Des exemples practiques de l’ utilisation industrielle
Sélectionnez une langue:
APP N° 803
|
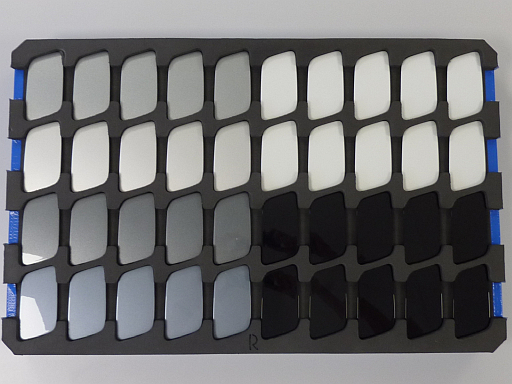
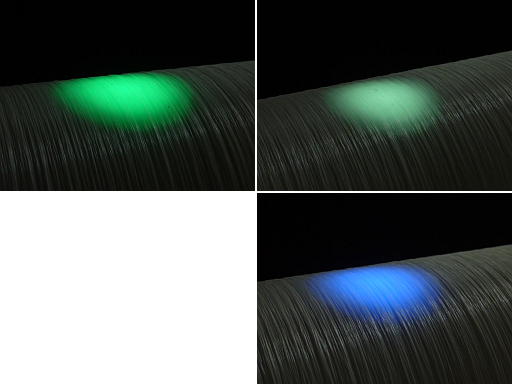
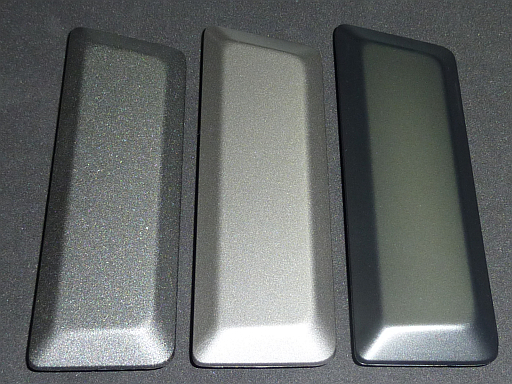
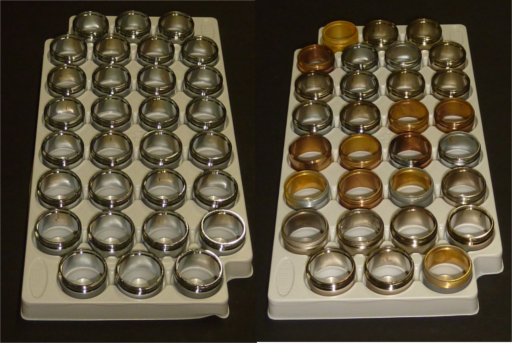
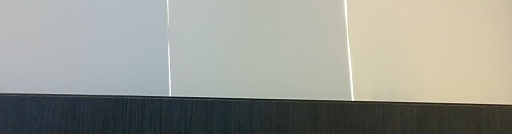
Plastic cap color measurement The color of plastic caps should be measured. |

|
||||||||
APP N° 802
|
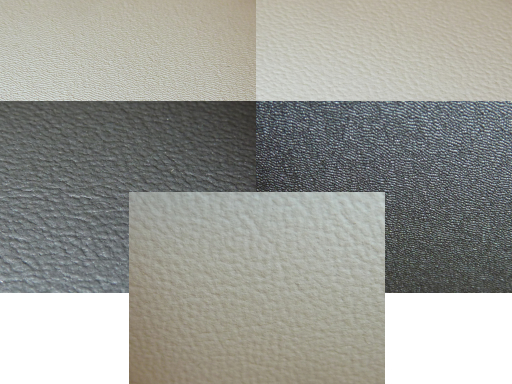
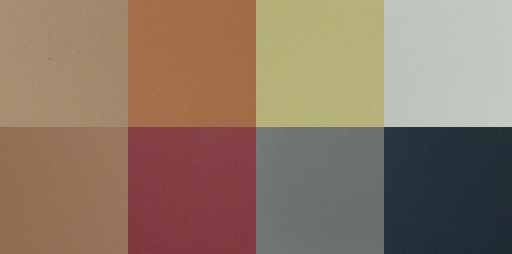
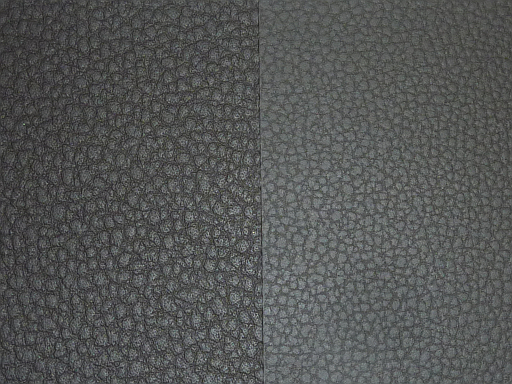
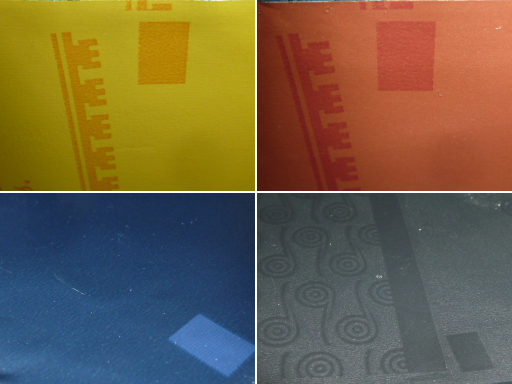
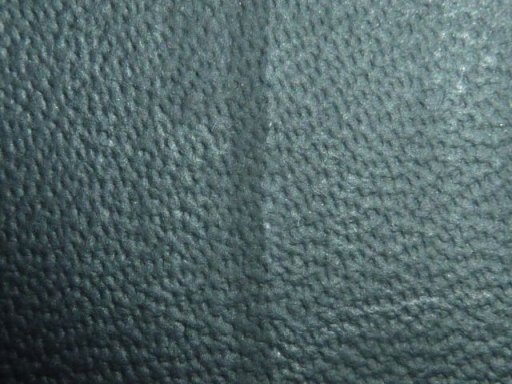
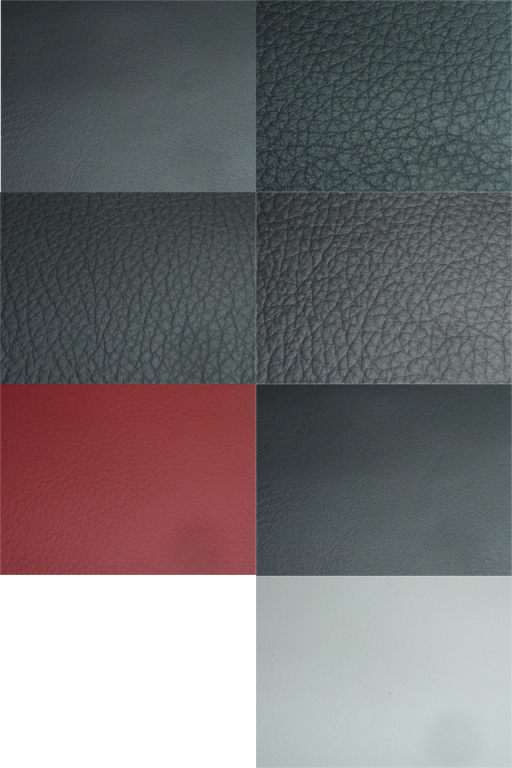
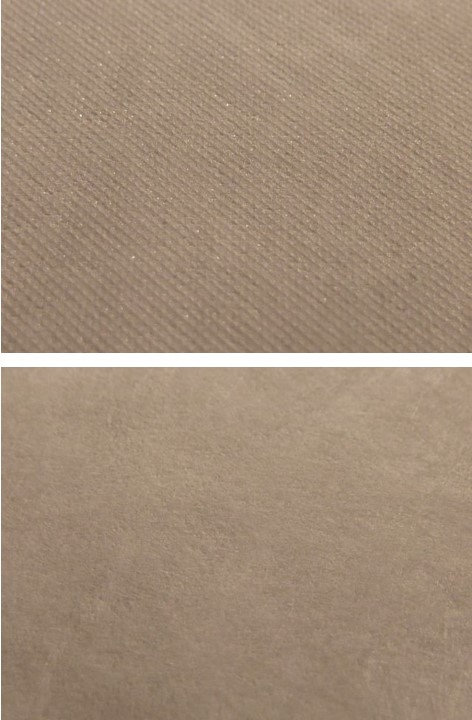
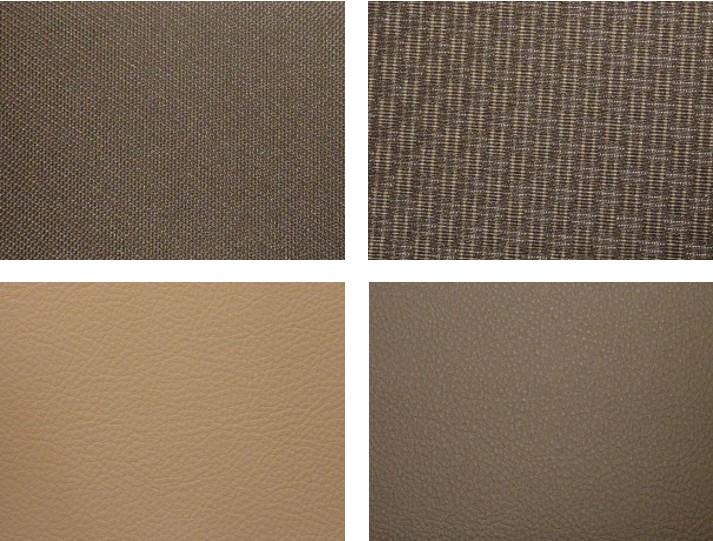
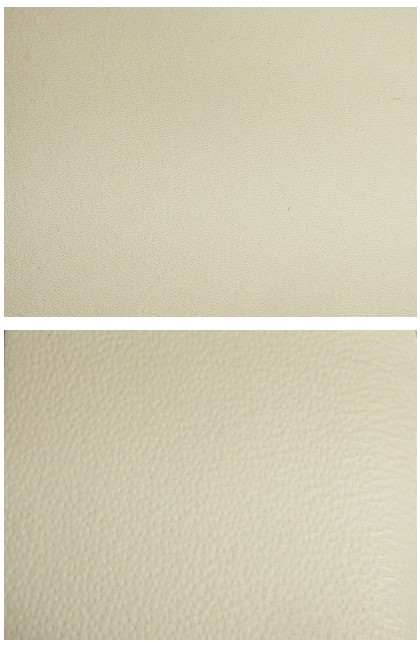
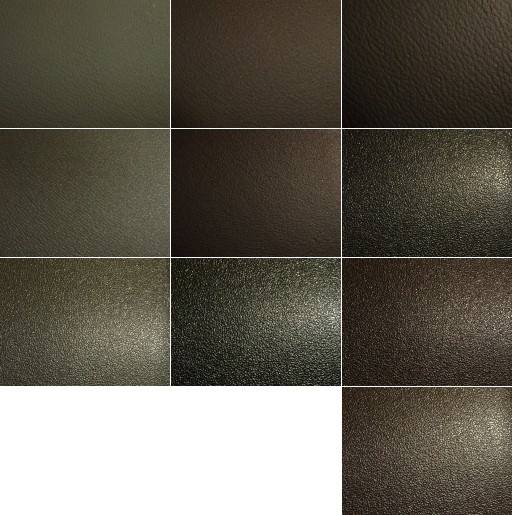
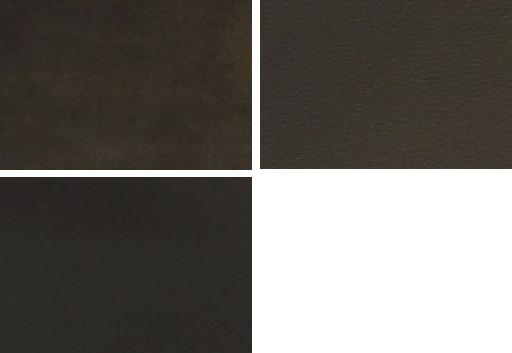
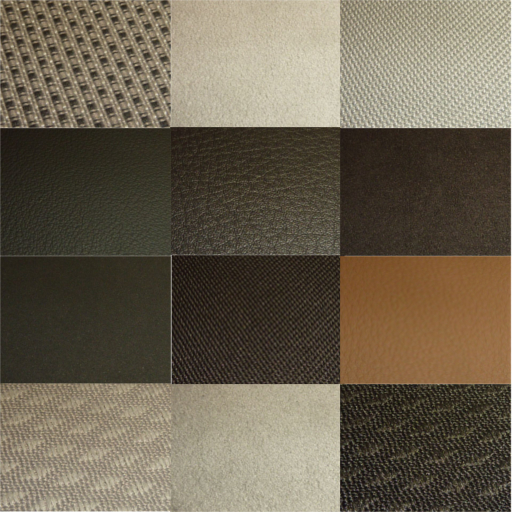
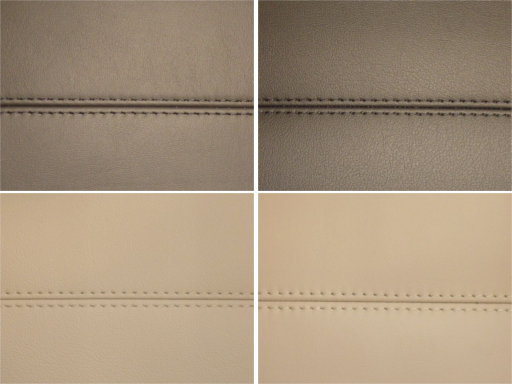
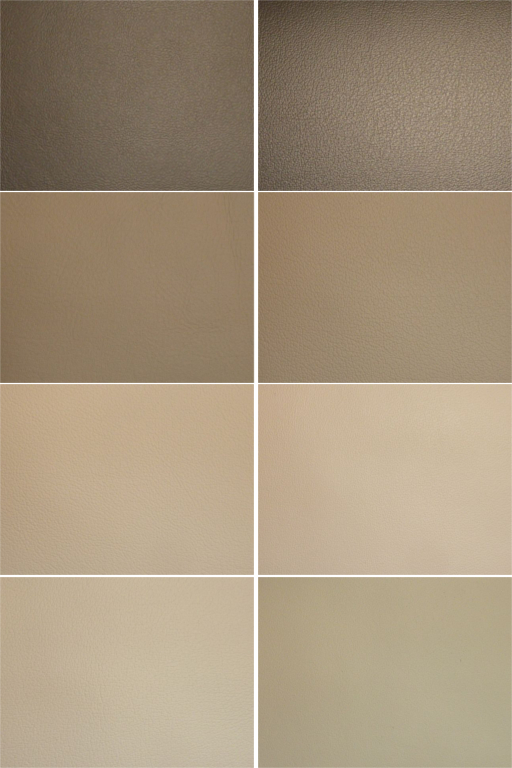
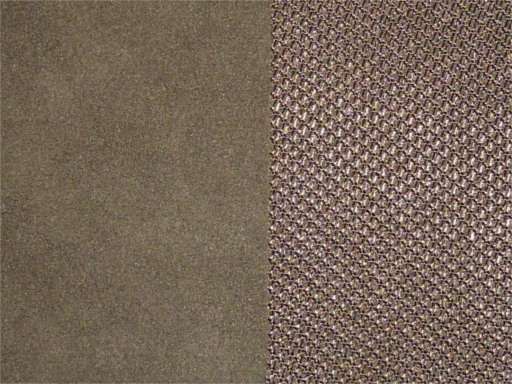
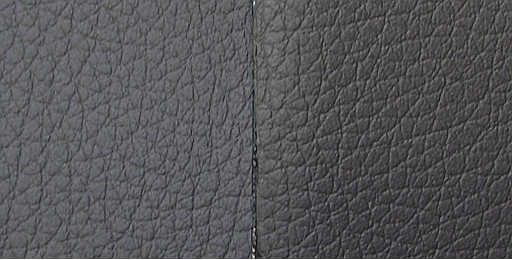
Differentiation of leather, fabric and synthetic interior components Leather, fabric and plastic interior parts should be differentiated. |
|
||||||||
APP N° 801
|
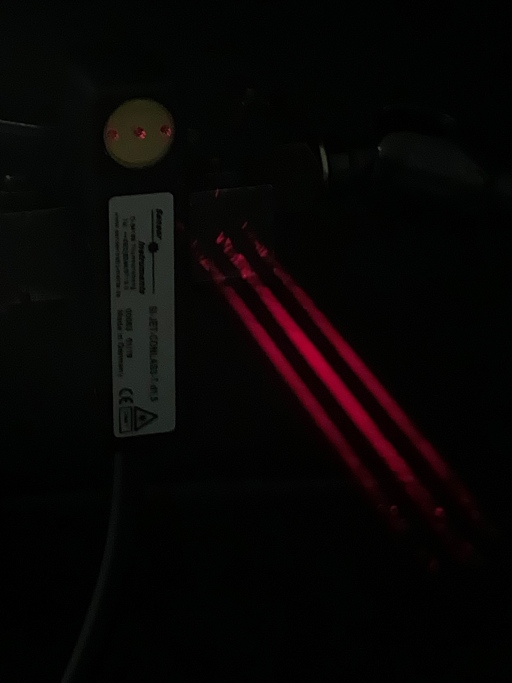
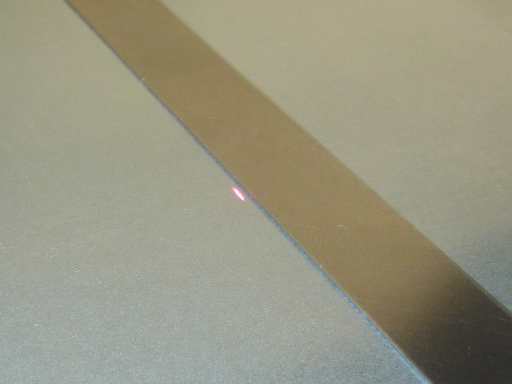
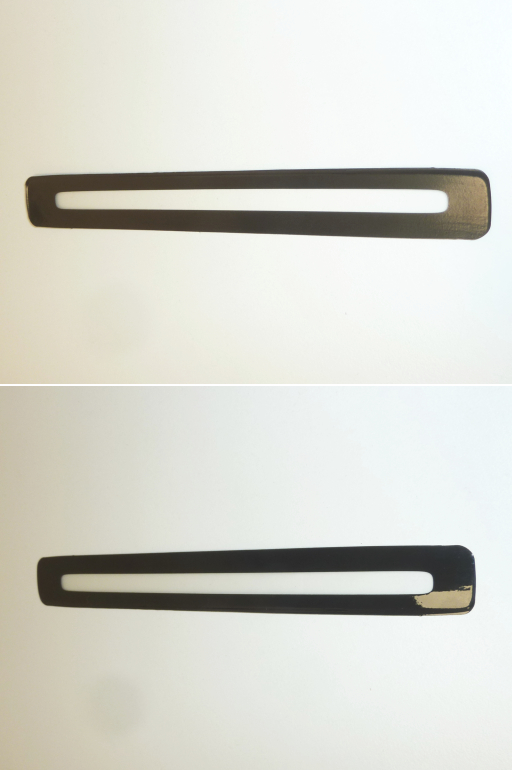
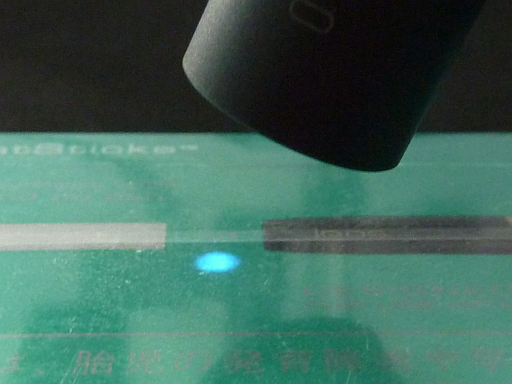
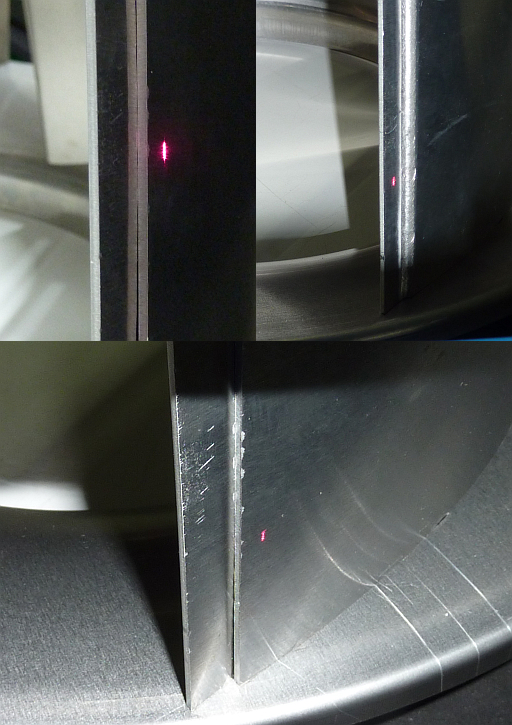
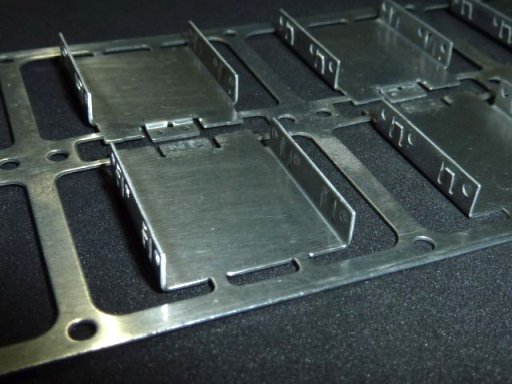
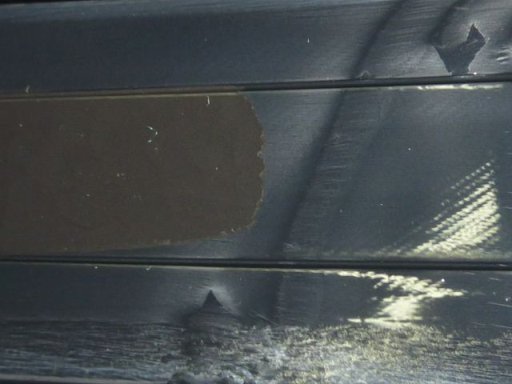
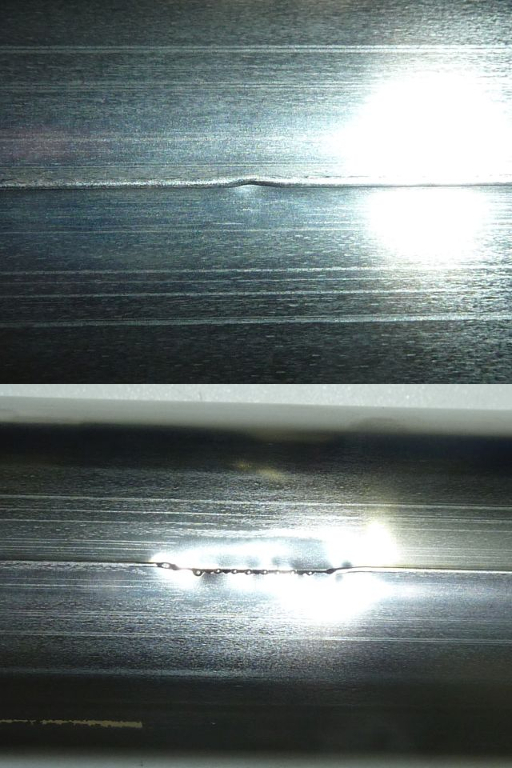
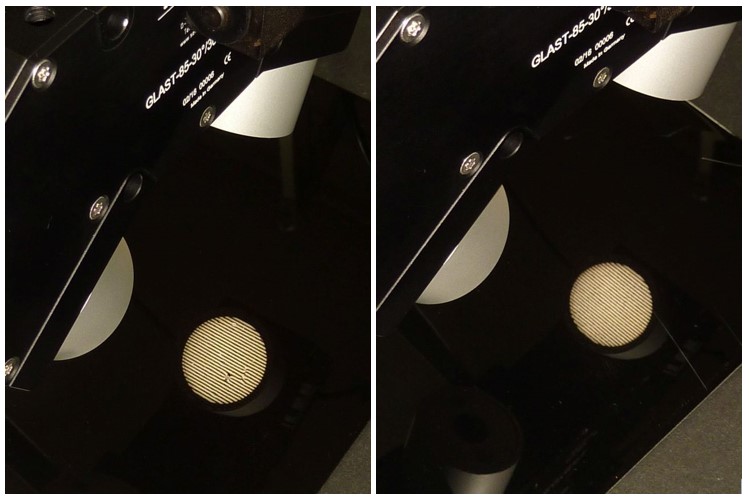
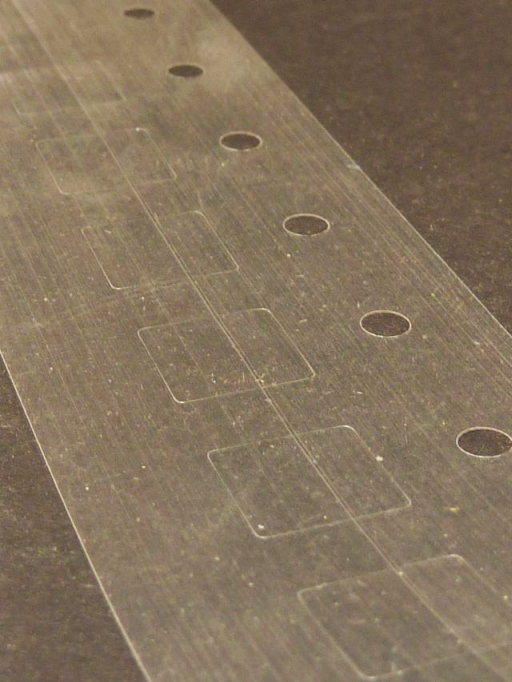
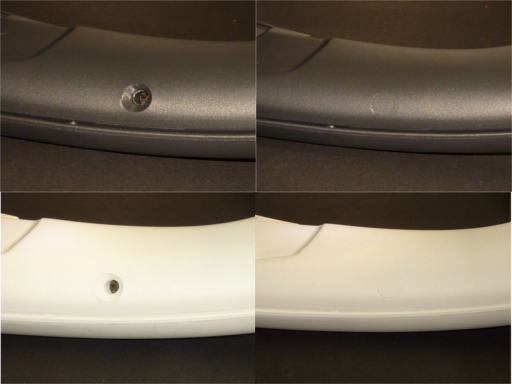
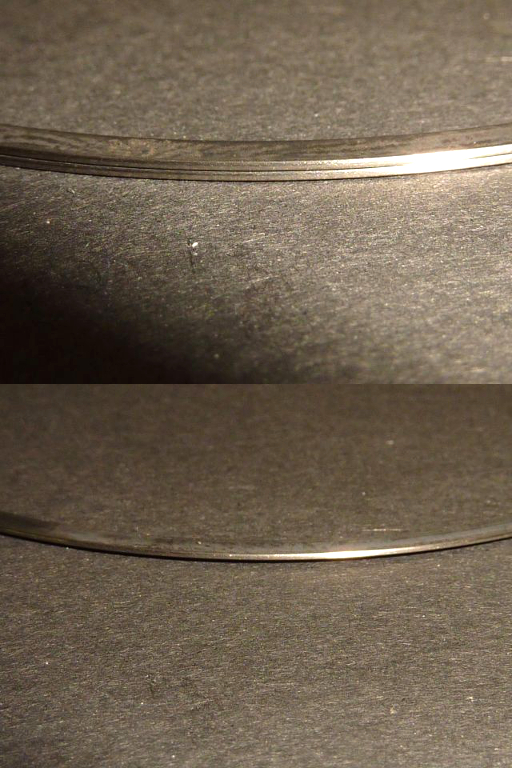
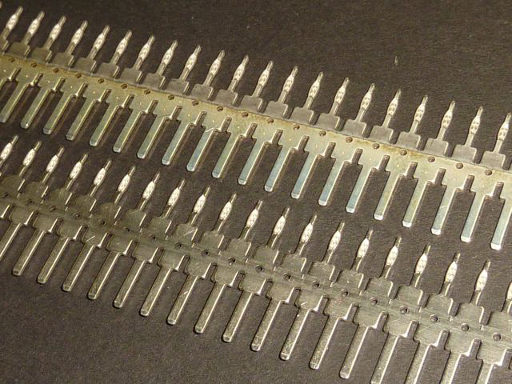
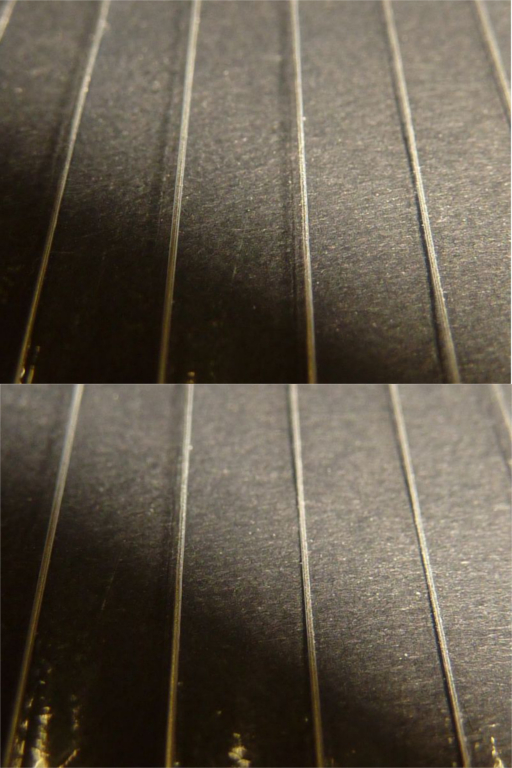
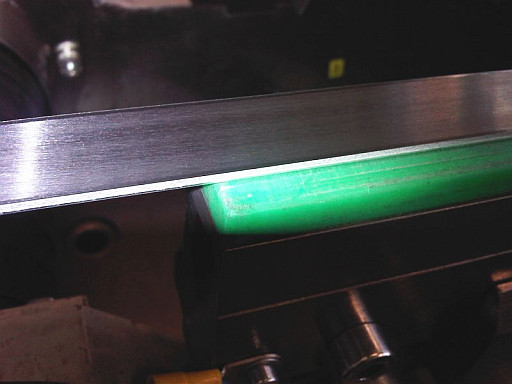
Detection of dents and bumps on metal punching strips Dents and bumps on metal punching strips should be detected. |

|
||||||||
APP N° 800
|
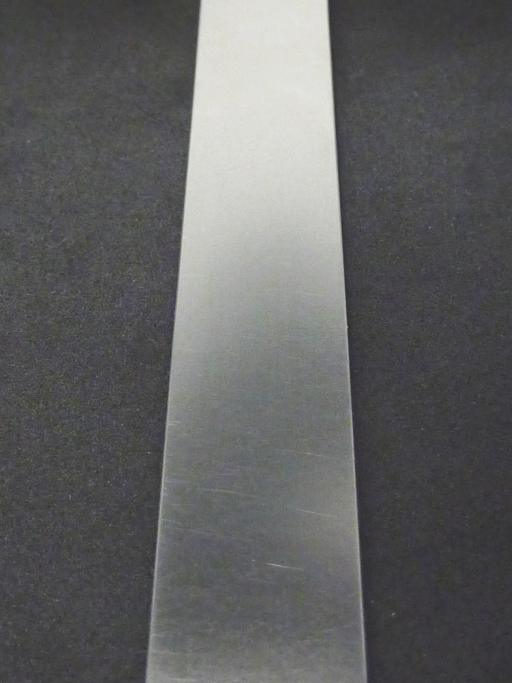
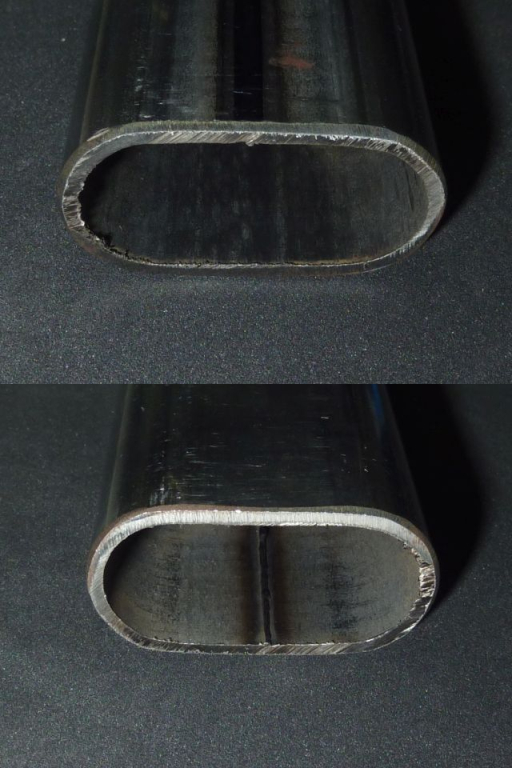
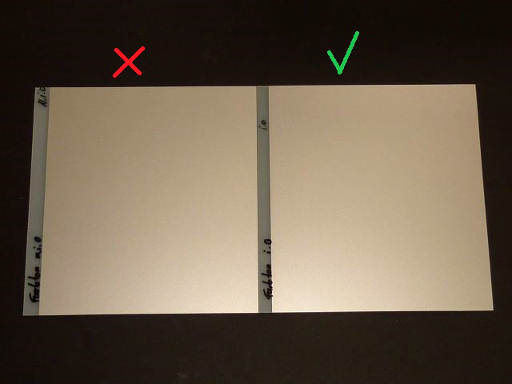
Detection of deformations on stamping stripes Deformations on stamping stripes should be detected. |

|
||||||||
APP N° 799
|
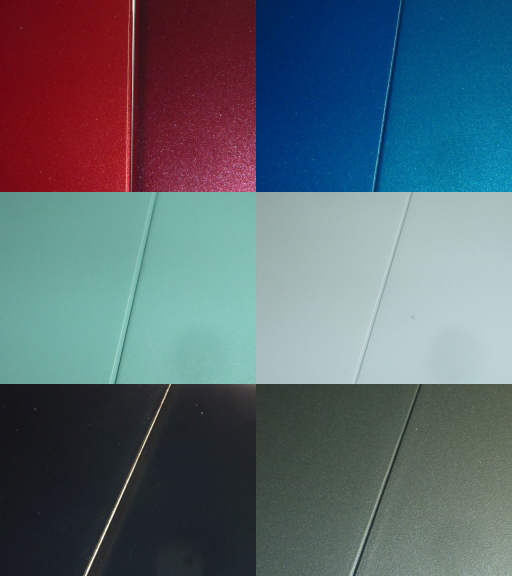
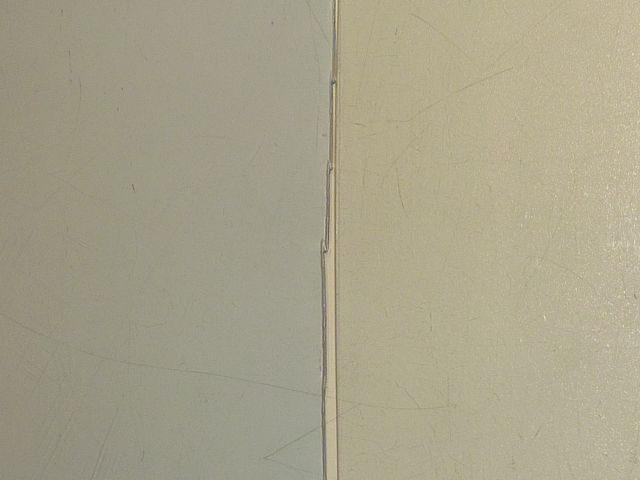
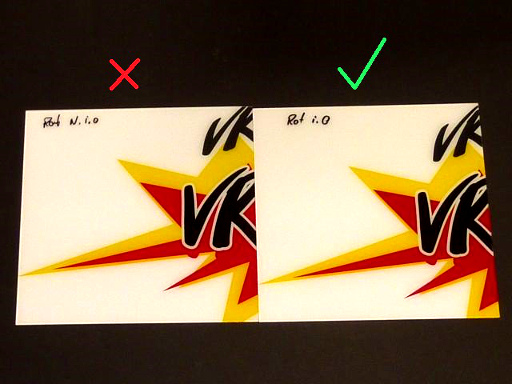
Presence control of a potting compound on plastic components The presence of a sealing compound on plastic components should be controlled. |
|
||||||||
APP N° 798
|
Differentiation of leather and plastic interior components Leather and synthetic interior parts should be differentiated. |

|
||||||||
APP N° 797
|
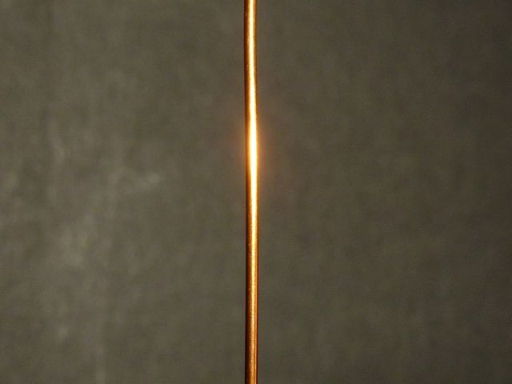
Color control of preforms made of recyclates Preforms made of recycled material should be color controlled. |

|
||||||||
APP N° 796
|
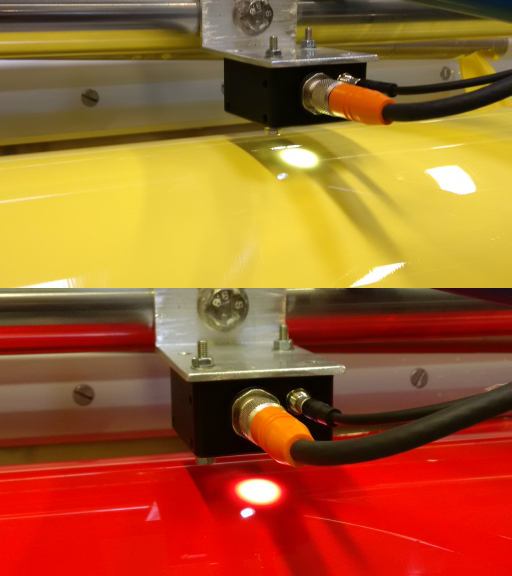
Color differentiation of rubber buffers from a distance The color of rubber buffers should be controlled from a distance. |

|
||||||||
APP N° 795
|
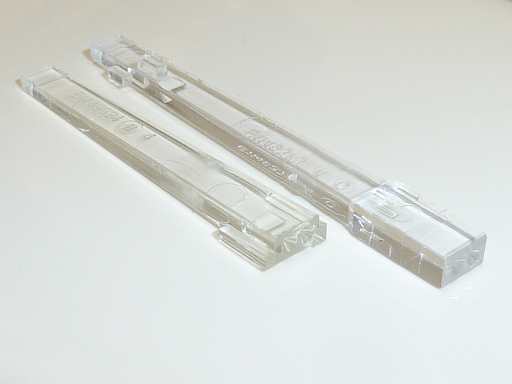
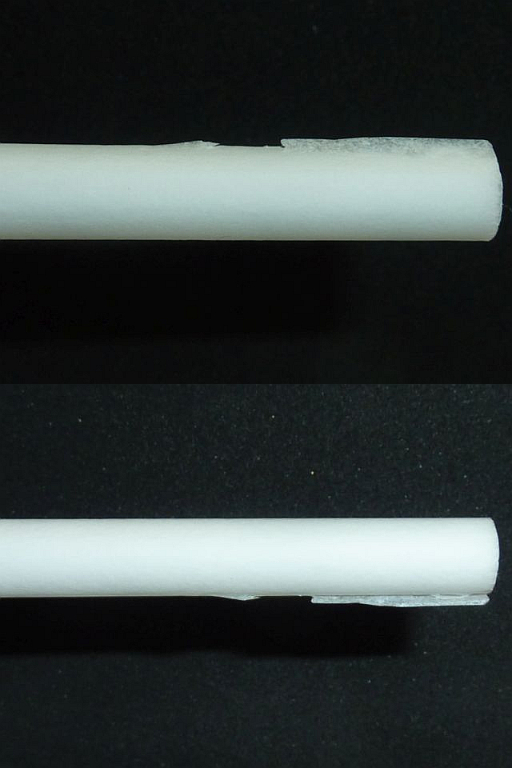
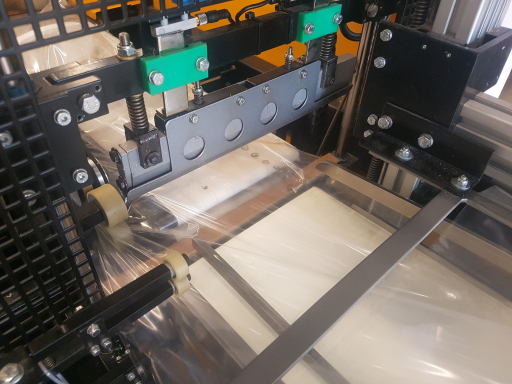
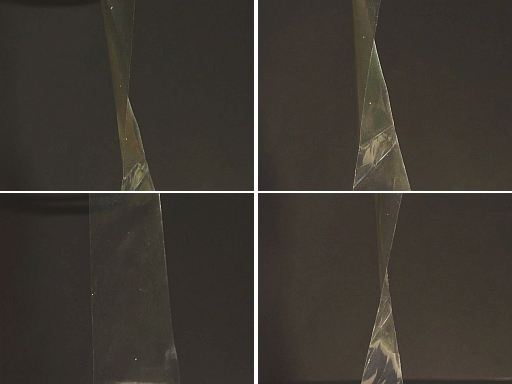
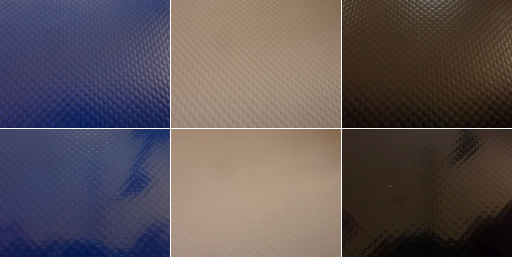
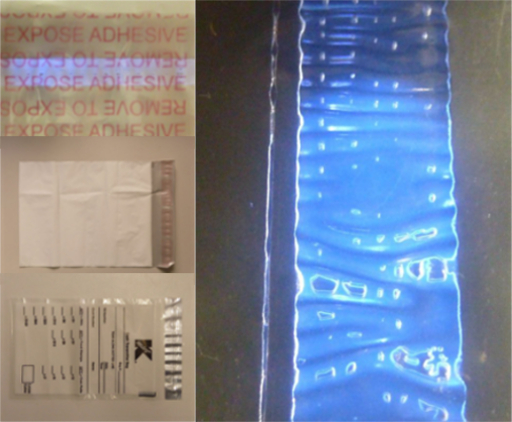
Translucent stretch film thickness measurement The thickness of a translucent stretch film should be measured. |

|
||||||||
APP N° 794
|
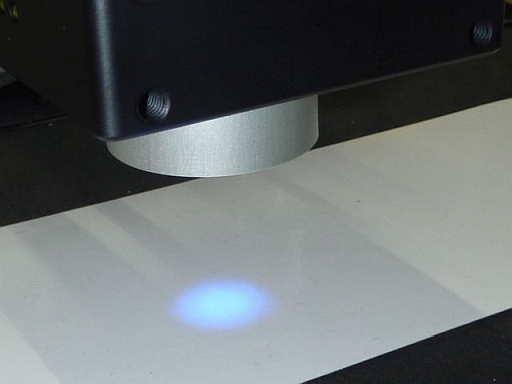
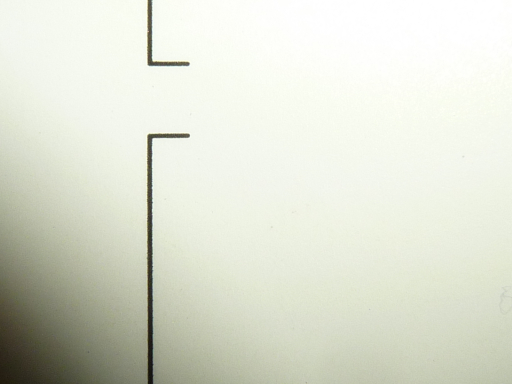
Presence control of a very thin oil layer The presence of a very thin oil layer (< 1µm) should be controlled. |
|
||||||||
APP N° 793
|
Color control of preforms The color of preforms should be controlled. |

|
||||||||
APP N° 792
|
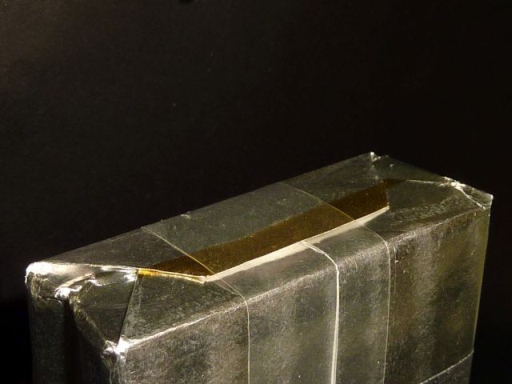
Frontside-backside differentiation of coated aluminum foils The coated front side of aluminum foils should be differentiated from the backside. |

|
||||||||
APP N° 791
|
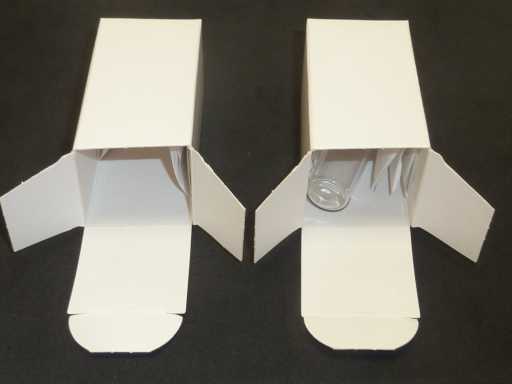
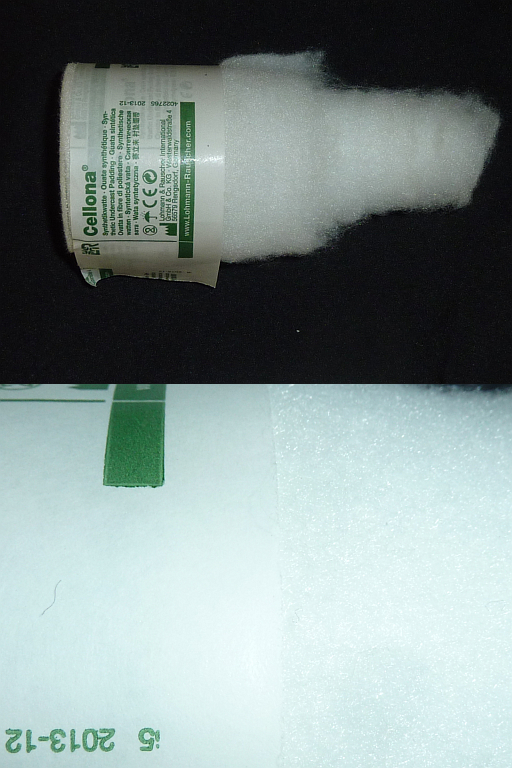
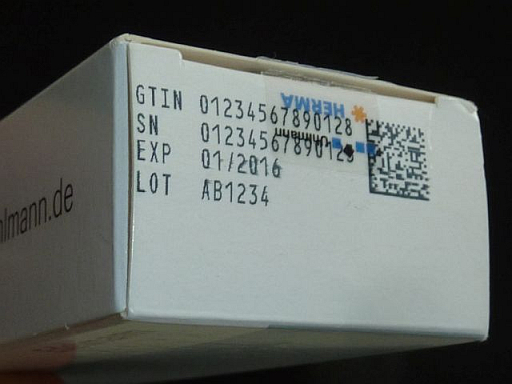
Presence control of a flask inside a medicine pack The presence of a flask inside a medicine pack should be controlled. |
|
||||||||
APP N° 790
|
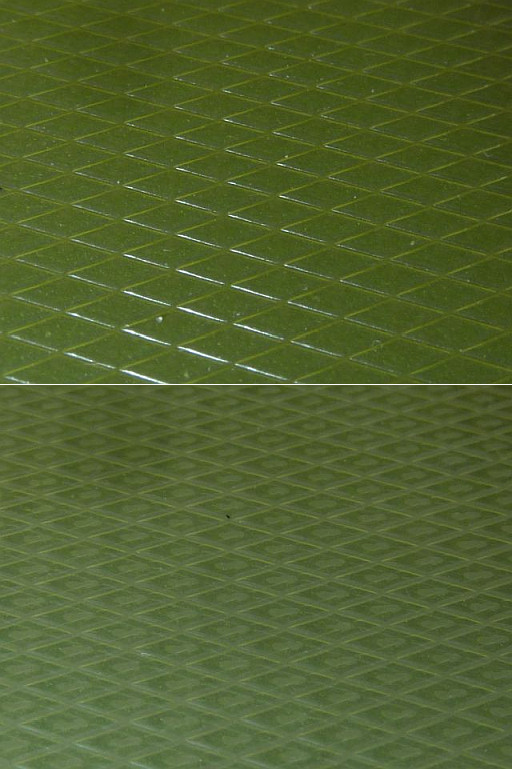
Gloss measurement of synthetic floorings The gloss of plastic floors should be measured. |

|
||||||||
APP N° 789
|
Plastic film thickness measurement The thickness of plastic stretch film should be measured. |

|
||||||||
APP N° 788
|
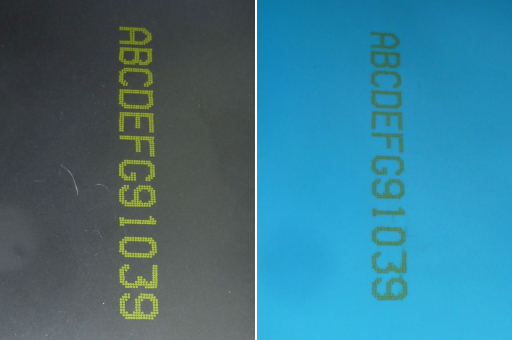
Streak detection on a plastic surface A plastic surface should be controlled regarding freedom from streaks and striae. |

