Practical examples from the industrial use
A-LAS-F12-...
1) Select language:
|
Rozpoznání mezery v lepicích místech na transparentních etiketách Na transparentních etiketách se má rozpoznat případná mezera v lepicím místě. Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
|||
|
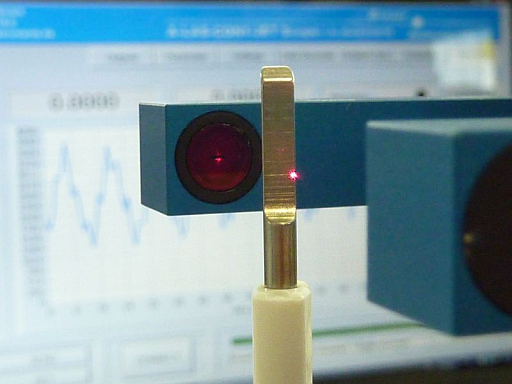
Kontrola délky ocelového kolíku Za pohybu se má kontrolovat délka ocelového kolíku. Kovový kolík se přitom pohybuje rychlostí cca 2 m/s. Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
|||
|
Rozpoznání defektu na hliníkových profilech Mají být rozpoznána převýšení na hliníkových profilech. Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |
|
|||
|
Kontrola polohy držáku spirálového vlákna v žárovkové skleněné baňce Má se provádět detekce polohy jednotlivých držáků spirálového vlákna v červené, popř. čiré žárovkové skleněné baňce. Position control of filament holders in bulbs The position of the filament holders in clear as well as red glass bulbs should be controlled. |
|
|||
|
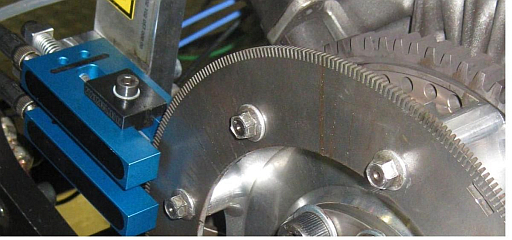
Vysokorychlostní úhlové měření s dodatečnou kontrolou směru otáčení Má se zjistit úhlová poloha velmi rychle rotujícího kódovacího kotouče, navíc se má zjistit směr otáčení. High speed angle measurement with direction control The angle position of a very fast rotating shaft should be measured; furthermore the direction of the rotation should be controlled |
|
|||
|
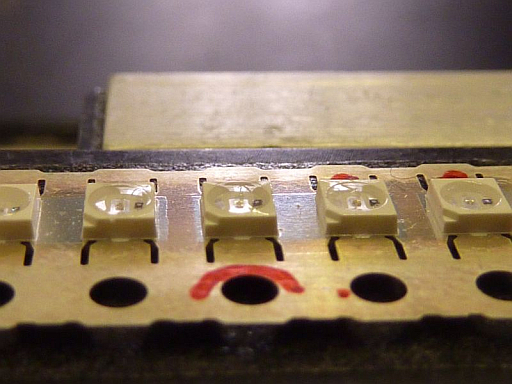
Kontrola zalévací hmoty SMD LED Kontrolovat se má stav naplnění vzhledově transparentní zalévací hmoty SMD LED. Přitom se nesmí překročit určitá výška zalévací hmoty (přeplnění). Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
|||
|
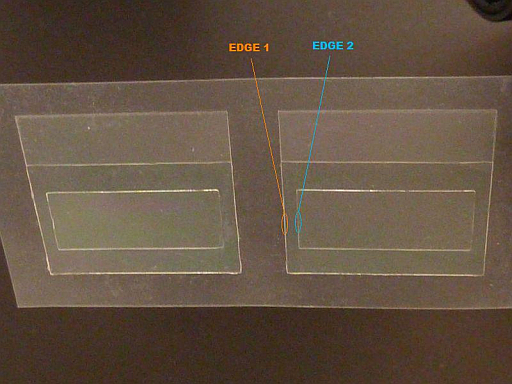
Rozpoznání transparentní plastové etikety na transparentním plastovém vedení pásu Má se provádět detekce transparentní etikety na transparentní fólii, která je nosným materiálem. Transportní rychlost nosné fólie přitom činí několik m/s. Detection of the position of optical transparent plastic label on optical transparent plastic film The position of a transparent label on a transparent film should be detected. At this the speed of the film is in the range of a few m/s. |
