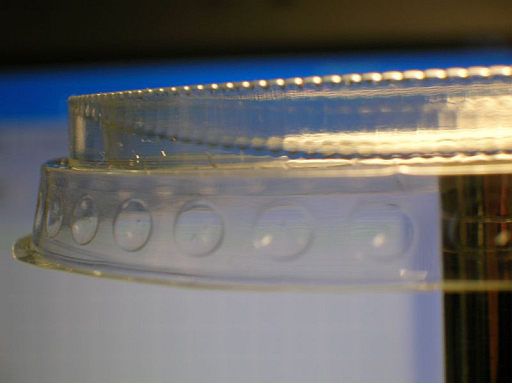
透明なプラスチック蓋にある直線上のローレット加工の有無検査 透明なプラスチック蓋に対して、直線のローレット加工を検出します。不適切な蓋では、この直線ローレット加工が部分的に欠けています。 Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
|
|||
|
レーザー全通ビームシステムを使用した水滴検査 水滴の数と量を検査します。 Drop control with a laser through beam system The number as well as the volume of drops should be controlled. |

|
|||
|
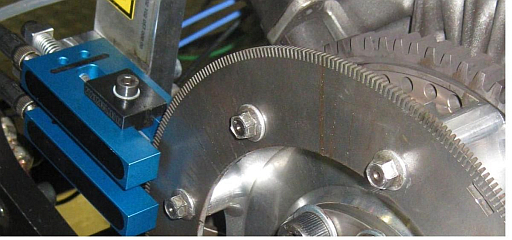
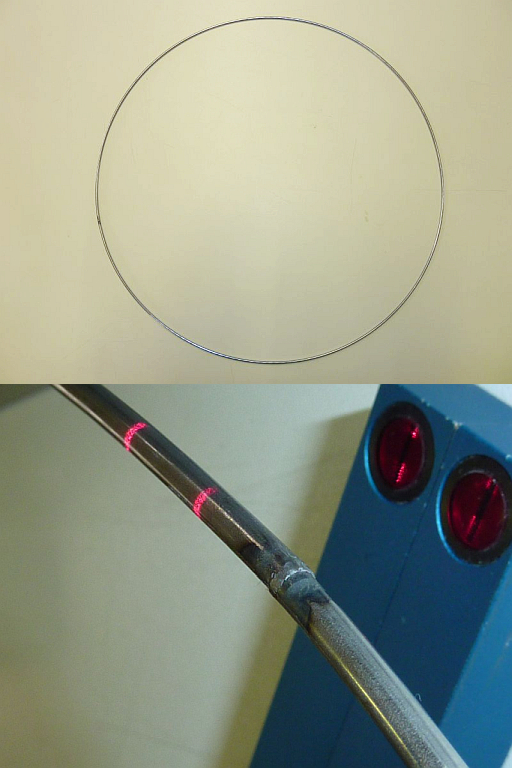
金属リングにある溶接線の検出 金属製のリングにあるよう溶接線を検出します。測定中、金属リングが回転します。 Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
|||
|
モノクロフィラメントの結び目と不良検査 モノクロフィラメントの結び目と欠陥、そして糸を検出します。検査では、フィラメントと糸の直径はそれぞれ異なる場合があり、供給速度は数m/秒です。 Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
|
|||
|
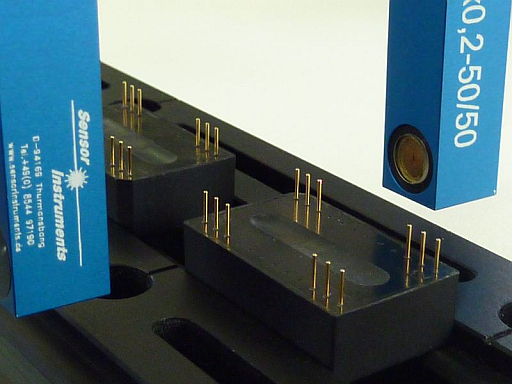
電気部品のピンの高さ検査 電気部品の製造中、ピンの高さを検査します。 Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |
|
|||
|
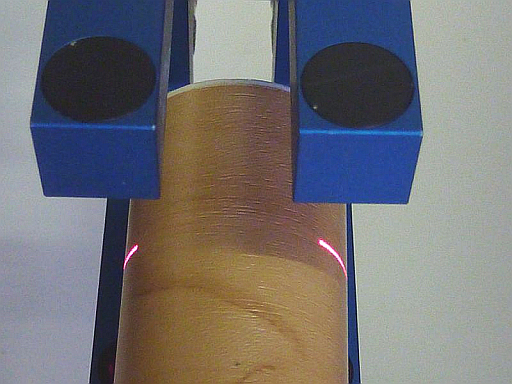
木製品のインラインによる直径検査 木製品の製造中、ロッドが動いている間に直径を検査します。 Inline diameter control of wooden staff During the production of wooden staff the diameter must be controlled while the rod is moved. |
|
|||
|
電動歯ブラシのシャフトの偏心度検査 電動歯ブラシの周波数と偏心度の振幅を検査します。 Control of the eccentricity of the shaft of an electrical tooth brush The frequency as well as the amplitude of the eccentric of an electric tooth brush should be controlled. |
|
")
")
")
")
")
")
")
")
")
")
")
")