|
||||||||
APP N° 787
|
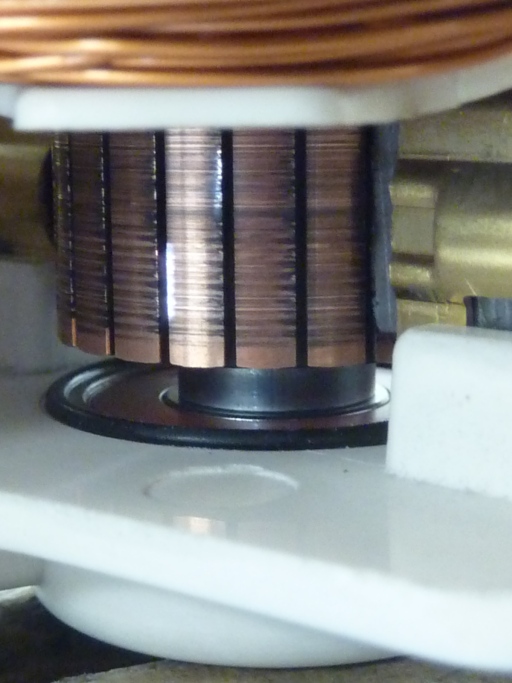
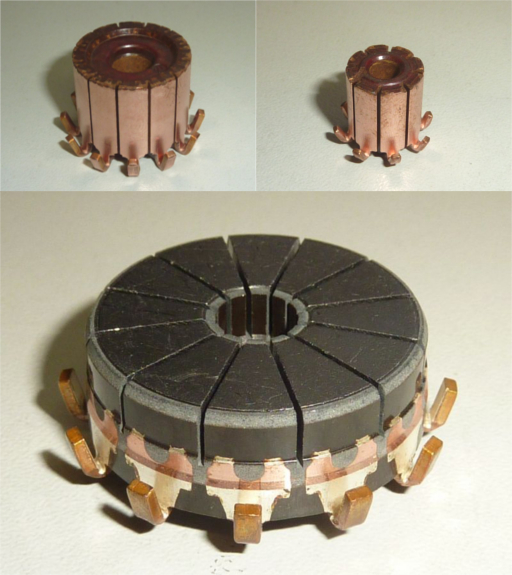
Frequency control of electric motors The frequency of electric motors should be controlled. |
|
||||||||
APP N° 786
|
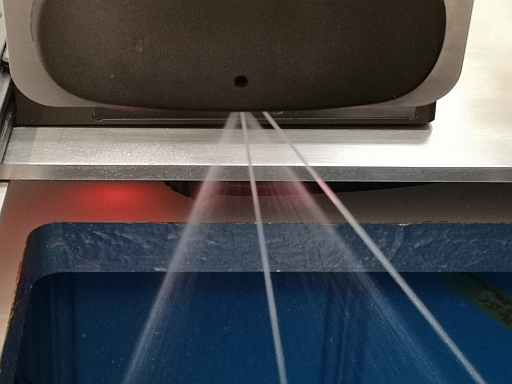
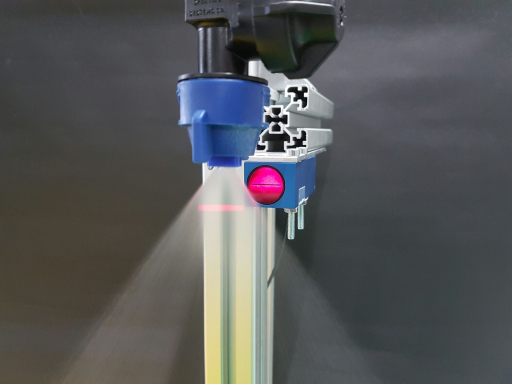
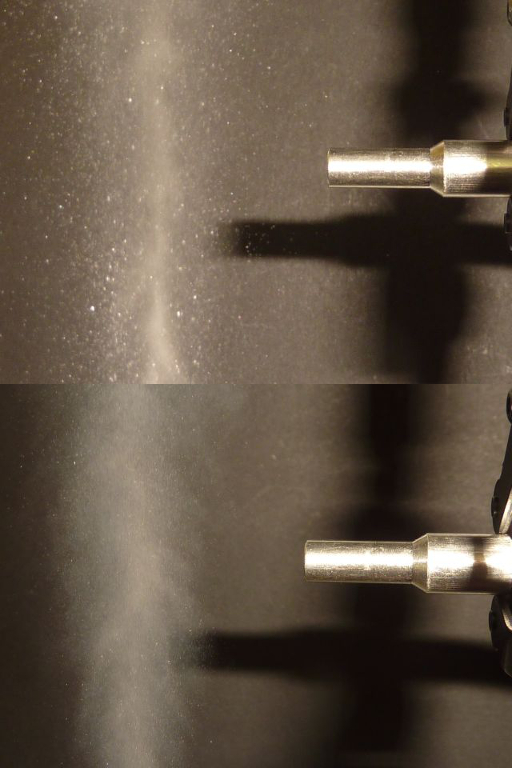
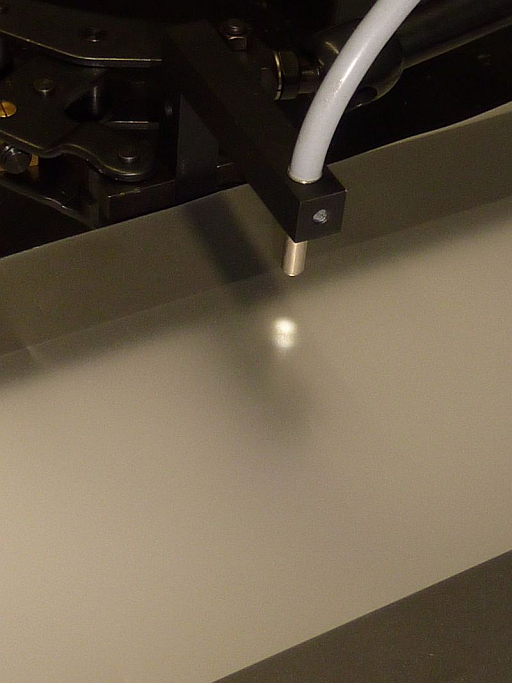
Spray jet control A pulsed, weakly dosed spray jet should be controlled. |
|
||||||||
APP N° 785
|
Width control of metal sheets The width of very fast moved metal sheets should be measured. |
|
||||||||
APP N° 784
|
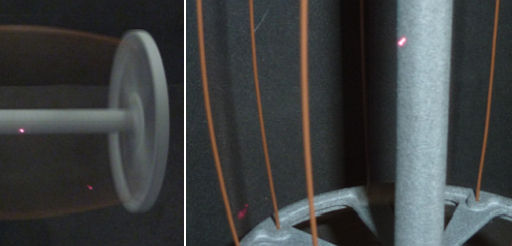
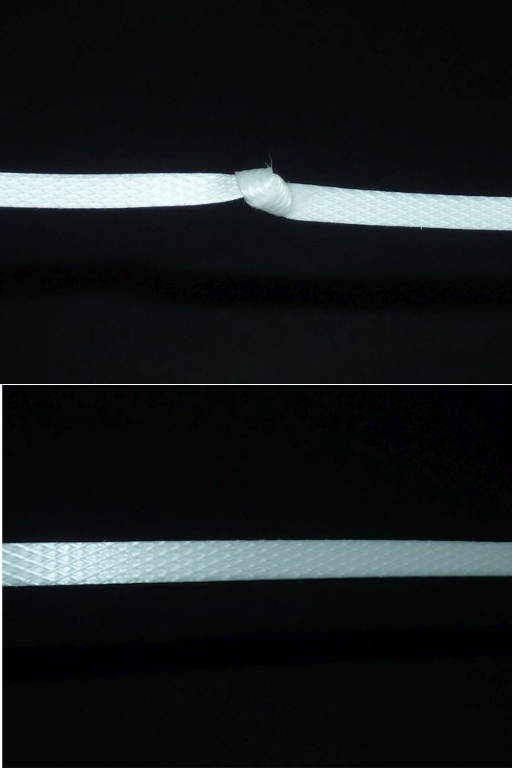
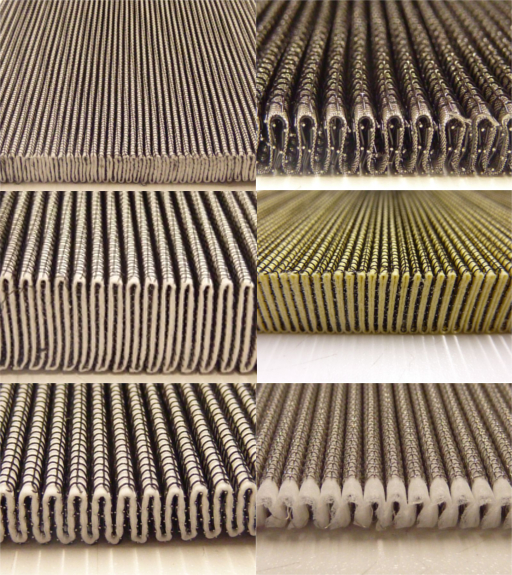
Wire detection and counting during the braiding process Wires should be detected and counted during the braiding process. |

|
||||||||
APP N° 783
|
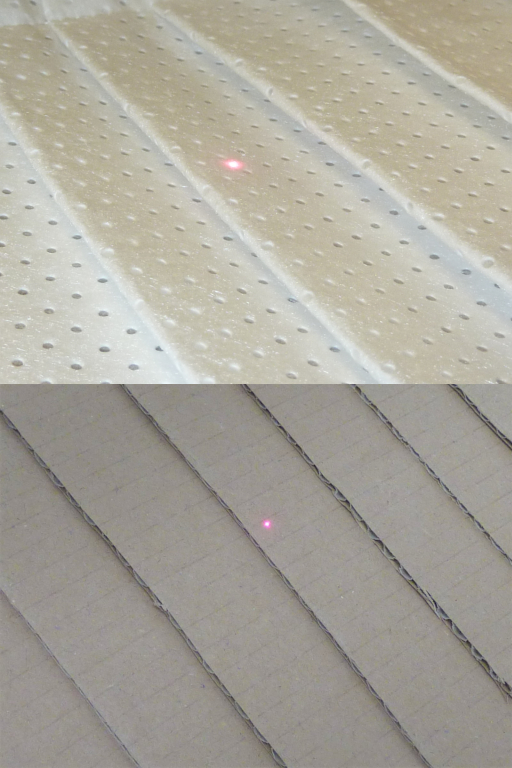
Edge detection on paper bags and corrugated boards The edges on scaled transported and folded paper bags as well as corrugated boards should be detected and counted. |
|
||||||||
APP N° 782
|
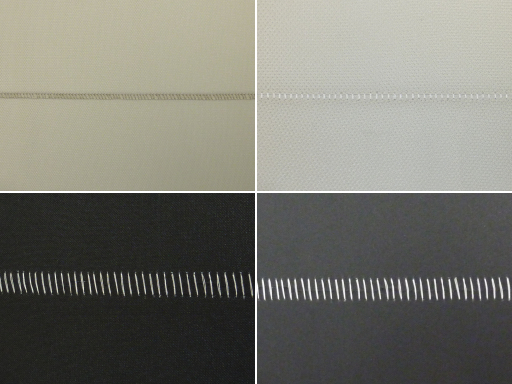
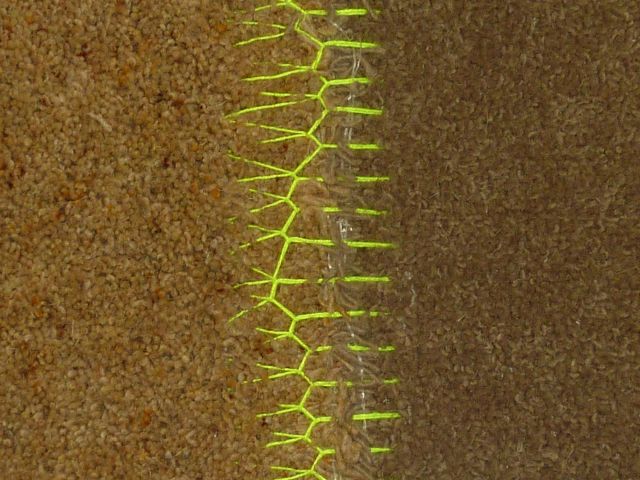
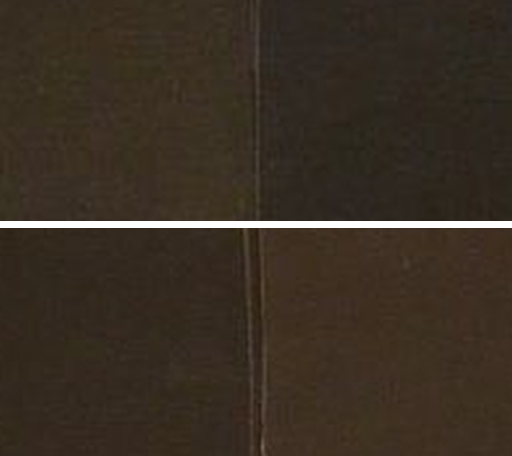
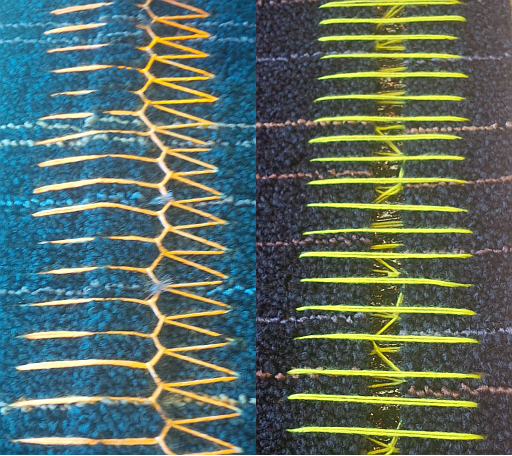
Seam detection on fabrics The seam on technical fabrics should be detected. |
|
||||||||
APP N° 781
|
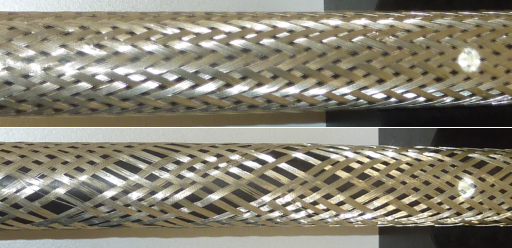
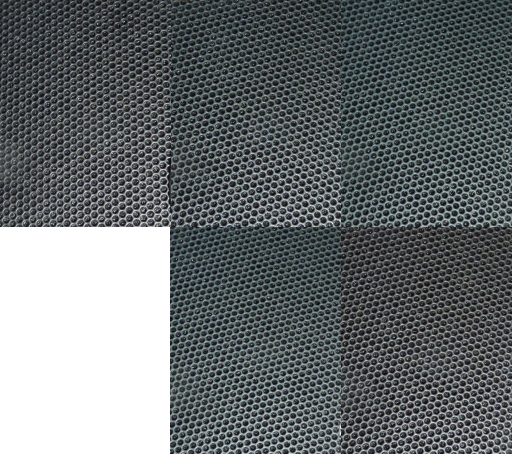
Mesh control on metal braided hoses Meshes on metal braided hoses should be controlled. |
|
||||||||
APP N° 780
|
Meshes control on fabric hoses The meshes of a braided hose should be controlled. |

|
||||||||
APP N° 779
|
Color-gloss control of lacquered metal sheets Lacquered metal sheets should be controlled with regard to the color and gloss. |

|
||||||||
APP N° 778
|
Differentiation of leather and synthetic interior components Leather and plastics interior parts should be differentiated. |

|
||||||||
APP N° 777
|
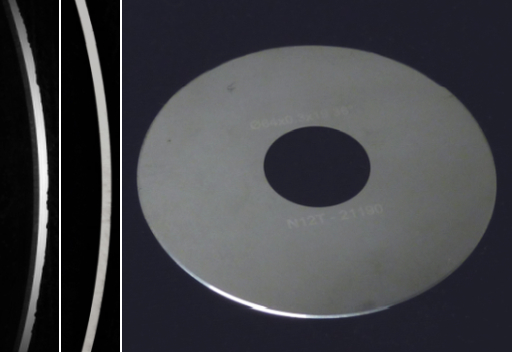
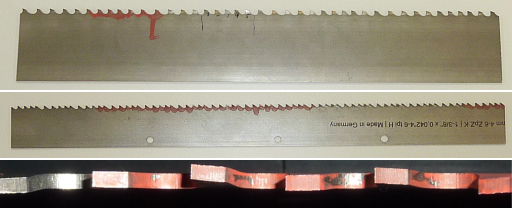
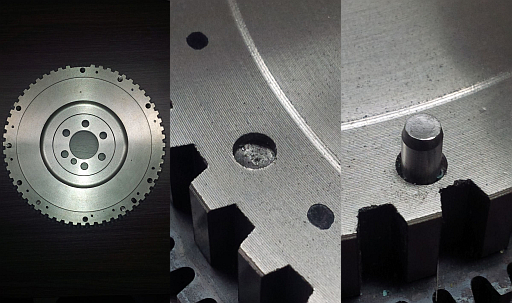
Defect recognition on saw blade discs Defects on saw blade discs should be detected. |
|
||||||||
APP N° 776
|
Seam detection on towels The seam on towels should be detected. |

|
||||||||
APP N° 775
|
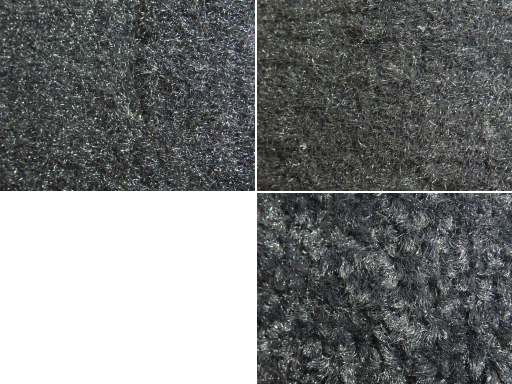
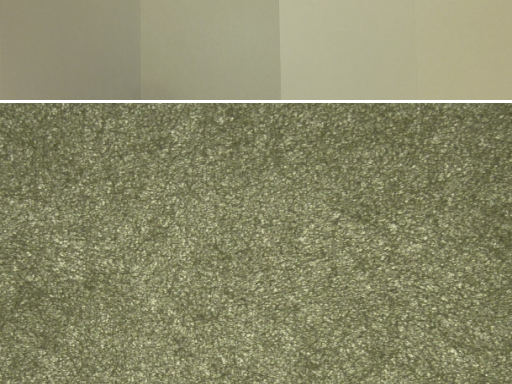
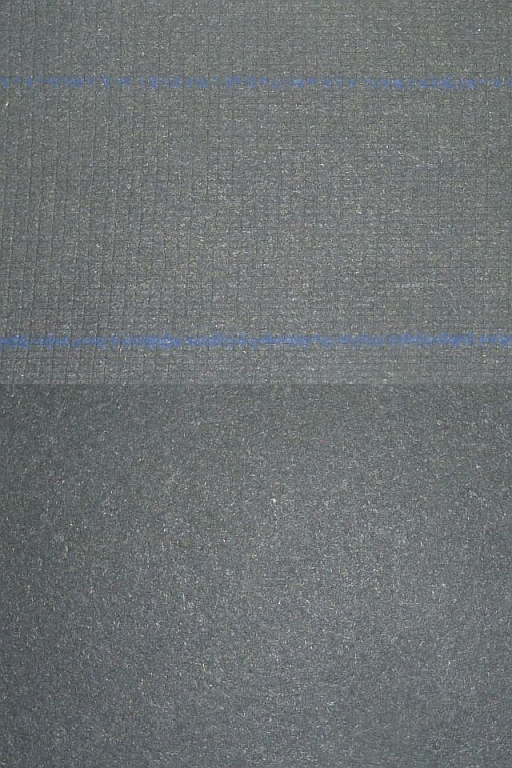
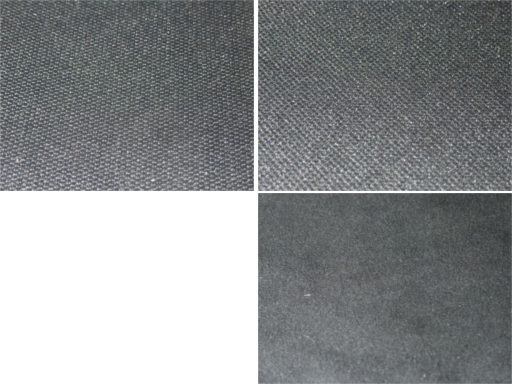
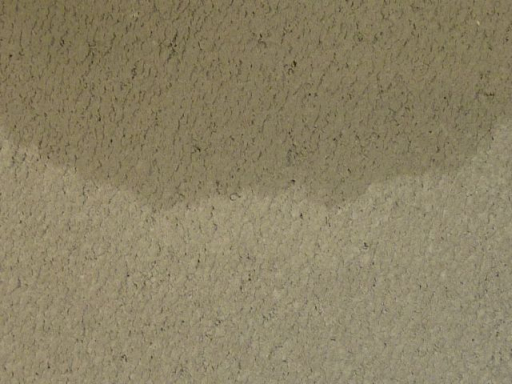
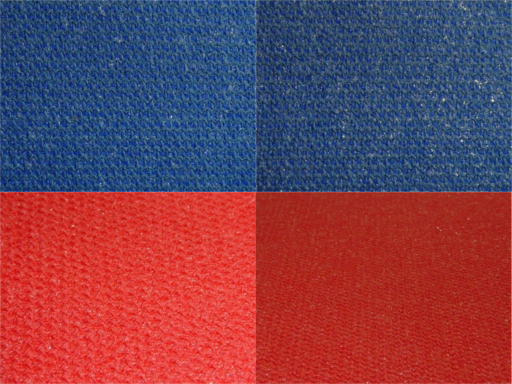
Grey carpet differentiation Grey carpets should be differentiated. |
|
||||||||
APP N° 774
|
Differentiation of PE and PET side of plastic plates The PET side of plastic plates should be differentiated from the PE side. |
|
||||||||
APP N° 773
|
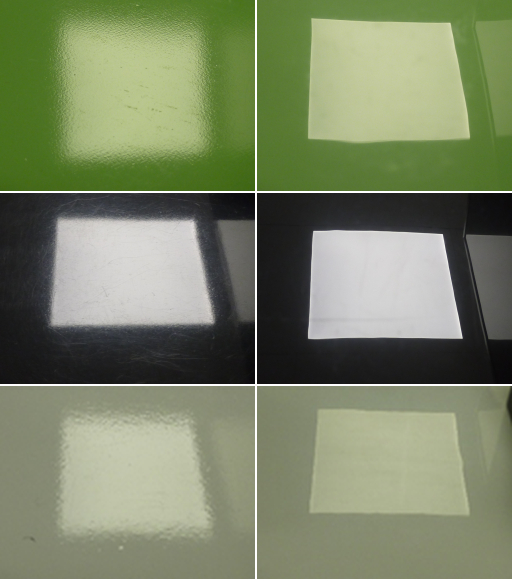
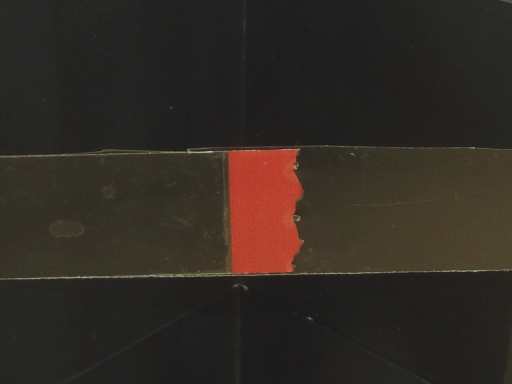
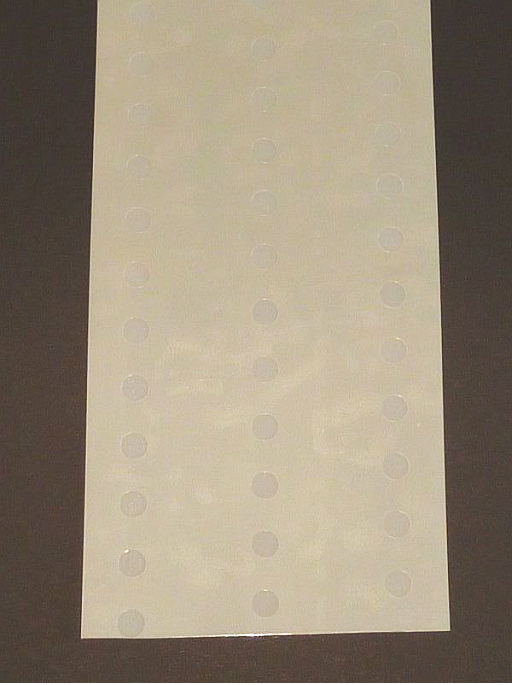
Presence control of transparent labels on plastic caps The presence of transparent labels on plastic caps should be controlled. |

|
||||||||
APP N° 772
|
Thickness control of abrasive carpets The thickness of abrasive carpets should be measured. |

|
||||||||
APP N° 771
|
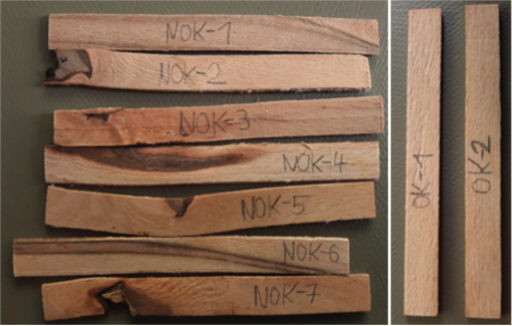
Color control of wooden sticks The color of wooden sticks should be controlled. |
|
||||||||
APP N° 770
|
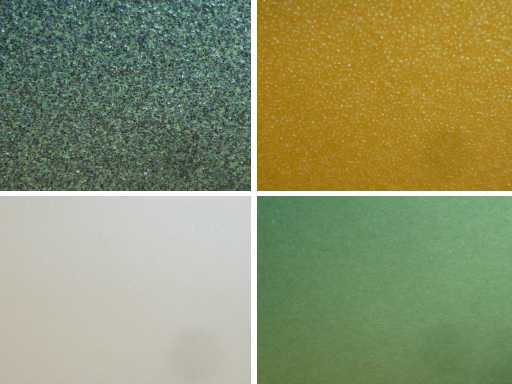
Gloss measurement of sandpapers The gloss factor of sandpapers should be measured. |
|
||||||||
APP N° 769
|
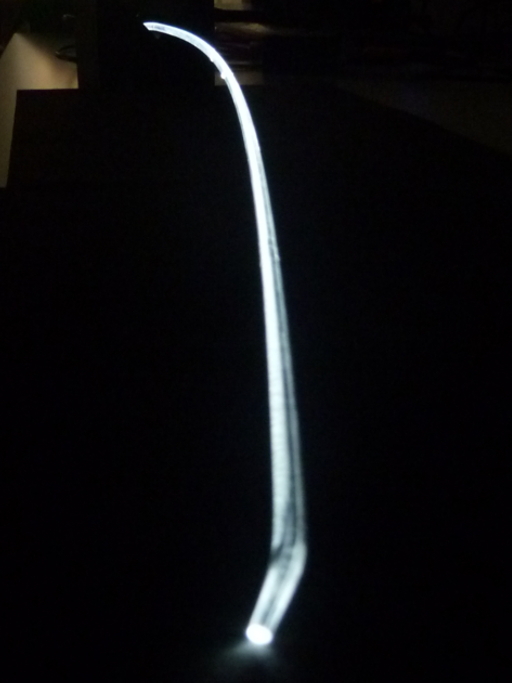
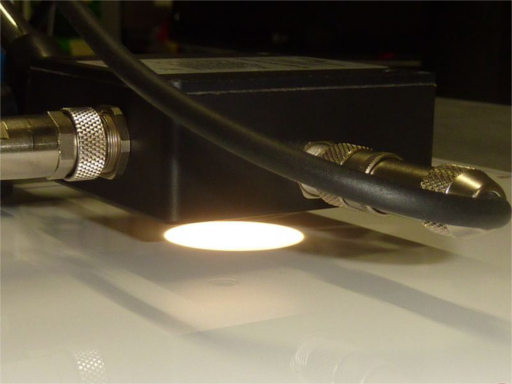
Color control of light pipes The color of light pipes should be controlled. |
|
||||||||
APP N° 768
|
Color measurement of lacquered aluminum plates The color of lacquered aluminum plates should be measured. |

|
||||||||
APP N° 767
|
Gloss measurement of painted aluminum plates The gloss factor of lacquered aluminum plates should be measured. |

|
||||||||
APP N° 766
|
Gloss measurement on decorative films The gloss factor should be measured on different decorative films. |

|
||||||||
APP N° 765
|
Color mark recognition on transparent plastic films A color mark on a translucent synthetic tape should be recognized. |

|
||||||||
APP N° 764
|
Synthetic component orientation control The orientation of transparent plastic parts should be controlled. |

|
||||||||
APP N° 763
|
Color mark detection on transparent plastic adhesive strips Color marks should be detected on transparent synthetic glue strips. |
|
||||||||
APP N° 762
|
Position control of metal stamping parts The position of metal stamping parts should be controlled. |

|
||||||||
APP N° 761
|
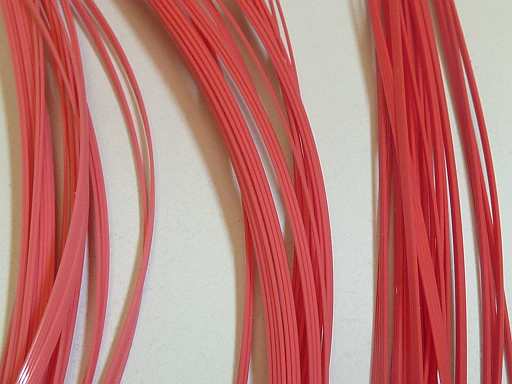
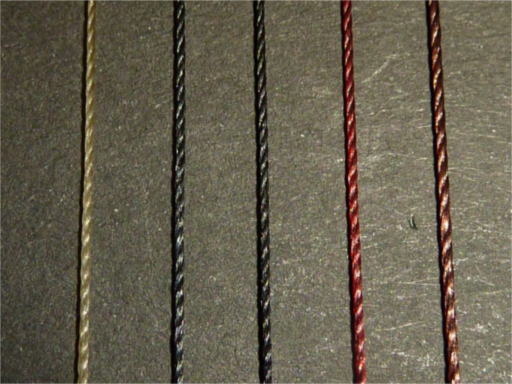
Color measurement of synthetic wires The color of synthetic wires should be measured. |
|
||||||||
APP N° 760
|
Differentiation of interior leather and plastic parts Interior leather and plastic parts should be differentiated. |

|
||||||||
APP N° 759
|
Differentiation of leather and synthetic interior components Leather interior components should be differentiated from synthetic interior components. |

|
||||||||
APP N° 758
|
Differentiation of interior plastic components Interior plastic parts should be differentiated. |

|
||||||||
APP N° 757
|
Frequency control of turbo charger wheels The frequency of turbo charger wheels should be controlled. |

|
||||||||
APP N° 756
|
Detection of a rising and falling edge of a metal stripe on metal sheet A rising as well as a falling edge of a metal stripe on metal sheet should be detected. |
|
||||||||
APP N° 755
|
Inside diameter differentiation of threaded nuts M8 and M10 screw-nuts should be inline differentiated by inner diameter measurement. |

|
||||||||
APP N° 754
|
Inner diameter control of screw-nuts The inner diameter of screw-nuts should be measured. |

|
||||||||
APP N° 753
|
Wire counting on wire winding machines The number of wires on a wire winding machine should be counted. |
|
||||||||
APP N° 752
|
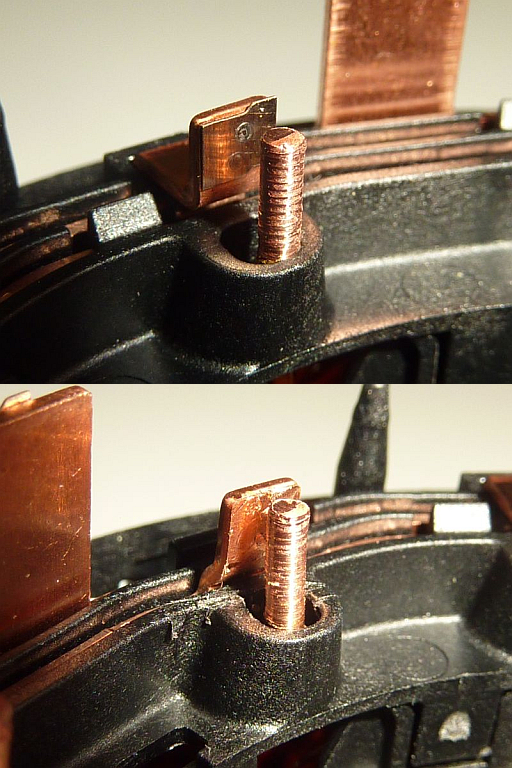
Detection of the presence of oil on rivet screws The presence of oil on rivet screws should be detected. |

|
||||||||
APP N° 751
|
Oil film detection on metal pins An oil film on metal pins should be detected. |

|
||||||||
APP N° 750
|
Color measurement of dyed yellow cotton strands The color of cotton strands should be measured during the tinting process. |

|
||||||||
APP N° 749
|
Color separation of recycled textiles During the recycling process textiles should be color separated. |

|
||||||||
APP N° 748
|
Color differentiation of plastic interior components Plastic interior parts should be differentiated. |

|
||||||||
APP N° 747
|
Differentiation of leather and leather imitation interior components Leather interior components should be differentiated from plastic interior parts. |
|
||||||||
APP N° 746
|
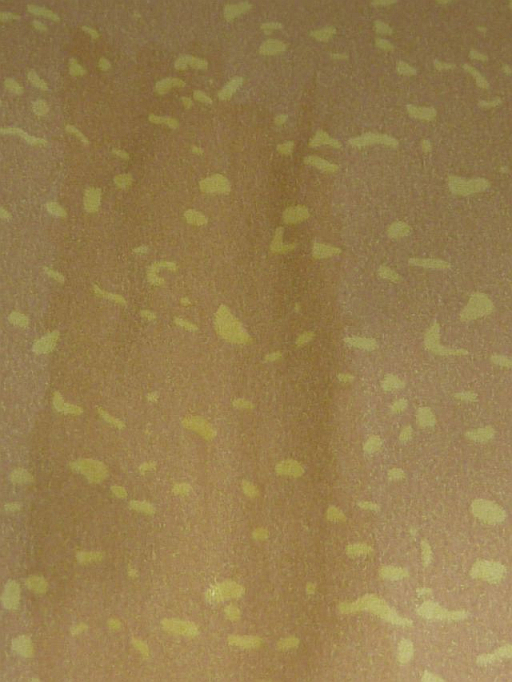
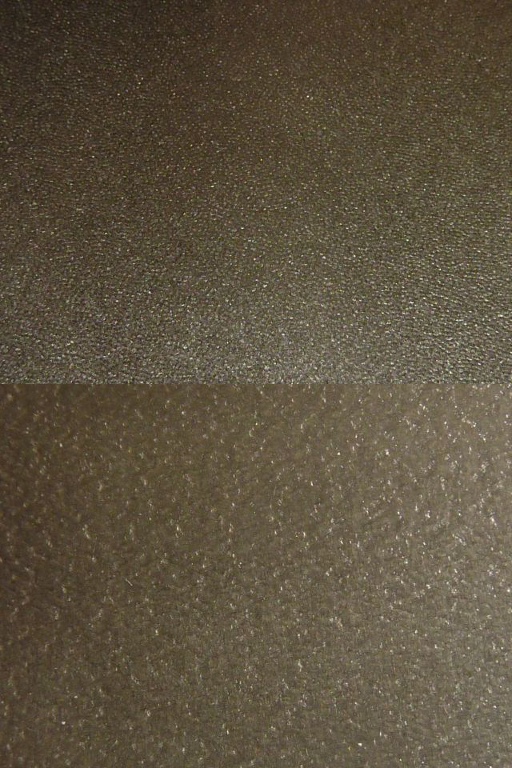
Color measurement of plastic plates with different structures The color of plastic plates with a fine, middle and coarse surface should be measured. |

|
||||||||
APP N° 745
|
Color measurement of polyester thread The color of polyester thread should be measured. |

|
||||||||
APP N° 744
|
Color measurement of polyester mesh The color of polyester mesh should be measured. |
|
||||||||
APP N° 743
|
Frequency measurement of rotating fans The frequency of rotating blowers should be measured. |

|
||||||||
APP N° 742
|
Color mark detection on saw blades Color marks should be detected on saw blades. |
|
||||||||
APP N° 741
|
Color mark detection on metal screws The color mark on metal screws should be detected. |

|
||||||||
APP N° 740
|
Backside/frontside differentiation of synthetic parts The backside should be differentiated from the frontside of flat synthetic components. |

|
||||||||
APP N° 739
|
Frontside and backside differentiation of a plastic part The frontside of a flat plastic part should be differentiated from the backside. |
|
||||||||
APP N° 738
|
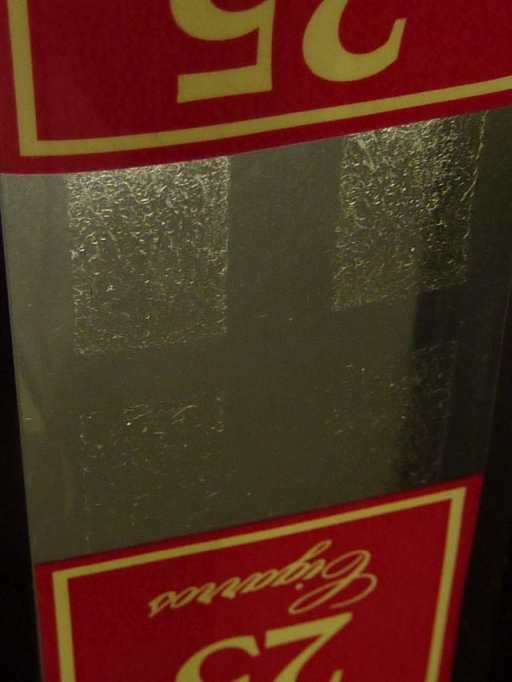
Detection of glue lines on cigarettes The glue line on cigarettes should be detected. |

|
||||||||
APP N° 737
|
Welding line detection of tin cans The welding line on tin cans should be detected. |

|
||||||||
APP N° 736
|
Differentiation of silver-colored screws from black coated screws Silver-colored screws should be differentiated from black coated screws. |

|
||||||||
APP N° 735
|
Color mark detection on slide bearings The color mark on slide bearings should be detected. |
|
||||||||
APP N° 734
|
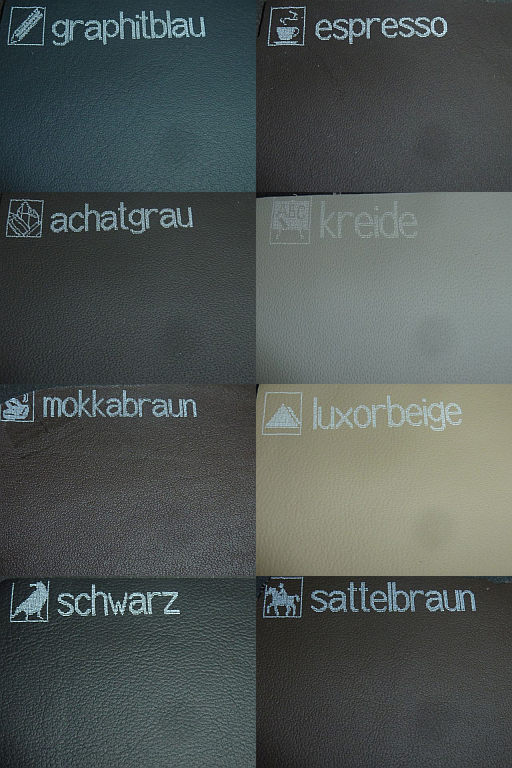
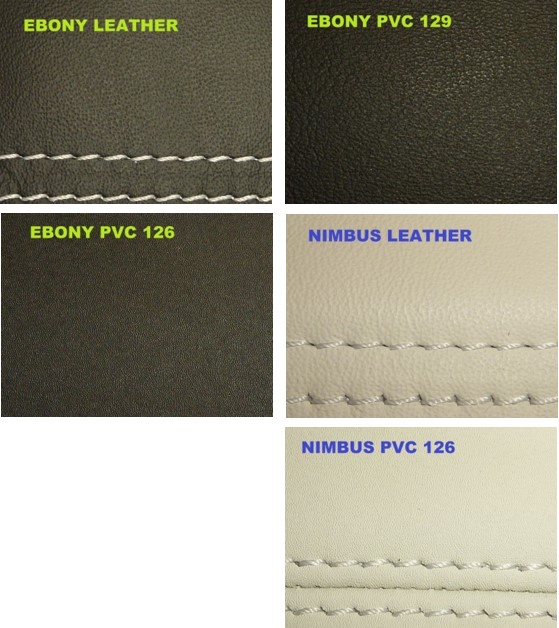
Differentiation of leather from PVC interior components Leather interior parts should be differentiated from PVC components. |

|
||||||||
APP N° 733
|
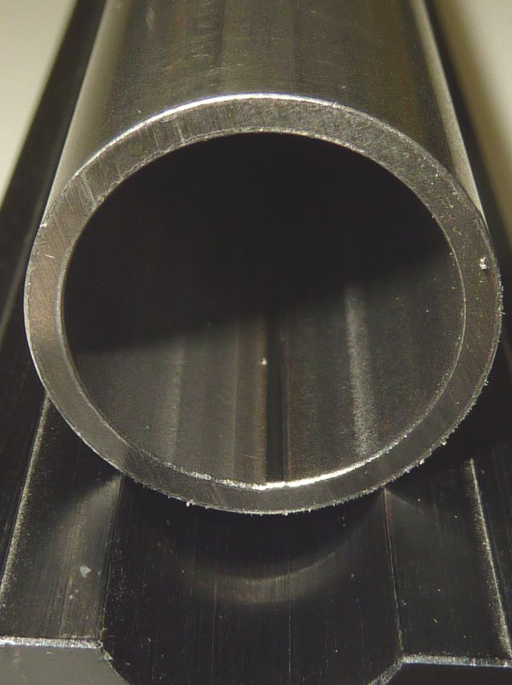
Inner diameter measurement of metal components The inner diameter of metal components should be measured. |

|
||||||||
APP N° 732
|
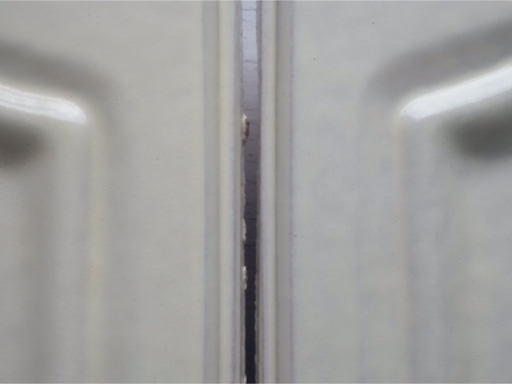
Detection of a gap between vinyl layers A gap between vinyl layers should be detected. |

|
||||||||
APP N° 731
|
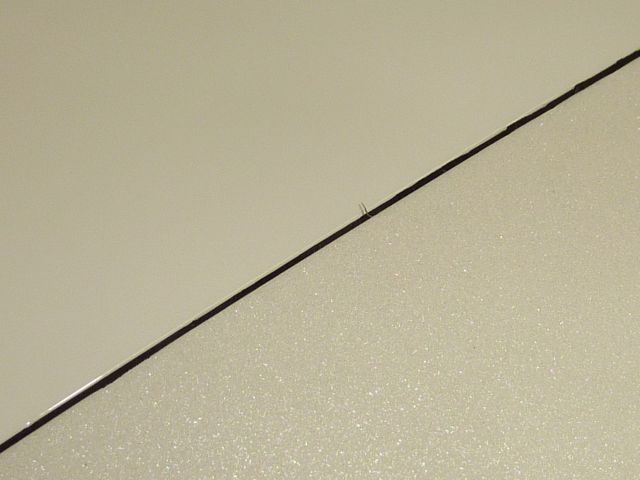
Differentiation of tin and air side of float glasses The tin side should be differentiated from the air side of float glasses. |
|
||||||||
APP N° 730
|
Fiber density control of fiber sheets The density of fiber sheets should be controlled. |
|
||||||||
APP N° 729
|
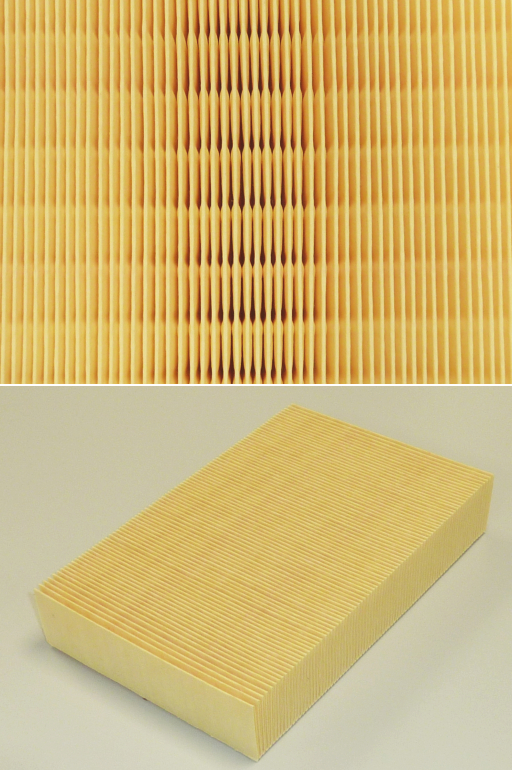
Counting of folds on oil and air filter mats Folds of oil and air filter mats should be detected. |
|
||||||||
APP N° 728
|
Detection of a welding line on a tin can A welding line should be detected on a printed tin can. |

|
||||||||
APP N° 727
|
Thickness measurement of thermal insulation panels The thickness of thermal insulation panels should be measured INLINE. |

|
||||||||
APP N° 726
|
Metal spring height control The height of metal springs should be measured. |

|
||||||||
APP N° 725
|
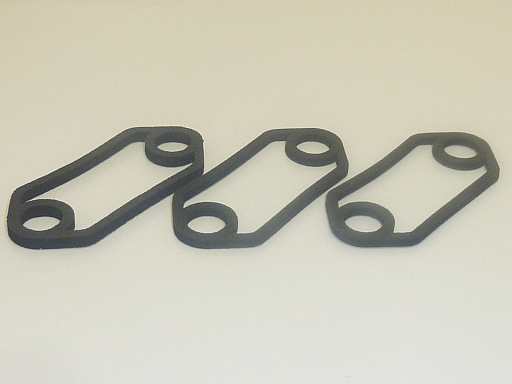
Thickness measurement of flat gaskets The thickness of flat gaskets should be measured. |
|
||||||||
APP N° 724
|
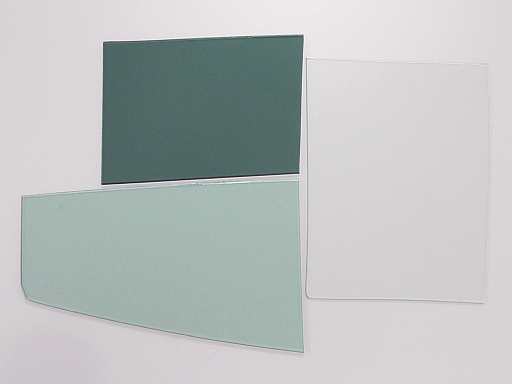
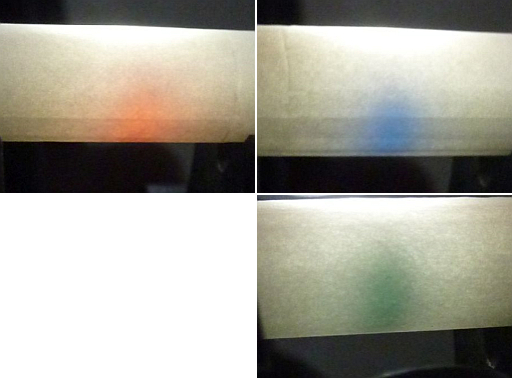
Differentiation of yellowish cast to bluish shade clear transparent plastic components Clear bluish transparent plastic components should be differentiated from yellowish parts. |

|
||||||||
APP N° 723
|
Color differentiation of clear transparent plastic parts A yellowish cast to a bluish shade of transparent clear plastic components should be detected. |
|
||||||||
APP N° 722
|
Differentiation of bluish and yellowish colored plastic parts Blueish colored plastic parts should be differentiated from yellowish colored plastic components. |

|
||||||||
APP N° 721
|
Differentiation of shiny and matt automotive interior components Matt and shiny interior components should be differentiated. |

|
||||||||
APP N° 720
|
Color mark detection on wood plates Color marks on wood plates should be detected. It should be noted that the color marks are black, green or red lines with a width of around 2mm. |

|
||||||||
APP N° 719
|
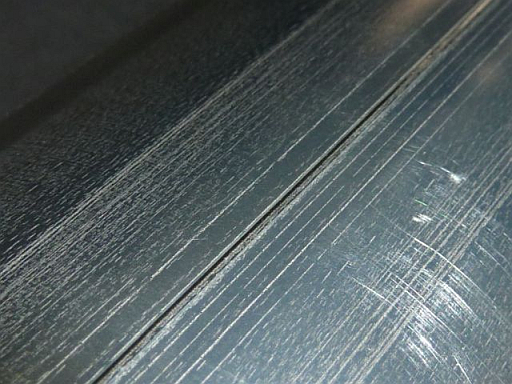
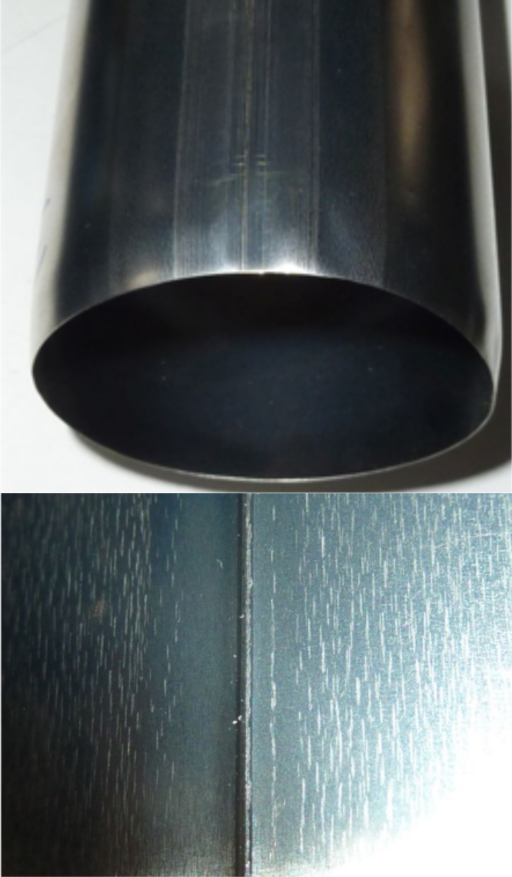
Surface control of stainless-steel sheets The surface of stainless-steel sheets should be controlled. |
|
||||||||
APP N° 718
|
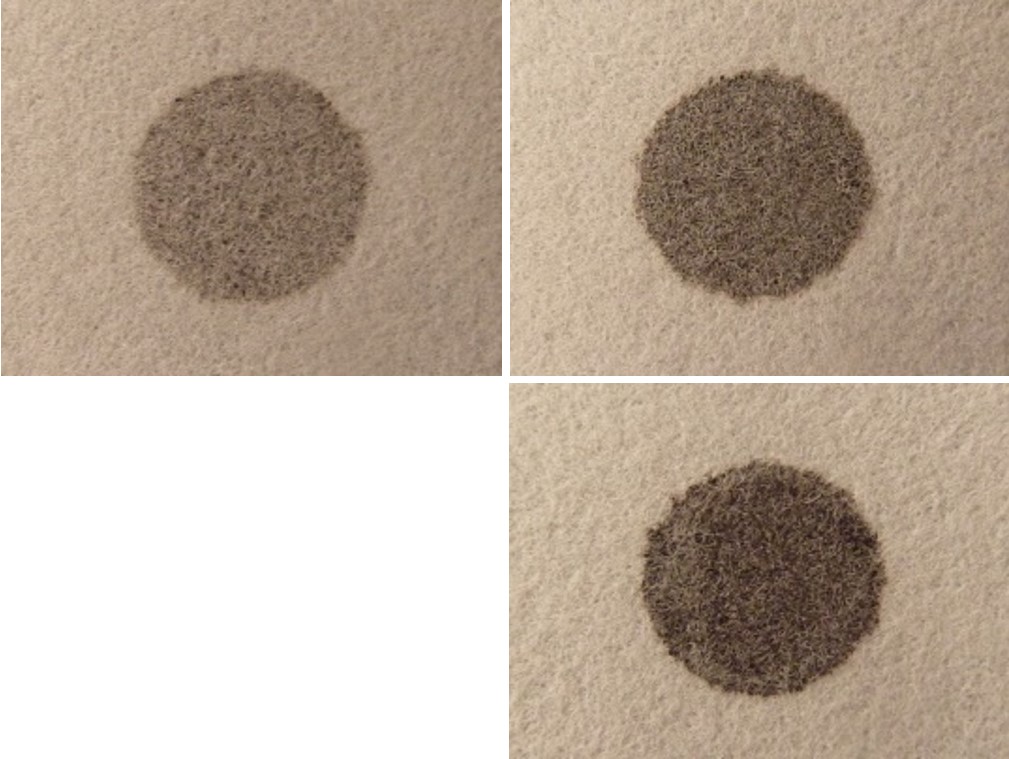
Glue detection on carpet backing The presence of glue should be controlled on carpet backing. |