|
|||
|
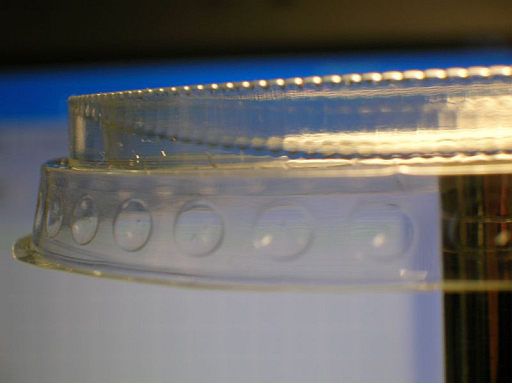
Kontrola přítomnosti drážkovaného profilu na transparentním plastovém víčku Na transparentním plastovém víčku se má testovat, zda je na něm drážkovaný profil po celém obvodu. U vadných dílů se může stát, že drážkovaný profil je jen v některých místech. Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
|
|||
|
Kontrola kapek v prosvětlovacím provozu Má se počítat počet kapek v zadaném časovém úseku. Navíc se má zjistit množství kapaliny kapek. Drop control with a laser through beam system The number as well as the volume of drops should be controlled. |

|
|||
|
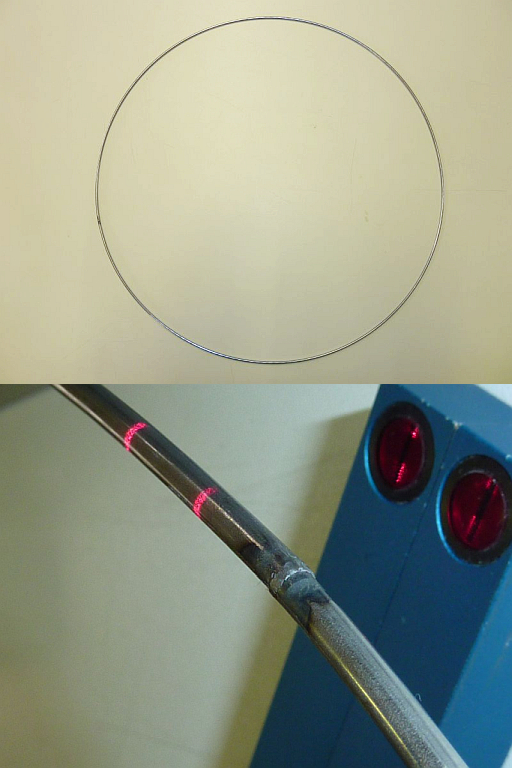
Rozpoznání svaru na kovovém kroužku Na kovovém kroužku se má zaznamenat svar. Svařované místo se od normálního materiálu liší jak barvou, tak i průměrem. Kovový kroužek se během kontroly otáčí. Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
|||
|
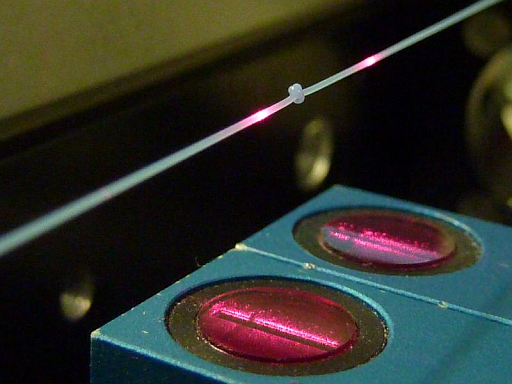
Kontrola uzlů a kontrola vad na drátech a vláknech Mají se zaznamenávat uzly a vady na drátech a vláknech. Přitom se mohou vyskytovat různé průměry produktu; rychlost produktu je přitom několik m/s. Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
|
|||
|
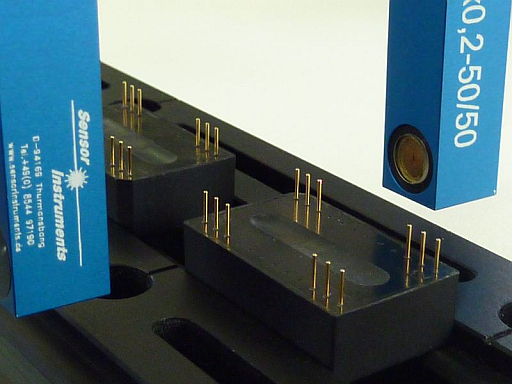
Kontrola výšky pinů na elektrických komponentách Během výroby má být kontrolovány výška pinů na elektrických komponentách. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |
|
|||
|
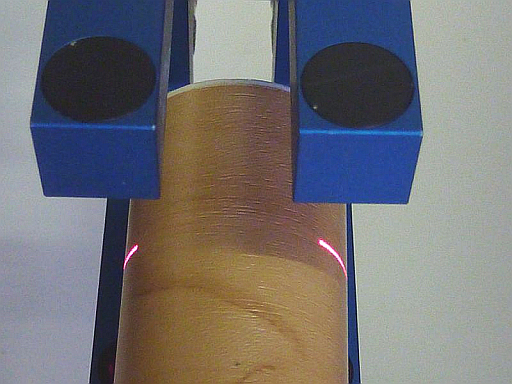
Inline kontrola průměru dřevěných tyčí Během výroby dřevěných tyčí má být kontrolován jejich průměr. Inline diameter control of wooden staff During the production of wooden staff the diameter must be controlled while the rod is moved. |
|
|||
|
Měření výstřednosti dříku elektrického zubního kartáčku Kontrolovat se má frekvence a amplituda dříku elektrického zubního kartáčku. Control of the eccentricity of the shaft of an electrical tooth brush The frequency as well as the amplitude of the eccentric of an electric tooth brush should be controlled. |
|
")
")
")
")
")
")
")
")
")
")
")
")