|
||||||||
APP N° 717
|
Counting folds on aluminum tubes Folds on aluminum tubes should be counted. It must be considered that the distance between the folds is not constant. |

|
||||||||
APP N° 716
|
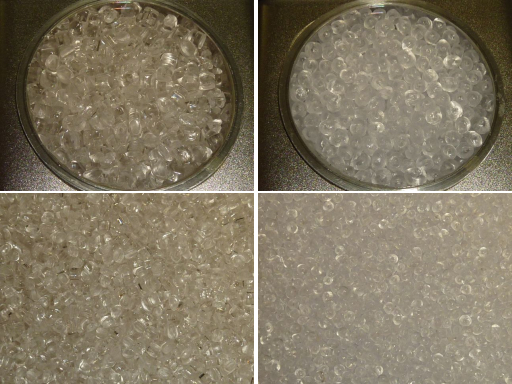
Counting of transparent plastic lids Transparent plastic lids should be counted. |

|
||||||||
APP N° 715
|
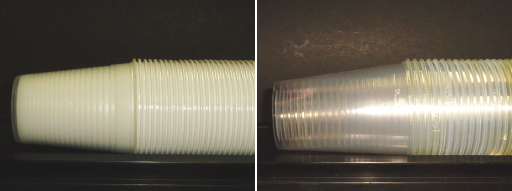
Counting of semitransparent plastic cups Semitransparent plastic cups should be counted. |

|
||||||||
APP N° 714
|
Single paper sheet counting Single sheets imbricated and transported on a conveyor belt should be counted. |

|
||||||||
APP N° 713
|
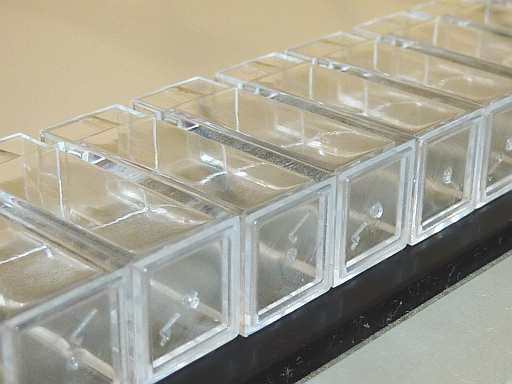
Counting of transparent plastic boxes Close lined up transparent plastic boxes should be counted. |
|
||||||||
APP N° 712
|
Counting of paper bags Paper bags transported on a conveyor belt should be counted. It should be noted that there is a double edge on each bag. Furthermore, the transport height is changing, dependent of the degree of overlap of the respective bag. |
|
||||||||
APP N° 711
|
Color checking of the paintwork through sight glasses The color of liquid lacquers should be controlled in using sight glasses. It should be taken into account, that the sight glasses have a reflecting surface. |
|
||||||||
APP N° 710
|
Counting of stacked plastic lids Stacked plastic lids should be counted. |

|
||||||||
APP N° 709
|
Backside–frontside color differentiation of leather interior components Leather interior components should be color differentiated related to the backside–frontside. |

|
||||||||
APP N° 708
|
Color differentiation of painted plastic components Lacquered plastic components should be color differentiated. |
|
||||||||
APP N° 707
|
Color differentiation of lacquered plastic components Painted onyx-black components should be differentiated from lacquered black components. |

|
||||||||
APP N° 706
|
Color differentiation of different types of coffee Different types of coffee should be distinguished by color. |

|
||||||||
APP N° 705
|
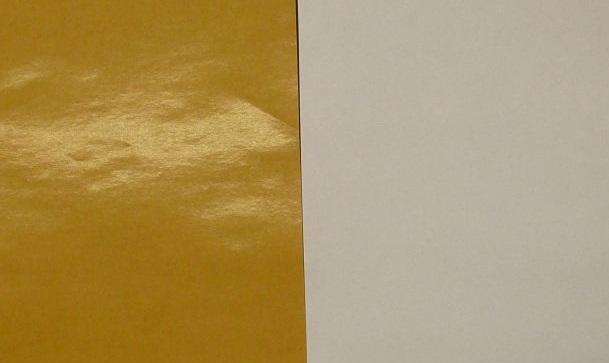
Differentiation of white paper and white synthetic cotton White paper should be differentiated from white synthetic cotton. |
|
||||||||
APP N° 704
|
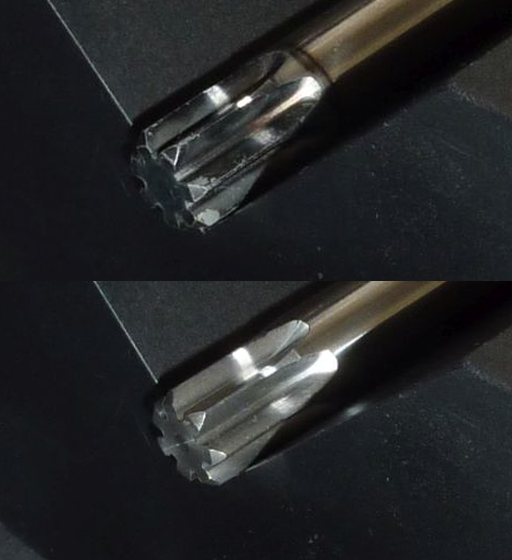
Detection of a laser-engraved mark on a stainless-steel rod Laser-engraved marks on stainless steel rods should be detected. |

|
||||||||
APP N° 703
|
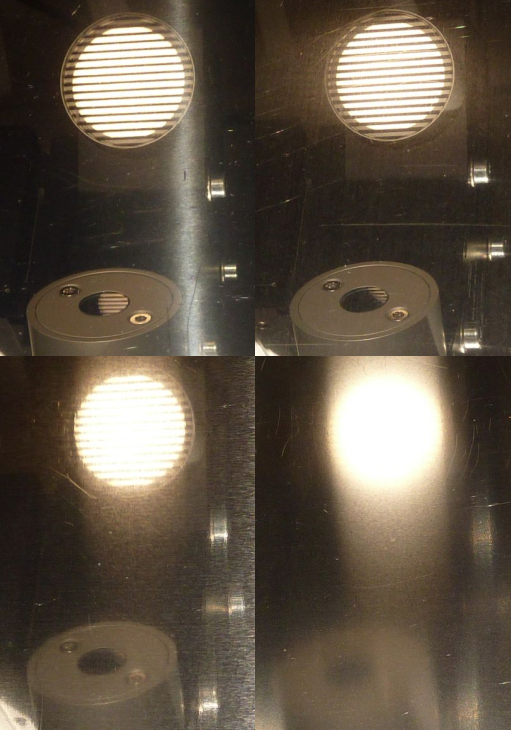
Position and angle control of washer jets The position and angle of washer jets should be controlled. High-end washer jets provide normally two near-collimated water jets with a rigid angle and a fan beam with a wide angle. The task of the measuring instrument is furthermore to control the opening angle of the fan beam as well as the amount of water in the near-collimated water jets. |
|
||||||||
APP N° 702
|
Color mark detection on paper bags Color marks on paper bags should be detected. Here, it should be taken into account, that black color marks on a white background and white color marks on a black background should be detected. |

|
||||||||
APP N° 701
|
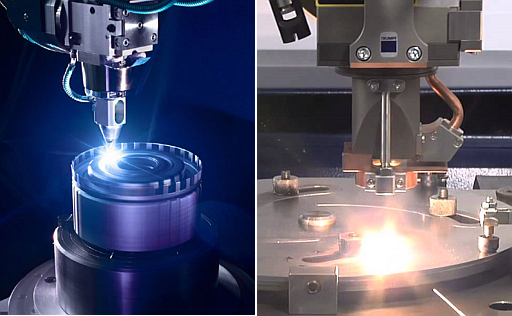
Laser welding process control During the laser welding the color as well as the intensity of the emitted light, caused by the laser welding, should be controlled. |
|
||||||||
APP N° 700
|
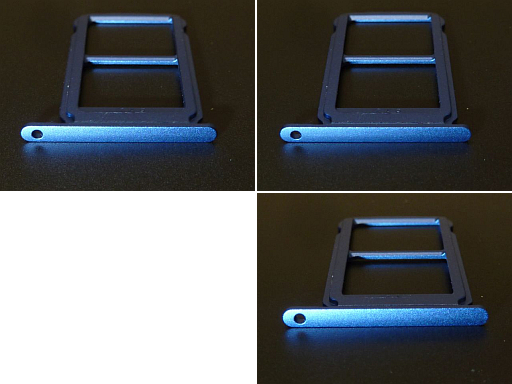
Color measurement of anodized aluminum parts The color of anodized aluminum parts should be measured. |
|
||||||||
APP N° 699
|
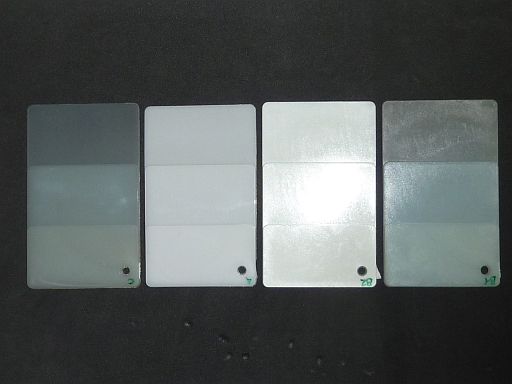
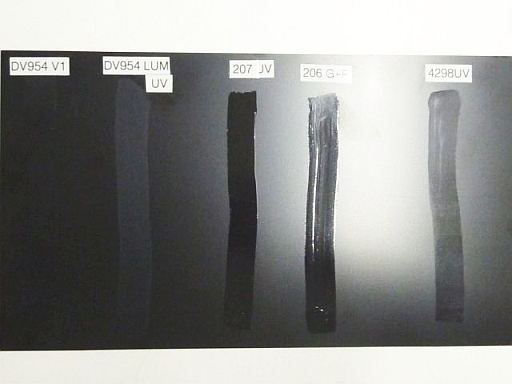
UVA transmittance of plastic plates The UVA transmittance of plastic plates should be measured. |
|
||||||||
APP N° 698
|
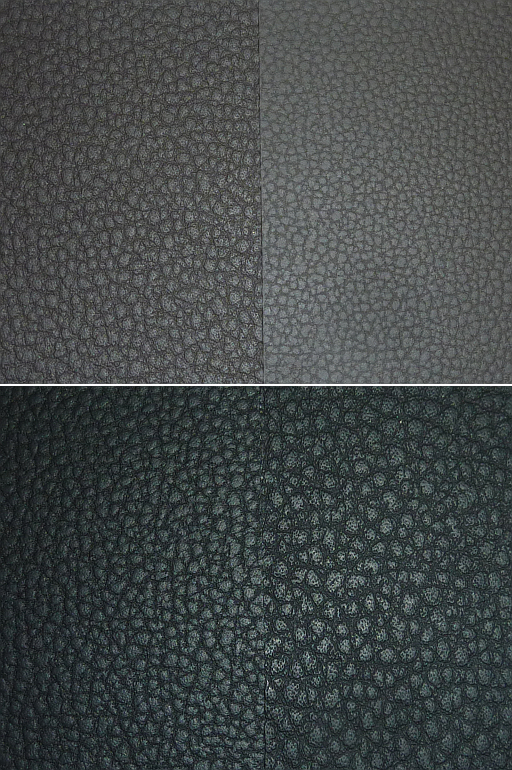
Distance measurement to insulation panels The distance to insulation panels should be measured. |

|
||||||||
APP N° 697
|
Distance measurement of plastic side windows The distance to plastic side windows should be measured. |

|
||||||||
APP N° 696
|
Color differentiation of black and brown interieur plastic components Black and brown interior plastic parts should be color differentiated. |
|
||||||||
APP N° 695
|
Gloss measurement of leather imitations The gloss of leather interior imitations should be measured. |
|
||||||||
APP N° 694
|
Fluorescence color control of yarn bobbins The fluorescence color of yarn bobbins should be controlled. |
|
||||||||
APP N° 693
|
Orientation control of maize kernels During the corn handling, the orientation of maize kernels should be controlled. |

|
||||||||
APP N° 692
|
Tear-off strip presence control on cigarette-boxes The presence of tear-off strips should be controlled on cigarette boxes. |
|
||||||||
APP N° 691
|
Color mark detection on metal foil Different color-marks should be detected on different colored metal foils. |
|
||||||||
APP N° 690
|
Detection of a gap in a glue film on an aluminum foil A gap in the glue film should be detected on an aluminum foil. At this, gaps with the dimensions starting from 5mm x 1mm should be detected. |

|
||||||||
APP N° 689
|
Color differentiation of plastic automotive components Lacquered automotive plastic components should be color differentiated. |
|
||||||||
APP N° 688
|
Splice inspection of cigarette filters The splices of cigarettes should be controlled. |
|
||||||||
APP N° 687
|
Presence control of transparent labels The presence of transparent labels should be controlled. |
|
||||||||
APP N° 686
|
Color separation of metal parts Metal parts should be separated depending on the color. |

|
||||||||
APP N° 685
|
Glue thickness control on plastic tapes The thickness of a glue layer on plastic tapes should be controlled. |
|
||||||||
APP N° 684
|
Color control of deep blue plastic covers The color of blue plastic covers should be controlled, whether the respective cover is inside the tolerance range or not. |

|
||||||||
APP N° 683
|
Detection of overlapped metal plates on metal fans and further whether the metal plates are welded The presence of welding lines should be controlled on metal fans. Furthermore, it should be controlled, whether the overlapped metal plates are welded or not welded. |
|
||||||||
APP N° 682
|
Differentiation of coated and uncoated plastic film An uncoated plastic film should be distinguished from a coated plastic film. |
|
||||||||
APP N° 681
|
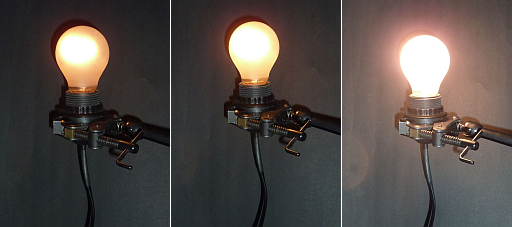
Color and intensity control of filament lamps The color as well as the intensity of filaments lamps should be controlled. |
|
||||||||
APP N° 680
|
Differentiation of black finished metal rod and metal rod Black bronzed metal rods should be distinguished from metal rods. |
|
||||||||
APP N° 679
|
Lacquer quality control of shiny interior trims The lacquer quality of shiny interior trims should be controlled. |
|
||||||||
APP N° 678
|
Lacquer quality control of shiny interior trims The lacquer quality of shiny interior trims should be controlled. |

|
||||||||
APP N° 677
|
Color differentiation of shiny interior trims Shiny interior trims should be color differentiated. Here, the challenge is the range of colors, from dark to bright. |

|
||||||||
APP N° 676
|
Color differentiation of matt interior trims Matt interior trims should be color differentiated. Here, the challenge is the range of colors, from dark to bright. |

|
||||||||
APP N° 675
|
Color differentiation of loudspeaker covers Loudspeaker covers should be color differentiated. |
|
||||||||
APP N° 674
|
Counting of metal lids Metal lids should be counted in a stack. |

|
||||||||
APP N° 673
|
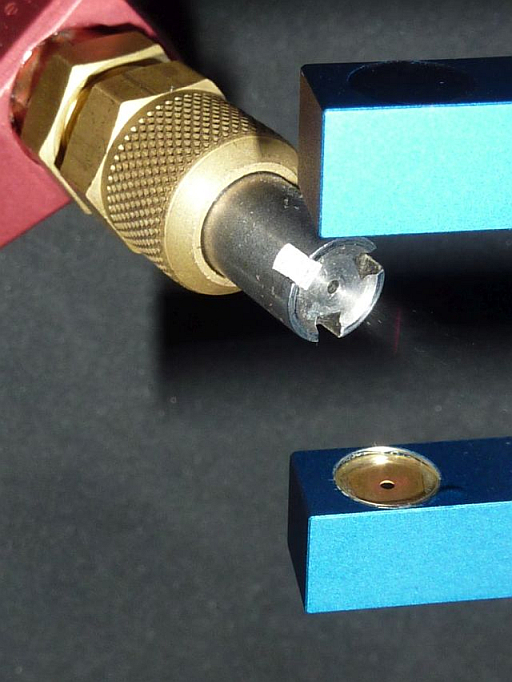
Spray jet control with a laser through beam system The amount of liquid and the geometry of a spray jet next to the spray nozzle should be controlled. |
|
||||||||
APP N° 672
|
Presence control of a fluorescent semitransparent cover on a white plastic box The presence of a fluorescent semitransparent cover should be controlled. |
|
||||||||
APP N° 671
|
Backside-, frontside detection of carpets The backside from a carpet should be differentiated from the frontside. |

|
||||||||
APP N° 670
|
Glue line detection on cigarette filter paper A glue line should be detected on cigarette filter paper. It should be noted, that the solvent used for the glue is water based. |
|
||||||||
APP N° 669
|
Color differentiation of capsules inside cigarette filters Different colored capsules inside cigarette filters should be detected. |
|
||||||||
APP N° 668
|
Color-fluorescence differentiation of interior automotive components Interior automotive parts should be color differentiated. |

|
||||||||
APP N° 667
|
Color differentiation of leather interior components Leather interior parts used in the automotive area should be color differentiated. |
|
||||||||
APP N° 666
|
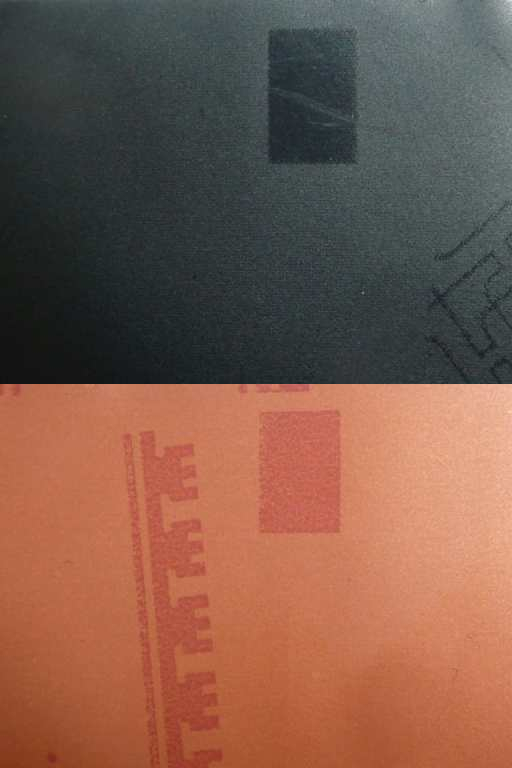
Frontside / backside detection of black laminated paper sheets The correct direction of black laminated paper sheets should be detected. It should be noted, that the frontside is slightly marked with a rectangular pattern. |
|
||||||||
APP N° 665
|
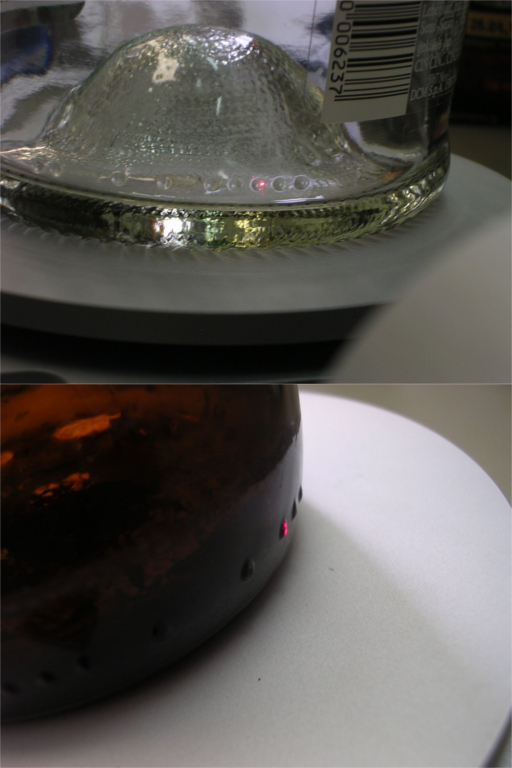
Relief detection on glass bottles Reliefs on different glass bottles should be detected. |

|
||||||||
APP N° 664
|
Gear differentiation Chemically non-treated gears should be distinguished from blackened gears. |

|
||||||||
APP N° 663
|
Fluorescent print presence control The presence of a fluorescent print on plastic film should be controlled. |
|
||||||||
APP N° 662
|
Ultra-low spray jet control The presence as well as the density of an ultra-low spray jet should be controlled. |
|
||||||||
APP N° 661
|
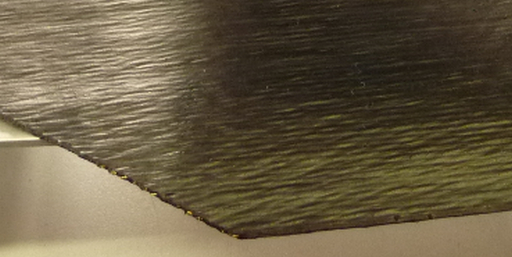
Graphite fabric thickness measurement The thickness of a graphite fabric should be measured. |
|
||||||||
APP N° 660
|
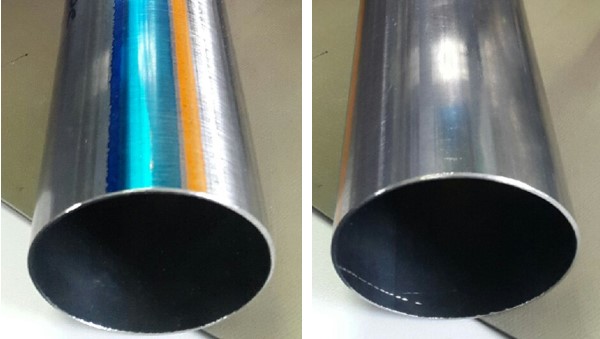
Welding line detection on stainless steel tubes The welding line on stainless-steel tubes should be detected. At this, the stainless-steel tube is rotating. |
|
||||||||
APP N° 659
|
Detection of different primers Different, fluorescent primers should be detected. Here, the primers will be applied on a black surface. |
|
||||||||
APP N° 658
|
Oil film detection on metal stamping stripes The presence of an oil film on metal stripes should be detected. Especially after the cleaning process remaining residues of lubricants must be recognized. |
|
||||||||
APP N° 657
|
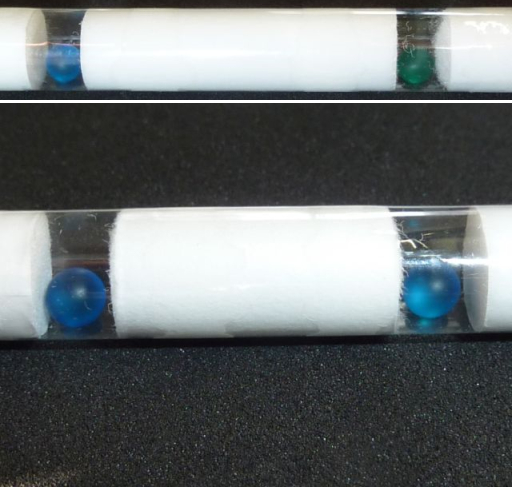
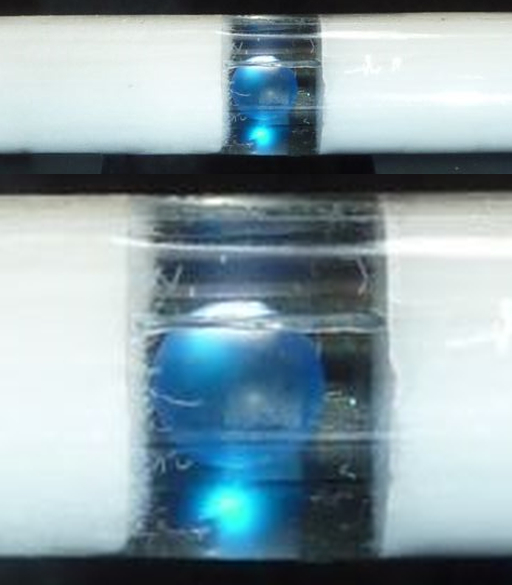
Color differentiation of balls in transparent plastic film tubes Semitransparent colored balls, located in the transparent plastic tube sections of filter rods should be color differentiated. |
|
||||||||
APP N° 656
|
Color controls of balls in transparent plastic tubes Semitransparent but colored balls located in transparent plastic film sections of a filter tube should be color controlled. |
|
||||||||
APP N° 655
|
Thickness control of a transparent adhesive layer on a UV fluorescent transparent plastic film The thickness of a transparent glue on a transparent but fluorescent plastic film should be measured. |

|
||||||||
APP N° 654
|
Detection of fluorescent coating on black leather A gap with a width of 5mm in the fluorescent coating on a black leather surface should be detected. |
|
||||||||
APP N° 653
|
Evaluation of the quality of leaves The quality of leaves should be evaluated in using the fluorescent effect. |

|
||||||||
APP N° 652
|
Glue bead presence control on plastic components The presence of adhesive on black plastic parts should be controlled. |

|
||||||||
APP N° 651
|
Presence control of a primer layer on a plastic component A primer layer on a plastic surface should be detected. |
|
||||||||
APP N° 650
|
Correct positioning control of welded flat metal tubes The position of a welding line on a flat tube should be controlled. At this, the welding line should be underneath. |
|
||||||||
APP N° 649
|
Color control of automotive paints Automotive paints should be color differentiated. At this, the correct parts should be separated from the incorrect parts. |

|
||||||||
APP N° 648
|
Color measurement of car paints The color of car paints should be measured and controlled whether the respective color is inside a certain dE tolerance to the corresponding reference. |
|
||||||||
APP N° 647
|
Color measurement of glass plates The color of glass plates should be measured. It should be noted, that the colored opaque glass layer is covered from a transparent shiny glass layer and the color should be measured through the transparent glass layer. The challenge is, to avoid that the direct reflection from the surface of the transparent glass layer is influencing the color measurement result. |

|
||||||||
APP N° 646
|
Color mark detection on aluminum foil Black shiny color marks on a black matt aluminum foil and dark orange marks on an orange background should be detected. |
|
||||||||
APP N° 645
|
Detection of a color mark on an aluminum foil Color marks on an aluminum foil should be detected. |

|
||||||||
APP N° 644
|
Differentiation of automotive interior components Automotive interior components should be differentiated. |
|
||||||||
APP N° 643
|
Knot detection on plastic straps Knots in plastic straps should be inline detected. |
|
||||||||
APP N° 642
|
Coating control on glass plates The different coatings on glass plates should be color controlled. |

|
||||||||
APP N° 641
|
Inline-control of welding line on stainless steel tubes A welding line should be inline controlled on stainless steel tubes. At this, the tube will be shifted along the welding line. |

|
||||||||
APP N° 640
|
Welding line control on stainless steel tubes A welding line should be controlled on stainless steel tubes. At this, the tube will be shifted along the welding line. |
|
||||||||
APP N° 639
|
Welding line detection on stainless steel tubes A welding line should be detected on stainless steel tubes. At this, the tube can be turned. |
|
||||||||
APP N° 638
|
Color control of trims Trims should be color controlled. |

|
||||||||
APP N° 637
|
Differentiation of fabric and alcantara interior components Fabric and alcantara interior components should be differentiated. |
|
||||||||
APP N° 636
|
Color differentiation of rearview mirror housings Rearview mirror housings should be color differentiated. |

|
||||||||
APP N° 635
|
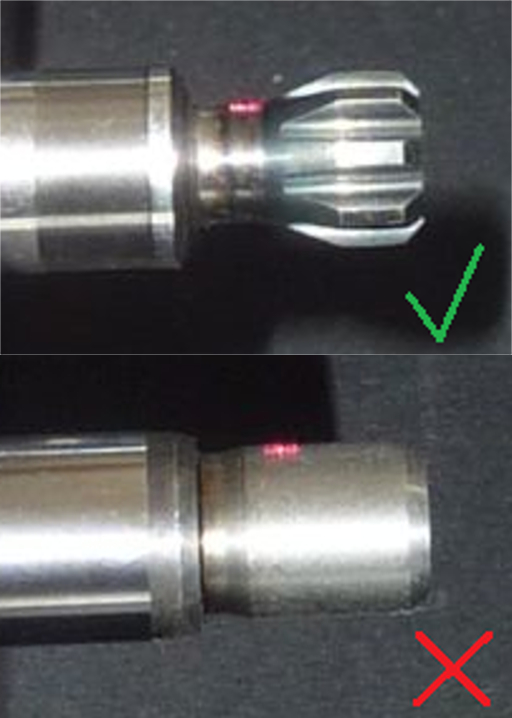
Direction control of plastic caps The direction (upside or upside down) of plastic caps should be controlled. |

|
||||||||
APP N° 634
|
Glue line control on printed paper The presence, amount and gaps of a glue line on printed paper should be detected. |

|
||||||||
APP N° 633
|
Soot quantity measurement on filter paper The amount of soot on filter paper should be measured. |
|
||||||||
APP N° 632
|
Color differentiation of anodized aluminum tubes Anodized aluminum tubes should be color differentiated. |

|
||||||||
APP N° 631
|
Color differentiation of anodized aluminum profiles Anodized aluminum profiles should be color differentiated. |

|
||||||||
APP N° 630
|
Color differentiation of anodized aluminum components Anodized aluminum components should be color differentiated. |

|
||||||||
APP N° 629
|
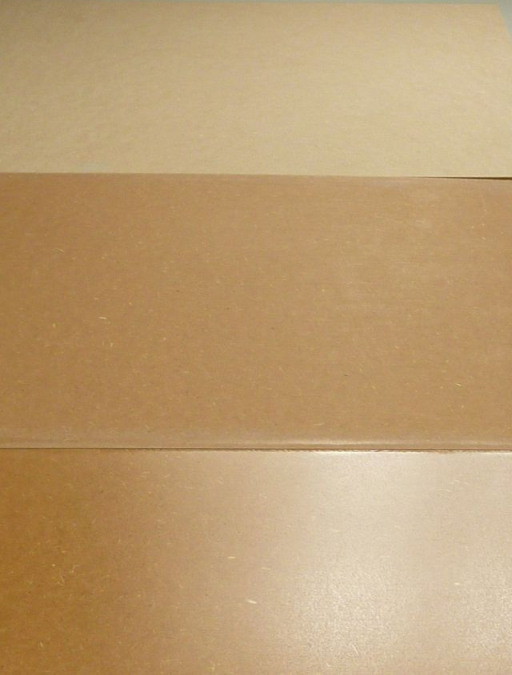
Front side – backside differentiation of paper web The backside of yellow and white paper web should be differentiated from the respective front side. |
|
||||||||
APP N° 628
|
Backside - front side differentiation from slightly fluorescent glue-coated filter paper The slightly fluorescent front side glue-coated paper should be controlled, whether the backside or the front side is on top. |
|
||||||||
APP N° 627
|
Color differentiation between white and metallic white lacquered parts White painted parts should be differentiated from metallic white lacquered components. |
|
||||||||
APP N° 626
|
Intensity control of fluorescent additives in oil-soaked paper The intensity of fluorescent additives in oil-soaked paper should be controlled. |
|
||||||||
APP N° 625
|
Slit detection in metalized plastic card A slit in a metalized plastic card should be detected. |

|
||||||||
APP N° 624
|
Color Differentiation of interior components Automotive interior components should be color differentiated at a big distance. |
|
||||||||
APP N° 623
|
Gap detection of fluorescent coating on plastic band A gap inside fluorescent coating on a plastic ribbon should be detected. |

|
||||||||
APP N° 622
|
Fluorescent thread detection on carpets A fluorescent seam should be detected on carpet. |
|
||||||||
APP N° 621
|
Differentiation of wooden and carbon based interior components Wooden and carbon based interior components should be differentiated. |

|
||||||||
APP N° 620
|
Color control of stainless steel tubes Blue painted stainless steel tubes should be differentiated from uncolored tubes. |
|
||||||||
APP N° 619
|
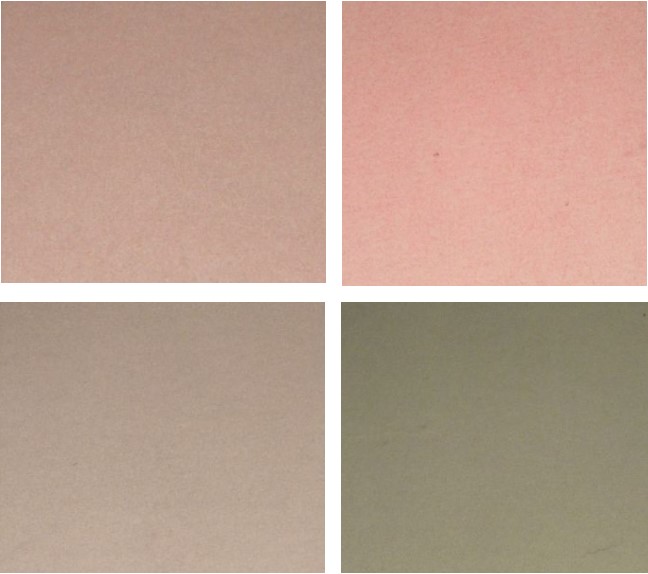
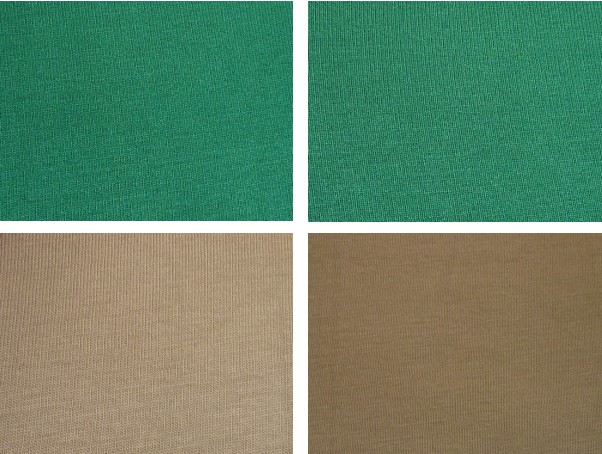
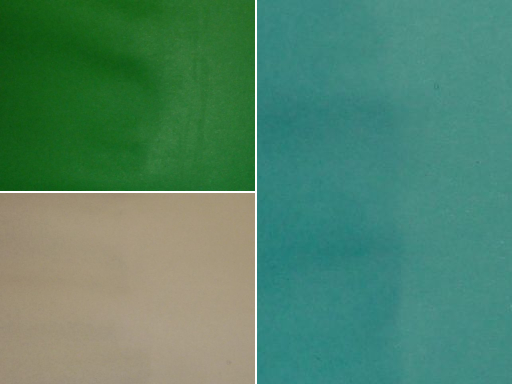
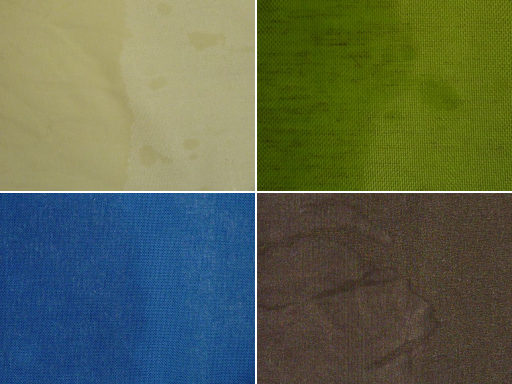
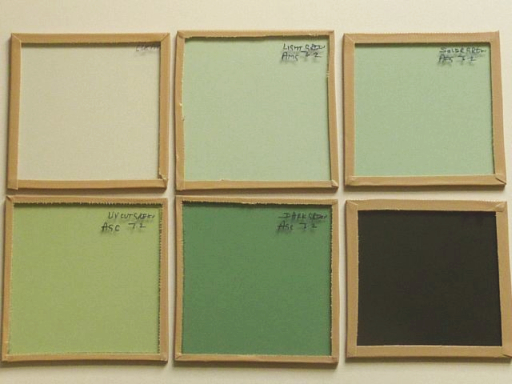
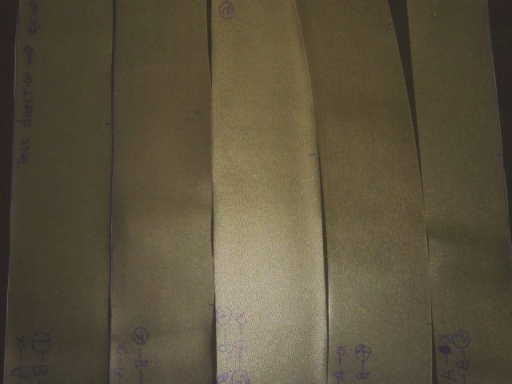
Color measurement of fabrics Green and olive fabrics should be color controlled. |
|
||||||||
APP N° 618
|
Color differentiation of threads through shiny transparent plastic film Components with different colored threads should be differentiated. |

|
||||||||
APP N° 617
|
Moisture control of plastic pellets The very low water content of plastic pellets should be measured. |

|
||||||||
APP N° 616
|
Color differentiation of metal springs Metal springs should be color differentiated at a distance of 100mm. |

|
||||||||
APP N° 615
|
Color differentiation of interior automotive components Interior components should be color differentiated. |
|
||||||||
APP N° 614
|
Differentiation of leather and leather imitation interior parts Leather interior parts should be differentiated from leather imitation interior components. |
|
||||||||
APP N° 613
|
Distance measurement to colored car glass The distance to colored car glass should be measured. It has to be taken into account, that due to the fact, that several measuring points at the glass surface are necessary, the space for the respective measurement device, especially the frontend is limited. |

|
||||||||
APP N° 612
|
Investigation of lacquered components in regards to gloss and haze Lacquered components should be controlled in regards to gloss and haze. |
|
||||||||
APP N° 611
|
Color measurement of two different colored transparent Plexiglas sheets A slightly blueish and a slightly yellowish colored transparent acrylic glass sheet should be color measured. |
|
||||||||
APP N° 610
|
Color measurement of copper coated wires The color of copper anodized wires should be measured. |
|
||||||||
APP N° 609
|
Glue line edge tracing on transparent plastic film The edge of a glue line on a transparent plastic film should be detected. |

|
||||||||
APP N° 608
|
Color differentiation of automotive loudspeaker housings The color of automotive loudspeaker housings should be controlled. |
|
||||||||
APP N° 607
|
Continuous edge pursuit on embossed paper The edge on embossed paper should be traced. |

|
||||||||
APP N° 606
|
Color measurement of semitransparent plastic parts The color of semitransparent plastic components should be measured. |

|
||||||||
APP N° 605
|
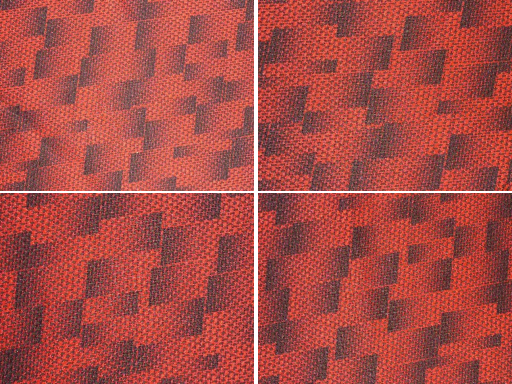
Color measurement of red-black patterned fabrics The color of red-black patterned fabrics should be measured. |
|
||||||||
APP N° 604
|
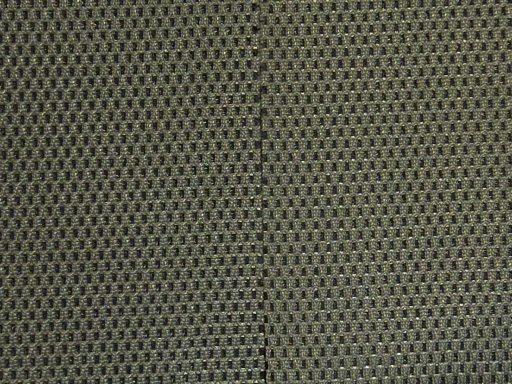
Color measurement of gray-blue fabrics The color of gray-blue fabrics should be measured. |
|
||||||||
APP N° 603
|
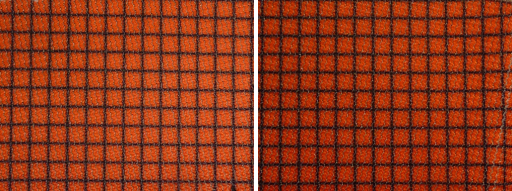
Color measurement of orange fabrics The color of orange – black patterned textiles should be measured. |
|
||||||||
APP N° 602
|
Color measurement of plastic parts The color of plastic parts should be measured. |

|
||||||||
APP N° 601
|
Differentiation of diverse hazy metal parts Diverse hazy metal components should be differentiated. |

|
||||||||
APP N° 600
|
Color measurement of transparent plastic pellets Transparent plastic pellets should be color controlled and especially the yellowing should be detected. |
|
||||||||
APP N° 599
|
Presence control of a transparent plastic film The presence of a transparent edge strip should be controlled. |
|
||||||||
APP N° 598
|
Color control of flames The color of a flame should be controlled. |

|
||||||||
APP N° 597
|
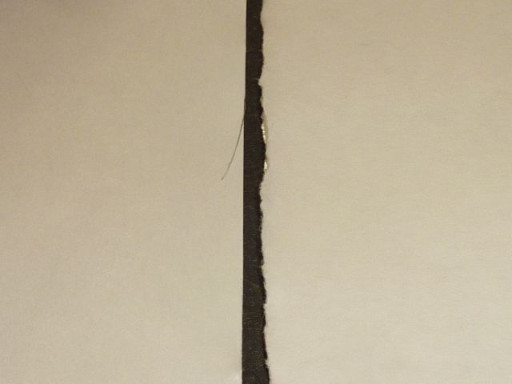
Black line detection on white background at a big distance A black line on a white background should be detected at a big distance. |
|
||||||||
APP N° 596
|
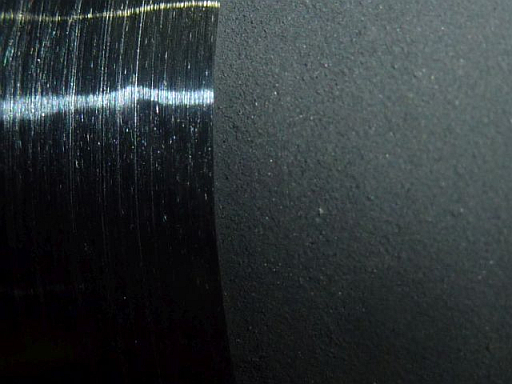
Differentiation of matt and shiny metal parts Matt metal components should be differentiated from shiny metal parts. |
|
||||||||
APP N° 595
|
Differentiation of front side and backside of canvas The front side of canvas should be differentiated from the backside. |
|
||||||||
APP N° 594
|
Presence control of transparent plastic label on cigarette box The presence of a transparent plastic label on a cigarette box should be controlled. |
|
||||||||
APP N° 593
|
Color differentiation of automotive interior parts Automotive components used in the interior field should be color differentiated. |

|
||||||||
APP N° 592
|
Moisture control of wood pellets The moisture of wood pellets should be controlled. |

|
||||||||
APP N° 591
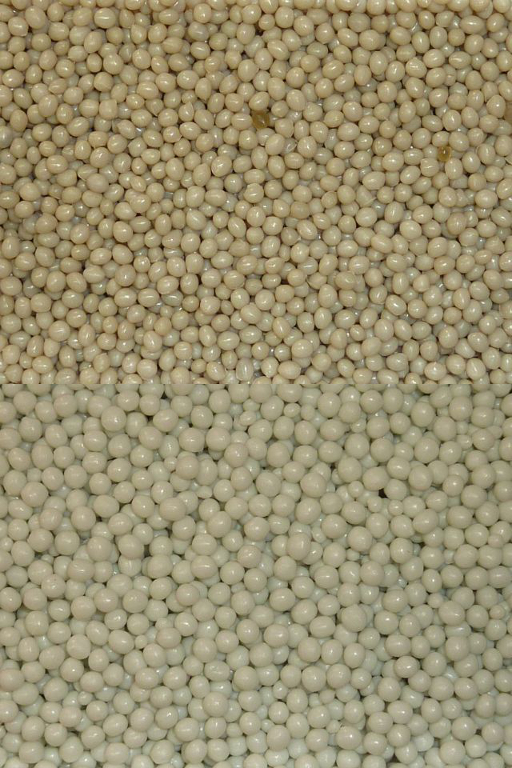
|
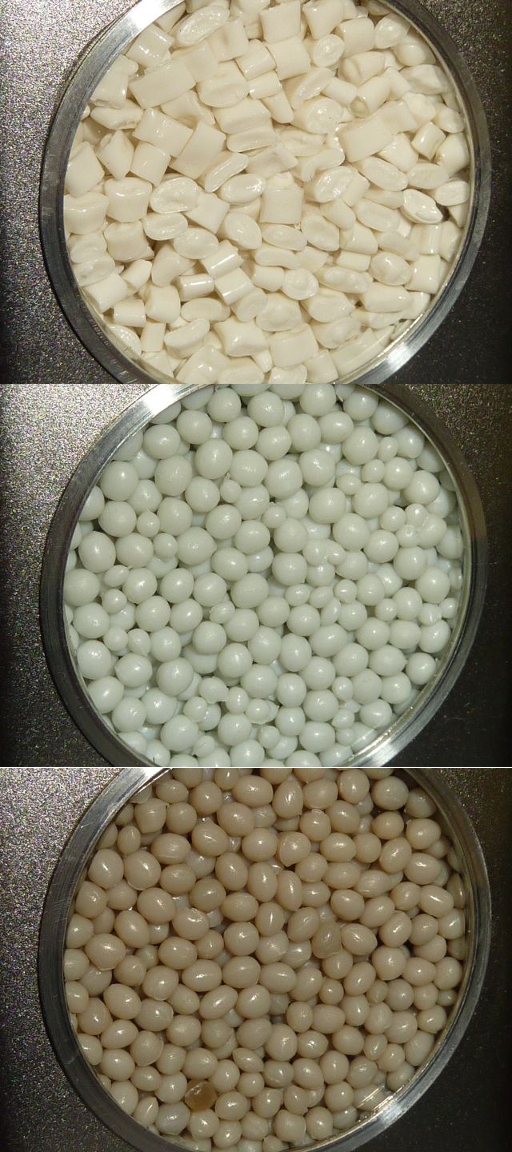
Moisture control of lentils The moisture of lentils should be controlled. |

|
||||||||
APP N° 590
|
Moisture control of grinded nuts The moisture of grinded nuts should be controlled. |

|
||||||||
APP N° 589
|
Moisture control of wheat The moisture of wheat should be controlled. |

|
||||||||
APP N° 588
|
Moisture control of rice The moisture of rice should be controlled. |

|
||||||||
APP N° 587
|
Moisture control of bricks The moisture of bricks should be controlled. |

|
||||||||
APP N° 586
|
Moisture control of clinker bricks The moisture of clinker bricks should be controlled. |

|
||||||||
APP N° 585
|
Moisture control of concrete blocks The moisture of concrete blocks should be controlled. |

|
||||||||
APP N° 584
|
Moisture of gas concrete The moisture of gas concrete should be controlled. |
|
||||||||
APP N° 583
|
Moisture control of paper The moisture of paper should be controlled. |
|
||||||||
APP N° 582
|
Moisture control of fabrics The moisture of textiles should be controlled. |
|
||||||||
APP N° 581
|
Moisture control of timber The moisture of timber should be controlled. |

|
||||||||
APP N° 580
|
Edge detection on plastic cups The rims of stacked plastic cups should be detected. |
|
||||||||
APP N° 579
|
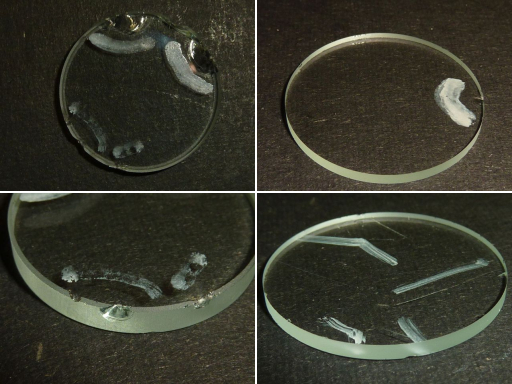
Defect detection on glass plates Defects, like scratches and splintering of cutting edges on glass discs should be detected. |
|
||||||||
APP N° 578
|
Car finish color control Car finish colors should be controlled. |

|
||||||||
APP N° 577
|
Adhesive layer presence detection on paper web The presence of an adhesive layer on paper web should be controlled. |
|
||||||||
APP N° 576
|
Watermark detection on safety paper Water reference marks should be detected on safety paper. |
|
||||||||
APP N° 575
|
Color differentiation of metal rings Metal rings should be color differentiated. |

|
||||||||
APP N° 574
|
Tape detection on plastic films A tape, which is used to joint plastic films, should be detected. |
|
||||||||
APP N° 573
|
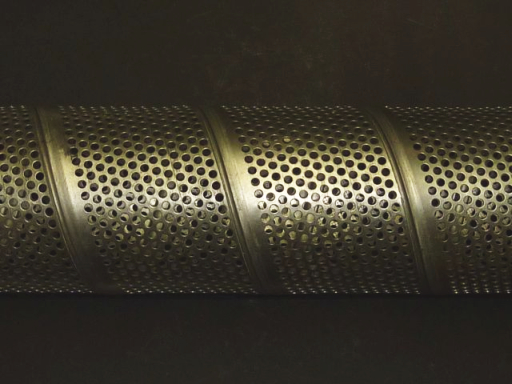
Overlap joint detection on perforated metal tubes The overlapping area on perforated metal tubes should be detected. |
|
||||||||
APP N° 572
|
Adhesive surface detection on cigarette boxes The presence of adhesive joints should be detected on cigarette boxes. |

|
||||||||
APP N° 571
|
Cigarette filter differentiation Cigarette filter segments should be differentiated. |

|
||||||||
APP N° 570
|
Gap detection of cigarette filters The gaps between the cigarette filter components should be detected. |
|
||||||||
APP N° 569
|
Bottle neck height control The height of the bottle neck should be measured. |

|
||||||||
APP N° 568
|
Glass bottle positioning Glass bottles should be positioned. |

|
||||||||
APP N° 567
|
Color differentiation of flat glasses Flat glasses should be color differentiated. |
|
||||||||
APP N° 566
|
Inner tube welding line detection The welding line of an inner tube should be detected during rotation. |

|
||||||||
APP N° 565
|
Color differentiation of plastic automotive interior components Automotive interior plastic parts should be color differentiated. |

|
||||||||
APP N° 564
|
Joint sealing color control on fiber boards The color as well as the presence of the joint sealing of fiber boards should be detected. |

|
||||||||
APP N° 563
|
Color control of roasted onions Roasted unions should be color controlled. |

|
||||||||
APP N° 562
|
Detection of a glue line on paper or fabric The presence of a glue line on paper or fabric should be detected. |

|
||||||||
APP N° 561
|
Color measurement of plastic components Plastic components should be color measured |
|
||||||||
APP N° 560
|
Detection of an UVC absorbing coating on transparent plastic film UVC absorbing coating should be detected on transparent plastic films. |
|
||||||||
APP N° 559
|
Presence control of fluorescent coating The presence of a fluorescent coating on rubber seal should be controlled. |

|
||||||||
APP N° 558
|
Glue line gap detection on transparent label On a transparent label a gap in a glue line should be detected. |
|
||||||||
APP N° 557
|
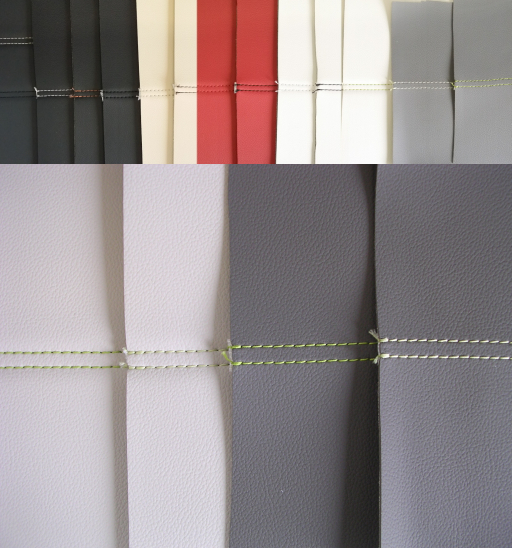
Differentiation of black leather, leather imitation and alcantara components Black leather interior components should be distinguished from black leather imitation as well as alcantara material. |
|
||||||||
APP N° 556
|
Color differentiation of threads Different colored threads, used for sewing leather together, should be controlled on sewing machines. |

|
||||||||
APP N° 555
|
Distance measurement on carbon fiber plates The distance to carbon fiber plates should be measured. |

|
||||||||
APP N° 554
|
Color differentiation of shiny plastic parts Shiny plastic components, used for the interior automotive field, should be color differentiated. |
|
||||||||
APP N° 553
|
Color differentiation of matt plastic interior components Matt plastic parts, used for the automotive interior field, should be color differentiated. |

|
||||||||
APP N° 552
|
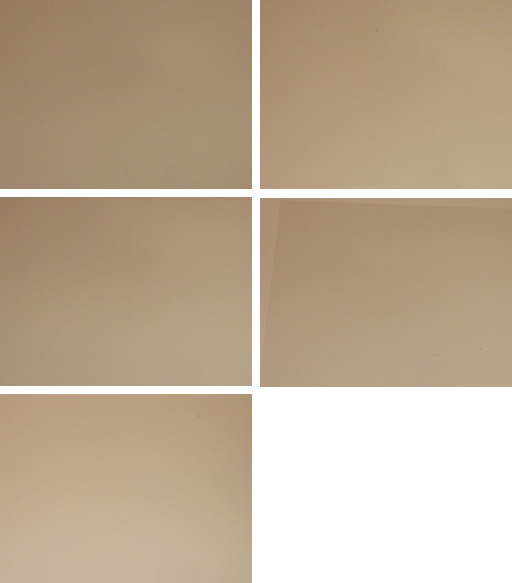
Color differentiation of beige interior plastic parts Beige plastic parts, which are used in the automotive interior field, should be color differentiated. |

|
||||||||
APP N° 551
|
Lacquer surface weight control The lacquer surface weight on furniture plates should be controlled. Investigations have shown that there is a proportional relation between the color space siM - parameters of the liquid paint on the pressing roll and the surface weight of the lacquer on the panel. However, the proportionality factor is dependent of the color and has to be calibrated for the respective paint. |
|
||||||||
APP N° 550
|
Distance measurement to black rubber band The distance to a black rubber band should be measured. It has to be taken into account, that the surface of the rubber band can change from black matt to black shiny. |
|
||||||||
APP N° 549
|
Gloss measurement of transparent plastic films The gloss factor of different transparent plastic films should be measured on both sides. |
|
||||||||
APP N° 548
|
Ball joint coating control The joint ball surface should be controlled with a view to the coating. At this, uncoated joint balls should be differentiated from coated and blue coated joint balls. |

|
||||||||
APP N° 547
|
Punched hole detection at transparent plastic film Punched holes should be detected at transparent plastic films. |
|
||||||||
APP N° 546
|
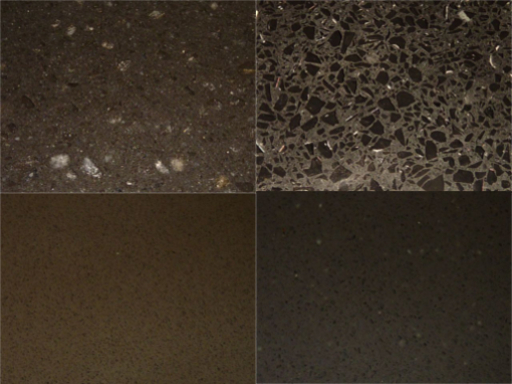
Differentiation of High Density Fiberboards (HDF-boards) Treated High Density Fiberboards should be differentiated. At this, one board is wood sanded, the 2nd board is wood sanded with first sealer and the 3rd board is wood sanded with first sealer and lacquer sanded. |
|
||||||||
APP N° 545
|
Differentiation of the inner surface of plastic tubes The inner surface of plastic tubes should be controlled. |

|
||||||||
APP N° 544
|
Lacquered door handle color control The color of varnished door handles should be controlled. |

|
||||||||
APP N° 543
|
Color differentiation of painted plastic components Plastic parts should be color differentiated. For this purpose, a color sensor type SPECTRO-3-100-COF-d6.0-CL is used. |

|
||||||||
APP N° 542
|
Differentiation of metalized door handles Metalized door handles should be color differentiated. |

|
||||||||
APP N° 541
|
Optical transmission control of different glass plates The transmission of different glass plates should be controlled. |
|
||||||||
APP N° 540
|
Haze control of stainless steel plates The haze of stainless steel surfaces should be controlled. |
|
||||||||
APP N° 539
|
Presence control of liquid fluorescent glue in a hole The presence of fluorescent liquid glue in a hole should be controlled. |
|
||||||||
APP N° 538
|
Control of the contact surface of gear wheels The contact surface of gear wheels should be controlled. |

|
||||||||
APP N° 537
|
Color differentiation of interior plastic parts Plastic parts, which are used in the automotive interior field, should be color differentiated |

|
||||||||
APP N° 536
|
Detection of silicone oil film on plastic components The presence of silicon oil should be controlled on the surface of plastic components. |

|
||||||||
APP N° 535
|
Color mark control on syringes The color of the mark on syringes should be controlled. |

|
||||||||
APP N° 534
|
Differentiation of metal chain links Metal chain links should be differentiated by thickness. The thickness of the one size is 2.0mm, whereas the other size has a thickness of 2.3mm. |

|
||||||||
APP N° 533
|
Detection of chatter marks on metal bands Defects inside bimetallic bands will be marked with chatter marks. These chatter marks should be proper detected during the further processing and the damaged part of the metal stripes should be removed from the finishing later on |

|
||||||||
APP N° 532
|
Differentiation of automotive interior parts Interior parts used in the automotive industry should be differentiated |

|
||||||||
APP N° 531
|
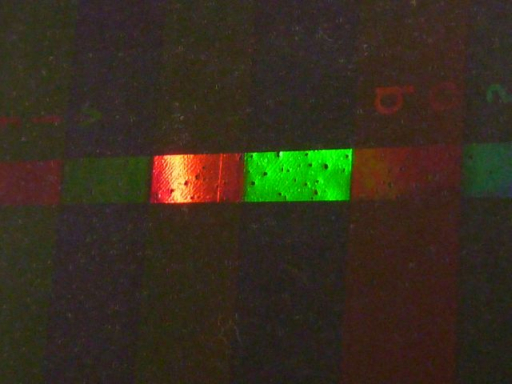
Detection of holographical reference marks Holographic reference marks should be detected. There are red as well as green reflecting reference marks which should be detected with the same adjustment. |
|
||||||||
APP N° 530
|
Seam color detection on leather automotive interior components The color of the seam on leather components should be controlled |
|
||||||||
APP N° 529
|
Inline color measurement of paper web The color of a paper web should be measured inline. It has to be taken into account, that the ambient temperature as well as the humidity is very high at the place where the paper web should be color measured. |
|
||||||||
APP N° 528
|
Color differentiation of safety seat belts Seat belts should be color controlled and differentiated. |

|
||||||||
APP N° 527
|
Gloss differentiation of coated flagstones from uncoated flagstones Coated flagstones should be differentiated from uncoated flagstones. |

|
||||||||
APP N° 526
|
Color differentiation of leather imitations Leather imitations in the interior automotive field should be color differentiated. |
|
||||||||
APP N° 525
|
Color differentiation of loudspeaker grids The color of loudspeaker grids should be differentiated. |

|
||||||||
APP N° 524
|
Color-gloss differentiation of black interior parts Black leather imitation components from the automotive interior field should be differentiated from black fabric as well as from black plain plastic parts. |
|
||||||||
APP N° 523
|
Differentiation of alcantara and fabric interior components Different colored alcantara and fabric interior components for the automotive industry should be distinguished. |
|
||||||||
APP N° 522
|
Color measurement of glazed tiles The color of glazed tiles should be inline measured. |
|
||||||||
APP N° 521
|
Gloss measurement of anodized guide rails The gloss of anodized aluminum guide rails should be inline measured. |

|
||||||||
APP N° 520
|
Color measurement of anodized aluminum stripes The color of anodized aluminum stripes should be measured inline. |

|
||||||||
APP N° 519
|
Quality control of transparent plastic plates Transparent plastic plates should be quality controlled. The parts with a high optical quality should be differentiated from components with optical aberration failures. |

|
||||||||
APP N° 518
|
Color measurement of recycled plastic pellets The color of recycled plastic pellets should be measured. It has to be taken into account, that the position of the pellets behind the inspection glass can vary, thus a big light spot has a certain advantage to get a proper average measurement value. Furthermore, it should be considered, that the ambient temperature around the inspection glass can reach 120°C. |
|
||||||||
APP N° 517
|
Concentration control of a passivator in a solvent The amount of a passivator in a solvent should be controlled. |

|
||||||||
APP N° 516
|
Fluorescent thread presence control in diapers during the production The presence of fluorescent threads in diapers should be inline controlled. |

|
||||||||
APP N° 515
|
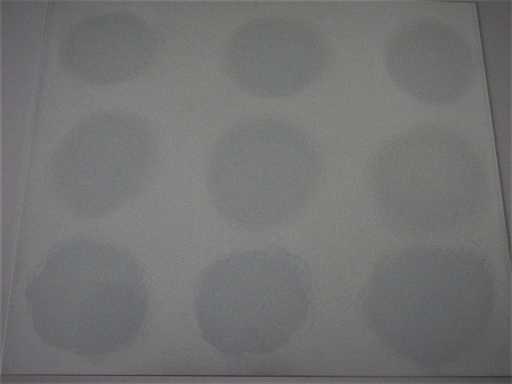
Coating control at the front side of film capacitors The double coating at the front side of film capacitors should be controlled. |

|
||||||||
APP N° 514
|
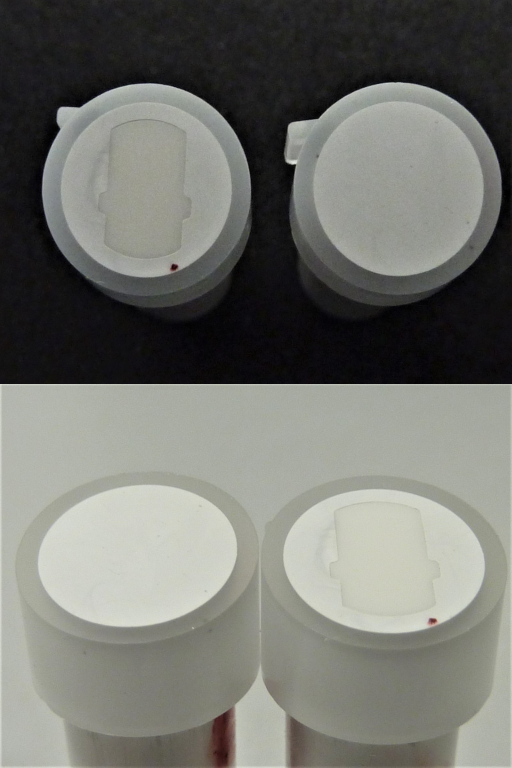
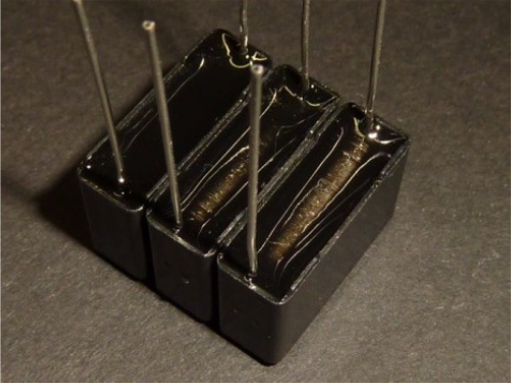
Casting compound control at capacitor housings The casting compound of capacitor housings should be controlled. |
|
||||||||
APP N° 513
|
Color mark detection on a plastic cartridge A green color mark should be detected on a corrugated white plastic cartridge. It has to be taken into account, that the color mark can be partly scratched. |

|
||||||||
APP N° 512
|
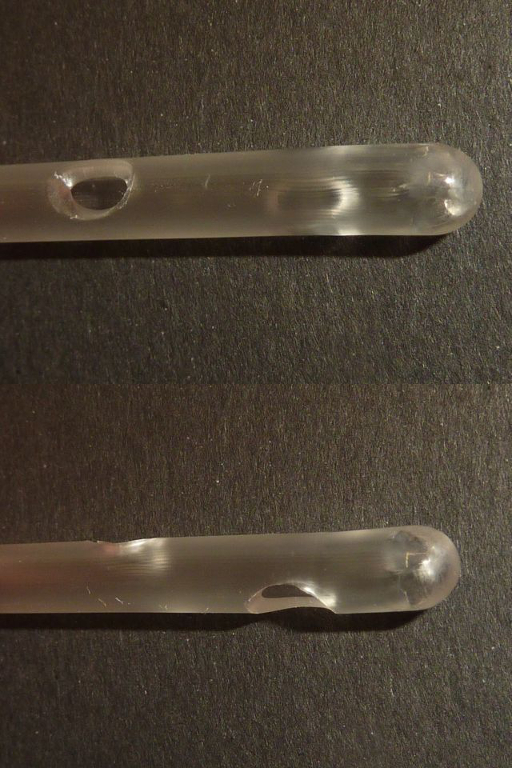
Hole presence control on catheter tubes The presence of holes on catheter tubes should be controlled. |
|
||||||||
APP N° 511
|
Catheter dome presence control The presence of a dome at the end of a catheter should be controlled. |

|
||||||||
APP N° 510
|
Gloss measurement of translucent plastic films The gloss level of semi-transparent plastic films should be inline measured. |
|
||||||||
APP N° 509
|
Color differentiation of flaps in cup holders Black flaps should be color differentiated from dark brown flaps. During the tests the flaps are already integrated into the cup holder. |

|
||||||||
APP N° 508
|
Notch presence detection on a shock absorber A notch on a metal shock absorber should be detected. It has to be taken into account, that the notch is very shiny. |

|
||||||||
APP N° 507
|
Color and structure differentiation of automotive interior components In practice, a proper color-gloss differentiation between most of the interior components can be realized, however, it has to be taken into account, that the difference in gloss as well as in color between the fabrics and the alcantara components is small, thus the structure difference should be used to differentiate even those products. |
|
||||||||
APP N° 506
|
Color differentiation of painted plastic components Painted plastic components used for the interior automotive area should be color differentiated. |

|
||||||||
APP N° 505
|
Presence control of a laser engraving on a glass bottle The presence as well as the intensity of a laser engraving on glass bottles should be controlled. |

|
||||||||
APP N° 504
|
Wall thickness control of semitransparent plastic components The wall thickness of semitransparent plastic components should be determined. It should be taken into account that the opacity correlates to the wall thickness of the plastic parts. |

|
||||||||
APP N° 503
|
Stone plate thickness control The thickness of stone plates should be measured. At this, the stone plates will be transported on a conveyor belt with a negligible movement in height, thus it can be used as a reference. |

|
||||||||
APP N° 502
|
Presence control of a semitransparent plastic film on a metal sheet A semitransparent light blue plastic film should be detected on a metal sheet. |

|
||||||||
APP N° 501
|
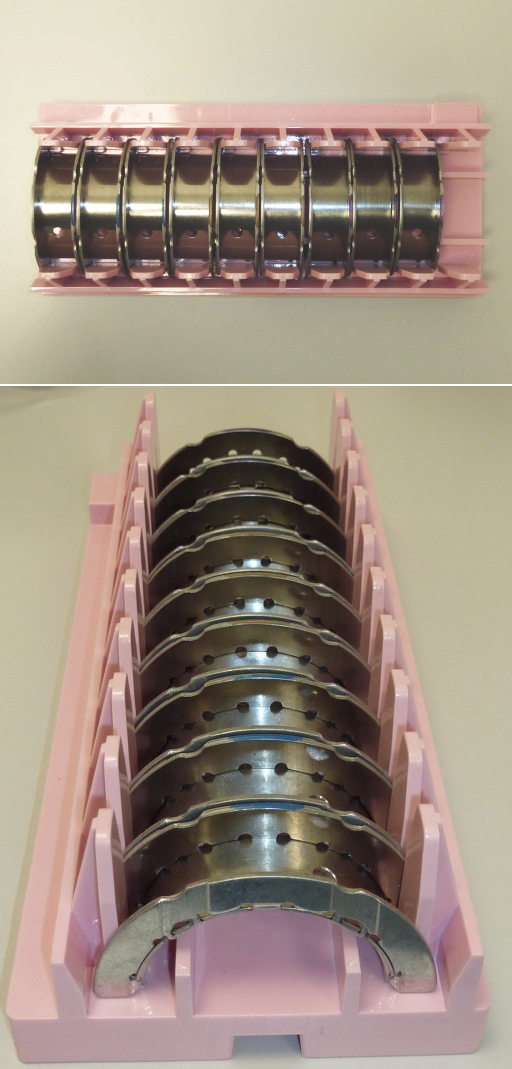
Color differentiation of half shells of bush bearings Half shells of friction-type bearings should be color differentiated. |

|
||||||||
APP N° 500
|
Primer presence control on a black painted metal frame The presence of a primer should be detected on a black painted metal frame. |

|
||||||||
APP N° 499
|
LED color control on interior components The color as well as the intensity of LEDs, integrated in interior components, should be controlled. Furthermore, on components without LEDs the presence of a cover plate should be checked. |
|
||||||||
APP N° 498
|
Color control of metal rings The quality of metal rings should be controlled with a view to the color. |
|
||||||||
APP N° 497
|
Color differentiation of metal loudspeaker grids Two kinds of metal loudspeaker grids should be color differentiated. |

|
||||||||
APP N° 496
|
Oil presence control on metal grids The presence of oil should be detected on metal grids. |

|
||||||||
APP N° 495
|
Gloss measurement on coated textiles The gloss of fabrics will be influenced from a special coating and the task should be an inline measurement of the gloss value. |
|
||||||||
APP N° 494
|
Color control of T-shirts packed in transparent plastic film The color of T-shirts packed in a transparent plastic film should be controlled. |

|
||||||||
APP N° 493
|
Fluorescence detection on metal foils The presence of fluorescence coating on a metal foil should be controlled. |

|
||||||||
APP N° 492
|
Dot detection on glass bottles Dots on glass bottles should be detected during the rotation. |
|
||||||||
APP N° 491
|
Height measurement of a transparent plastic plate with embedded fabric The height of transparent plastic plate with different embedded fabric should be measured. |

|
||||||||
APP N° 490
|
Thickness measurement of polished slabs The thickness of polished slabs should be measured. It should be noted, that the slabs are placed on a reference plate. |
|
||||||||
APP N° 489
|
Gloss measurement on polished slabs The gloss of polished slabs should be measured. |
|
||||||||
APP N° 488
|
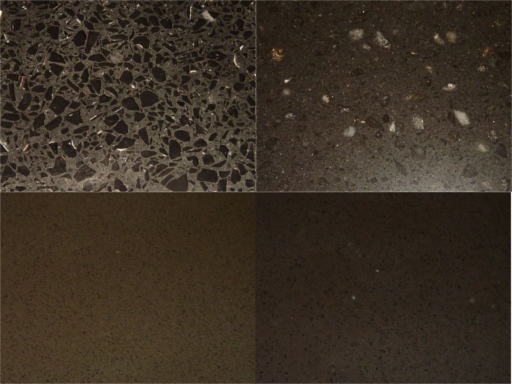
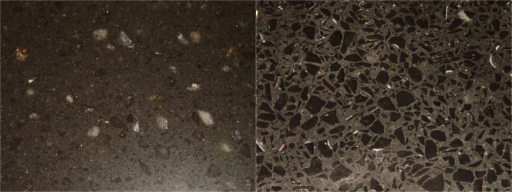
Color control of polished slabs The color of polished slabs should be controlled. |
|
||||||||
APP N° 487
|
Color measurement of plastic pellets The color of plastic pellets should be measured during the production. |
|
||||||||
APP N° 486
|
Color mark measurement on fabric The L*a*b* values of color marks on different fabric should be determined. |

|
||||||||
APP N° 485
|
Winding control of yarn on a pirn During the winding of yarn, the correct winding should be controlled. |

|
||||||||
APP N° 484
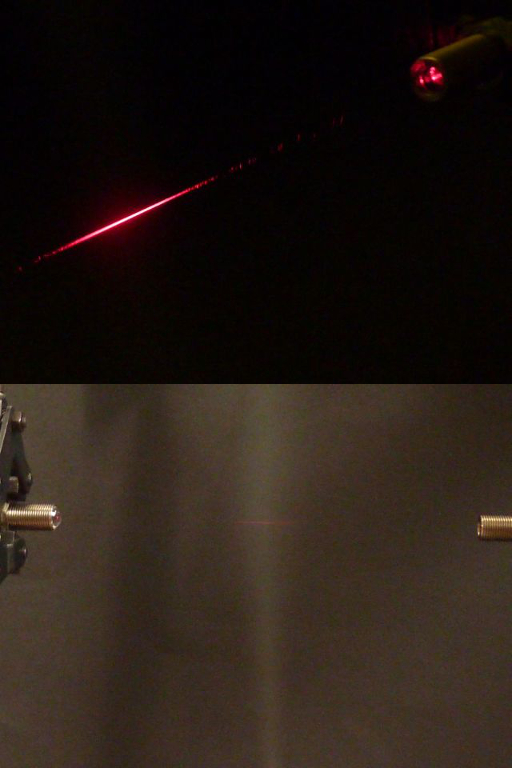
|
Particle size measurement in a spray jet The size of particles in a spray jet should be measured. |
|
||||||||
APP N° 483
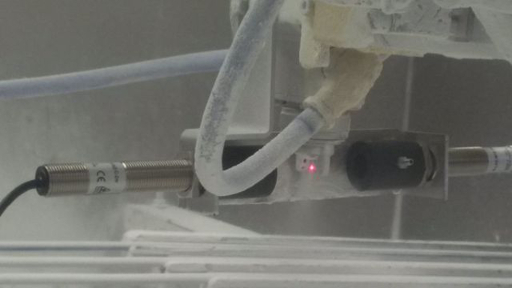
|
Spray jet control during the movement The spray jet of a spray nozzle should be controlled during the movement. |
|
||||||||
APP N° 482
|
Color measurement of lacquered metal sheets The color of painted metal sheets should be measured (L*a*b* values). |
|
||||||||
APP N° 481
|
Color differentiation of plastic pen housings The color of plastic bushings should be controlled. |

|
||||||||
APP N° 480
|
Direction control of metal pins The direction of metal pins should be controlled. |

|
||||||||
APP N° 479
|
Color differentiation of bright seat belt plastic housings Bright seat belt plastic housings should be color differentiated. |

|
||||||||
APP N° 478
|
Color differentiation of beige seat belt plastic housings Beige colored seat belt plastic housings should be differentiated. |

|
||||||||
APP N° 477
|
Color differentiation of dark seat belt plastic housings Dark seat belt housings should be differentiated. |

|
||||||||
APP N° 476
|
Color differentiation of plastic interior components for the automotive industry Plastic components used for the automotive interior field should be color differentiated. |

|
||||||||
APP N° 475
|
Differentiation of single and double inside coated aluminum tubes Single inside coated aluminum tubes should be differentiated from double inside coated aluminum tubes. |
|
||||||||
APP N° 474
|
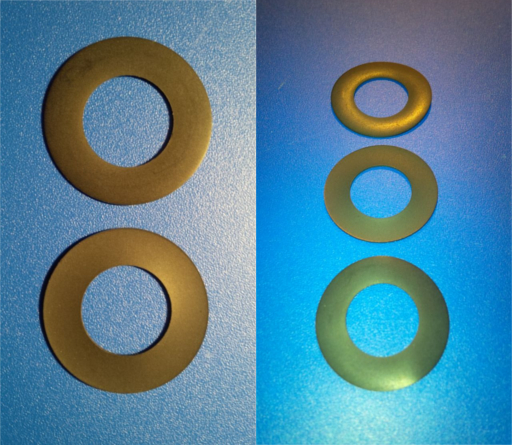
Detection of fluorescent oil on flat washers The presence of oil on different flat washers should be controlled. It has to be taken into account, that the oil is fluorescent, if UV light is used. |

|
||||||||
APP N° 473
|
Detection of fluorescent lubricant on metal pins Fluorescent lubricant should be detected on metal pins. |

|
||||||||
APP N° 472
|
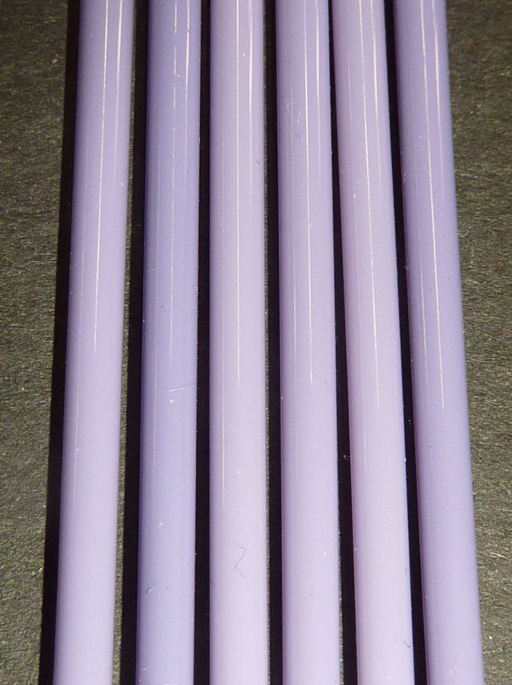
Color differentiation of small plastic tubes Small violet plastic tubes should be color differentiated. |

|
||||||||
APP N° 471
|
Color differentiation of small plastic brushes Small plastic brushes should be color differentiated. |

|
||||||||
APP N° 470
|
Roof tile color measurement The color of roof tiles should be inline measured. |
|
||||||||
APP N° 469
|
Detection of an UV blocking layer on transparent glass bottles The presence of an UV blocking layer should be detected on transparent glass bottles. |

|
||||||||
APP N° 468
|
Color differentiation of lacquered plastic components Car finish should be color differentiated. A rotation around the perpendicular axis of the plastic components should not influence the result of the color control. |

|
||||||||
APP N° 467
|
Color differentiation of car door handles Car door handles should be color differentiated. It has to be taken into account, that the door handles are very shiny. |

|
||||||||
APP N° 466
|
Presence control of a notch in a lobe of a metal stamping part The presence of a notch in a lobe of a metal stamping part should be detected. Furthermore a semicircular notch must be differentiated from an elongated notch. |
|
||||||||
APP N° 465
|
Color measurement of the insulation of cables The color of the insulation of electrical cables should be inline measured. |
|
||||||||
APP N° 464
|
Spray jet amount control in the Ɛx range The presence as well as the spray amount of a spray jet in the Ex range should be controlled. It has to be taken into account, that a system based on the transmitted light mode cannot be used for this application. |

|
||||||||
APP N° 463
|
Oil presence control in metal screw nuts and screws The presence and amount of oil in a screw nut as well as in a screw should be detected directly before border crimping. |

|
||||||||
APP N° 462
|
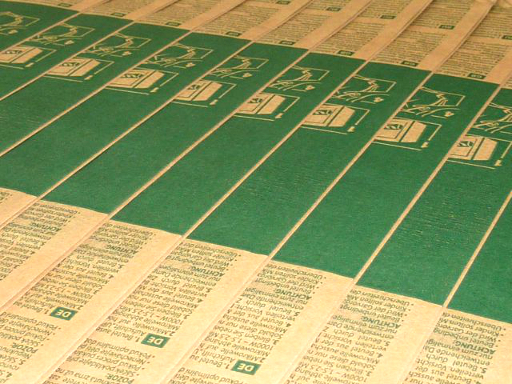
Folded paper cone counting Folded paper cones transported on a conveyor belt should be counted. |
|
||||||||
APP N° 461
|
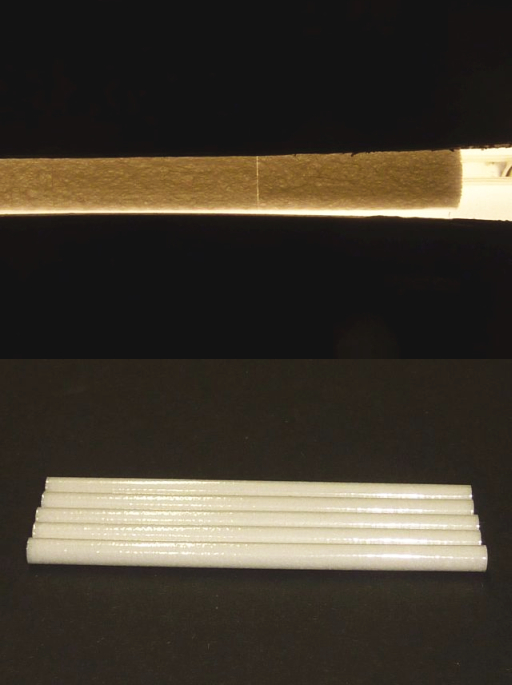
Color control of a red stripe on a fabric The color of a red stripe on a safety belt should be controlled. At this, the red color should remain in a certain tolerance range. |

|
||||||||
APP N° 460
|
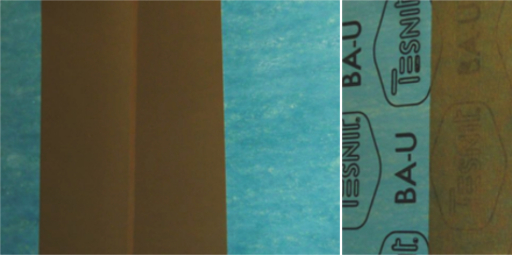
Edge position detection on fabric The position of the changeover from rough to fine on a textile should be detected. |

|
||||||||
APP N° 459
|
Plastic ring bottom side – upper side differentiation Plastic rings which are transported on a conveyor belt should be differentiated with a view to the direction (bottom side – upper side). |
|
||||||||
APP N° 458
|
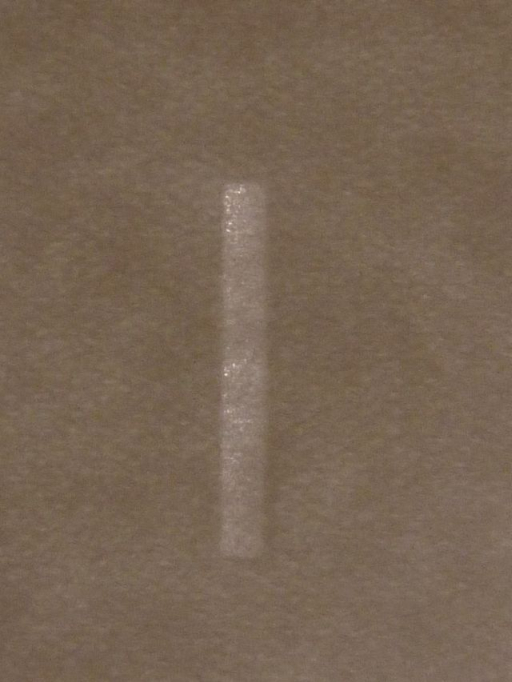
Cut off point detection on a fleece tape The cut off line on a fleece tape should be detected. It should be taken into account, that the fleece tape as well as the cut off line is white in color, thus, there is no color difference. |
|
||||||||
APP N° 457
|
Position detection of a silicon layer on a transparent plastic film The position of a silicon layer on a transparent plastic film should be detected (frontside / backside differentiation). |

|
||||||||
APP N° 456
|
Glue detection on the thread of a screw The presence and amount of fluorescent (fluorescent under the influence of UV light) glue on the thread of a screw should be detected. |

|
||||||||
APP N° 455
|
Seam detection on leather and leather imitations Beige (black) stitching should be detected on beige (black) leather or leather imitations. |
|
||||||||
APP N° 454
|
Differentiation of leather and leather imitations Leather and leather imitations used in the interior field should be proper differentiated. |
|
||||||||
APP N° 453
|
Measurement of the length of gypsum plasterboard The length of gypsum plasterboard should be measured. |

|
||||||||
APP N° 452
|
Double ring control The presence of one or two rings should be controlled. |
|
||||||||
APP N° 451
|
Position monitoring of a rubber plug before the final positioning in a syringe The position of a rubber plug should be controlled with regard to the outer face and inner surface. |

|
||||||||
APP N° 450
|
Reflected light color control of coatings on glass plates The coating of glass plates should be color controlled in the reflected light mode. |

|
||||||||
APP N° 449
|
Transmitted light color control of coatings on glass plates The coating of glass plates should be color controlled in the through beam way. |

|
||||||||
APP N° 448
|
Detection of the welding line in the core retainer The position of the welding line should be detected in inner pipes. |
|
||||||||
APP N° 447
|
Color differentiation of plastic caps for syringes Plastic caps used for syringes should be color controlled. It has to be taken into account, that the plastic caps are semitransparent and the surface is very glossy. |

|
||||||||
APP N° 446
|
Spray jet control with reflected light The spray jet should be controlled with reflected infrared light and in an Ɛx zone environment. |
|
||||||||
APP N° 445
|
Color control of fried potato chips The color of fried potato chips should be controlled. |

|
||||||||
APP N° 444
|
Gray value control of screen printing plastic plates The gray scale value of screen printing plastic plates should be controlled. |
|
||||||||
APP N° 443
|
Control of silk-screen printing color marks Screen printing color marks should be controlled on plastic sheets. |
|
||||||||
APP N° 442
|
Color control of nail polishes The color of nail varnishes should be controlled. It has to be taken into account that the nail lacquers should be checked through transparent glass bottles. |

|
||||||||
APP N° 441
|
Color differentiation of make-up The color of make-up should be controlled. |

|
||||||||
APP N° 440
|
Color differentiation of eye shadows The color of eye shadows should be controlled. |

|
||||||||
APP N° 439
|
Color differentiation of lipsticks The color of lipsticks should be controlled. |

|
||||||||
APP N° 438
|
Diameter control of metal wires The diameter of metal wires should be controlled and the wires should be differentiated. |

|
||||||||
APP N° 437
|
Color differentiation of tin and silver plated stamping stripes Tin plated stamping stripes should be distinguished from silver plated stamping stripes. |
|
||||||||
APP N° 436
|
Cigarette filter position detection The position of the filter segments, which are made for cigarettes, should be precisely detected, even at a high speed of a few m/s. |

|
||||||||
APP N° 435
|
Thickness control of a thin layer on a transparent plastic film The thickness of a thin layer on a transparent plastic film should be measured. To measure the transmission with a through beam system seems to be an adequate method to determine the thickness of a thin layer. |
|
||||||||
APP N° 434
|
Haze control of semi transparent plastic plates Semi transparent plastic plates should be controlled with a view to the opacity. |

|
||||||||
APP N° 433
|
Color differentiation of plastic caps Plastic caps for drinking bottles should be color differentiated. It has to be taken into account, that the closures are very glossy. |

|
||||||||
APP N° 432
|
Color differentiation of lacquered trims Trim strips should be color differentiated. It has to be taken into account, that the lacquered trims are very shiny. |

|
||||||||
APP N° 431
|
Quality control of cartridges The quality of cartridges should be controlled. It has to be taken into account, that the reflectivity of the surface of the cartridges will be decreased with the increase of the usage of the cartridges. |

|
||||||||
APP N° 430
|
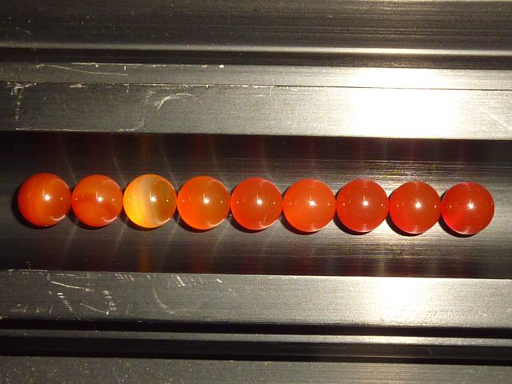
Color and opacity control of gemstones The color as well as the opacity of gemstones should be controlled. |
|
||||||||
APP N° 429
|
Color differentiation of waxed threads Waxed threads should be color differentiated. It has to be taken into account, that due to the wax coating the surface of the threads is very shiny. |
|
||||||||
APP N° 428
|
Differentiation of zinc plated steel parts and raw steel parts Zinc plated steel turned parts should be differentiated from raw steel turned parts. |

|
||||||||
APP N° 427
|
Color and guidance control of capsules The color as well as the orientation of capsules should be controlled during the production and just before packaging. |

|
||||||||
APP N° 426
|
Detection of color on fabric The color of different colored fabric should be inline controlled. |
|
||||||||
APP N° 425
|
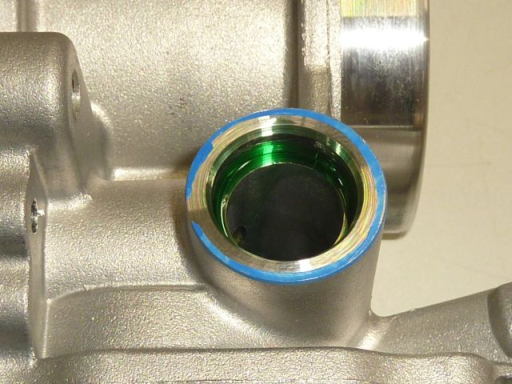
Presence control of an oil film on an aluminum surface The presence of an oil film in aluminum housing should be controlled. |

|
||||||||
APP N° 424
|
Oil drop presence control on a steel surface The presence of an oil drop on a steel surface should be controlled. |

|
||||||||
APP N° 423
|
Double membrane control on breaker plates The presence of one or two diaphragms in a blow-out disk should be differentiated. At this, different types of burst disks are available (copper and aluminum) with different diaphragms (aluminum membrane or steel membrane). |

|
||||||||
APP N° 422
|
Presence control of a seal ring on a plastic component The presence of a silicon ring on a plastic component should be controlled. |

|
||||||||
APP N° 421
|
Fluorescent glue strip detection on a plastic bag A glue strip, which becomes fluorescent in the presence of UV light, should be detected on a plastic bag. At this, the glue strip is covered with a transparent plastic film. |
|
||||||||
APP N° 420
|
Glue strip detection on plastic envelopes A glue strip should be detected on a plastic envelope. At this, the glue strip causes a corrugated pattern at the opposite side of the plastic material. Due to the fact, that the glue strip is covered with a metal coated high reflective plastic film, the only chance to detect it is from the opposite side. |
|
||||||||
APP N° 419
|
Differentiation Alcantara (Ultrasuede) and fabric interior equipment Alcantara and fabric interior equipment should be differentiated. |
|
||||||||
APP N° 418
|
Differentiation of plastic pellets Chemically and in terms of color different plastic pellets should be distinguished. |

|
||||||||
APP N° 417
|
Fluorescent label detection Fluorescent labels should be detected on semitransparent carriers. |

|
||||||||
APP N° 416
|
Yarn presence control on plastic spindle The presence of a yarn on a plastic spindle should be controlled. |

|
||||||||
APP N° 415
|
Direction control of a metal rod The direction of a metal rot should be controlled. At this, the metal rod is flat press formed at the one side and at the other end round in shape. |

|
||||||||
APP N° 414
|
Frequency control of industrial ventilators The frequency as well as the direction of rotation of industrial ventilators should be controlled. At this, on one of the blades of the ventilator a fluorescent label is glued on. |

|
||||||||
APP N° 413
|
Position monitoring of metal wires on a transparent plastic layer The back side / front side position of metal wires on a transparent plastic film should be controlled. |
|
||||||||
APP N° 412
|
Edge detection at bellows (fold counting) On bellows the edges should be detected and counted. |
|
||||||||
APP N° 411
|
Differentiation of pneumatic cylinders Pneumatic cylinders should be differentiated. At this, the cylinder can be rotated along its axis. |

|
||||||||
APP N° 410
|
Frequency control of turbo charger wheels The frequency of turbo charger wheels should be controlled. At this, one of the blades of the wheel is coated with a fluorescent transparent lacquer. |

|
||||||||
APP N° 409
|
Gap detection on iron cores of electrical motors The gaps on iron cores of electrical motors should be detected during the fast rotation. |
|
||||||||
APP N° 408
|
Differentiation of black and dark gray leather imitation Dark gray and black leather imitation should be distinguished. |
|
||||||||
APP N° 407
|
Detection of plastic residues on the start of metal thread Plastic residues on the start of metal threads should be detected. |

|
||||||||
APP N° 406
|
Transparency control of white plastic plates The transparency of white plastic plates should be controlled. |
|
||||||||
APP N° 405
|
Presence control of an inside thread and a hole at a gear wheel The presence of an inside thread and a hole at a gear wheel should be controlled. Furthermore it should be controlled, whether the hole is blocked from e.g. a drill bit. |

|
||||||||
APP N° 404
|
Height measurement of a metal pin and of the teeth as well as the depth of a blind hole on a metal gear wheel The height of a metal pin as well as the depth of a blind hole on a gear wheel should be controlled. Furthermore, the height of the teeth on the gear wheel should be measured. |
|
||||||||
APP N° 403
|
Gap size measurement on an aluminum casting of a turbo charger The gap size on the aluminum housing of a turbo charger should be measured. |

|
||||||||
APP N° 402
|
Color control of cable jacket The color of a cable jacket should be controlled. |

|
||||||||
APP N° 401
|
Presence control of UV bond on a plastic component The presence of an UV adhesive layer on the backside of a plastic part should be controlled. A false detection even from the front side of the plastic component must be avoided. |

|
||||||||
APP N° 400
|
Thickness measurement of a bimetal band The thickness of a bimetal band should be measured contactless during the movement. |
|
||||||||
APP N° 399
|
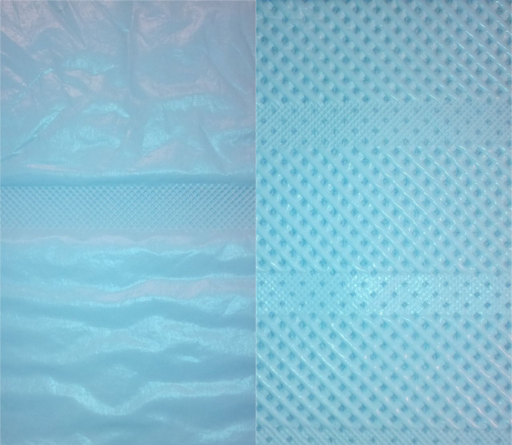
Differentiation of semitransparent plastic films Semitransparent plastic films should be differentiated. |
|
||||||||
APP N° 398
|
Presence control of small metal plates on a copper contact The presence of a small and thin metal plate should be detected. |
|
||||||||
APP N° 397
|
Detection of a deepening in a plastic film Depressions in a semitransparent plastic film should be detected. The detection is only possible from above. |
|
||||||||
APP N° 396
|
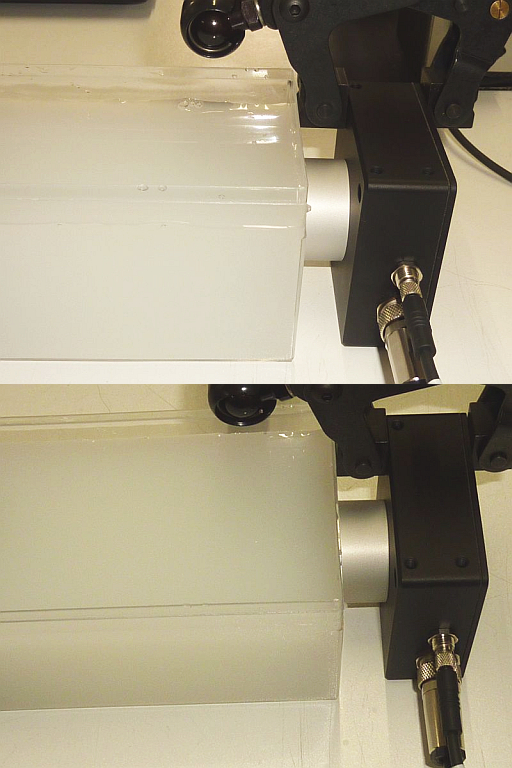
Fluorescence control of water based cleaning systems The amount of oil in an oil-water based emulsion should be controlled. Over time cleaning water used for water based cleaning machines is changing into an oil-water based emulsion with a steady increase of the content of oil. |
|
||||||||
APP N° 395
|
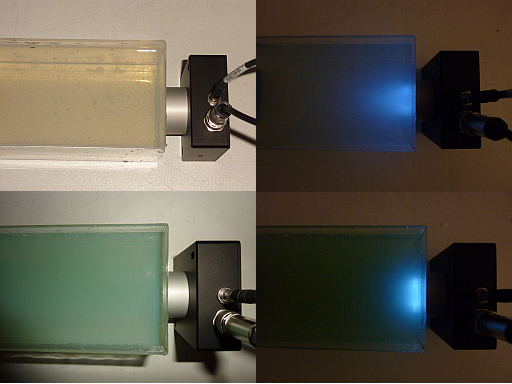
Turbidity control of water based cleaning systems The turbidity of cleaning water used for cleaning systems should be controlled. Over time, the cleaning water becomes more and more an oil-in-water emulsion mixed with dirt, grease and small metal swarf. |
|
||||||||
APP N° 394
|
Detection of a fluorescent green and orange mark Orange as well as a green fluorescent marks sprayed on a white fleece should be detected and distinguished. |

|
||||||||
APP N° 393
|
Presence control of a Velcro® strip on rear shelf The presence of a Velcro® strip on a hat shelf should be controlled. |

|
||||||||
APP N° 392
|
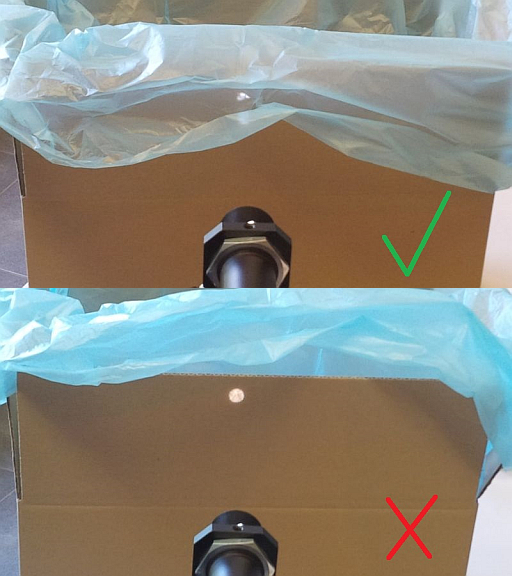
Plastic film position control on cartons The correct position of a plastic film on a carton should be monitored. At this, the plastic film should cover the upper end of the carton around 10mm. |
|
||||||||
APP N° 391
|
Detection of a fluorescent seam on a fabric A fluorescent seam is used in the textile industry to mark the junction of two fabrics; the seam can be fluorescent in orange or yellow and should be detected with an optical sensor. |
|
||||||||
APP N° 390
|
Color control of plastic window profiles Plastic profiles which are used for casement frames should be color controlled. |
|
||||||||
APP N° 389
|
Color control of handles Handles in the automotive field should be color controlled. |

|
||||||||
APP N° 388
|
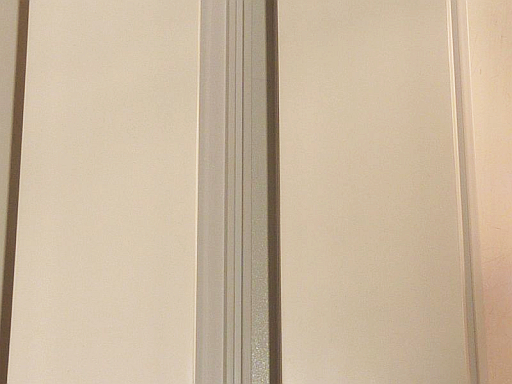
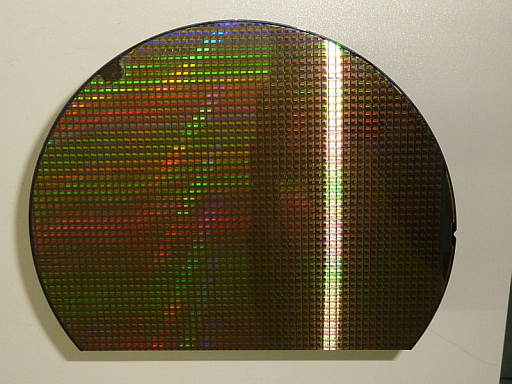
Wafer edge detection The edges of wafers with a thickness of 80µm should be detected. |
|
||||||||
APP N° 387
|
Color differentiation of leather imitations and fabrics in the interior area Different dark and light leather imitations and fabrics should be differentiated. The colors of the different dark parts as well as of the light parts are very close, almost the same, but the structure of the respective surface is slightly different. |

|
||||||||
APP N° 386
|
Vertical height control between a turned metal part and a press-bent part The vertical height between a shiny turned metal part and a press-bent part should be measured immediately before welding. |

|
||||||||
APP N° 385
|
Distance control of black rubber buffers The distance of black rubber buffers should be controlled. |
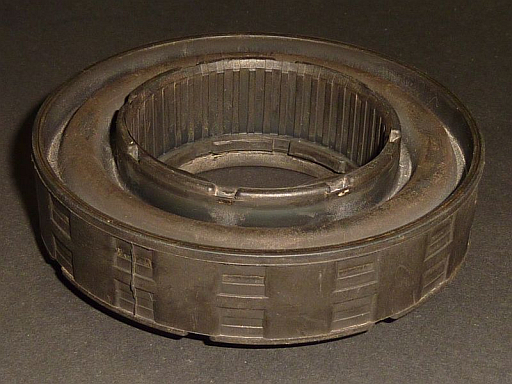
|
||||||||
APP N° 384
|
Detection of the edge of a stripped ribbon cable The beginning of the laser stripped part of a ribbon cable should be precisely detected. |
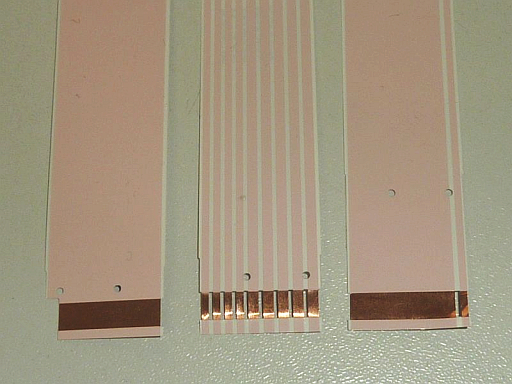
|
||||||||
APP N° 383
|
Color differentiation of ultrasonic sensors at a distance of 100mm Ultrasonic sensors should be color differentiated at a distance of 100mm. It has to be taken into account, that the surface of the ultrasonic sensor cap is very glossy. |

|
||||||||
APP N° 382
|
Differentiation of black and gray velvet at a sensor distance of 100mm Black and gray interior parts with a velvet casing should be color differentiated at a distance of 100mm. |

|
||||||||
APP N° 381
|
Color differentiation of lacquered plastic parts at a distance of 100mm Lacquered plastic parts should be color differentiated. The parts are very glossy and even metallic lacquer should be controlled at a distance of in minimum 100mm. |
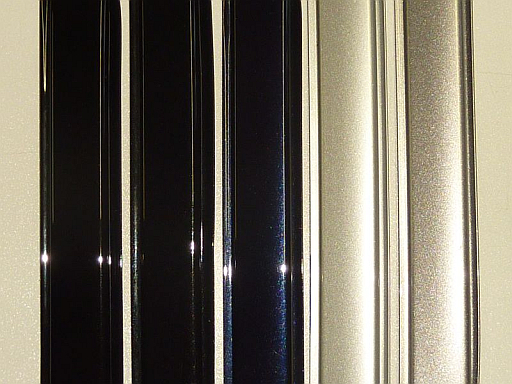
|
||||||||
APP N° 380
|
Color differentiation of plastic parts in the interior field at a distance of 100mm Plastic interior parts should be color differentiated from a distance of 100mm. |
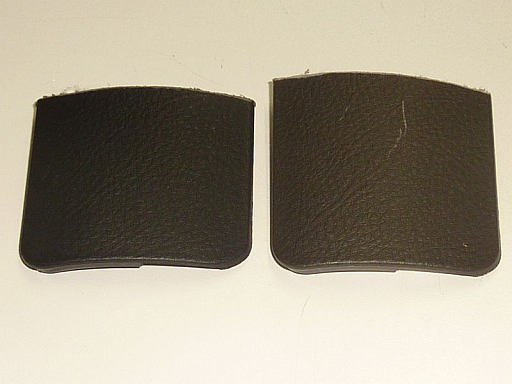
|
||||||||
APP N° 379
|
Detection of a transparent film on a lacquered surface at a distance of 100mm A transparent film should be detected on a shiny lacquered surface. It has to be taken into account that the plastic film has a certain polarization effect. |

|
||||||||
APP N° 378
|
Color control of injection moldings Injection plastic parts should be color controlled. It has to be taken into account, that the surface of the plastic part is different in the degree of gloss as well as in the color. Only the narrow frame delivers nearly a constant degree of gloss. Thus, the color should be controlled at the narrow edge. |
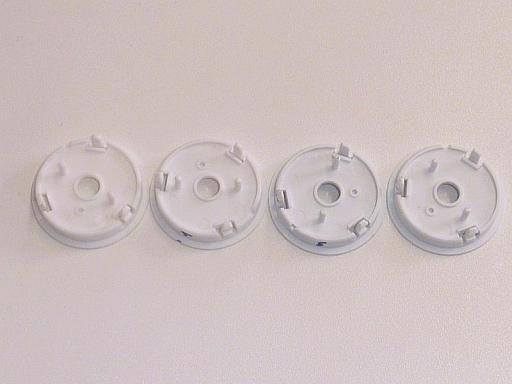
|
||||||||
APP N° 377
|
Color differentiation of ultrasonic sensors Ultrasonic sensors should be color differentiated. It has to be taken into account, that the surface is very glossy. |
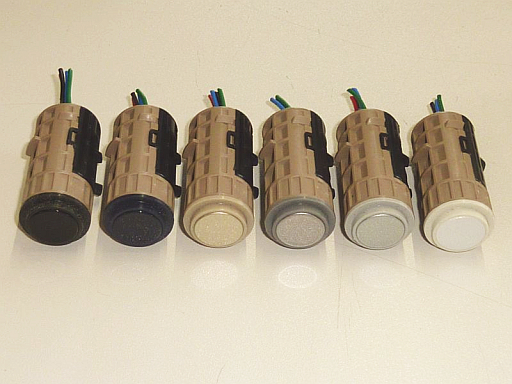
|
||||||||
APP N° 376
|
Color differentiation of interior components with velvet surface Parts made for the interior field with a black or dark gray velvet surface should be color differentiated. |
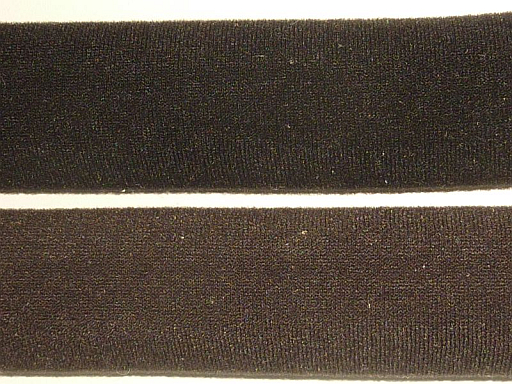
|
||||||||
APP N° 375
|
Color differentiation of lacquered plastic components Lacquered plastic parts should be differentiated. It should be taken into account, that the surface is very glossy. |
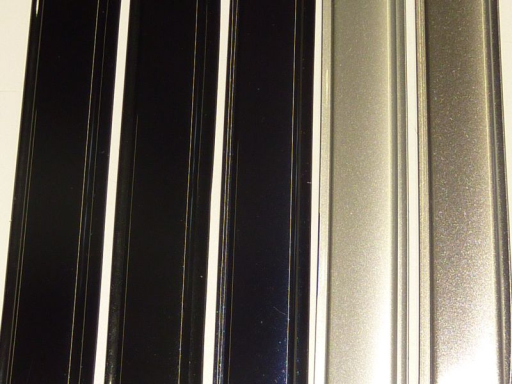
|
||||||||
APP N° 374
|
Color differentiation of plastic parts in the interior field Gray plastic parts should be separated from dark gray plastic parts. |

|
||||||||
APP N° 373
|
Detection of transparent film on lacquered plastic components A transparent film should be detected on a black as well as white lacquered plastic part. It has to be taken into account, that the white and the black surface are very shiny and the plastic film as well. |
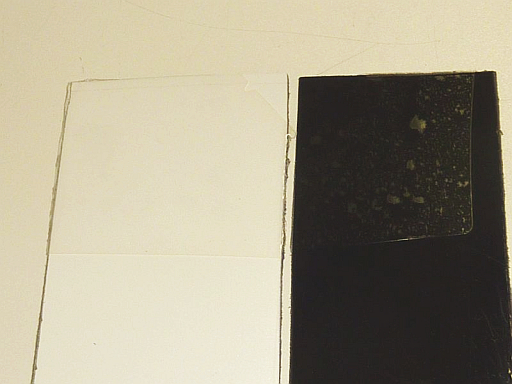
|
||||||||
APP N° 372
|
Quality control of internal gears The width of the teeth as well as the gap between the teeth of internal gears should be controlled. |

|
||||||||
APP N° 371
|
Chromium plating presence control The presence of chromium plating on a metal part should be controlled. |
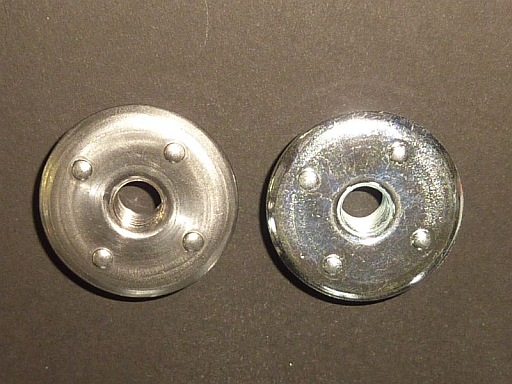
|
||||||||
APP N° 370
|
Color control of white plastic profiles The color of white plastic profiles should be controlled. |

|
||||||||
APP N° 369
|
Color mark detection on plastic film A black color mark should be detected on a shiny plastic film. At this, it has to be taken into account that different background colors can occur. |
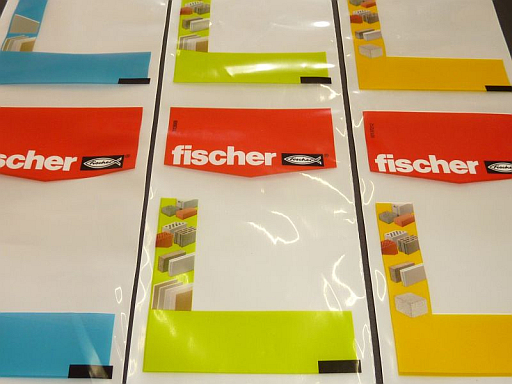
|
||||||||
APP N° 368
|
Position detection of lacquered metal sheets The edge of different lacquered metal sheets should be precisely detected. Furthermore the distance of the painted metal plates should be measured. At this, it has to be taken into account, that a color gamut as well as gray scale range from shiny black to matt white should be covered. |

|
||||||||
APP N° 367
|
Presence control of a seal in plastic components The presence of a seal in a plastic part should be controlled. |

|
||||||||
APP N° 366
|
Color control of flat glass The color of flat glass should be controlled in the transmitted-light mode. |
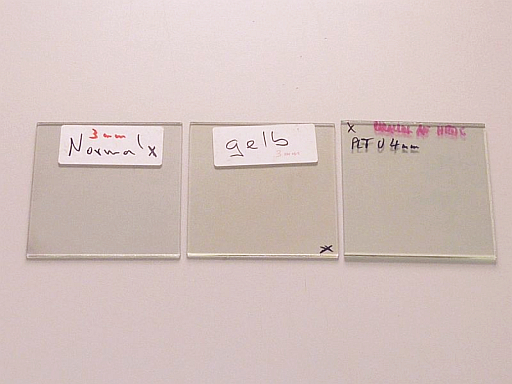
|
||||||||
APP N° 365
|
Color control of lacquered metal sheets Lacquered metal sheets should be color differentiated. Even metallic paints must be color controlled. |
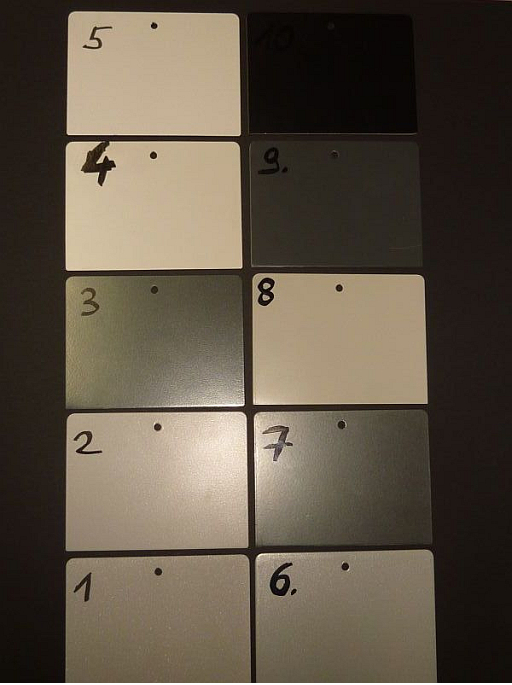
|
||||||||
APP N° 364
|
Color control of the degree of ripeness of flowers The degree of ripeness of flowers should be controlled. A distinguishing criterion for the degree of ripeness is the color of the flowers. |

|
||||||||
APP N° 363
|
Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
||||||||
APP N° 362
|
Label presence detection on plastic bottles The presence of a label on plastic bottles should be controlled. |

|
||||||||
APP N° 361
|
Plastic preforms color control The color of plastic preforms should be controlled. Good parts should be differentiated from marginal parts. |

|
||||||||
APP N° 360
|
Presence control of a blue and a green mark on a gray plastic component A green as well as a blue mark should be present on a gray plastic component. |

|
||||||||
APP N° 359
|
Screw locking varnish presence control on female threads The presence of a thread lock fluid should be controlled on inside threads. |

|
||||||||
APP N° 358
|
Differentiation of grinded and raw metal pins Grinded and raw metal pins should be differentiated. |

|
||||||||
APP N° 357
|
Color differentiation of O-rings O-rings should be color differentiated. It has to be taken into account, that the surface of the O-ring is very glossy. |
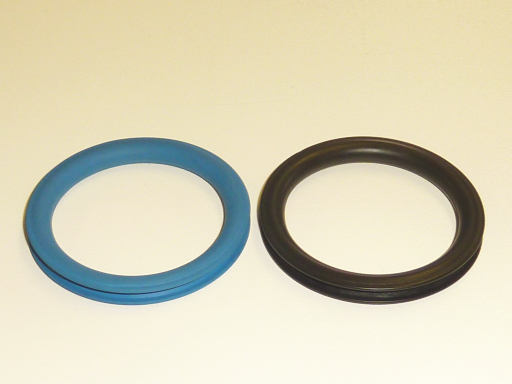
|
||||||||
APP N° 356
|
Differentiation of metal rods Metal rods with an even finish should be differentiated from metal rods with a slotted end. Furthermore a metal rod with a black slotted end should be differentiated from a steel colored end. |
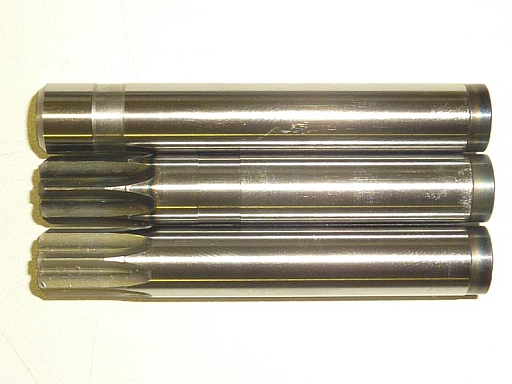
|
||||||||
APP N° 355
|
Width control of a semitransparent plastic film The width of a semitransparent plastic film should be controlled. At this, the transversal drift of the 18.5mm wide plastic film is around ±10mm, thus the detecting range should be 50mm. |

|
||||||||
APP N° 354
|
Diameter control of plastic monofilaments The diameter of plastic monofilaments should be controlled. At this, monofilaments with diameters starting from 0.1mm up to 2mm are possible. |
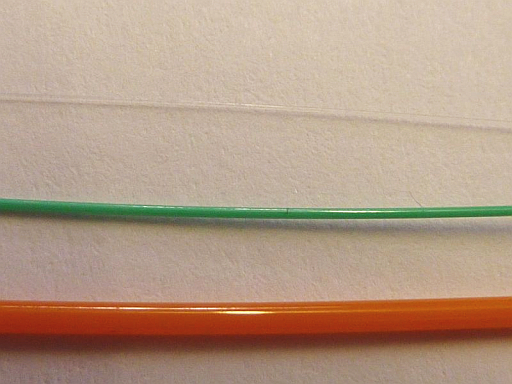
|
||||||||
APP N° 353
|
Double layer control of plastic films With a view to the changeover from the double layer to the single layer range of a plastic film a sensor system should deliver exactly a signal which informs about the beginning of the single layer as well as the double layer range. |

|
||||||||
APP N° 352
|
Defect detection on metal bands Dark as well as bright spots with different size should be detected on metal bands. |
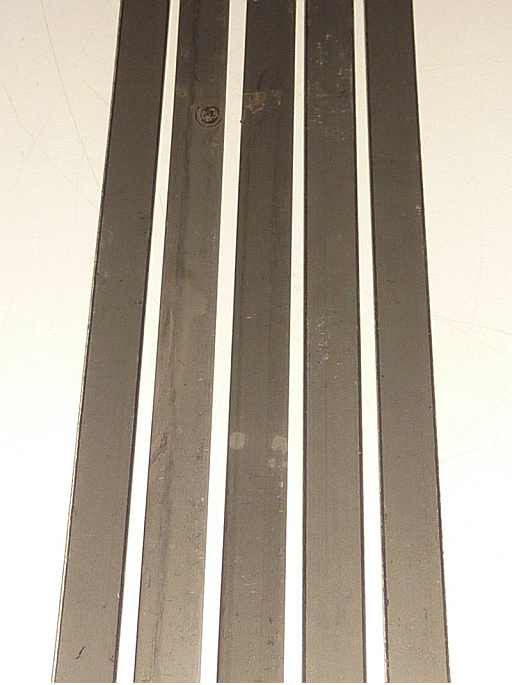
|
||||||||
APP N° 351
|
Color control of seat belt plugs Seat belt plugs should be color differentiated. |

|
||||||||
APP N° 350
|
Color control of plastic pins Plastic pins which are used for seat belts should be color differentiated. |

|
||||||||
APP N° 349
|
Color control of seat belts The fabric of the seat belts should be color controlled. |

|
||||||||
APP N° 348
|
Color control of seat belt rubbers Seat belt rubbers should be color differentiated. |

|
||||||||
APP N° 347
|
Color control of seat belt sockets Seat belt sockets should be color controlled. |

|
||||||||
APP N° 346
|
Color control of T-grids for ceiling systems T-grids used for ceiling systems should be color controlled. |
|
||||||||
APP N° 345
|
Stamping mark presence control on metal wires The presence of stamped small lines should be controlled on a copper colored metal wire. |
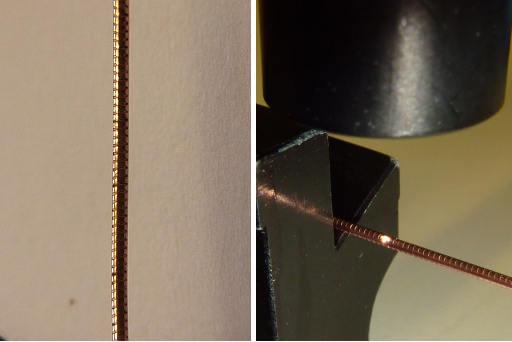
|
||||||||
APP N° 344
|
Double sheet control of veneers During the transportation of veneers, it should be controlled whether one or more than one veneer was picked up from a handling system. |
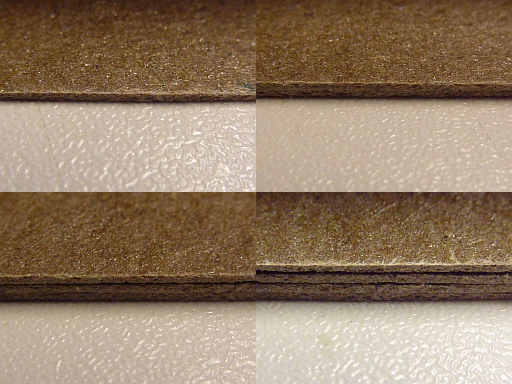
|
||||||||
APP N° 343
|
Detection of a brand name on fog light glasses A logo should be detected on a fog light glass. It has been shown that the brand name in the glass is acting like an optical component and deflects the laser beam in a different way compared to the normal glass surface. |

|
||||||||
APP N° 342
|
Plastic film presence control The presence of a plastic film on an envelope should be controlled. It has to be taken into account that the glue stripe of the envelope is slightly fluorescent in the presence of UV light, whereas the matt plastic film (which covers the glue stripe) absorbs the UV light a bit. |
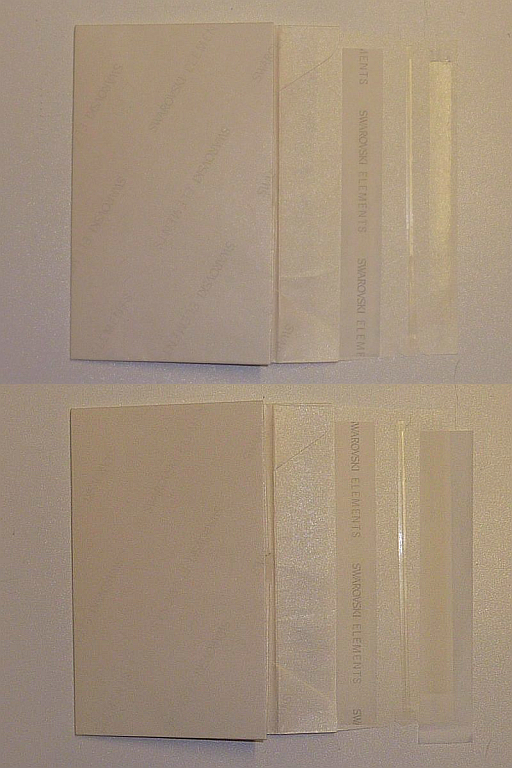
|
||||||||
APP N° 341
|
Plastic film plunging control Folds in a matt plastic film should be detected. |
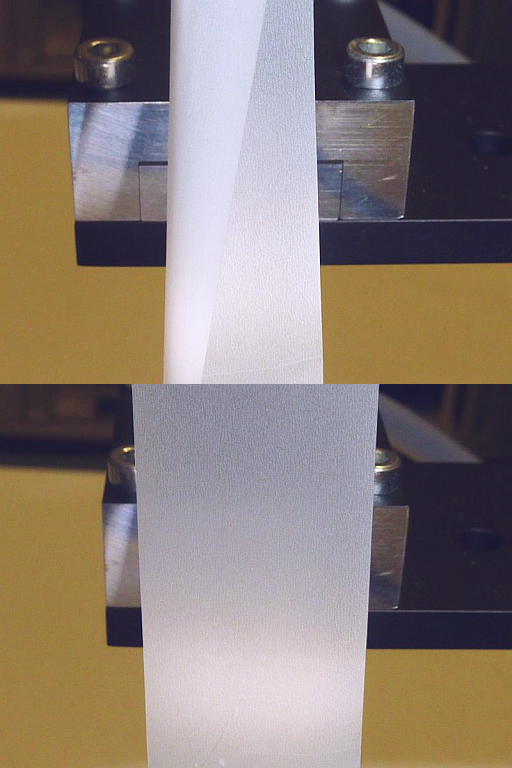
|
||||||||
APP N° 340
|
Color control of grooves on MDF plates Grooves on MDF plates should be color controlled. In case of failure the MDF background color can be seen. |

|
||||||||
APP N° 339
|
Metal sheet height control on rewinders and unwinders in the stamping industry The position of metal stripes on re- and unwinders should be controlled. At this, it has to be taken into account that the metal stripes, especially the small bands, are oscillating and the acceleration can be very high. |
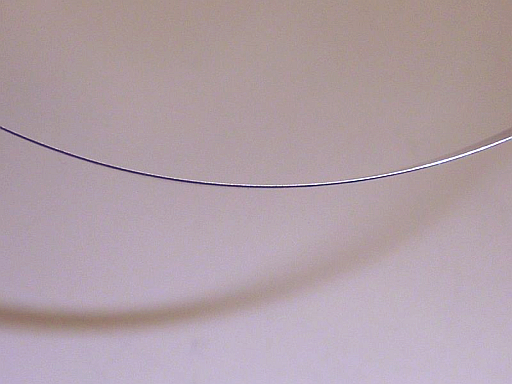
|
||||||||
APP N° 338
|
Plastic film thickness measurement The thickness of a plastic film should be measured. |

|
||||||||
APP N° 337
|
Differentiation between front- and backside of a plastic film The glossy front side of a plastic film should be differentiated from the coarse back side. |

|
||||||||
APP N° 336
|
Detection of fluorescent marks on wooden board Fluorescent marks should be detected on wooden boards. At this, two marks which are close together should be proper detected. |

|
||||||||
APP N° 335
|
Presence detection of felt label on a backlight shelf The presence of a felt label on a rear window shelf should be checked. |
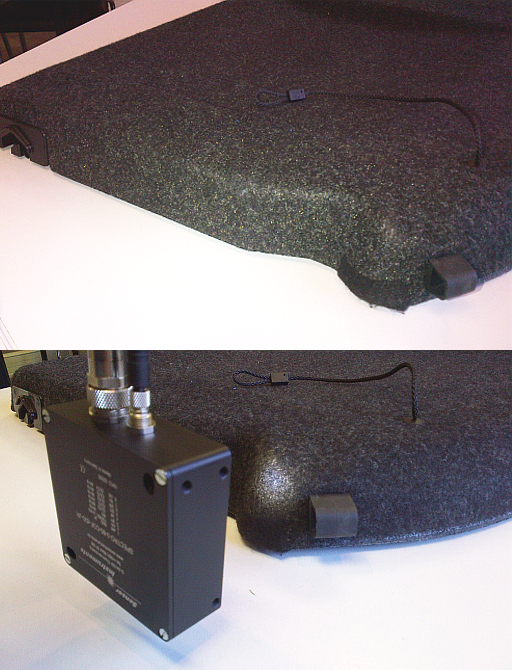
|
||||||||
APP N° 334
|
Color differentiation of fabrics and leather imitations Fabrics as well as leather imitations should be differentiated in the automotive interior field. |
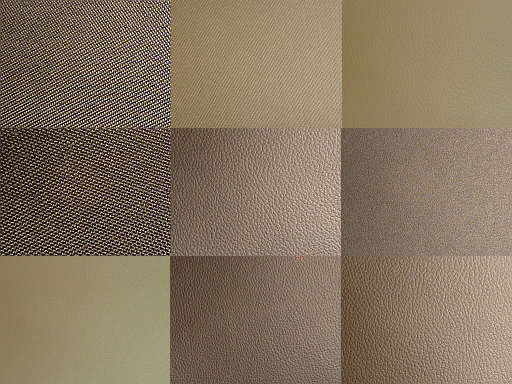
|
||||||||
APP N° 333
|
Frequency control of industrial ventilators Ventilators for industrial purposes should be frequency checked. Furthermore the direction of rotation should be controlled. |

|
||||||||
APP N° 332
|
Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |
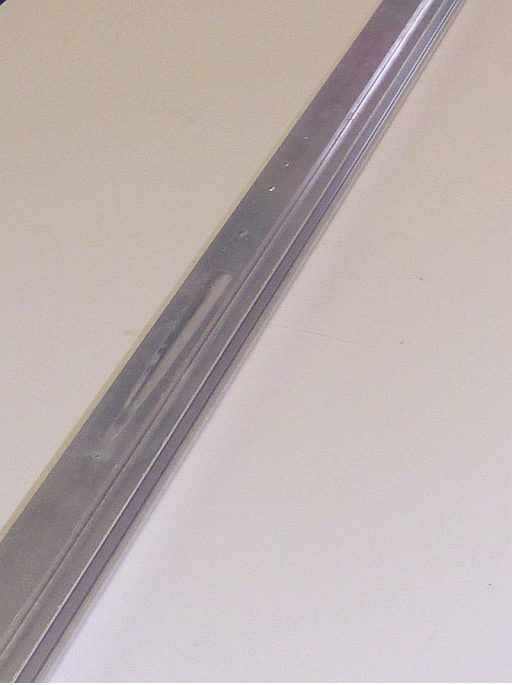
|
||||||||
APP N° 331
|
Detection of red and white diffuse light on interior components The diffuse red and white light should be detected on interior components. |
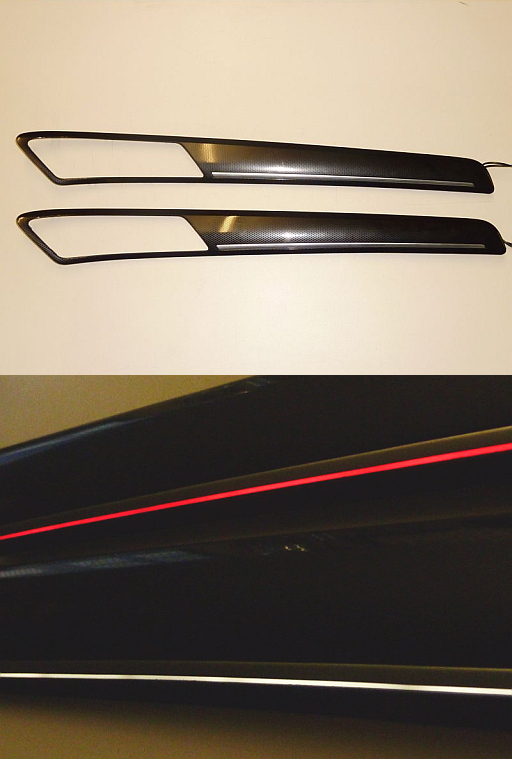
|
||||||||
APP N° 330
|
Detection of a transparent fluorescent label on transparent plastic film A transparent plastic label should be detected on a transparent plastic film. It should be taken into account, that the label is fluorescent in using UV-light. |
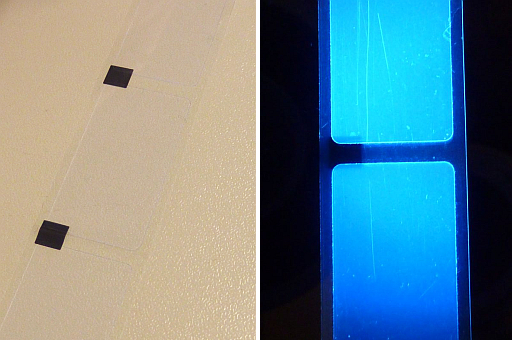
|
||||||||
APP N° 329
|
Corrugated cardboard color control The color of corrugated cardboards should be controlled. Especially black areas should be detected and the distance from the cardboard to the sensor should be larger than 120mm. |
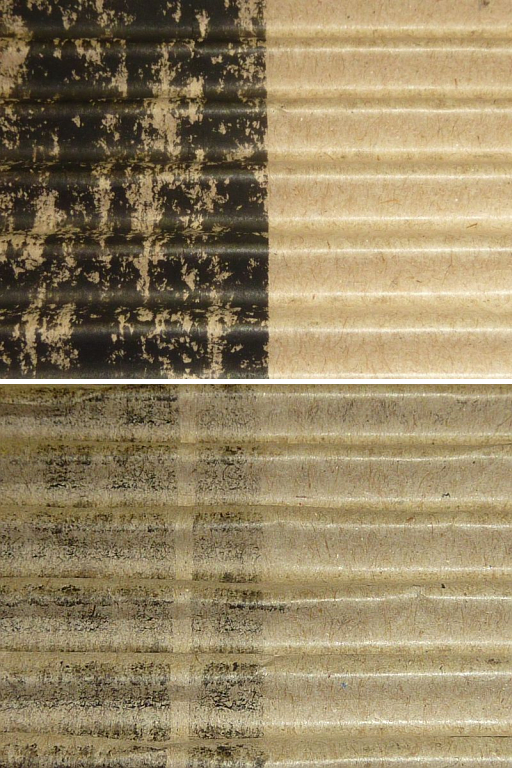
|
||||||||
APP N° 328
|
Double layered paper sheet control Double-layered paper sheets should be differentiated from single sheets. |
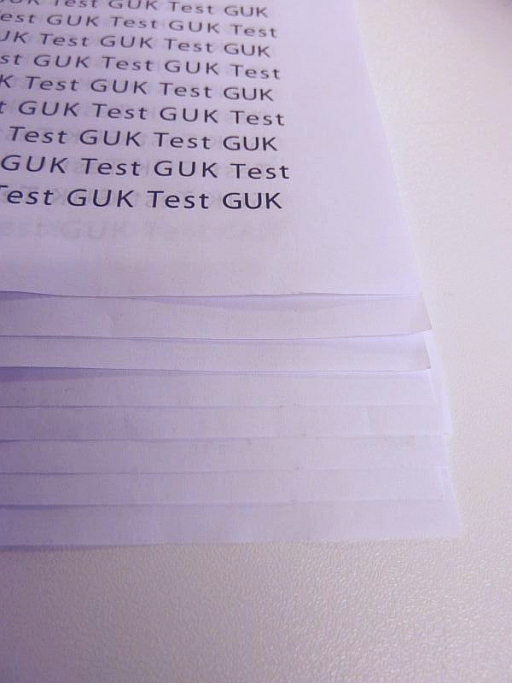
|
||||||||
APP N° 327
|
Tarnish film detection on metal band A tarnish film should be detected on metal band. |

|
||||||||
APP N° 326
|
Presence control of red lubricant on metal pin The presence of a red lubricant on a metal pin should be controlled. A minimum sensor distance of approx. 200mm is required. |

|
||||||||
APP N° 325
|
Braided hose wire absence and overstretch control The presence of all wires inside a braided hose should be controlled. Furthermore it should be controlled, whether the hose is overstretched. |
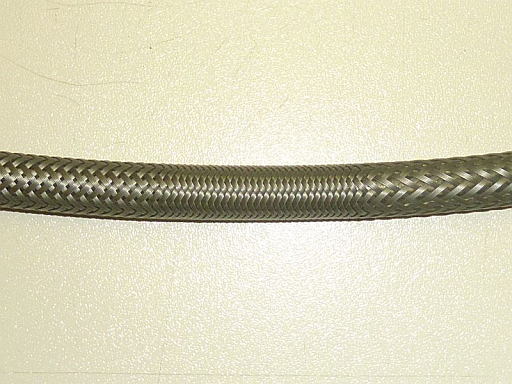
|
||||||||
APP N° 324
|
Braided cable sleeves diameter failure detection Deviations of the diameter of braided sleeves should be detected. |
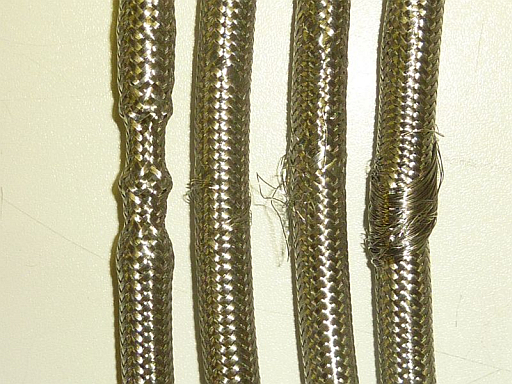
|
||||||||
APP N° 323
|
Color differentiation of black and gray colored natural fiber interior components Black and gray colored natural fiber components should be quality controlled. |
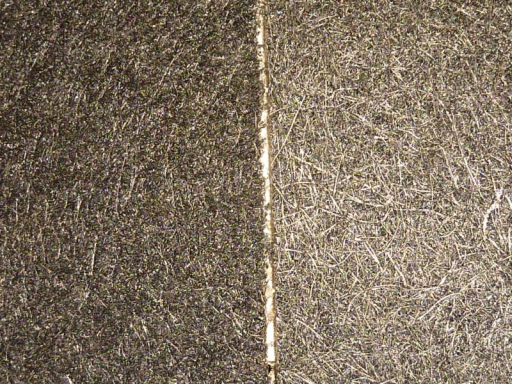
|
||||||||
APP N° 322
|
Detection of a yellow stripe on metal clamps The presence of a yellow striped on metal clamps should be detected. |

|
||||||||
APP N° 321
|
Glue line detection on packaging paper A glue line should be detected on packaging paper. At this, the glue is fluorescent if UV light is used. |
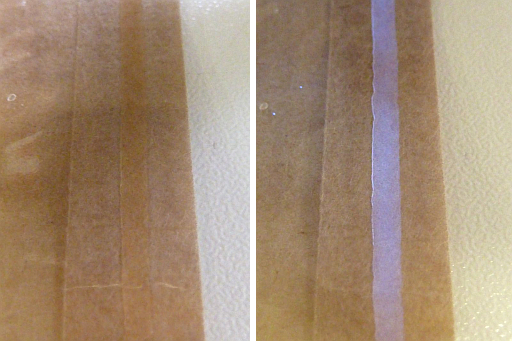
|
||||||||
APP N° 320
|
Differentiation of slightly diffuse plastic films Transparent but slightly diffuse plastic films should be differentiated. The haze of the plastic films should be controlled. |
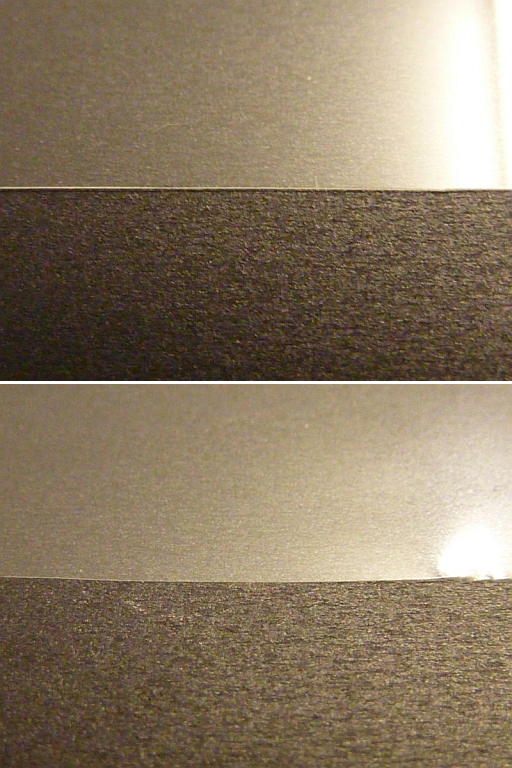
|
||||||||
APP N° 319
|
Differentiation of coated and uncoated syringes Coated syringes should be distinguished from uncoated syringes. |
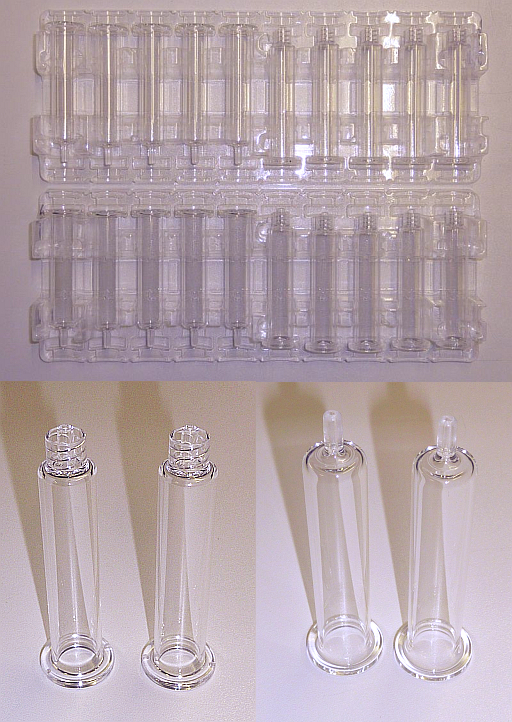
|
||||||||
APP N° 318
|
Detection of black and gray lacquer coat on metal part In the Ɛx zone of a spray chamber uncoated metal parts should be differentiated from black and gray metal parts. |
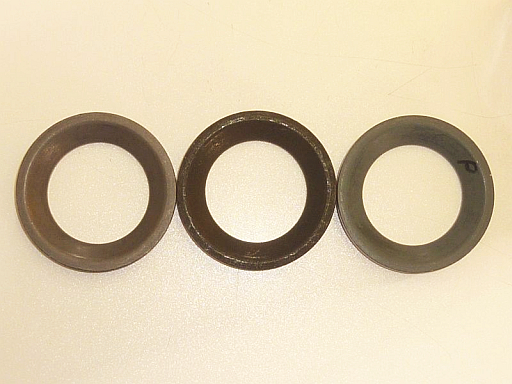
|
||||||||
APP N° 317
|
Fluorescent color stripe detection on tickets A fluorescent color stripe on a ticket should be detected. |

|
||||||||
APP N° 316
|
Color differentiation of ultrasonic sensor caps from far distance The color of ultrasonic sensor caps should be controlled from a distance of 450mm. |
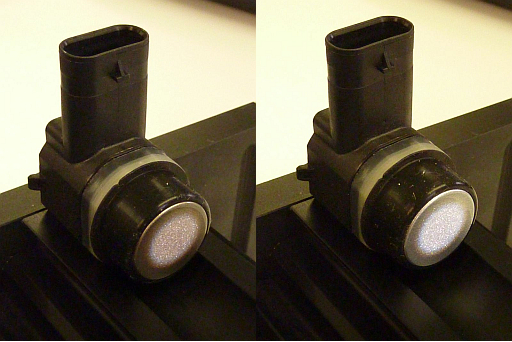
|
||||||||
APP N° 315
|
Adhesive film presence detection on plastic screws The presence of an adhesive film should be controlled on the thread of plastic screws. |

|
||||||||
APP N° 314
|
Differentiation of different colored ultrasonic sensors Ultrasonic sensors should be color differentiated. |

|
||||||||
APP N° 313
|
Differentiation of different colored plastic parts in the interior field Different colored plastic parts should be differentiated. |

|
||||||||
APP N° 312
|
Detection of different color marks on different plastic tubes Different color marks should be detected on different plastic tubes. |

|
||||||||
APP N° 311
|
Presence control of a blind thread in aluminum casting An internal thread in an aluminum casting should be detected; furthermore the blind thread should be differentiated from a blind hole. |

|
||||||||
APP N° 310
|
Detection of a gap on adhesive plaster The presence of a gap of the tape on an adhesive plaster should be detected. |
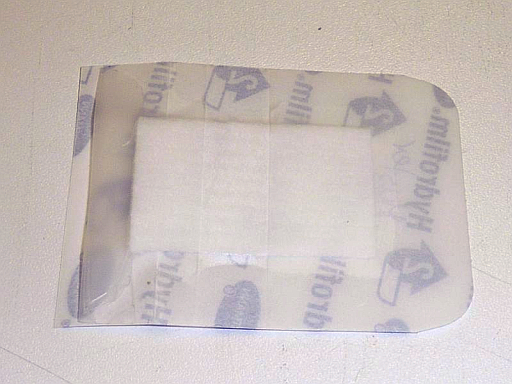
|
||||||||
APP N° 309
|
Color mark detection on optical fibers and color differentiation of optical fibers The color as well as a color mark should be detected on optical fibers. The feed speed of the glass fiber is roughly 10 m/s. |
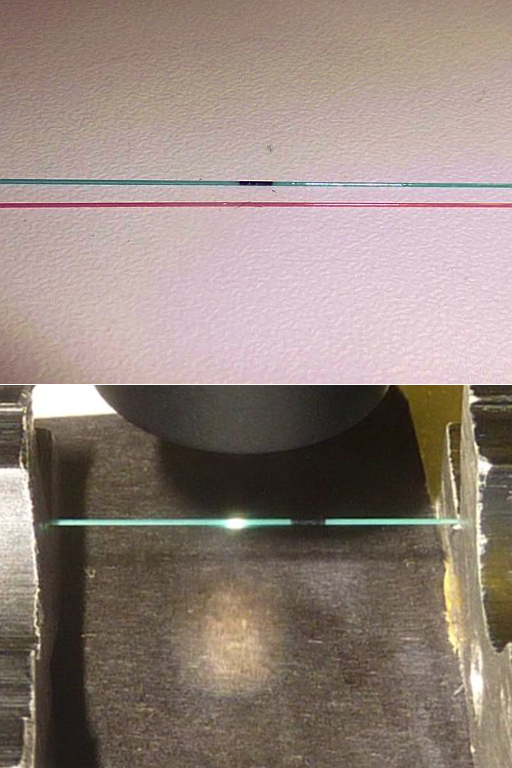
|
||||||||
APP N° 308
|
Presence control of plaster in a transparent plastic bag The presence of plaster in a transparent plastic bag should be controlled. At this, a part of the plaster is fluorescent if UV light is used. |
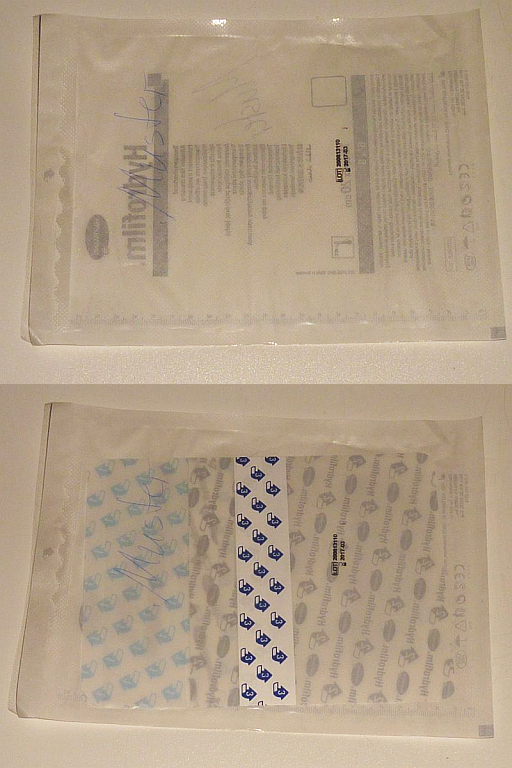
|
||||||||
APP N° 307
|
Color Differentiation of leather imitations in the automotive field Different colored leather imitations should be recognized and differentiated. |
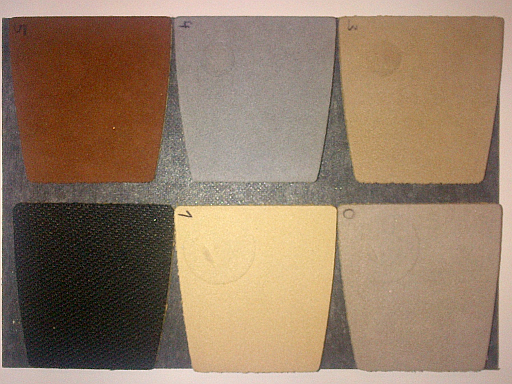
|
||||||||
APP N° 306
|
Color control of the roast level of coffee beans The color of roasted beans should be control. At this, the color informs about the roast level of the coffee beans. |

|
||||||||
APP N° 305
|
Detection of a black marked welding line on different metal stamping stripes A black mark should be detected on metal stamping stripe. At this, the stripes can be different in color and gloss. |

|
||||||||
APP N° 304
|
Differentiation of the backside from the front side of a glass plate The matt backside of a glass plate should be differentiated from the glossy front side. |
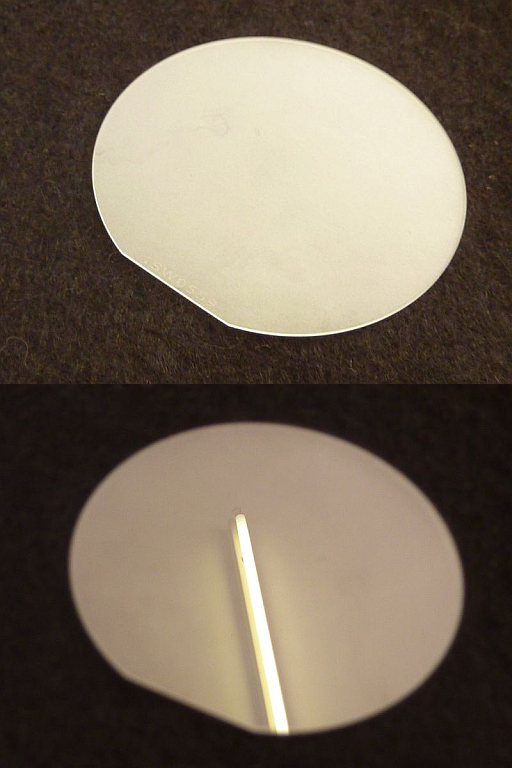
|
||||||||
APP N° 303
|
Dome height inspection of lead frames The height of the domes on lead frames should be controlled. Even a transparent coating can be controlled. |
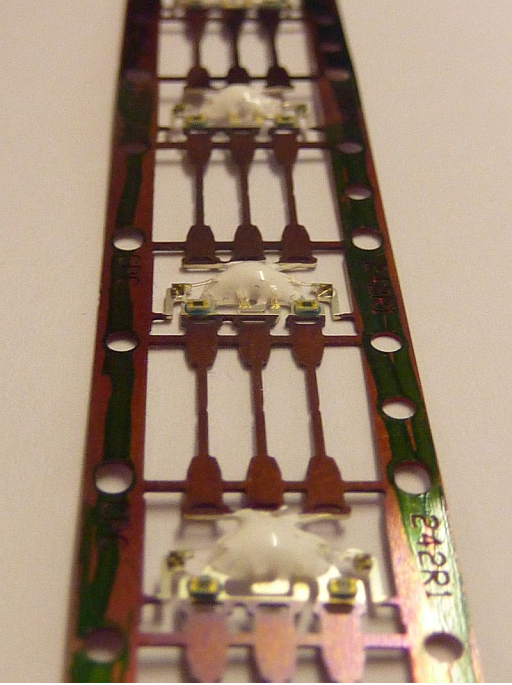
|
||||||||
APP N° 302
|
Distance measurement onto an aluminum ground surface The distance to an aluminum ground surface should be measured. At this, the grinding is extremely angle-dependent and thus, the consequences in using a laser displacement sensor are that the reflectivity is strongly angle-dependent, too. |
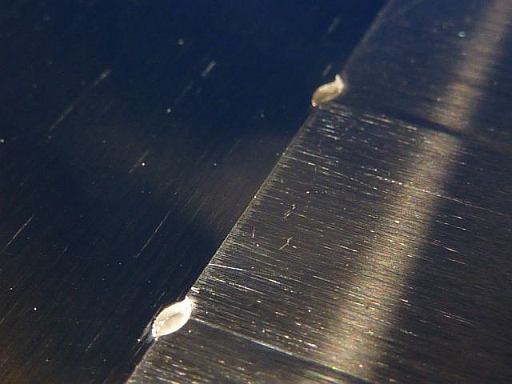
|
||||||||
APP N° 301
|
Detection of an edge on the front side of a silicon tube An edge on a silicon tube should be detected. At this, the silicon tube is turning around its own axis while the laser spot of the laser edge detector is directed onto the front side. |

|
||||||||
APP N° 300
|
Color differentiation of beige papers Beige colored papers should be color differentiated. At this, the detecting area should be around 25mm in diameter. |

|
||||||||
APP N° 299
|
Detection of embeddings in branches Embeddings should be detected in branches. The transportation speed as well as the thickness of the branches can be different from batch to batch. A working range of a height of 100mm should be detected. |

|
||||||||
APP N° 298
|
Color differentiation of interior components Six different interior components should be color differentiated. The sensor distance should be around 50mm and the detecting range of the color sensor at this distance should be approximately 20mm in diameter. |

|
||||||||
APP N° 297
|
Color differentiation of plastic fittings The color of plastic fittings should be controlled. At this, the high gloss factor of the surface reduces the contrast difference between the three different components. |

|
||||||||
APP N° 296
|
Detection of a ravel in a fast moved plastic fiber bundle A ravel in a fast moved plastic fiber bundle should be detected. At this, an optical fiber through beam head is placed in way, that the normal plastic fiber bundle stream does not cover the optical beam. However, if a ravel appears, the optical beam will be partly interrupted and this leads to a decrease of the receiver signal. |

|
||||||||
APP N° 295
|
Detection of a fluorescent coating on black rubber seal The coating on rubber seal should be detected. At this, a fluorescent coating with an excitation wavelength which lies in the UV range (around 365nm … 385nm) is used. This UV light will be converted from the fluorescent coating into the visible blue range. |

|
||||||||
APP N° 294
|
Thickness control of shiny aluminum cushions The thickness of different shiny aluminum cushions should be measured. These aluminum cushions are used for heat insulation. At this, the cushions will be transported on a conveyor belt with a very small fluctuation in height, thus the distance to the belt can be used as a reference. |

|
||||||||
APP N° 293
|
Color and contrast control of a tachometer sheet The color of a black tachometer sheet should be controlled; the color as well as the grey scale should remain in a certain tolerance range. |
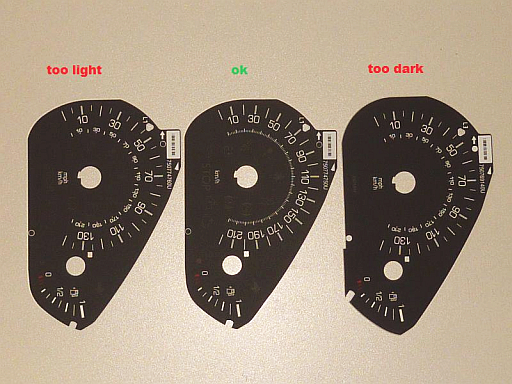
|
||||||||
APP N° 292
|
Presence control of a plastic grid The presence of a white plastic grid on a black background should be detected. |
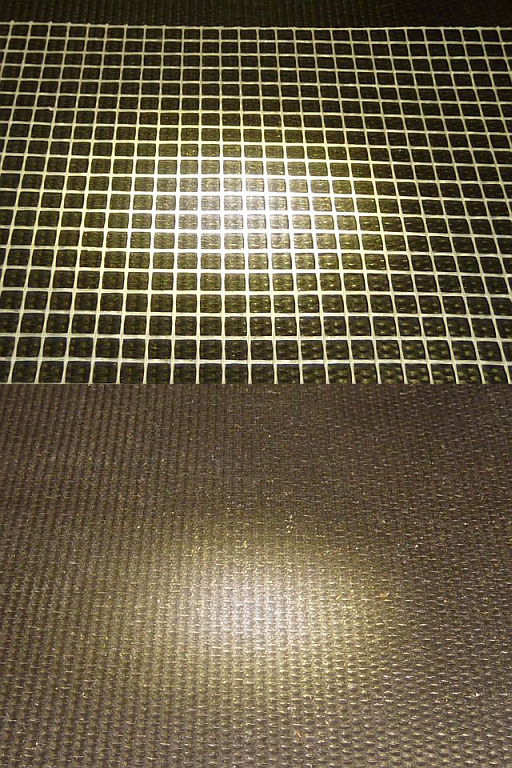
|
||||||||
APP N° 291
|
Lead frame gloss control The gloss of lead frames should be controlled. At this, the surface where the semiconductor chip should be placed can be blank or rough. |
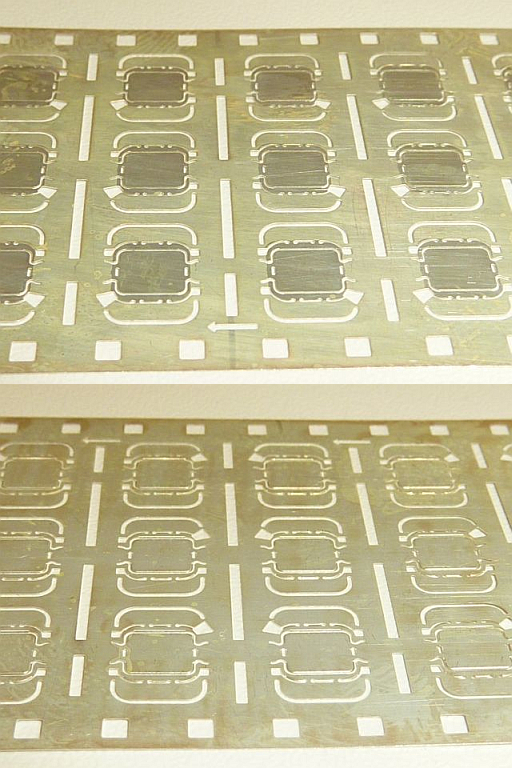
|
||||||||
APP N° 290
|
Color differentiation of bottom colored clear glass bottles Bottom colored clear glass bottles should be differentiated. At this, four different colored bottles can be possible: clear, yellow, red and violet. |

|
||||||||
APP N° 289
|
Evenness control of angle grinder discs The flatness of angle grinder discs should be controlled during the rotation. |

|
||||||||
APP N° 288
|
Presence control of an o-ring seal on aluminum casing The presence of an o-ring seal on aluminum housing should be controlled. |

|
||||||||
APP N° 287
|
Color mark detection on aluminum coated plastic film Color marks should be detected on aluminum coated plastic foil. An analog as well as a digital signal is required at the sensor output. |

|
||||||||
APP N° 286
|
Gloss control of a cable jacket The gloss of a black cable jacket should be controlled. |

|
||||||||
APP N° 285
|
Presence control of a fleece on a cable harness The presence of a fleece on a cable bundle should be controlled. At this, the color of the harness can differ from batch to batch, whereas the color of the fleece remains white. |
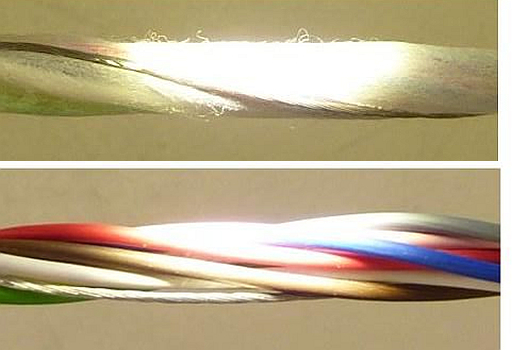
|
||||||||
APP N° 284
|
Position control of filament holders in bulbs The position of the filament holders in clear as well as red glass bulbs should be controlled. |
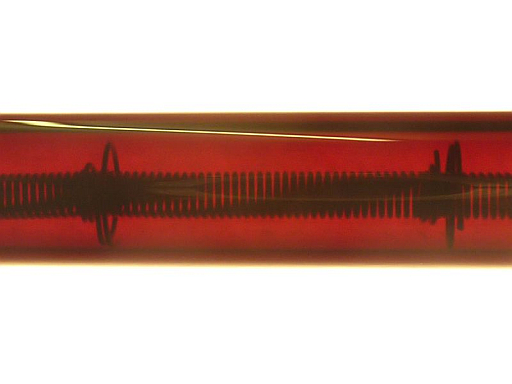
|
||||||||
APP N° 283
|
Position control of spring locks on metal parts The position of the snap fit of a metal part should be controlled. |
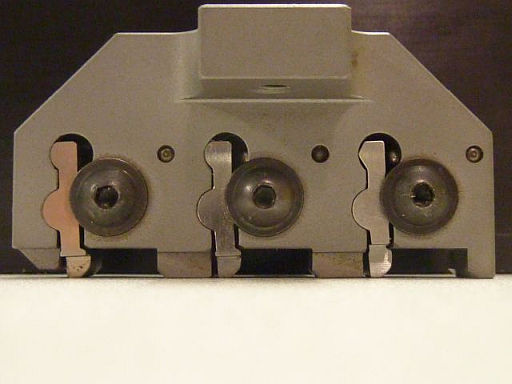
|
||||||||
APP N° 282
|
Counting of stacked metal blanks The correct number of stacked metal blanks should be controlled. |

|
||||||||
APP N° 281
|
Ejection control of stamping parts Due to stamping tool protection reasons the ejection of very small stamping parts should be controlled and the parts counted. The ejection speed of the parts is in the range of a few m/s. |

|
||||||||
APP N° 280
|
Detection of an edge on a plastic tube During the rotation of a plastic tube, an edge on the upper side of the tube should be detected. |

|
||||||||
APP N° 279
|
Color control of plastic screw caps V Different colored plastic screw caps (dark yellow, light yellow, light green and dark green) should be differentiated. |
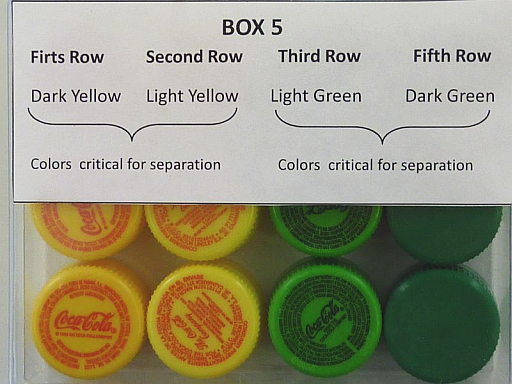
|
||||||||
APP N° 278
|
Color control of plastic screw caps IV Three different colored plastic screw caps (light blue, blue and dark blue) should be differentiated. |
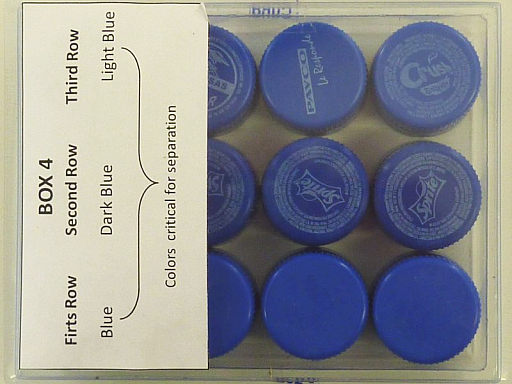
|
||||||||
APP N° 277
|
Color control of plastic screw caps III Three different colored plastic screw caps (black, light gold and dark gold) should be differentiated. |
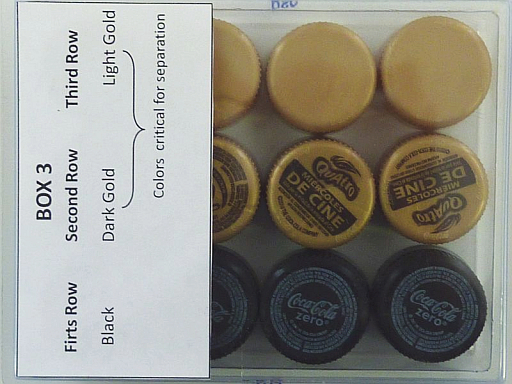
|
||||||||
APP N° 276
|
Color control of plastic screw caps II Three different colored plastic screw caps (white, light red and dark red) should be differentiated. |
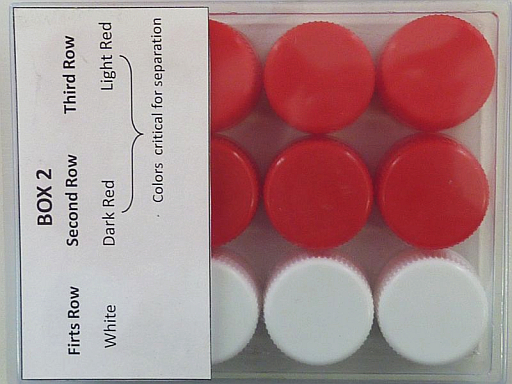
|
||||||||
APP N° 275
|
Color control of plastic screw caps I Three different colored plastic screw caps (light orange, dark orange and gray) should be differentiated. |

|
||||||||
APP N° 274
|
Detection of machining marks on bimetallic strips of slide bearings Chatter marks on slide bearing stripes should be detected immediately before the grinding process. |

|
||||||||
APP N° 273
|
Detection of color drifts of plastic preforms The drift of plastic preforms should be detected during the handling process. At this, the matrix with the preforms stops for a few hundred milliseconds, it is sufficient to check one of the preforms on each matrix. There will be preforms with different colors produced, thus the systems should be easy adapted to another color. |

|
||||||||
APP N° 272
|
Detection of an adhesive tape on plastic flooring An adhesive tape, which has the task to combine the two ends of the plastic flooring, should be detected. At this, the plastic flooring can be different in color; the tape, however, is either yellow or brown in color. |
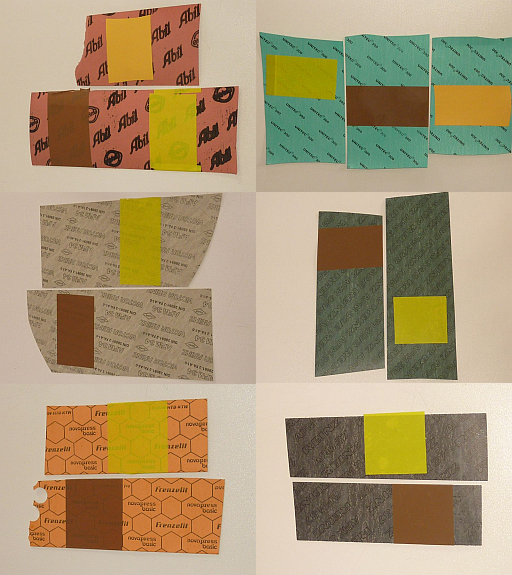
|
||||||||
APP N° 271
|
Detection of glue on a plastic film The presence of a glue layer on a plastic film should be detected. Almost the whole width of the plastic film should be controlled. The glue is slightly UV fluorescent, whereas the plastic film is UV neutral. |
|
||||||||
APP N° 270
|
Differentiation of front- and backside of a fleece The front side of a fleece should be differentiated from the back side. The back side (non structured side) is UV fluorescent, whereas the plastic structured film is nonfluorescent and damps the fluorescence. |

|
||||||||
APP N° 269
|
Color differentiation of two plastic parts Two different colored plastic components used in the interior field should be differentiated. |

|
||||||||
APP N° 268
|
High speed angle measurement with direction control The angle position of a very fast rotating shaft should be measured; furthermore the direction of the rotation should be controlled |
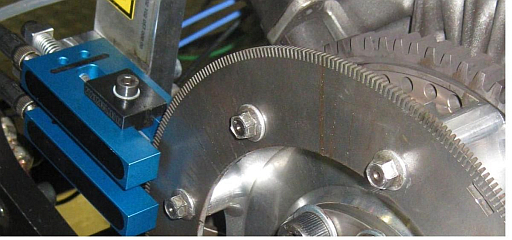
|
||||||||
APP N° 267
|
Color differentiation of plastic cans Red glossy plastic cans should be differentiated from black glossy plastic cans. At this, the distance from the sensor to the cans is changing a few mm. |

|
||||||||
APP N° 266
|
Detection of the section point on black nonmetallic strapping The section point on a shiny black nonmetallic strapping should be detected optically in the reflective way. |
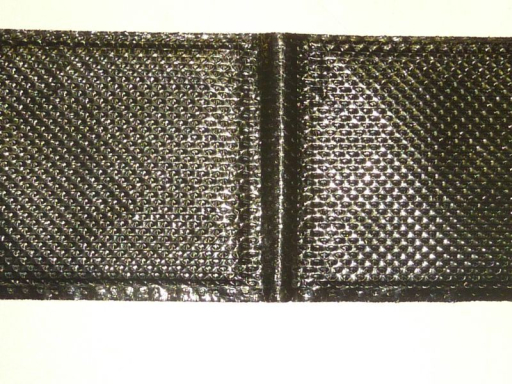
|
||||||||
APP N° 265
|
Detection of a red shiny plastic label The presence of a shiny red plastic label on a black plastic component should be detected. |

|
||||||||
APP N° 264
|
Detection of a red color mark on an aluminum rod The task is to detect a red color mark on an aluminum rod (the red color mark informs about defect metallurgic domains in the aluminum rod). At this, the red paint which is used for color marking can differ and furthermore it can happen that the color mark is partly scraped. In addition an aluminum surface can be contaminated with rust (comes from a steel band, which is used for fixing the rods in a former process), which drifts also into the red color. |

|
||||||||
APP N° 263
|
Color differentiation of a black and brown center console A black and dark brown plastic center console should be differentiated. It has to be into account, that the surface where the color should be controlled is very shiny. |

|
||||||||
APP N° 262
|
Color differentiation between a brown and a black cap in a console A brown plastic cap should be differentiated from a black plastic cap in a console. |

|
||||||||
APP N° 261
|
Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
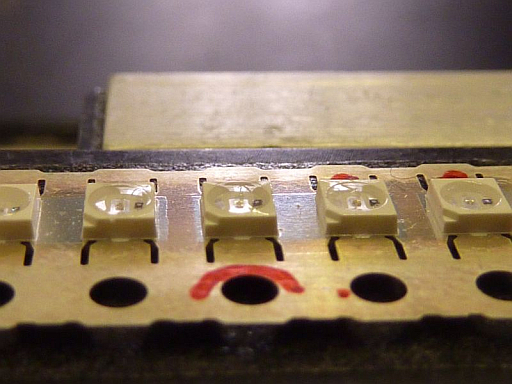
|
||||||||
APP N° 260
|
Underfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with a view to underfilling. |
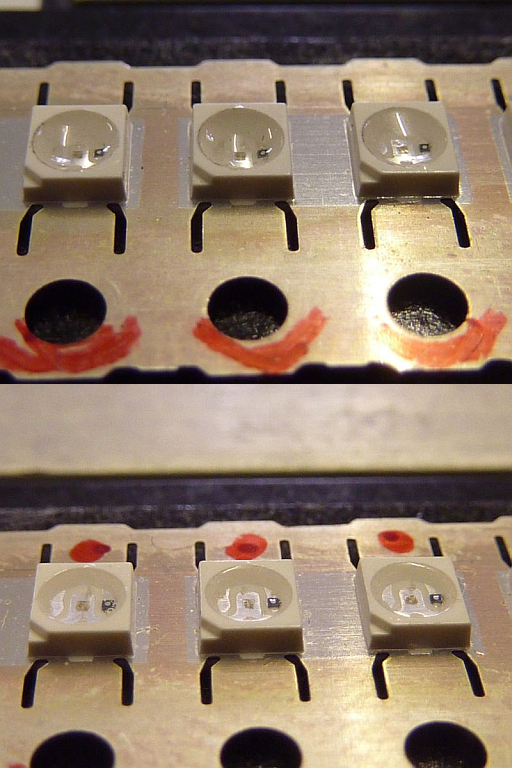
|
||||||||
APP N° 259
|
Color control of cookies During the production of cookies the color should be controlled. |
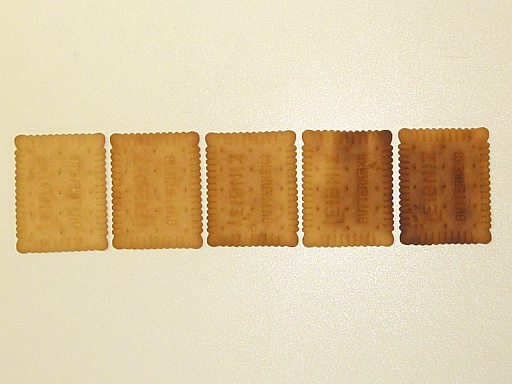
|
||||||||
APP N° 258
|
Liquid level control from liquid in semi transparent tube The liquid level should be controlled with an optical system. At this, there are different kinds of liquids possible: water, detergent and milky liquids. The tube is always the same: semi transparent. It should be taken into account, that neither foam nor liquid film should influence the detection of the liquid level. |
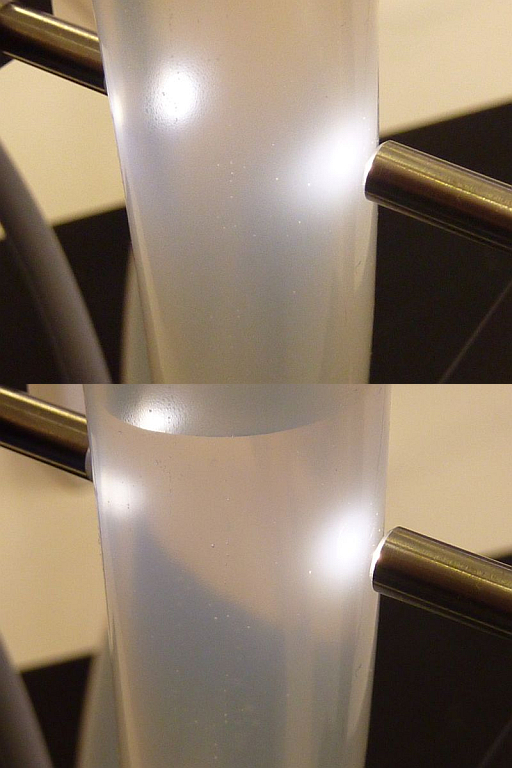
|
||||||||
APP N° 257
|
Detection of transparent coating on rubber seals The coating of rubber seals should be detected. At this, different types should be controlled with the same sensor, thus the spot size of the sensor must fit to the smallest rubber size and should of course deliver proper results from the bigger seals, too. |
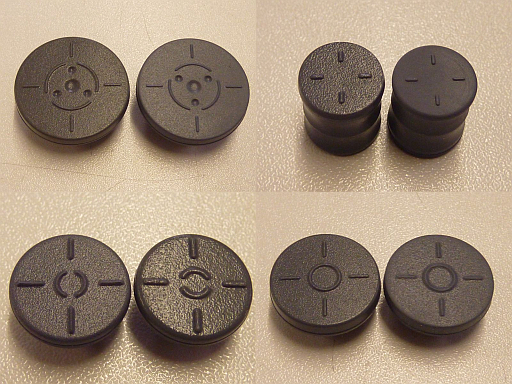
|
||||||||
APP N° 256
|
Counting of dishes for water cooling systems The number of dishes in a package should be counted during the movement of the package. |

|
||||||||
APP N° 255
|
Detection of the presence of an oil film on a turned metal part The presence of an oil film without gap should be controlled on a turned metal part. |

|
||||||||
APP N° 254
|
Detection of punch marks in aluminum surface Punch marks in aluminum surface should be detected. |
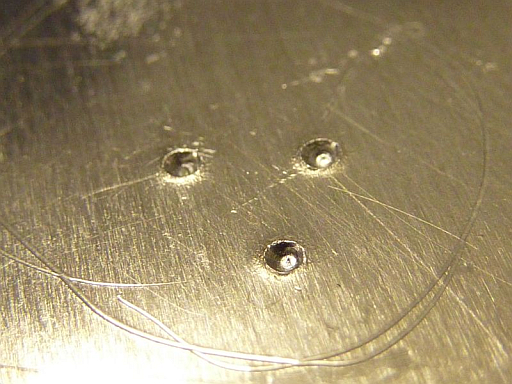
|
||||||||
APP N° 253
|
Detection of a stamped blue mark on aluminum housing A stamped blue mark should be detected on aluminum housing. At this, the degree of strength of the blue lacquer is changing dependent of the moisture content of the color. |

|
||||||||
APP N° 252
|
Cutoff point detection of white nonmetallic strapping The cutoff point of white nonmetallic strapping should be detected in a reflective way. |
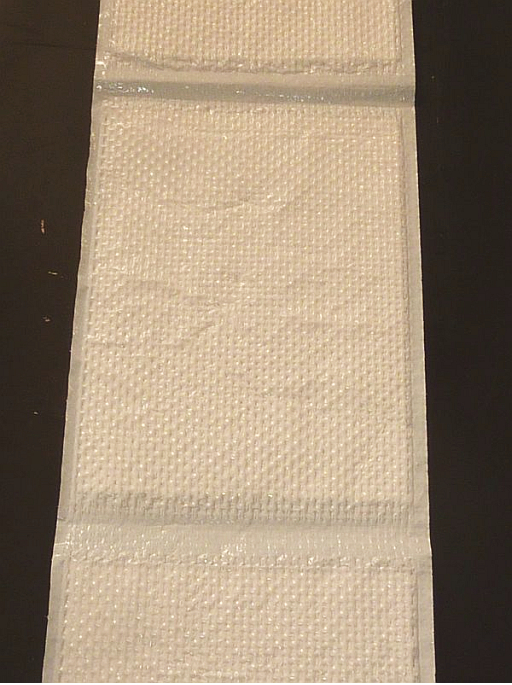
|
||||||||
APP N° 251
|
Color differentiation of plastic interior parts Gray, black and brown interior plastic parts should be differentiated. It should be taken into account, that there is just a bit space for the optical fiber head, but not for the whole color sensor. |

|
||||||||
APP N° 250
|
Presence control of a primer on black anodized aluminum The presence of a primer coating on black anodized aluminum should be controlled. |
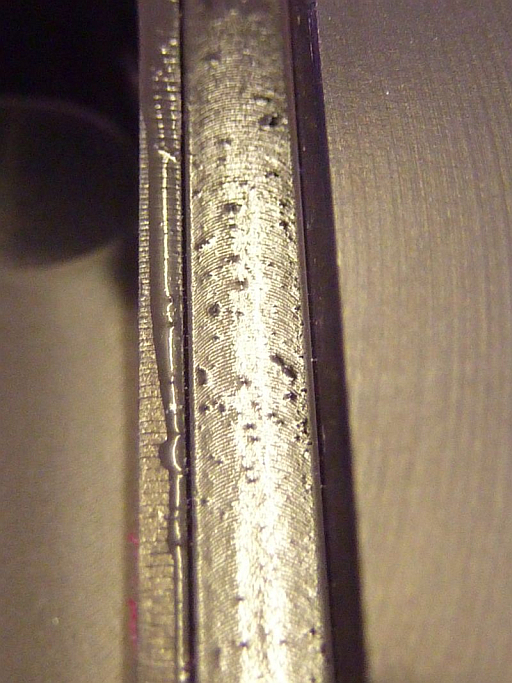
|
||||||||
APP N° 249
|
Sealing bead presence control The presence of a sealing bead on aluminum housing should be controlled. Gaps should be detected. |
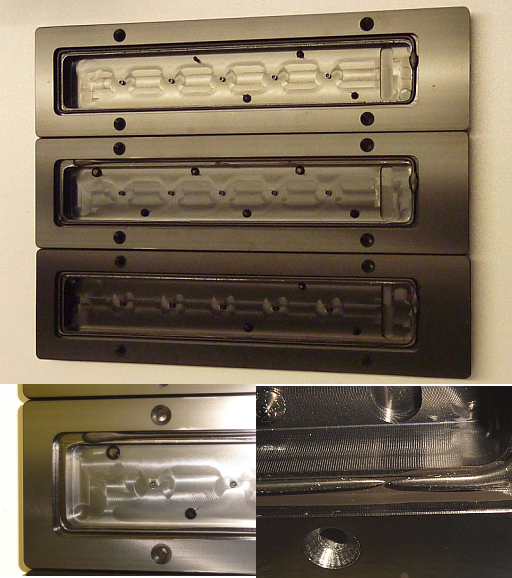
|
||||||||
APP N° 248
|
Attitude control of an asymmetric spiral spring The attitude of an asymmetric suppressed spring should be controlled. |
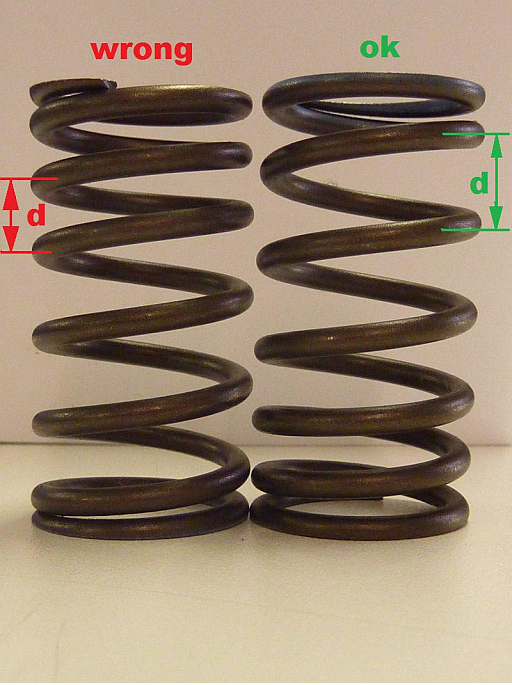
|
||||||||
APP N° 247
|
Presence control of carbon fibers on a sewing needle The presence of a carbon fiber bundle on a sewing needle should be controlled. It has to be taken into account, that there is only space for the sensor in the direction of the sewing needle. |
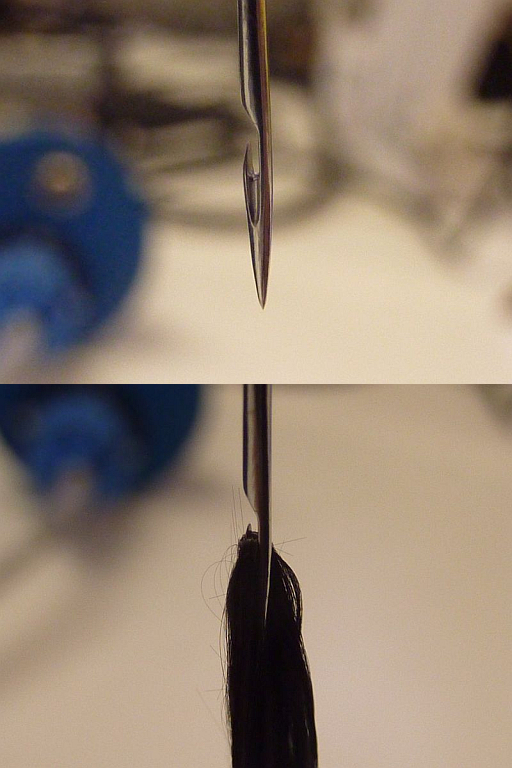
|
||||||||
APP N° 246
|
Gloss measurement of the primer surface on a vane The gloss factor of the primer surface of vanes from wind turbines should be measured contactless. At this, the gloss sensor is mounted on a robot and will be moved vertically to make sure, that the distance to the primer surface of the vane remains approximately at 15mm, simultaneously the vane will be moved horizontally so that the gloss factor can be measured along the long axis of the vane. Normally the gloss factor of the primer surface should be lower than 5 in order to guarantee that the following coating get a fix compounding to the primer surface. |

|
||||||||
APP N° 245
|
Color mark detection on an optical fiber Color marks should be detected on optical fibers. The rate of feed is around 10m/s. |
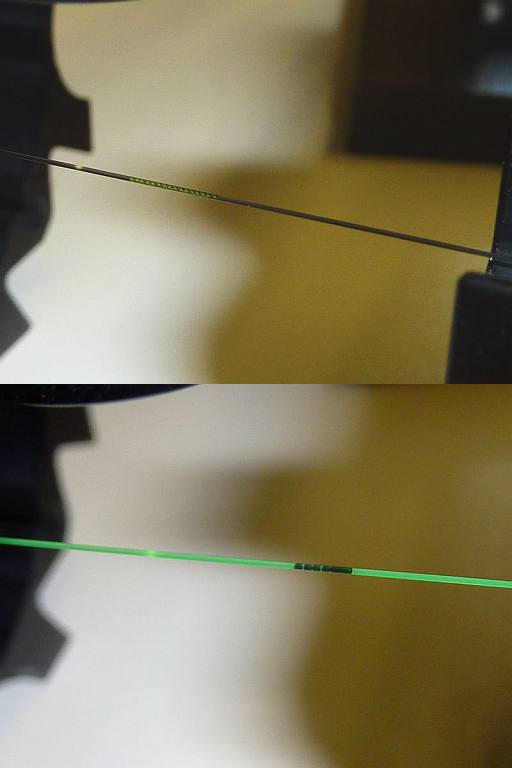
|
||||||||
APP N° 244
|
Color control of the coating of an optical fiber The coating of an optical fiber should be controlled. At this, cuttings and soiling should be detected, even at a product speed of up to 10m/s. |
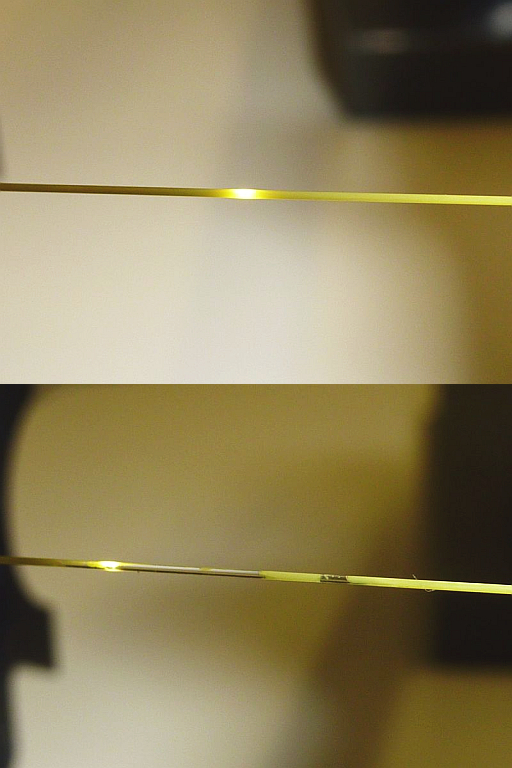
|
||||||||
APP N° 243
|
Position control of a fluorescent thread in a fabric The position of a fluorescent thread in a fabric should be controlled. UV light (365nm to 385nm) is necessary for excitation of the fluorescent material. The fluorescent material emits light in the visible range (green). |
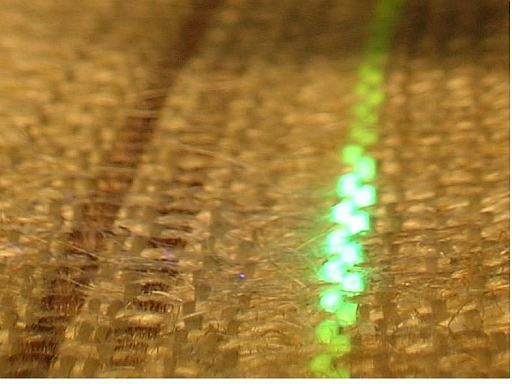
|
||||||||
APP N° 242
|
Presence control of an optical transparent plastic film The presence of a transparent plastic film should be controlled. At this, the distance of the sensor to the plastic film should be in minimum 1m and it should be noticed, that the plastic film can flutter a few millimeters. |
|
||||||||
APP N° 241
|
Color mark detection on plastic film labels A black color mark on a plastic film label should be recognized. At this, the color mark must be differentiated from transparent background as well as from the printed part. |

|
||||||||
APP N° 240
|
Concentric runout control of a wheel The concentricity of a high speed wheel should be controlled. |
|
||||||||
APP N° 239
|
Detection of a color mark on a transparent plastic film A color mark on a transparent plastic film should be detected. The sensor is used in the Ɛx – range, thus, an optical fiber unit is necessary. |
|
||||||||
APP N° 238
|
Detection of a line engraving on the bearing surface of a pulley An engraved line on the bearing surface of a black pulley should be detected. |

|
||||||||
APP N° 237
|
Color mark position control The position of printed color marks on aluminum foils and plastic films should be controlled. At this, the sensor system should deliver an analogue signal which is proportional to the position of the color mark. At this, the color of the background as well as of the color mark can change from batch to batch, which means, that a flexible “easy to handle” system is required. Beside the digital output (a signal change should happen if the light spot is covered by 50% of the color mark) there is an analog output desired, which informs about the actual position of the color mark: 5V means, that the light spot covers to 50% the color mark and 0V and 10V shows, that the light spot falls either only onto the background or onto the color mark. |
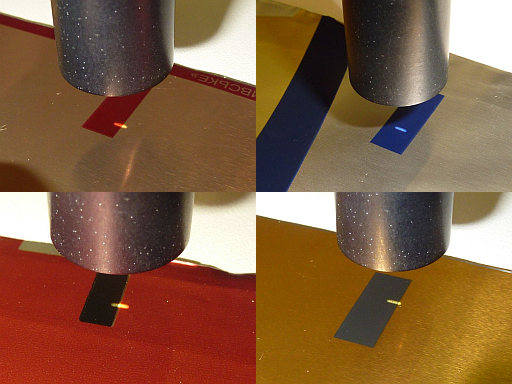
|
||||||||
APP N° 236
|
Detection of uninsulated cables in a twisted cable assembly Uninsulated cables should be detected in a twisted cable assembly. |
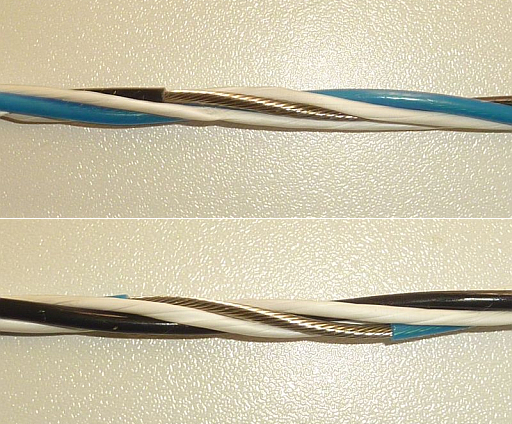
|
||||||||
APP N° 235
|
Color differentiation of spray lacquered plastic parts Two different colored plastic components should be distinguished. |
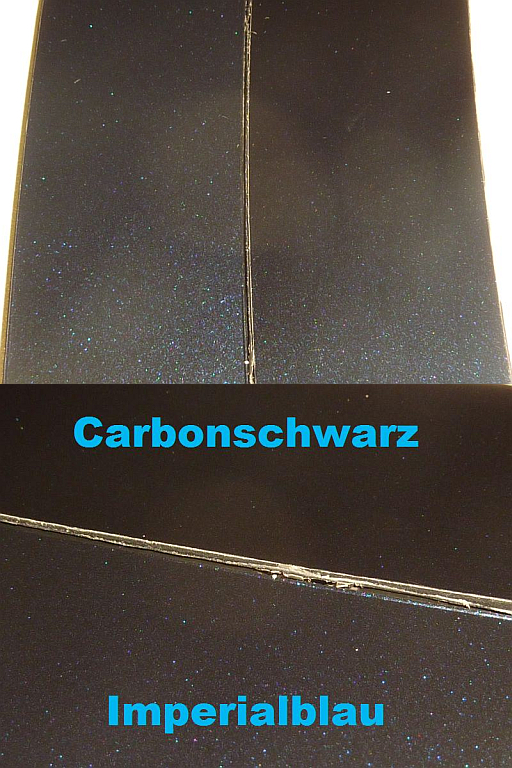
|
||||||||
APP N° 234
|
Edge detection of a fabric The lateral position of a wide-meshed fabric should be controlled in a range of 20mm. At this, the necessary accuracy should be ±2mm and the bandwidth of the analogue output signal has to be a few Hz. |
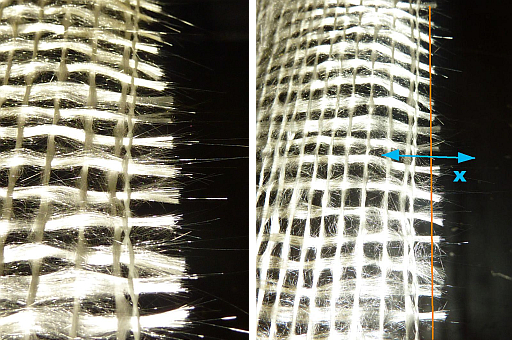
|
||||||||
APP N° 233
|
Fluorescent label detection on metal foil packages The presence of paper labels on the front- as well as on the backside of golden and silver colored metal foil boxes should be detected. At this, the basic material of the paper labels is fluorescent, thus a UV – color sensor should be used. |

|
||||||||
APP N° 232
|
Diameter measurement and position control of glass rods The diameter as well as the position of glass rods, the starting product of optical fibers, should be measured. Typical diameters of glass rods are in the range of 20mm to 90mm. |
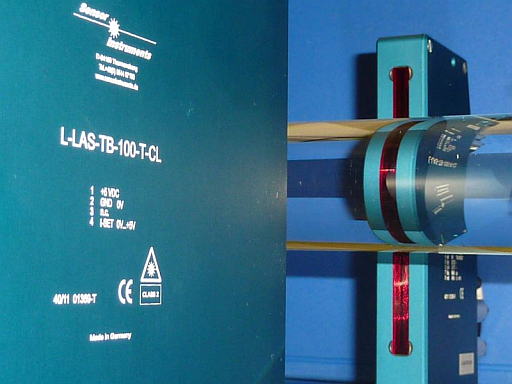
|
||||||||
APP N° 231
|
Schlieren detection on transparent colored plastic closures Schlieren on transparent colored plastic closures should be detected. |

|
||||||||
APP N° 230
|
Color control of transparent plastic closures The color of transparent plastic closures should be controlled. At this, different colored transparent closures (e.g. orange, violet, magenta) will be produced and the task is to hold the respective color in a certain range. |

|
||||||||
APP N° 229
|
Detection of color marks on slide bearing shells Red, green and yellow color marks as well as no color mark on slide bearing shells should be detected and distinguished. It should be taken into account that the color mark should be detected even if it is partially removed. |
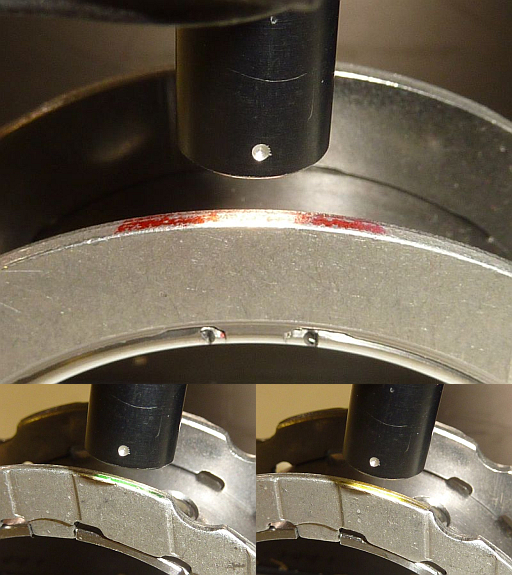
|
||||||||
APP N° 228
|
Eccentricity control of belt pulley The eccentricity of belt pulley should be controlled. The dimension x should be controlled over the whole circle. |

|
||||||||
APP N° 227
|
Diameter control of different wires during the production The diameter of different metal wires should be controlled during the production process. |
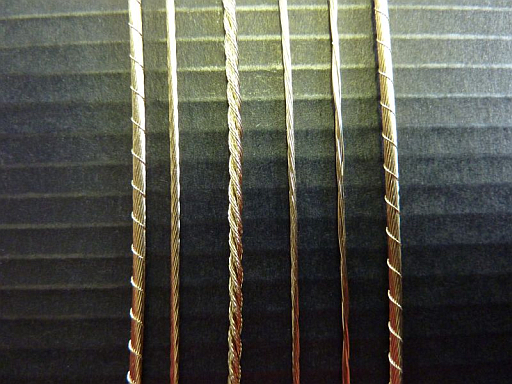
|
||||||||
APP N° 226
|
Color control of a holographic transparent film During the production of a holographic transparent film the color should be inline controlled. At this the color can only be detected under an angle of 30° to the vertical axis if the light falls perpendicular onto the holographic film. Furthermore the frontend should be directed perpendicular to the transport direction of the holographic film. |
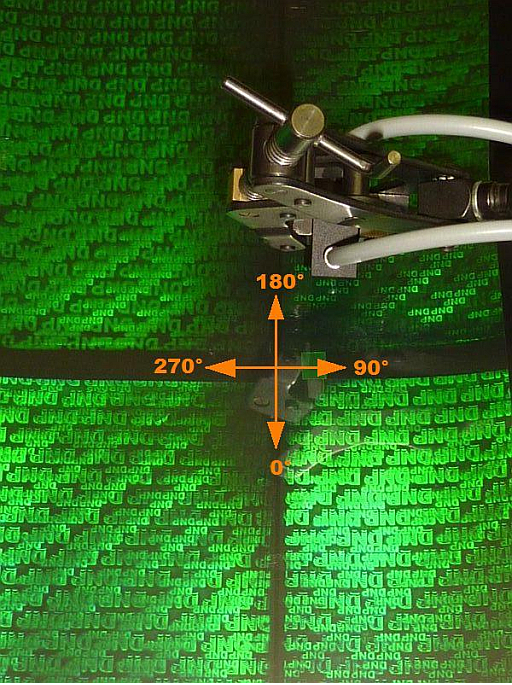
|
||||||||
APP N° 225
|
Color differentiation of three different plastic components in the interior field Three different colored plastic parts should be differentiated. |

|
||||||||
APP N° 224
|
Differentiation of plastic bottles with different wall thickness Plastic bottles with different wall thickness should be differentiated. |

|
||||||||
APP N° 223
|
Color quality control of plastic strainer The quality of green as well of red plastic strainer should be controlled. |
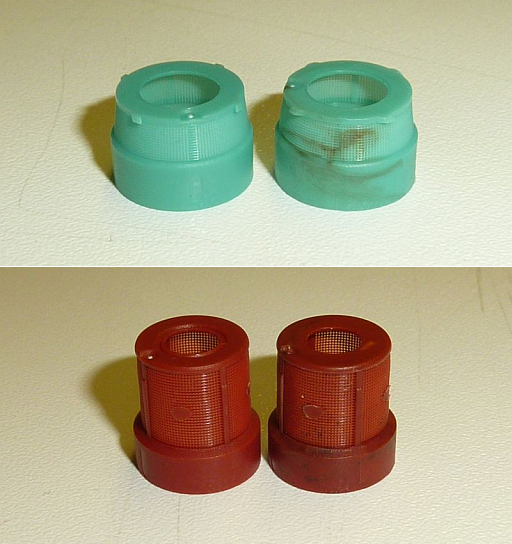
|
||||||||
APP N° 222
|
Sleeve presence control on an injection needle The presence of a sleeve on an injection needle should be controlled. |
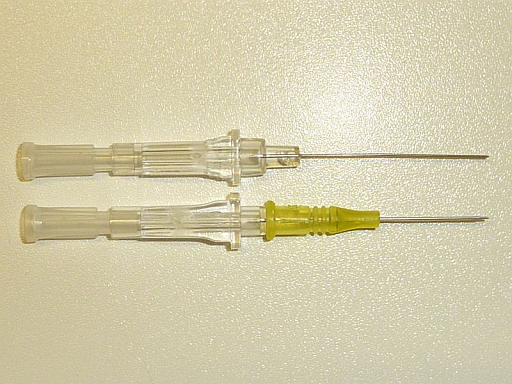
|
||||||||
APP N° 221
|
Presence control of grease in an electrical component The presence of grease on a metal part inside an electrical component should be checked. |
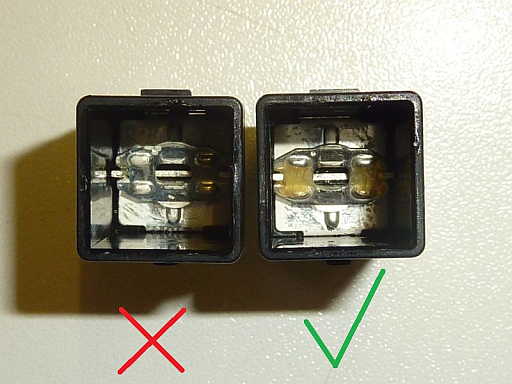
|
||||||||
APP N° 220
|
Lattice texture presence control on a fleece stripe The presence of a lattice texture on a fleece stripe should be controlled. |

|
||||||||
APP N° 219
|
Line detection on printed semi transparent plastic film A golden colored line should be detected on a semi transparent plastic film. |
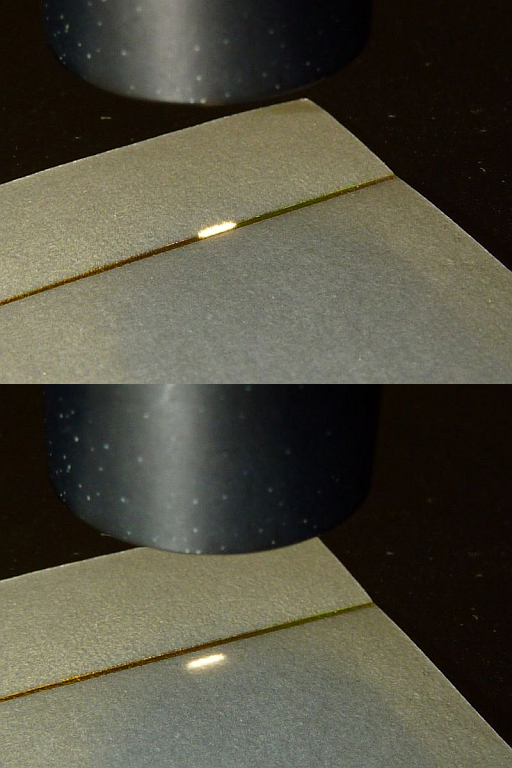
|
||||||||
APP N° 218
|
Surface control of frame joints The surface of several hinge-joints should be color-gloss controlled on different areas. |
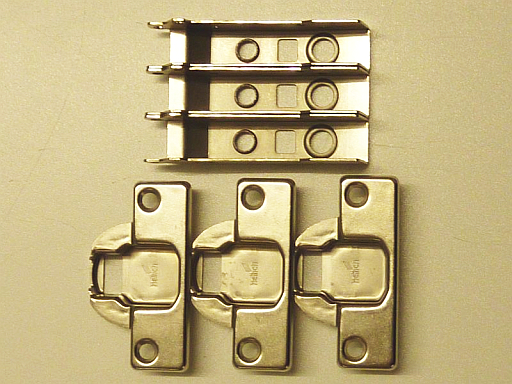
|
||||||||
APP N° 217
|
Differentiation of the polished surface from the grinded surface of a glass plate During the handling of glass plates the position of the polished surface must be controlled. |
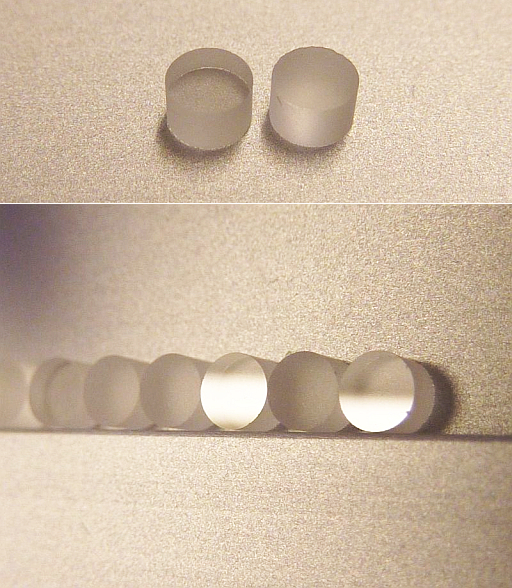
|
||||||||
APP N° 216
|
Presence control of a paper sheet on an aluminum plate The presence of a paper sheet on different colored aluminum plates should be controlled. |
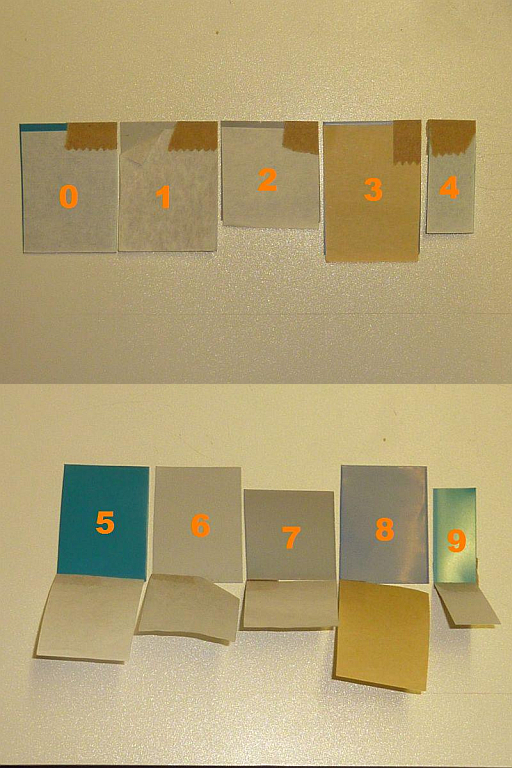
|
||||||||
APP N° 215
|
Noncontact thickness measurement of metal sheets The thickness of metal sheets should be measured, but contactless. |
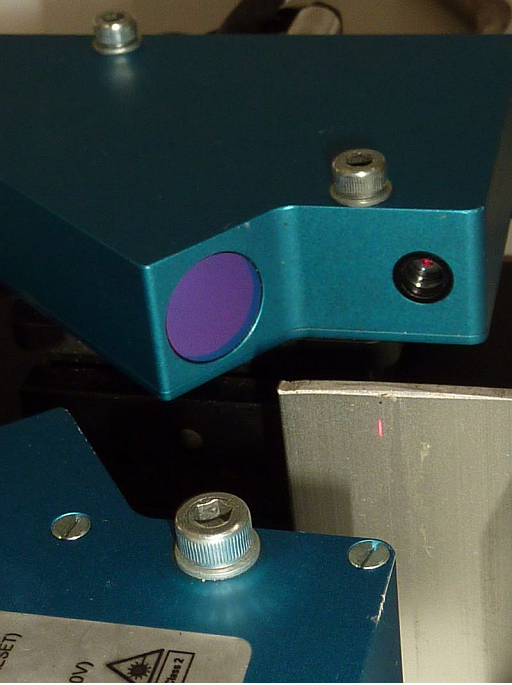
|
||||||||
APP N° 214
|
Detection of the presence of final UV fluorescent coating of laminate The presence of the upper layer of a laminate should be controlled. At this, the layer is UV fluorescent. |

|
||||||||
APP N° 213
|
Detection of the presence of foam on a liquid The presence of the foam on a liquid should be detected. Furthermore the liquid level (+ foam, if present) should be measured simultaneously. |

|
||||||||
APP N° 212
|
Detection of fluorescent labels on printed cigarette box paper An adhesion surface area of printed cigarette box paper is marked with a fluorescent label. The task is to detect this fluorescent label. |
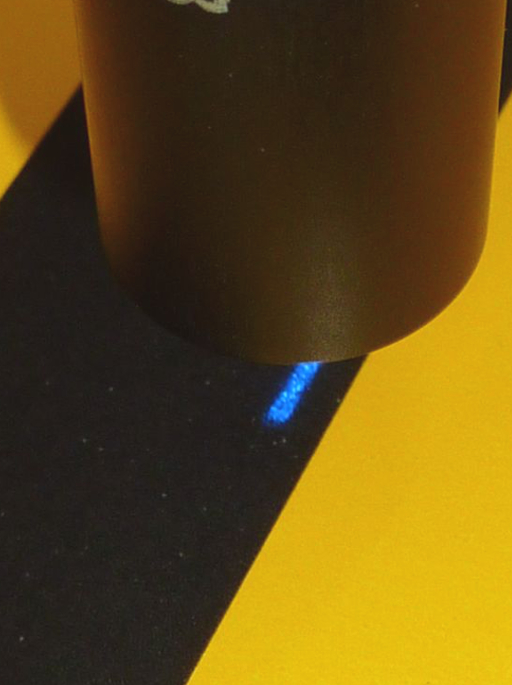
|
||||||||
APP N° 211
|
Presence control of wax coating on steel wire ropes The presence of wax coating on steel wire ropes should be controlled. The wax is supplied with fluorescent additives. |
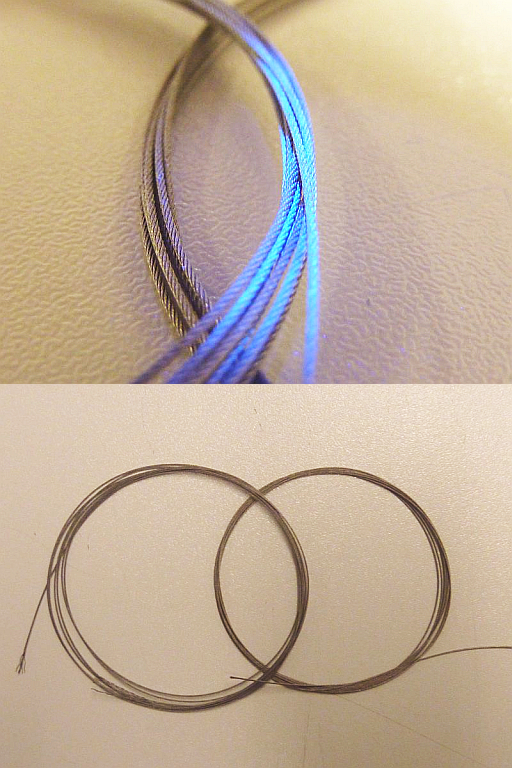
|
||||||||
APP N° 210
|
Double sheet control of stamping parts in the automotive industry During the handling process of stamped metal parts it happens, that instead of one part two or more parts will be sucked up from a robot. |
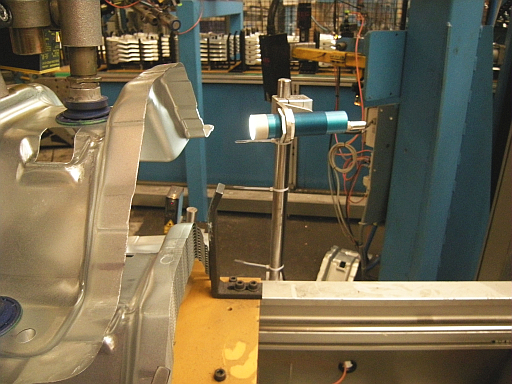
|
||||||||
APP N° 209
|
Gloss control of cutting rings The gloss of cutting rings should be controlled. Two components, different in gloss, should be distinguished. |

|
||||||||
APP N° 208
|
Detection of a photosensitive stripe on a metal plate A photosensitive stripe should be detected on a metal sheet. At this, lightning sources which are working in the visible range cannot be used. |
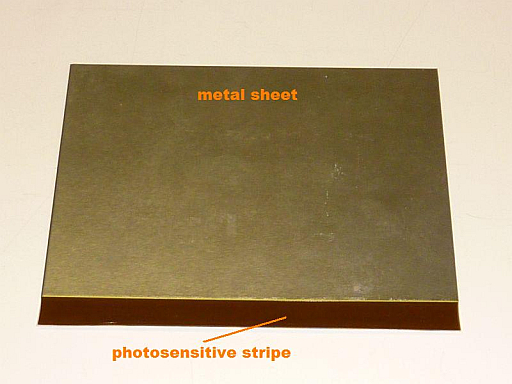
|
||||||||
APP N° 207
|
Detection of a gap between successive hygiene articles during the transportation in a conveyor belt Panty liners will be transported between two belts. The beginning as well as the end of a panty liner should be detected. Furthermore, a gap between two successive panty liners should be detected. The only practicable possibility is to look through the two conveyor belts. |
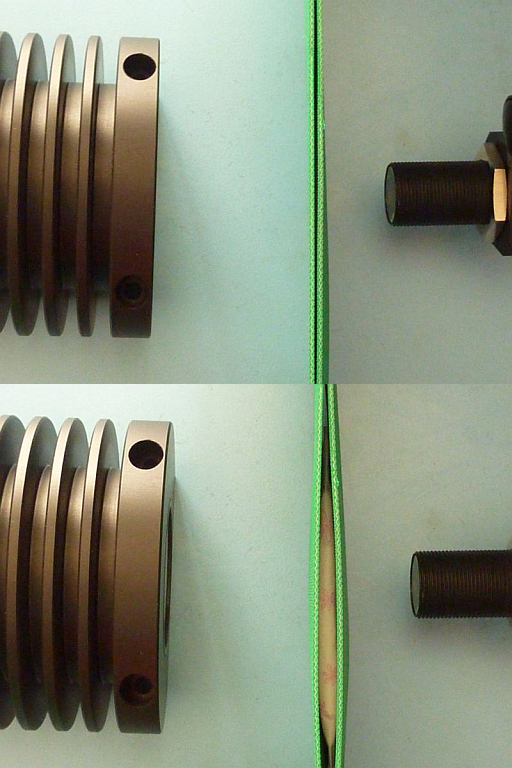
|
||||||||
APP N° 206
|
Color differentiation of brown plastic door seals Two different brown colored plastic seals should be differentiated. |

|
||||||||
APP N° 205
|
Color differentiation of plastic stripes Different colored plastic stripes should be differentiated. |
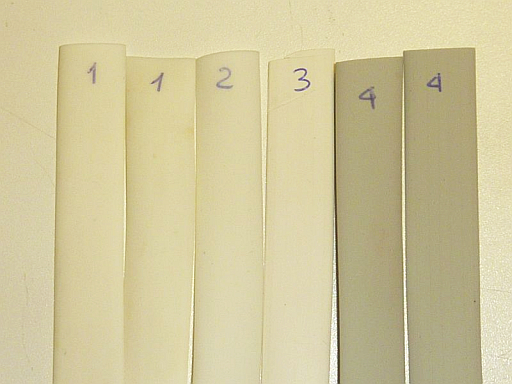
|
||||||||
APP N° 204
|
Detection of the alignment of a screw The alignment of screws in a mechanical guide should be controlled. |
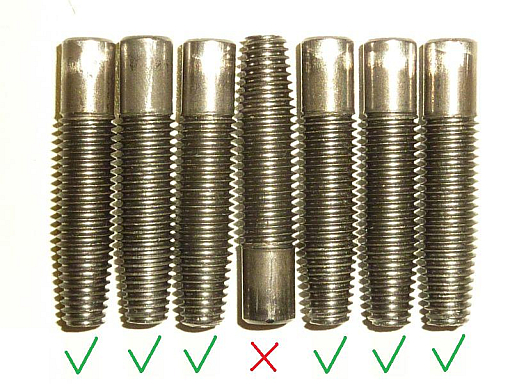
|
||||||||
APP N° 203
|
Presence control of the sleeve on an injection needle The presence of a sleeve should be controlled. |
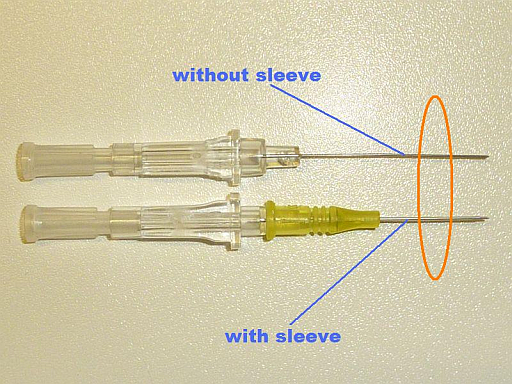
|
||||||||
APP N° 202
|
Detection of a printed reference mark on an aluminum foil A lasered reference mark on an aluminum foil should be detected. At this, the maximum rate of feed of the aluminum foil is approximately 60m/min. |

|
||||||||
APP N° 201
|
Color control of plastic closures The color of plastic closures should be controlled. The main task is not to distinguish between different colors but to check, whether the same closure is in a certain color tolerance. |

|
||||||||
APP N° 200
|
Color control of PET preforms Different colored PET preforms which are used in the bottle industry should be differentiated. |

|
||||||||
APP N° 199
|
Detection of a lasered reference mark on an aluminum foil and differentiation from a lasered stripe A lasered reference mark on a shiny aluminum foil should be detected. A proper detection of the reference mark should be guaranteed, which means, that the lasered stripe must not be detected as a reference mark. |
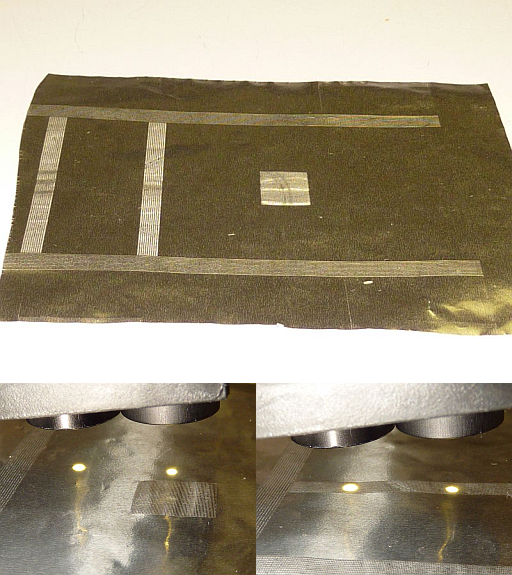
|
||||||||
APP N° 198
|
Color control of blood in a laboratory glass Blood in a laboratory glass with different liquid level should be color controlled. |

|
||||||||
APP N° 197
|
Inline color control of abrasive material Abrasive band material should be inline color controlled. |

|
||||||||
APP N° 196
|
Optical control of electrical contacts on a partly plastic covered stamping part In the error case the electrical contacts of a stamping part can be slightly covered with a thin plastic film. This should be detected with an optical system. |
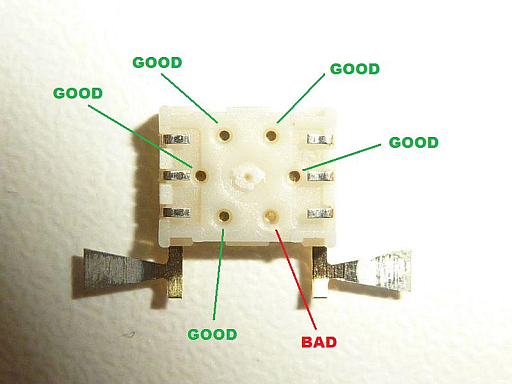
|
||||||||
APP N° 195
|
Color differentiation of fluorescent oil Different oil types which are used for engines should be differentiated. At this, the natural effect of UV fluorescence of mineral oil is used. Furthermore fluorescent liquid will be added to some of the mineral oils, which allows a differentiation of the adequate types. |
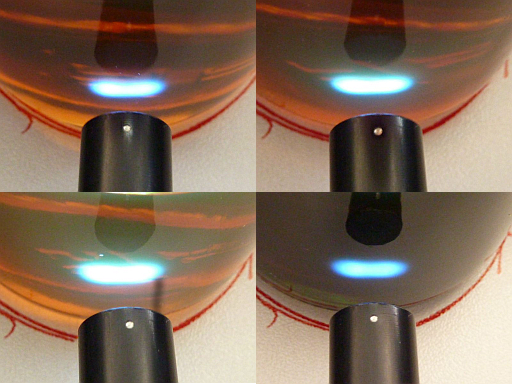
|
||||||||
APP N° 194
|
Detection of an edge in an aluminum wheel rim The edge in an aluminum wheel rim should be detected. The speed of the wheel rim is around 50 rpm. |

|
||||||||
APP N° 193
|
Detection of a fluorescent mark on a metal sheet matrix A fluorescent mark on the top side of a metal sheet matrix should be detected. |
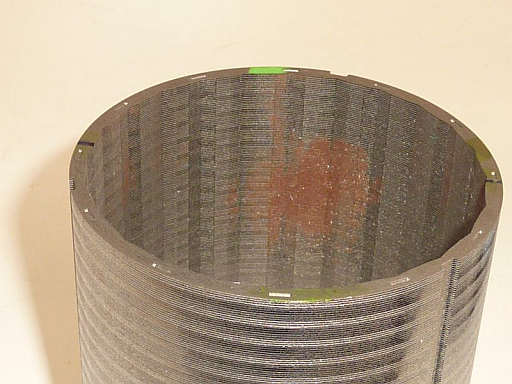
|
||||||||
APP N° 192
|
Control of the presence of a fluorescent film on a rubber lip A rubber lip for car doors is coated with a thin fluorescent film. The presence of this film should be checked during the production. |

|
||||||||
APP N° 191
|
Color differentiation of ultrasonic sensors Ultrasonic sensors for the automotive industry should be color differentiated. At this, the shiny surface of the ultrasonic sensors causes normally a high direct reflection. |

|
||||||||
APP N° 190
|
Detection of a gap in a fabric In a fabric a gap should be detected. At this different colored fabric (from dark to bright) are possible. |

|
||||||||
APP N° 189
|
Inline color control of a golden coated wire A golden coated wire should be controlled during the production process. Furthermore, local defects like grooves should be detected. At this, the production speed of the wire is approximately 10 m/s. |

|
||||||||
APP N° 188
|
Inline color control of insulated cables During the production the color of a plastic insulation should be controlled (e.g. brown and red insulated cables). At this the gloss of the plastic surface can be changing due to temperature and humidity changes. Therefore a sensor should be used which is independent of the gloss of the surface. |

|
||||||||
APP N° 187
|
Detection of the position of optical transparent plastic label on optical transparent plastic film The position of a transparent label on a transparent film should be detected. At this the speed of the film is in the range of a few m/s. |
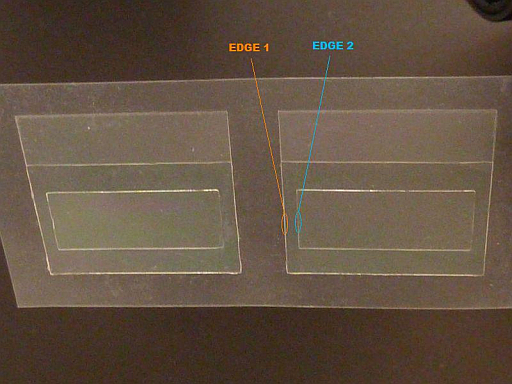
|
||||||||
APP N° 186
|
Welding line detection on a metal stripe A welding line on a metal stripe should be detected. At this, the welding line looks different, even a grinded welding line is possible. |
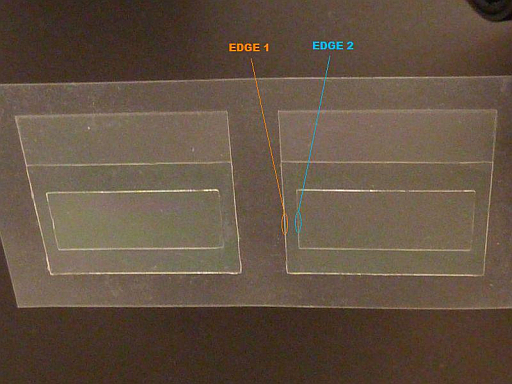
|
||||||||
APP N° 185
|
Gloss measurement of the glass surface of a photo voltaic panel The gloss factor of the glass cover of a photo voltaic panel should be measured during the production. |
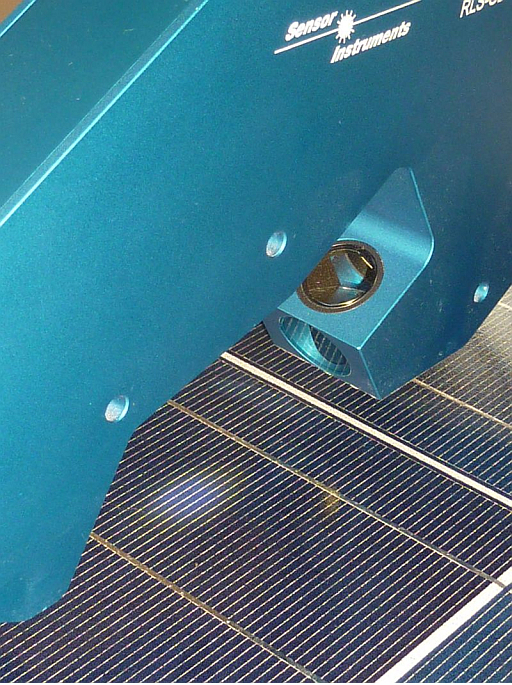
|
||||||||
APP N° 184
|
Double layer control of fleece material It should be differentiated between one and two layers of a fleece material. |
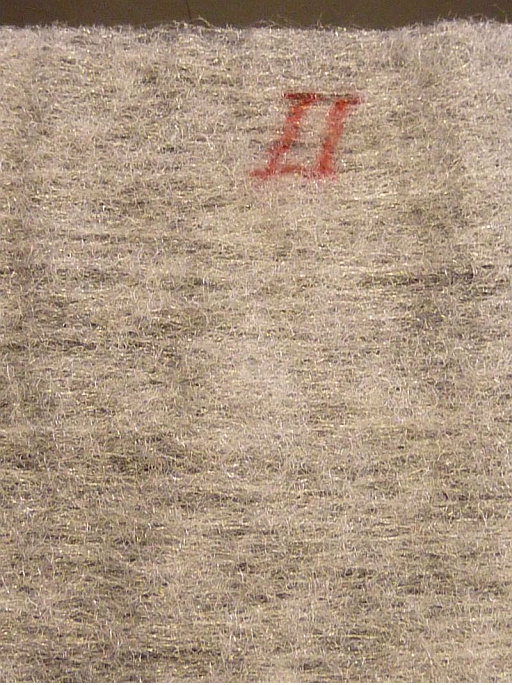
|
||||||||
APP N° 183
|
Differentiation of front side and back side from a sound damping carpet The front side should be distinguished from the back side of a sound damping carpet. |
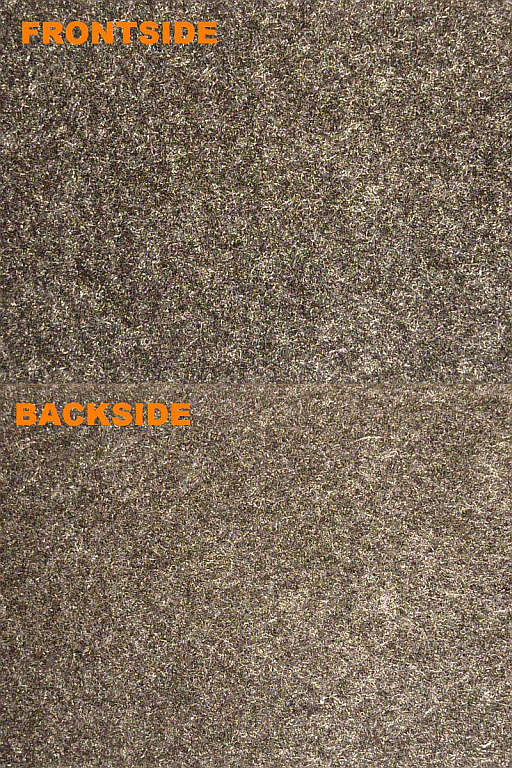
|
||||||||
APP N° 182
|
Detection of a colored line on a MDF plate A red colored line should be detected on the surface of a MDF plate. At this, the color of the stripe differs in intensity and slightly in color. Furthermore the structure of the MDF surface can also changing from coarse to fine. |

|
||||||||
APP N° 181
|
Color control of brass coated steel wires The quality of brass coated steel wires should be controlled. At this, the color of the wire delivers information about the thickness of the coating. |

|
||||||||
APP N° 180
|
Detection of a perforation line in a plastic film A perforation line should be detected in a plastic film. At this, the speed of the plastic film is a few m/s and the diameter of the holes in the plastic film is approximately 0.3mm. |

|
||||||||
APP N° 179
|
Detection of the seam of leather and leather imitation components The seam of leather and leather imitation components should be detected. |
|
||||||||
APP N° 178
|
Edge detection of a plastic label on a plastic film The edge of a plastic label should be detected on a plastic film. |
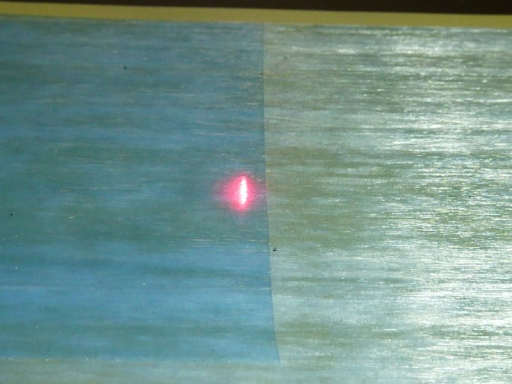
|
||||||||
APP N° 177
|
Detection of a joint on a wheel rim A joint on an aluminum wheel rim should be detected. At this, the wheel is rotating with a speed of 50 rpm. |
|
||||||||
APP N° 176
|
Color differentiation of plastic bottles During the recycling process different colored PET-bottles should be separated. Even light blue colored plastic bottles must be differentiated from clear transparent PET-bottles. At this the speed of the bottles is a few m/s. There can be condense water accumulated in the bottles, which causes water drops inside the bottles. Furthermore the bottles come with a label. |

|
||||||||
APP N° 175
|
Color differentiation of two different structured plastic moldings Two different structured plastic components should be distinguished. At this, the background color is exactly the same. |

|
||||||||
APP N° 174
|
Differentiation of leather imitations of interior automotive components Different colored interior components should be distinguished. |

|
||||||||
APP N° 173
|
Leak detection of welding lines on dish washers Leaks should be detected on welding lines of dish washers. At this, a robot equipped with a spray nozzle sprays a fluorescent liquid into the inner chamber of a dish washer. If leaks are present in the welding line, the fluorescent liquid flows through these leaks and can be detected with a fluorescent color detector. |

|
||||||||
APP N° 172
|
Precise counting of folds of aluminum tubes The folds of aluminum tubes should be counted during a fast movement (a few m/s) of the tubes. |
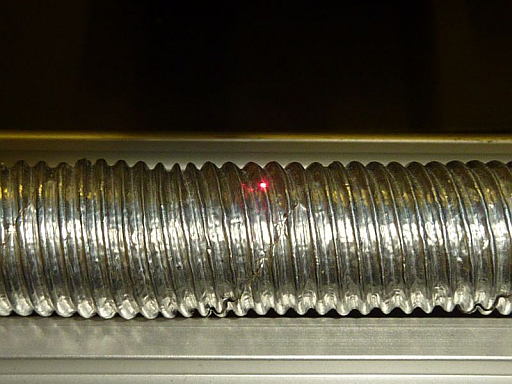
|
||||||||
APP N° 171
|
Color differentiation of fabrics in the interior field of the automotive industry Different fabrics should be distinguished by color control. |

|
||||||||
APP N° 170
|
Diameter control of a metal wire with and without insulation The diameter of a wire without insulation (Ø 50µm) should be differentiated from a wire with insulation (Ø 110µm). |
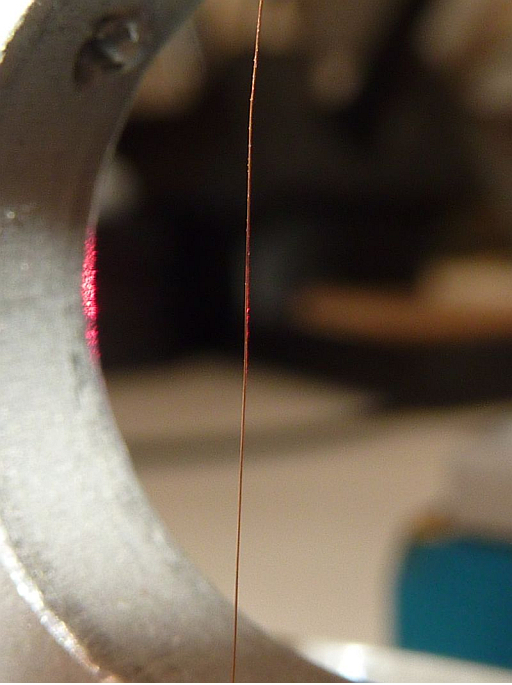
|
||||||||
APP N° 169
|
Color control of silver colored metal wires The color as well as the gray scale of a silver colored wire can differ in a coil. To avoid these inhomogenities the wire should be color controlled. |
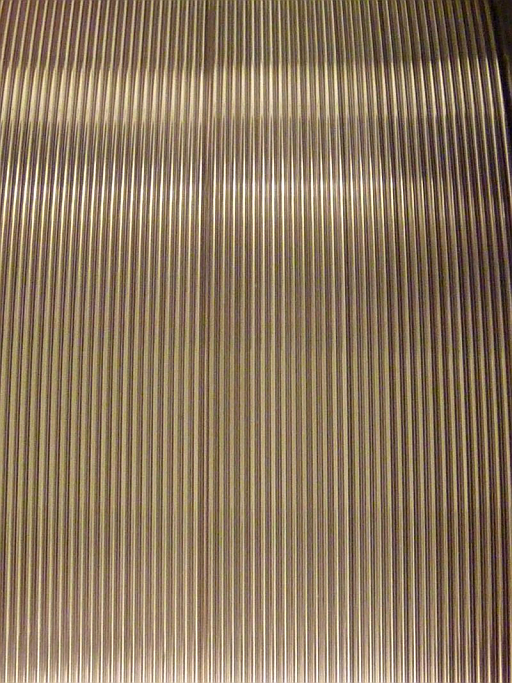
|
||||||||
APP N° 168
|
Color differentiation of garnish moldings Different colored garnish moldings should be distinguished. It has to be taken into account, that the components are very shiny. |
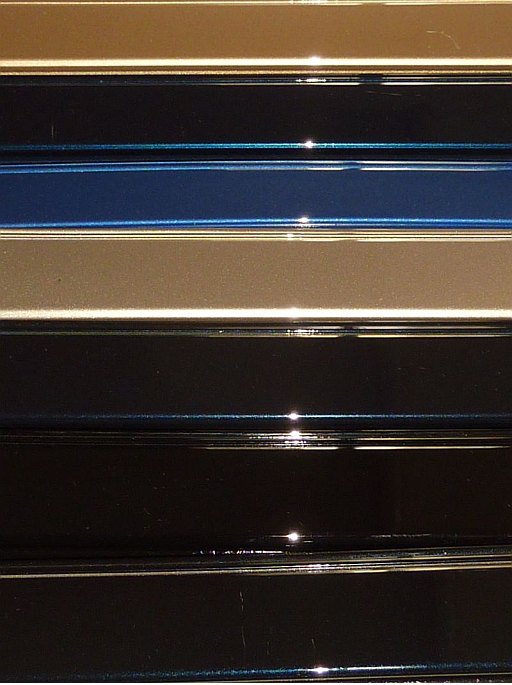
|
||||||||
APP N° 167
|
Detection of spray marks on the metal surface of water cooler Defective or damaged water coolers will be marked during the assembling process with a blue spray mark. Intensity and size of the color mark, however, differs extremely. |
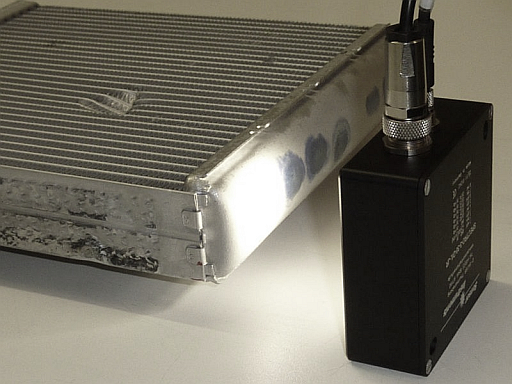
|
||||||||
APP N° 166
|
Color and contrast control during the printing process of safety paper During the printing of safety paper the color as well as the contrast should be controlled on two fields on the reference color stripe. |

|
||||||||
APP N° 165
|
Quality inspection of shower hoses The surface of shower hoses should be controlled. Failures like slight gray tint, gray tint (bloom), yellow tint surfaces (yellowness) but also a metallic overlap and a red ribbon should be detected. |
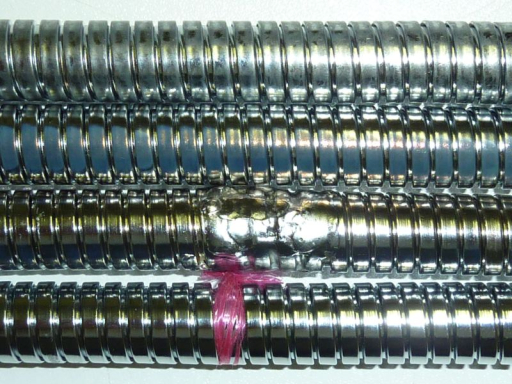
|
||||||||
APP N° 164
|
Measurement of the height of a welding line and a polished welding line on a metal sheet The height of a welding line should be controlled; at this, the presence of the welding line has to be checked before the grinding process and the height of the polished welding line has to be measured after the grinding process. |

|
||||||||
APP N° 163
|
Presence control of a UV fluorescent yellow coating on a rubber seal A rubber seal is normally coated with a fluorescent layer. This layer is fluorescent in blue if UV light is used. Additionally to this blue fluorescent coating a yellow fluorescent coating is used for marking defect areas on the rubber seal. The task is now to detect the UV fluorescent yellow coating on a rubber seal, which is primary UV blue coated. |

|
||||||||
APP N° 162
|
Presence control of a label on a nursing pad The presence of a label on a nursing pad should be controlled. |

|
||||||||
APP N° 161
|
Width control of polyurethane profiles The width of different colored polyurethane profiles should be measured during the production. |
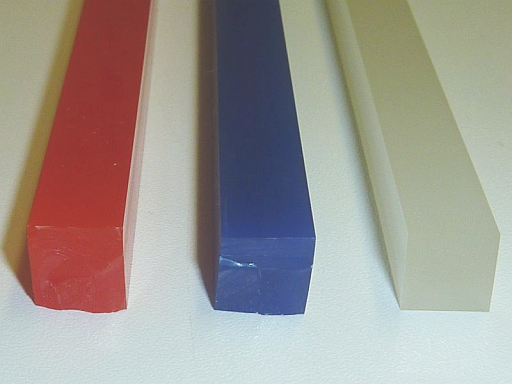
|
||||||||
APP N° 160
|
Height control of polyurethane profiles The height of different colored polyurethane profiles should be controlled. It has to be aware that the polyurethane material is slightly milky which means, that light which is directed onto the profile will partly enter the surface. |
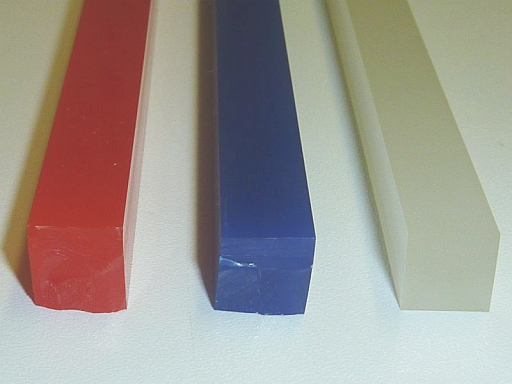
|
||||||||
APP N° 159
|
Color control of plastic buttons in the automotive interior field Plastic buttons should be color controlled. It has to be taken into account, that the angle alignment of the plastic buttons is arbitrary during the control process. |

|
||||||||
APP N° 158
|
Edge position control of a transparent plastic film The position of the edge of a transparent plastic film should be controlled. |

|
||||||||
APP N° 157
|
Differentiation of a matt and a glossy chromate knob A matt chromate knob should be differentiated from a glossy chromate knob. |
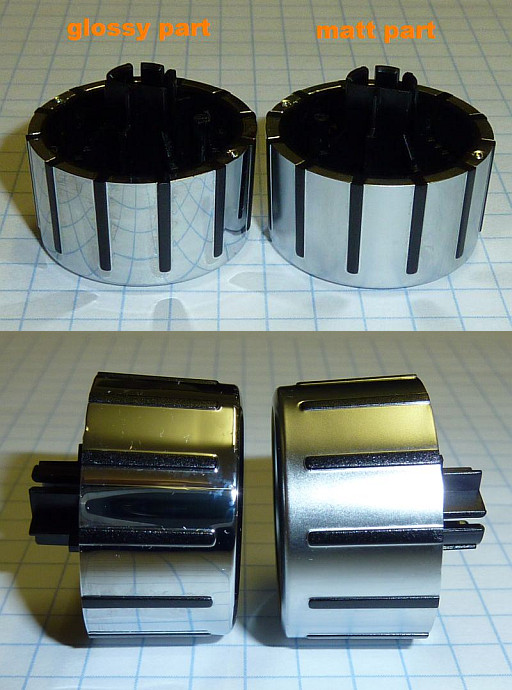
|
||||||||
APP N° 156
|
Color differentiation between black and dark brown plastic interior components Two plastic interior parts should be color differentiated. Due to assembly reasons, the backside as well as the front side of the two components should be controlled, respectively. |
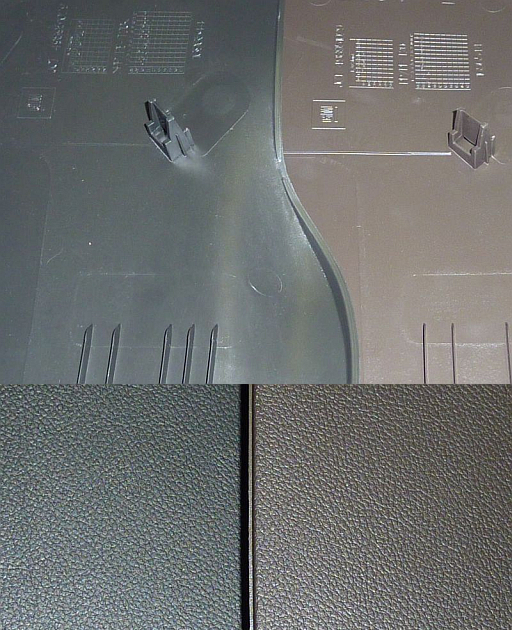
|
||||||||
APP N° 155
|
Detection of a proper color mark on a metal disk The presence of a proper color mark on a metal disk should be detected. The parts with a missing color mark as well as the parts with a color marks which are partly erased should be sorted out. |

|
||||||||
APP N° 154
|
Detection of the distance holders of a filament in a bulb The position of the distance holders of a filament should be controlled. There is only a chance to use a reflective system due to space reasons. The bulb together with the filament and the holders can be moved position controlled. |
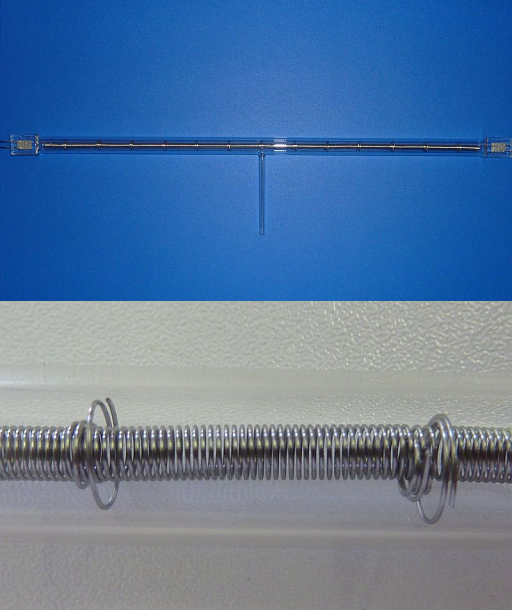
|
||||||||
APP N° 153
|
Differentiation between a shaft with and without a tooth system Two different metal shafts should be differentiated. The one has a flat cylindrical surface whereas the other type comes with a cogwheel. |

|
||||||||
APP N° 152
|
Detection of fluorescent cured glue on a shaft On a shaft fluorescent glue is used to seal the intersection between the shaft and a roll. |
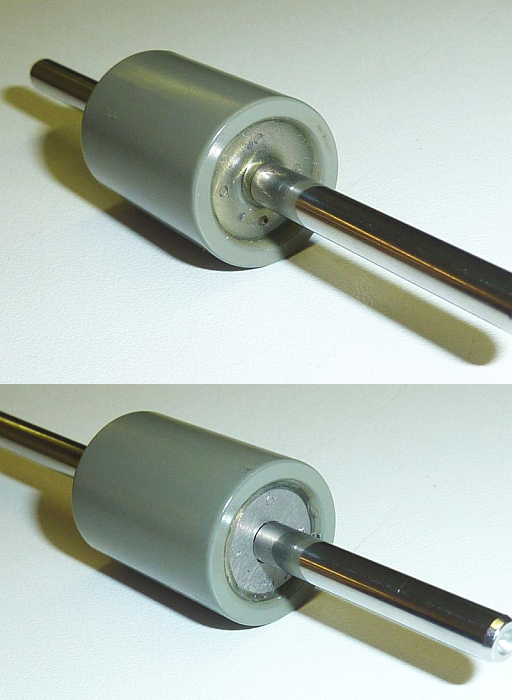
|
||||||||
APP N° 151
|
Differentiation of leather imitations Two black leather imitations should be differentiated and the gloss factor should be documented with a gloss measurement device. |

|
||||||||
APP N° 150
|
Waste water detection and classification Waste water should be detected, controlled and classified. For this purpose sight glasses can be used for the measurement or even dipping the optical front end unit into the waste water is also possible. |

|
||||||||
APP N° 149
|
Differentiation between water moistened and dry floor tiles After the moisturization the floor tiles should be checked, whether the amount of moisture is in the right range or out of range (too much or too little moisture content). The tiles looks brighter if the degree of moisture is too small and the tiles looks darker as normal if too much water is on the tiles. In the normal case the tiles looks gray in color. |
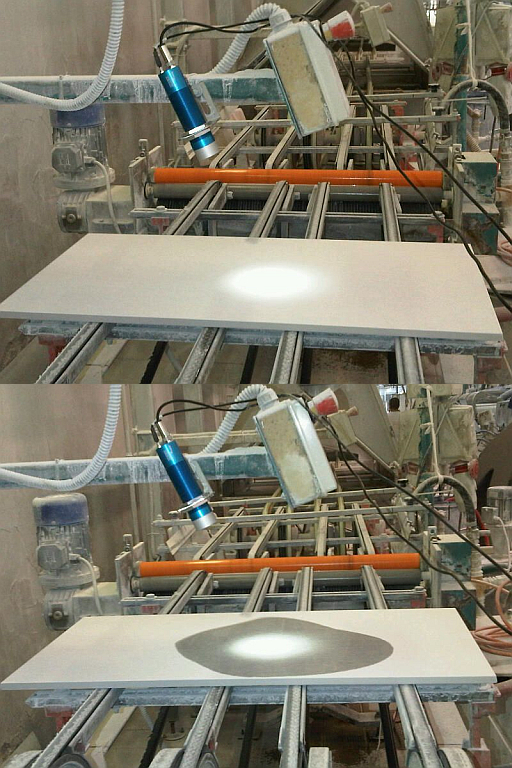
|
||||||||
APP N° 148
|
Detection of color marks on spray cans Color marks should be detected on different spray cans. Attention should be paid to the background color as well as to the glue line. |

|
||||||||
APP N° 147
|
Position control of a thread on a tampon The right position of a thread on the backside of a tampon should be controlled. Right position means in this case, that the cyan colored thread should cover nearly the whole backside of the tampon. The position of the thread must be checked through a transparent plastic film. |
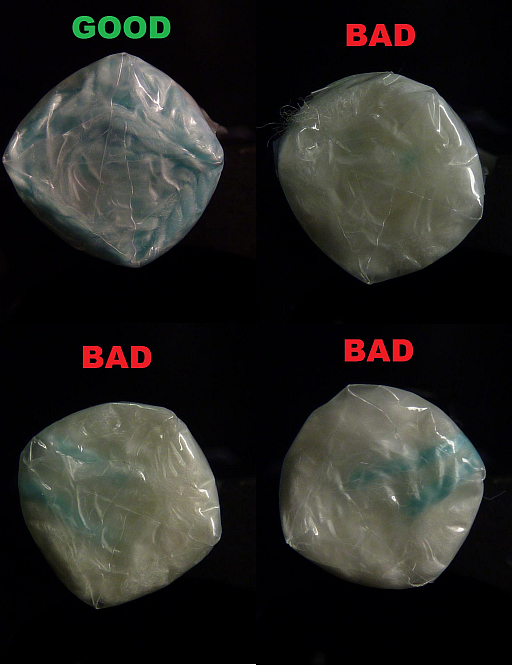
|
||||||||
APP N° 146
|
Detection of knots and bark in wooden stakes Wooden stakes should be produced free of knots and bark. |

|
||||||||
APP N° 145
|
Differentiation of coated wires from uncoated wires Wires of approximately 0.12mm in diameter must be coated and it should be monitored, whether the coating is present or not. |
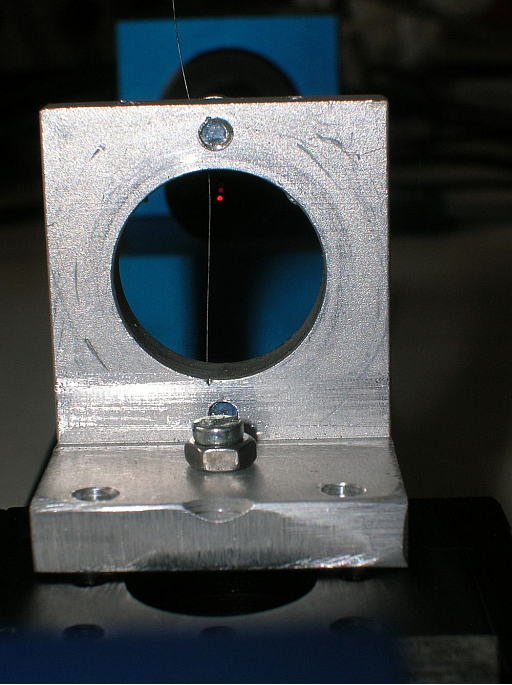
|
||||||||
APP N° 144
|
Position monitoring of tiles The orientation of tiles on a conveyor belt should be controlled. There are three chamfers which splits the tile into four parts and these chamfers should be perpendicular orientated on the conveyor belt. |

|
||||||||
APP N° 143
|
Position monitoring of hook-and-loop fasteners The orientation of Velcro® fasteners should be controlled. |
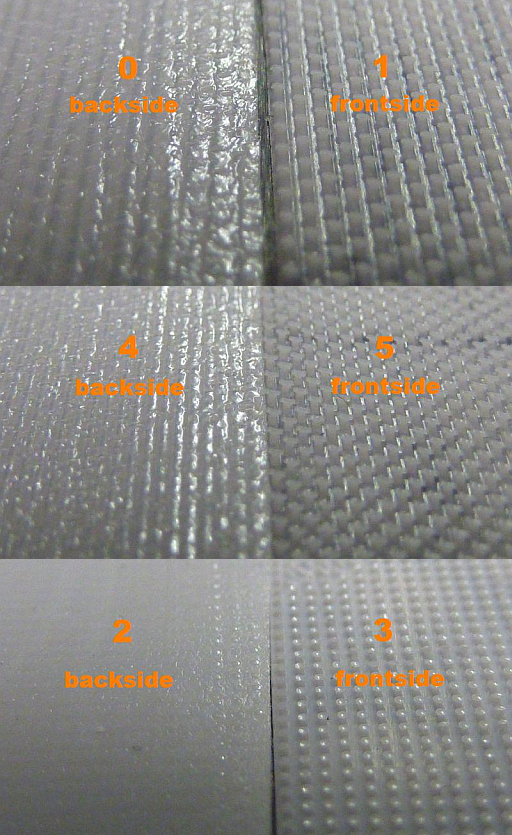
|
||||||||
APP N° 142
|
Control of the orientation of leather imitation The orientation of different colored leather imitations should be controlled. |
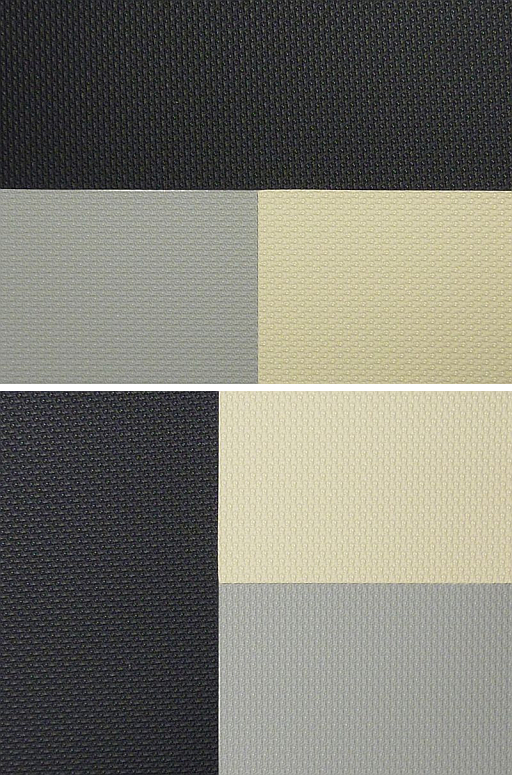
|
||||||||
APP N° 141
|
Position monitoring of washers in plastic components The orientation of washers (backside or front side above) should be checked. To control from the top (perpendicular to the surface) is not possible due to arrangement reasons. |

|
||||||||
APP N° 140
|
Presence control of a coating on metal sheet The presence of a coating on a metal sheet should be controlled. |
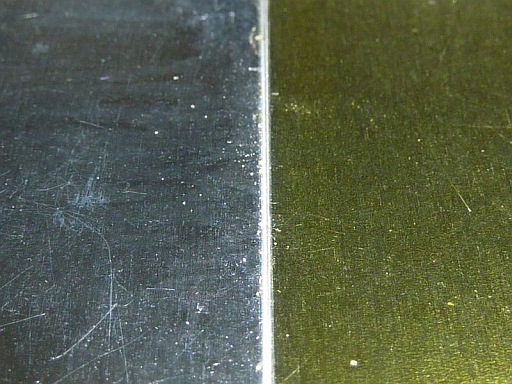
|
||||||||
APP N° 139
|
Position control of a silicon cap The position of a semi transparent silicon cap should be controlled. |
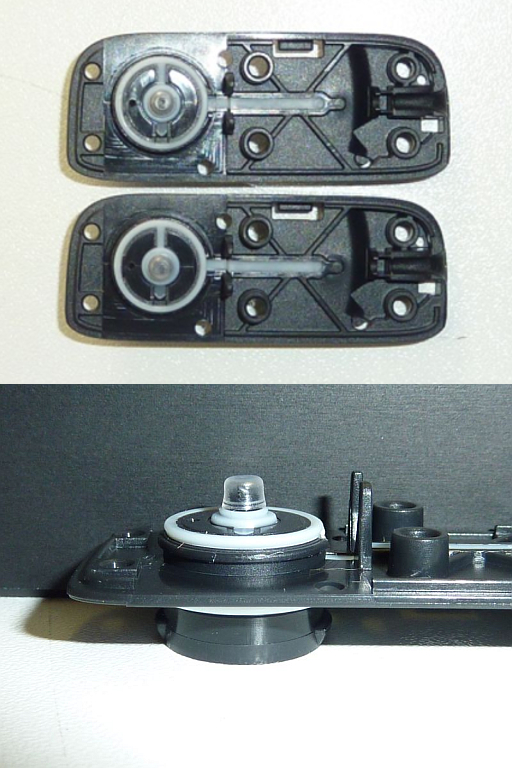
|
||||||||
APP N° 138
|
Eccentricity control of an aluminum drive disk The eccentricity of an aluminum driving disk, which is used for winding and rewinding of film strips, should be controlled with an accuracy of approximately 10µm. |
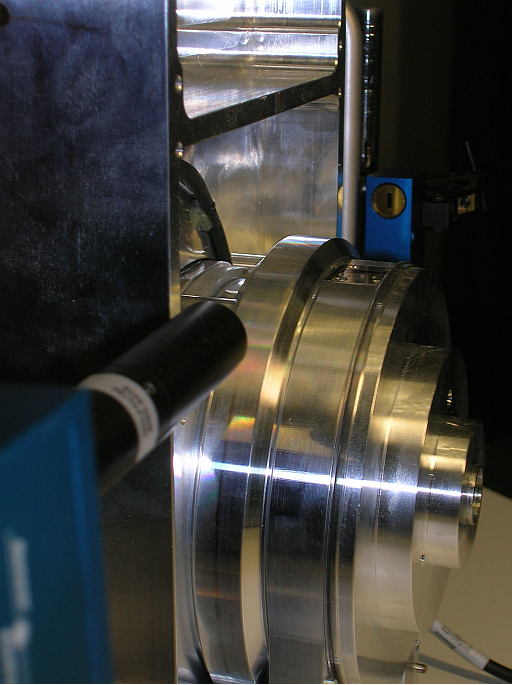
|
||||||||
APP N° 137
|
Positioning of a rubber seal component A rubber gasket should be exact positioned. |

|
||||||||
APP N° 136
|
Presence control of an inscription on a rubber seal On a rubber seal the presence of a yellow inscription should be checked. |

|
||||||||
APP N° 135
|
Color differentiation of three different colored spiral springs Three different colored spiral spring types should be differentiated. At the position where it should be controlled the position of the coil spring is accidentally oriented. |

|
||||||||
APP N° 134
|
Control of the presence of fibers in an aluminum tube In aluminum tubes with a length of approximately 160mm and an inner diameter of 14mm the presence of fibers should be checked, at which a good tube is a tube without any fibers. The tubes can be positioned and turned 360° around, around both ends of the tube there is space enough for mounting the sensors. |
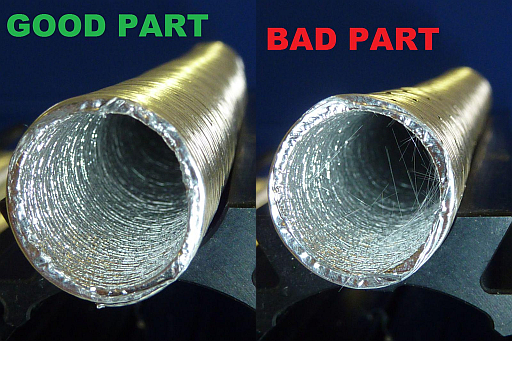
|
||||||||
APP N° 133
|
Color control of different components of a gear box After the assembling of a gear box, the different components must be controlled in relation to the color. |

|
||||||||
APP N° 132
|
Profile measurement of an abrasive block The contour of a grinding stone should be measured. The necessary measurement range is approximately 20mm. |

|
||||||||
APP N° 131
|
Differentiation of plastic monofilaments Plastic monofilaments, different in size or in color, should be differentiated. |
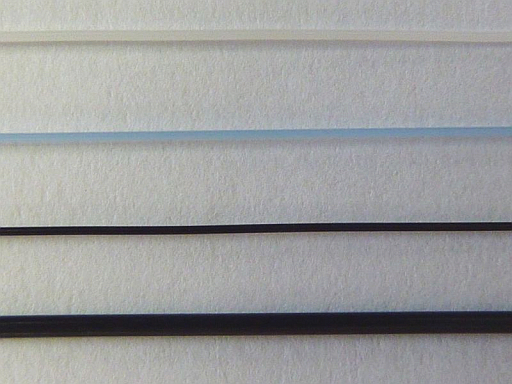
|
||||||||
APP N° 130
|
Detection of a fluorescent stripe on leaflets On an advertising material a fluorescent stripe should be detected. Print shops get orders for promotion material from chain of stores. The stores of a chain have exactly the same leaflet except the address of the respective store, thus it must be paid attention during the packaging process in the print shop. At this a fluorescent stripe will be painted onto the first ten leaflets with the other address. At the beginning of the printing process it is possible to teach the sensor onto the fluorescent stripe, thus the fluorescent as well as optical absorption effects from the paper of the advertising material can be compensated. |
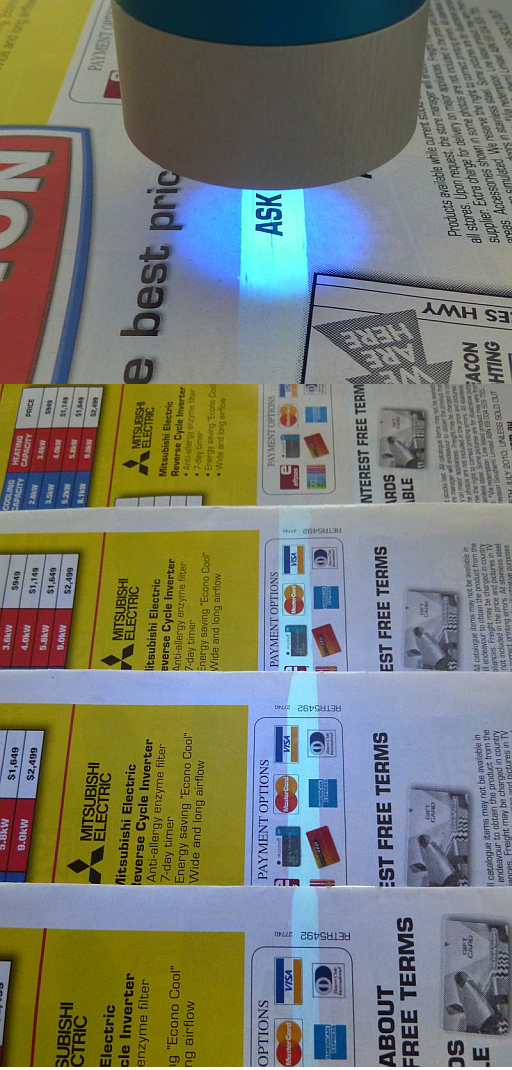
|
||||||||
APP N° 129
|
Differentiation of blind holes and blind threads On metal blocs a presence control of blind threads and blind holes should be realized. |
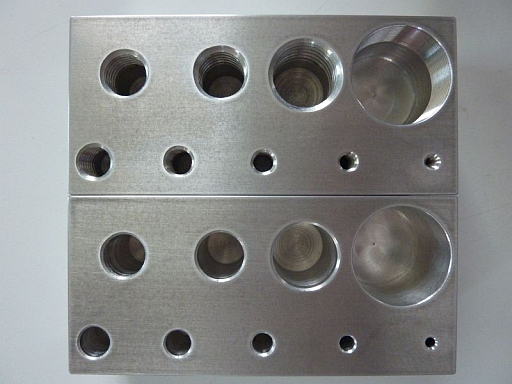
|
||||||||
APP N° 128
|
Color control of a fluorescent lacquer on a cigarette box The color as well as the intensity of a fluorescent lacquer on a cigarette box should be controlled. It should be noted that there are also other fluorescent marks on the cigarette box, but these colors are different (blue) from the fluorescent lacquer (green). |

|
||||||||
APP N° 127
|
Diameter control of holes The diameter of holes in an aluminum bloc should be controlled. Holes with diameters up to 8mm must be measured. |
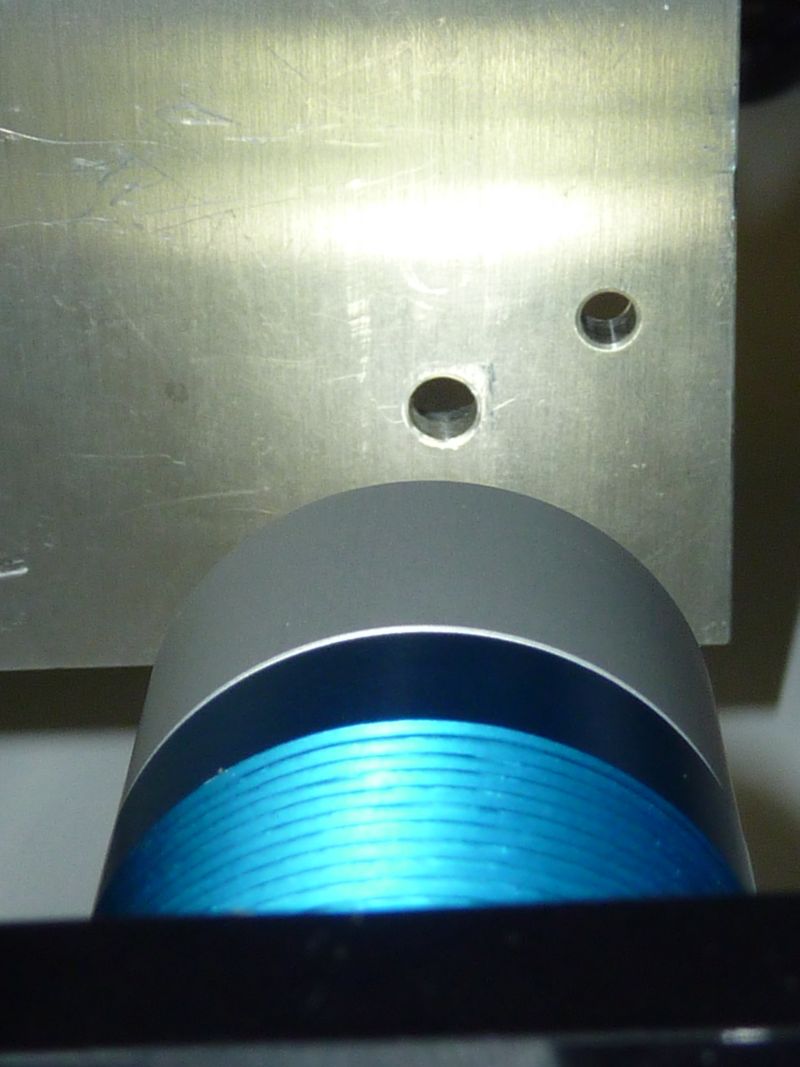
|
||||||||
APP N° 126
|
Color control of lacquers The lacquer should be inline controlled. At this a special casing is used which will be plunged into the lacquer. |

|
||||||||
APP N° 125
|
Positioning of a filament in a bulb A filament must be positioned precisely into a bulb. It should be noted that the filament can be bent, thus the end of the filament lies not on the symmetrical axis of the bulb. The inner diameter of the bulb is equal to approximately 1.8mm and the diameter of the filament is around 0.3mm. |
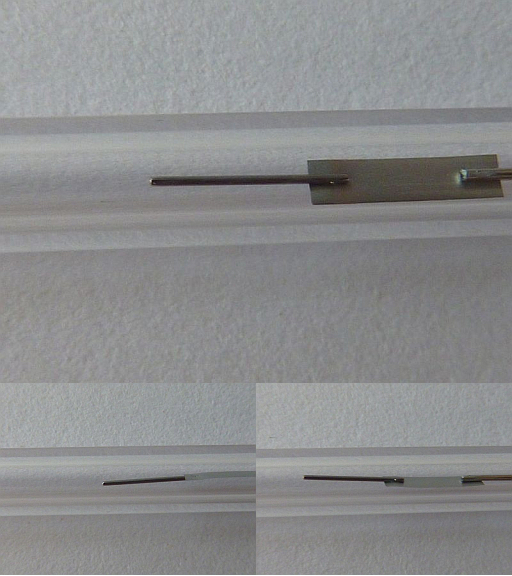
|
||||||||
APP N° 124
|
Detection of a metal sheet on a stack Metal plates are removed from a stack with a robot. After the last metal sheet is removed a sensor should inform the robot to avoid that the base plate will be sucked up from the robot too. The base plate can consist of MDF (medium density fiberboard), wood, rubber or even a metal which is different from the metal sheet. |
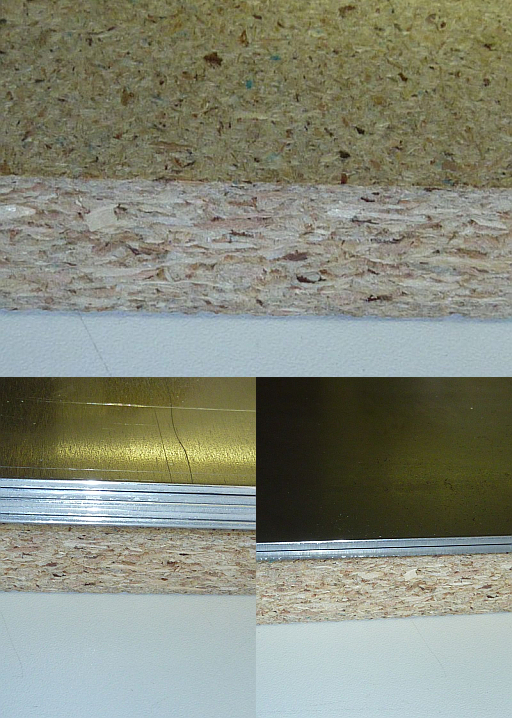
|
||||||||
APP N° 123
|
Double sheet control Metal plates should be removed from a stack with a robot. The robot sucks the metal sheets one by one and it should be avoided for safety reasons to move two metal sheets simultaneously. A sensor should detect double sheet not from the top but from the side. Furthermore, the system should be adapted automatically after a change of the type of metal sheet (different thickness or different metal). |
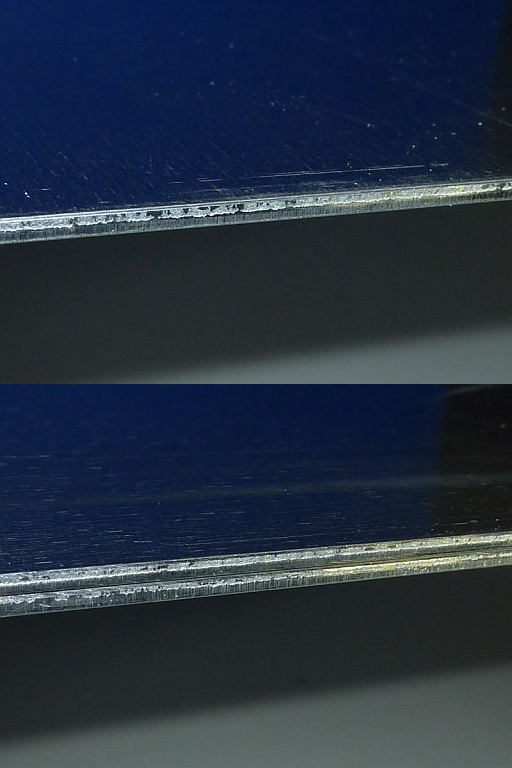
|
||||||||
APP N° 122
|
Capsule direction control The direction of capsules in a mechanical guide should be controlled. The capsules consist of two parts at which one component has a diameter which is approximately 0.3mm bigger as the other. The capsules will be linearly moved with a speed of 0.4m/s and the diameter of the different types is between roughly 3mm and 8mm. The color of the capsules can change from white to black, all colors even transparent types are possible. |

|
||||||||
APP N° 121
|
Control of the presence of straight knurling on a transparent plastic closure On a transparent plastic closure the straight knurling should be detected. On incorrect closures the straight knurling is partly not present. |
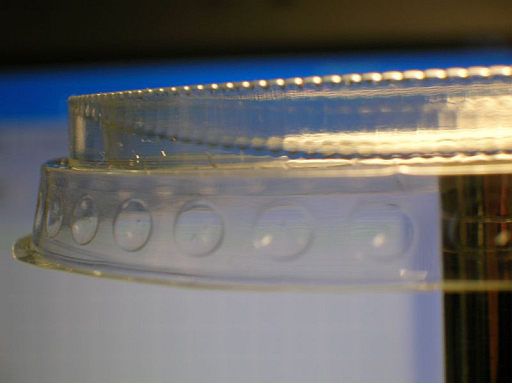
|
||||||||
APP N° 120
|
Double transparency film control The presence of a transparent blister foil should be controlled with a reflective sensor system. Furthermore it must be distinguished between one, two or three blisters. |

|
||||||||
APP N° 119
|
Differentiation of two colors on a fabric On a fabric for car seats the two colors must be differentiated. |
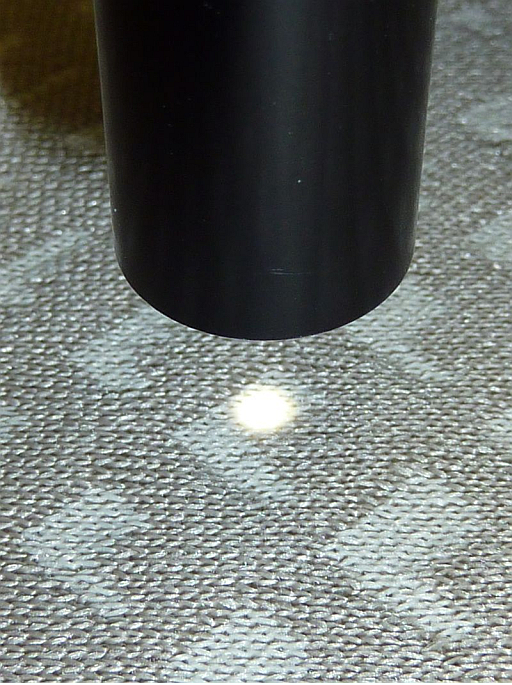
|
||||||||
APP N° 118
|
Detection of the direction of rotation of an aluminum coil The frequency as well as the direction of rotation of an aluminum coil should be detected. There are two red, green and blue color marks on the aluminum coil, respectively. |

|
||||||||
APP N° 117
|
Detection of a thread on an aluminum coil A thread is wound on an aluminum coil and the height of the coil which is covered from the thread should be detected. Due to the installation situation, the only way to realize it is to look through the holes of the coil. |
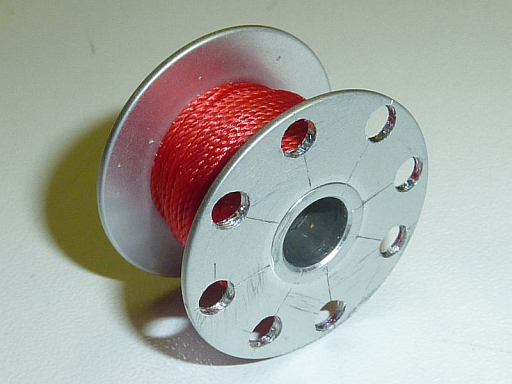
|
||||||||
APP N° 116
|
Control of the presence of the spatula in a pharmaceutical box The presence of a fluorescent spatula in a pharmaceutical box should be checked. During the tests the front side is open. |
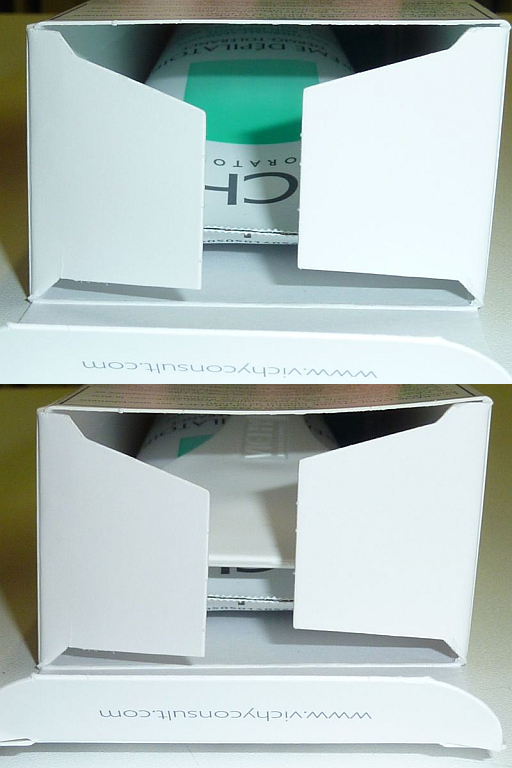
|
||||||||
APP N° 115
|
Quality control of the surface of a cone on a cogwheel The surface of the cone on a cogwheel should be checked. The surface of a proper cone looks very homogeneous; the surface of a bad cogwheel shows grooves and scratches. For investigations the cogwheel can be turned around its axis. The distance from the sensor to the object should be around 200 mm. |
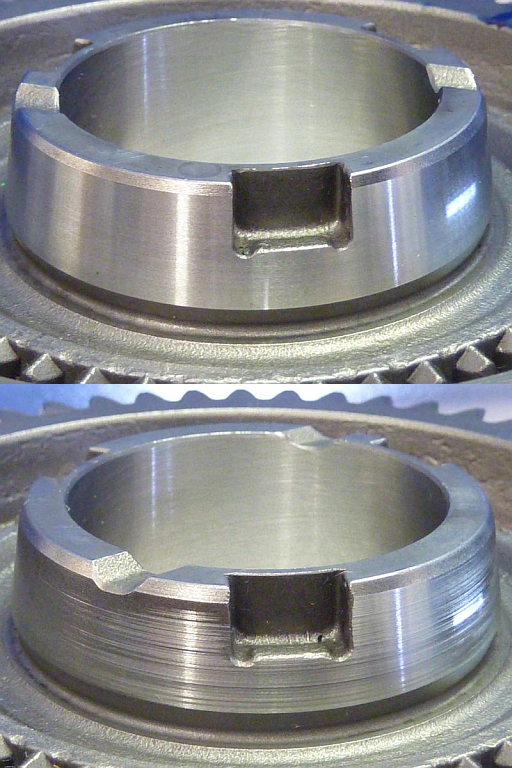
|
||||||||
APP N° 114
|
Differentiation between single-colored and two-colored cables During the coiling process of cables it has to be checked, whether monochromatic or dichromatic cables will be winded. At this the cables will be transported with a speed of 15 m/s and the cable will be turned 360° in 0.5 seconds around the axis. This turn around its axis can be used for color control. The smallest diameter of the cables is Ø 1.35 mm and the biggest diameter is around Ø 3mm. To produce a two-colored cable, a single-colored cable is used and a line with a width of approximately 0.8mm will be painted onto the cable, hence a white light spot with a diameter of Ø 0.7mm is used for color control. |
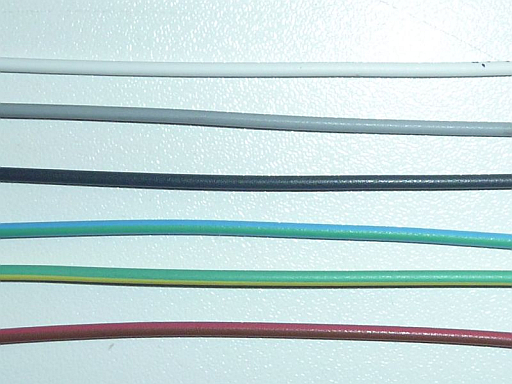
|
||||||||
APP N° 113
|
Color differentiation of cogwheels The task is to differentiate between black coated and non-coated cogwheels. Furthermore the minimum distance from the sensor to the object should be 160mm. |
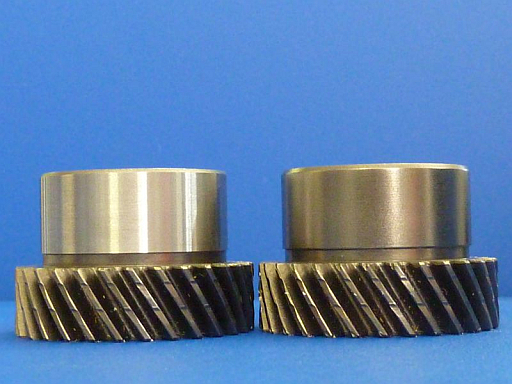
|
||||||||
APP N° 112
|
Position control in the Ɛx range The position of a metal blade should be controlled in the Ɛx range over a measuring range of approx. 6mm. |
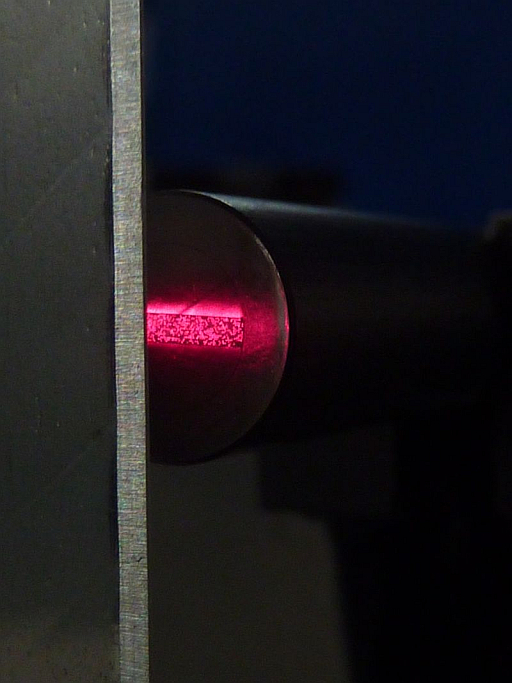
|
||||||||
APP N° 111
|
Drop control with a laser through beam system The number as well as the volume of drops should be controlled. |

|
||||||||
APP N° 110
|
Spray jet control in the Ɛx range For the spray jet control in the Ɛx range (zone 0) the most suitable system is a unit which comes without electronically components in the Ɛx zone, but with fiber optics. |

|
||||||||
APP N° 109
|
Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
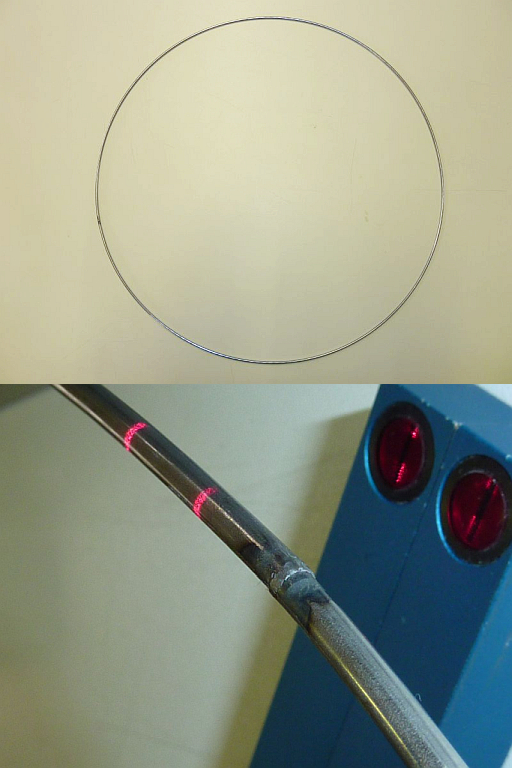
|
||||||||
APP N° 108
|
Knot and defect control of mono filaments Knots as well as defects on mono filaments and threads should be detected. At this, different diameters of filaments and threads are possible and the feed rate lies in the range of a few m/s. |
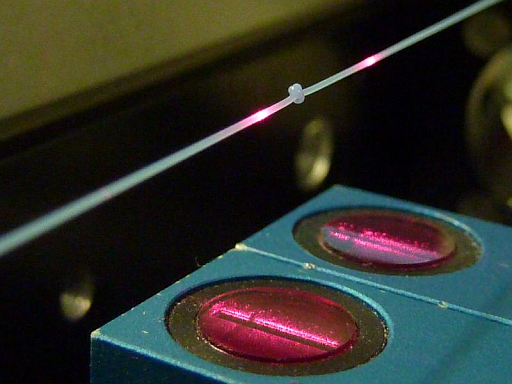
|
||||||||
APP N° 107
|
Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
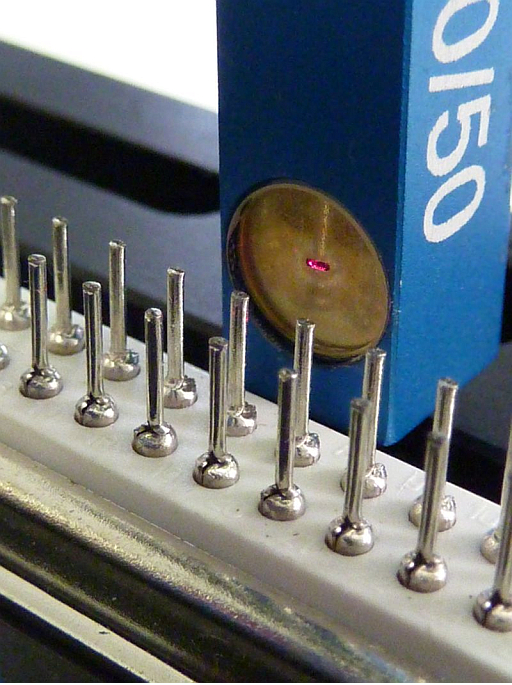
|
||||||||
APP N° 106
|
Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |
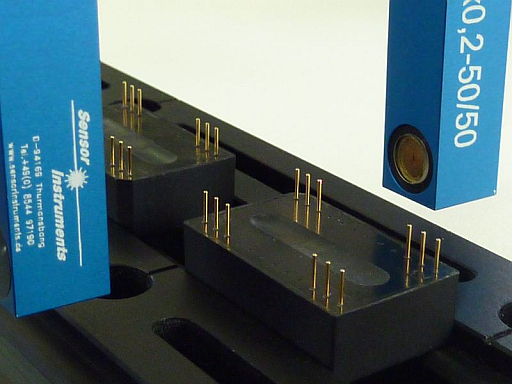
|
||||||||
APP N° 105
|
Spray jet amount control The density of the spray jet should be controlled. |
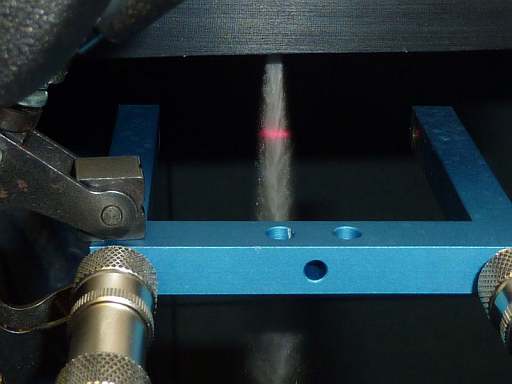
|
||||||||
APP N° 104
|
Inline diameter control of wooden staff During the production of wooden staff the diameter must be controlled while the rod is moved. |
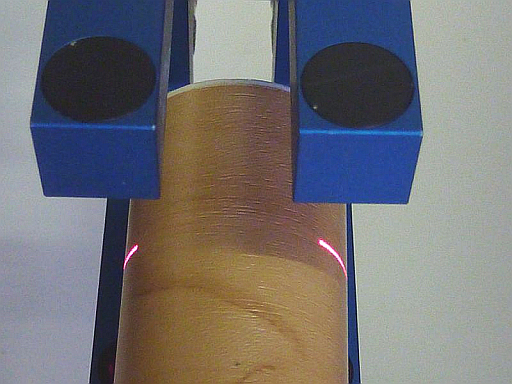
|
||||||||
APP N° 103
|
Control of the number of blister packages During the handling process of blister packages it can happen, that more than one blister package will be transported simultaneously, this should be avoided. |
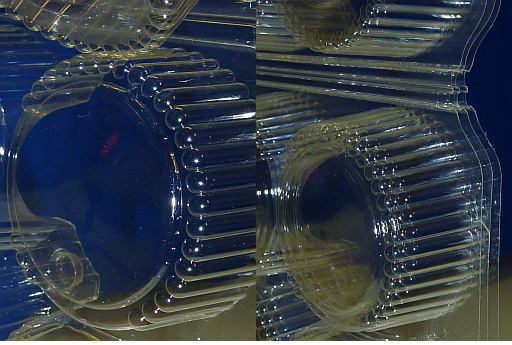
|
||||||||
APP N° 102
|
Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
||||||||
APP N° 101
|
Spray-jet control during the glass bottle coating process in the pharmaceutical industry During the production of glass bottles for the pharmaceutical industry the inner surface must be coated with a certain chemical film, which makes the bottles diffuse. At this crystals will be sprayed through the bottle neck with a nozzle into the bottle. During this process, the bottles have still a temperature of a few hundred centigrade. |

|
||||||||
APP N° 100
|
Gloss inline measurement after the varnish of doors Immediately after the varnish of the doors the gloss factor should be controlled. Tests have shown that the amount of varnish, which will be sprayed onto the door surface, influences the gloss factor. If not enough varnish is used the surface becomes rough. |
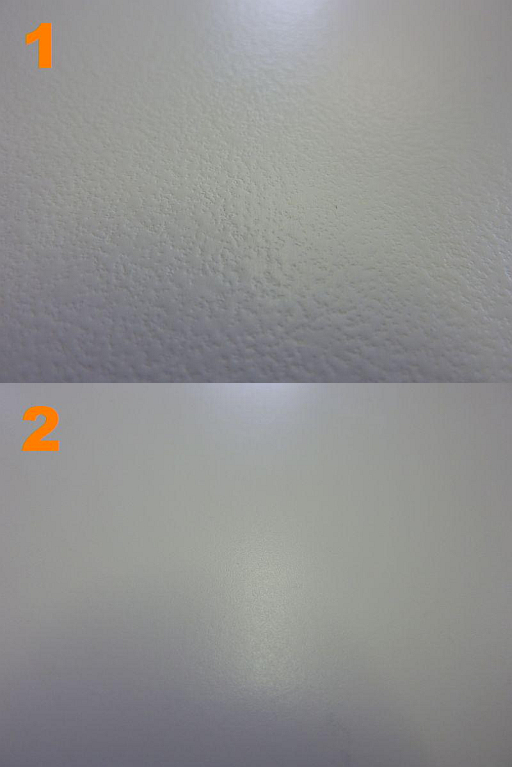
|
||||||||
APP N° 99
|
Color gloss differentiation of door interior components Different colored interior parts must be differentiated. The color differences between the respective components are relatively small but there is a good difference in the gloss factor due to the different structure of the part. |

|
||||||||
APP N° 98
|
Oil containing waste water detection On an oil press the amount of oil in the waste water must be controlled. Typical values are 500ppm of flux oil in the waste water and the goal is to reach the 100ppm. At this the fluorescent effect of the flux oil can be used. |

|
||||||||
APP N° 97
|
Presence control of felt textile on dashboard components On dashboard instruments the presence of felt must be controlled furthermore two felts must be differentiated. |
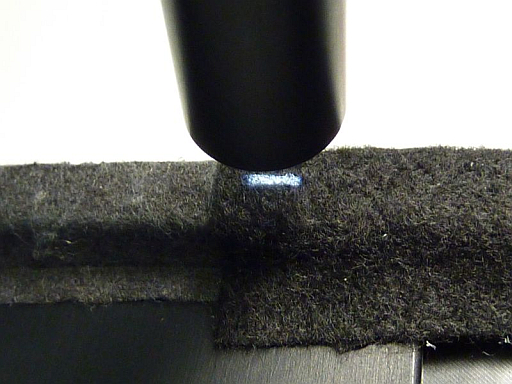
|
||||||||
APP N° 96
|
Differentiation between front side and back side of closures During the production of dispensers for moist wipes the closure site (front side and back side) must be controlled. |

|
||||||||
APP N° 95
|
Seal control on cigarette boxes On cigarette boxes the seal must be controlled, whether it is present or not. At this the cigarette box as well as the seal is already packed into a transparent shiny plastic film. |

|
||||||||
APP N° 94
|
Inspection of perforated cigarette paper During the laser perforation of cigarette paper it happens sometimes that around the holes the paper is partially burned. Observed from a certain distance, the cigarette paper looks like a white paper with more or less gray stripes. The perforated stripes should be inline controlled, whether there is a color as well as intensity shift into the gray range. Furthermore, a distinction between burned stripes, slightly burned stripes, proper stripes and no stripes should be possible. |
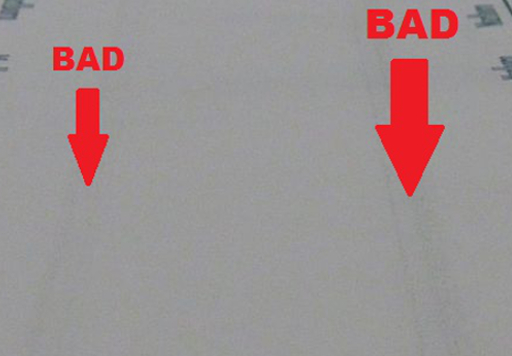
|
||||||||
APP N° 93
|
Differentiation of chrome plated shiny and chrome plated matt components Chrome plated shiny components must be distinguished from chrome plated matt parts. The size of the objects is equal; there is only 8mm space in height under the object for the sensor front end. |
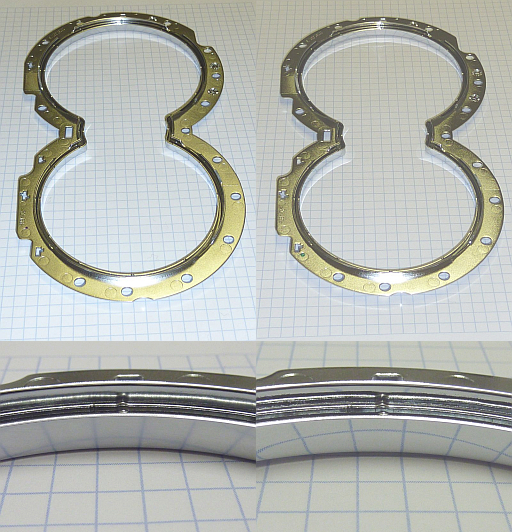
|
||||||||
APP N° 92
|
Color differentiation of syringe capsules Syringe capsules must be color differentiated. At this, there should be detected also an unacceptable color change from batch to batch of the same capsule type. |
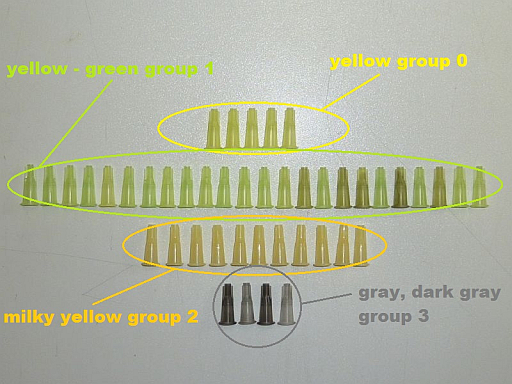
|
||||||||
APP N° 91
|
Differentiation of a unicolor and a bicolor cable During the production of cables a differentiation between unicolor and bicolor cable is necessary. The production maximum speed of the cable is approximately 15m/s and the diameter of the smallest cable is around 1.35mm. The cable is rotating around the axis in 0.5 seconds 360° at this velocity. The color stripe of the bicolor cable has a width of about 0.8mm. |
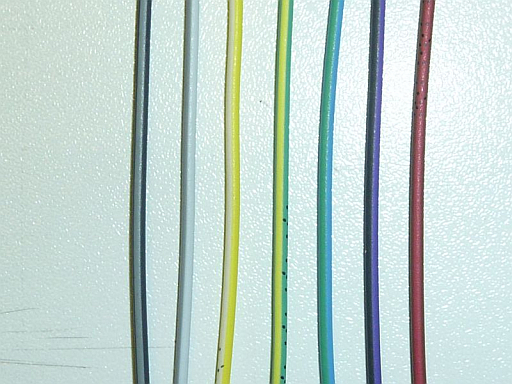
|
||||||||
APP N° 90
|
Presence control of cork on wine bottles The presence control of a cork on a wine bottle must be realized in a production line. At this different bottles, different in color and slightly different in height must be controlled. Another problem is that the color of the cork can also differ from batch to batch. |

|
||||||||
APP N° 89
|
Color mark detection on a paper banderole A white color mark must be detected on a different colored stripe. Depended of the bank note, the stripe can have a color of e.g. yellow, brown, red, blue, green, violet and grey. The product runs with a maximum speed of approximately 10m/s and the size of the color mark is about 6mm x 4mm. The sensor should deliver precise information about the position of the white color mark. |
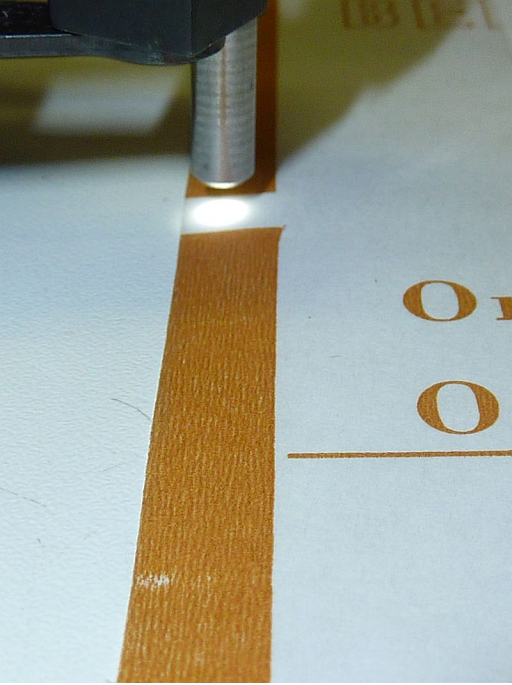
|
||||||||
APP N° 88
|
Fluorescent glue control on an abrasive belt During the production of abrasive belt material with a 10mm wide glue stripe the presence of the fluorescent glue must be observed. Defects greater than 2mm in length must be proper detected. The distance of the sensor head to the object should be approximately 20mm and the detecting range around 2mm x 10mm. |
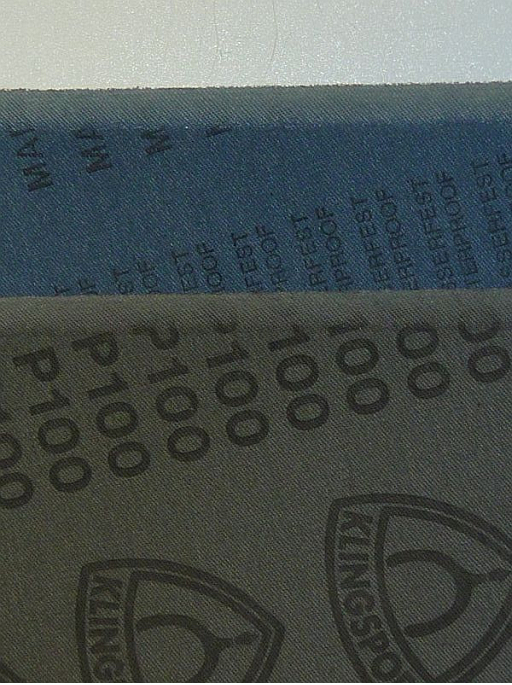
|
||||||||
APP N° 87
|
Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |
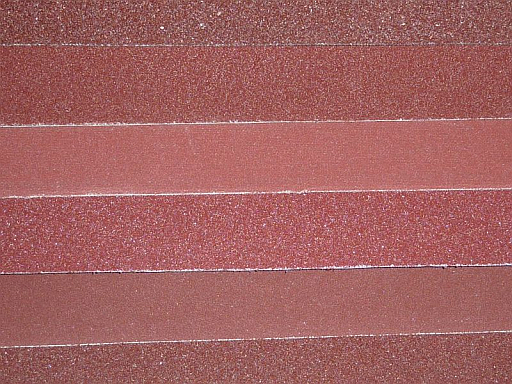
|
||||||||
APP N° 86
|
Differentiation of different colored plastic parts with different number of bars Plastic parts with four (the bar located in the middle is shorter) and five long bars must be distinguished independent of the color. |
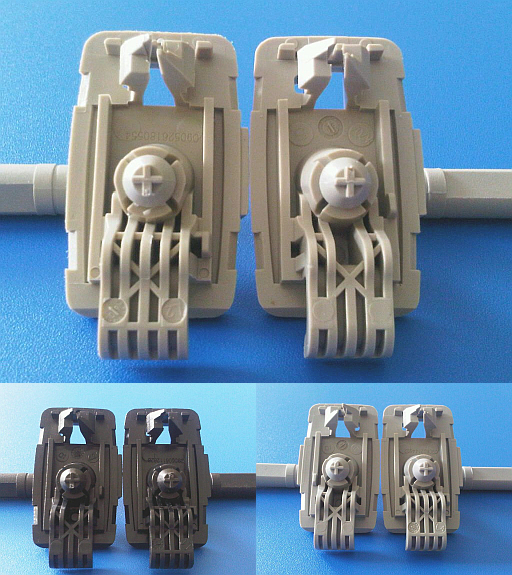
|
||||||||
APP N° 85
|
Detection of a white tape on a pink airbag textile The white tape on a pink airbag textile must be detected. Thereby it must be differentiated between the color of the white tape on the one hand and all of the other background colors of the airbag (pink, pink with red thread, blue and white textile) on the other hand. |
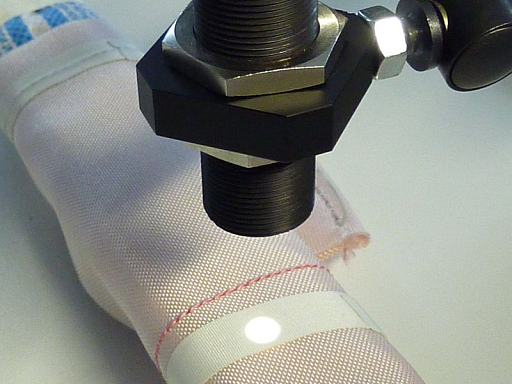
|
||||||||
APP N° 84
|
Color differentiation between a black and an uncoated metal gear wheel A black metal gear must be distinguished from an uncoated metal gear. The distance from the sensor to the object should be 160mm and the spot size should be around 3mm in diameter. |
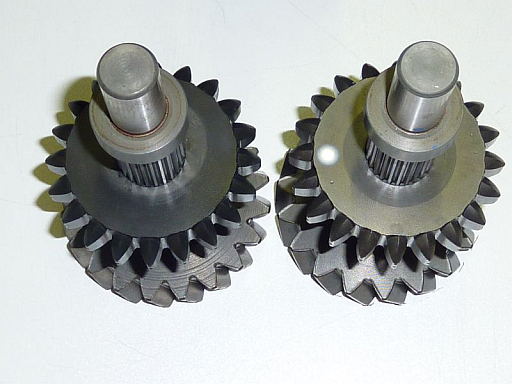
|
||||||||
APP N° 83
|
Differentiation of threads on an airbag textile Different colored threads must be differentiated. At this, the treads can be also bicolored. |
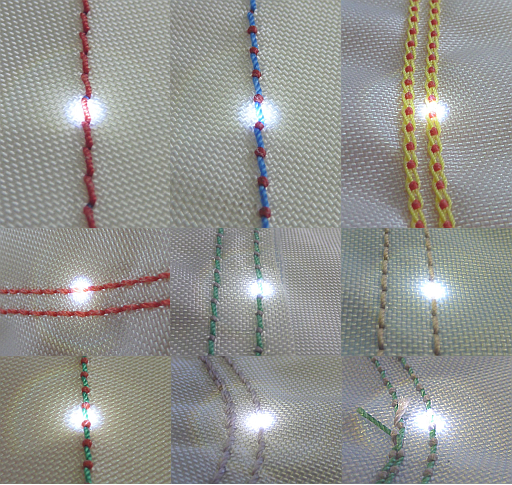
|
||||||||
APP N° 82
|
Color mark detection on a rubber seal A yellow striped color mark should be detected on a rubber seal. |

|
||||||||
APP N° 81
|
V-belt position control The lateral displacement of a V-belt in a V-belt pulley must be controlled, because it happens that the V-Belt lies not properly in the V-belt pulley. |

|
||||||||
APP N° 80
|
Color differentiation of interior equipment In the automotive industry different interior parts (wooden as well as plastic and metal elements) must be differentiated. Some wooden and plastic elements are very glossy whereas other components are diffuse. |
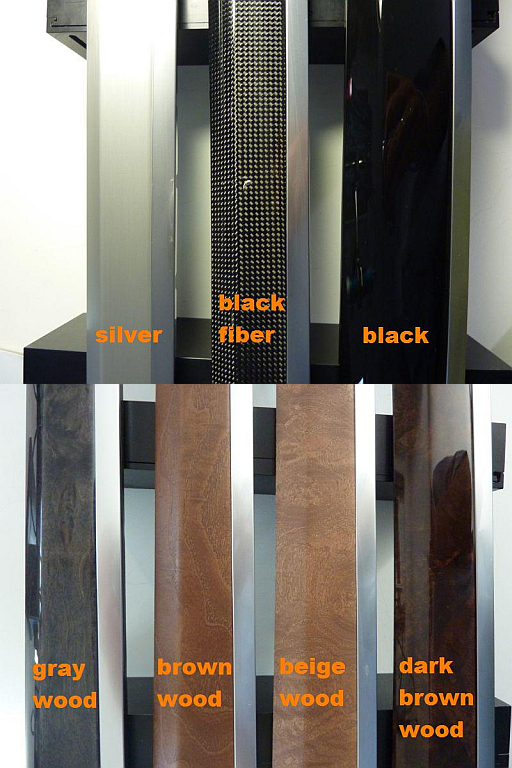
|
||||||||
APP N° 79
|
Differentiation of ball bearings Ball bearings with the same size but with a different color ring must be differentiated. At this one ball bearing type has a golden colored inner ring, whereas the other type is equipped with a silver colored inner ring. The ball bearing has to be controlled at a minimum distance of 160mm. |

|
||||||||
APP N° 78
|
Paper bag counting During the production of paper bags and just before packaging the number of bags must be counted. At this the production speed as well as the distance from the paper bag to the sensor can be changed, therefore a distance change of 80mm must be covered. Furthermore the sensor must be applicable for a speed range starting from 0 up to 50000 bags / hour. In addition the distance between the edges of the sequent bags can be fluctuating and there are due to the transport mechanism sometimes small holes in the paper surface. |
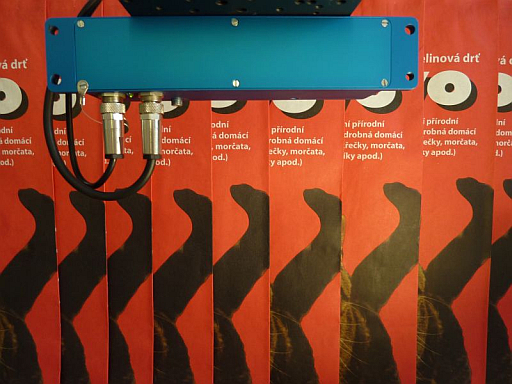
|
||||||||
APP N° 77
|
Edge control of abrasive belts The edges of abrasive belts must be grinded to a certain degree. Thus, the degree of grinding should be controlled. |
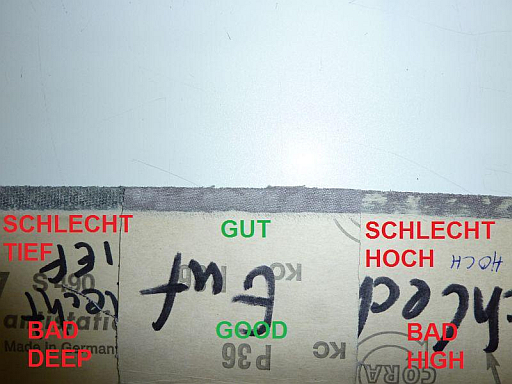
|
||||||||
APP N° 76
|
Fluorescent mark control on closures of pharmaceutical flacons To distinguish between original pharmaceutical flacons and counterfeits the closure of the original will be marked with a fluorescent color. This color mark must be detected during the packaging process. |

|
||||||||
APP N° 75
|
Color mark detection for side and longitudinal register control in the printing industry In the web offset printing trapezoid like color marks will be used for the side register as well as the longitudinal register control. For each color a color mark is used, at which all color marks will be synchronized to the black color mark. |
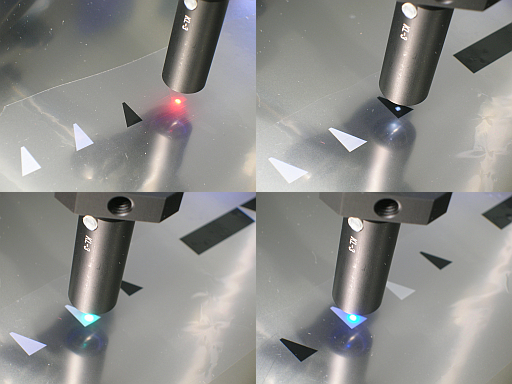
|
||||||||
APP N° 74
|
Inline gloss measurement of plastic films and laminated plates During the production of plastic films as well as of laminated plates the gloss factor should be measured. |
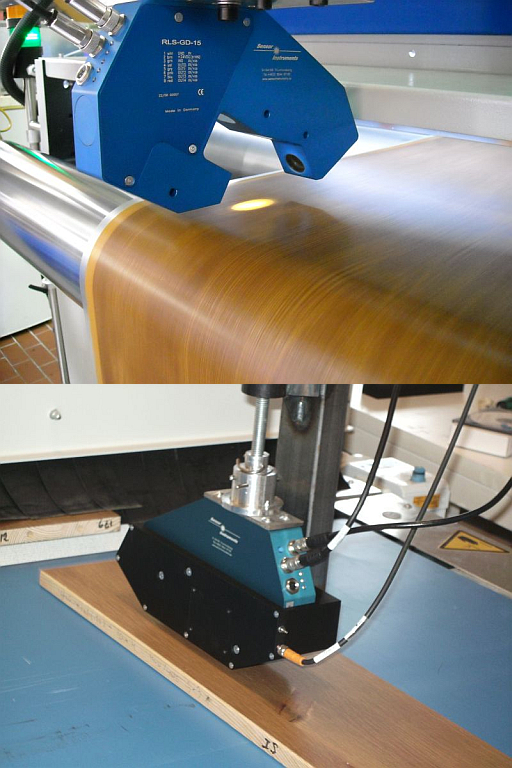
|
||||||||
APP N° 73
|
Color differentiation of solar photo cells The blue color of solar photo cells can differ due to the production process from factory to factory and even from line to line in the same factory. Thus, the color of the solar photo cells should be controlled. |
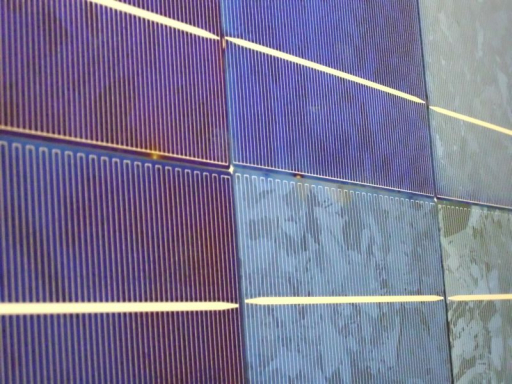
|
||||||||
APP N° 72
|
Detection of powder coating on carbon fiber reinforced plastic films During the powder coating of carbon fiber reinforced plastic films the quality of the coating (thickness of the layer) has to be controlled. |
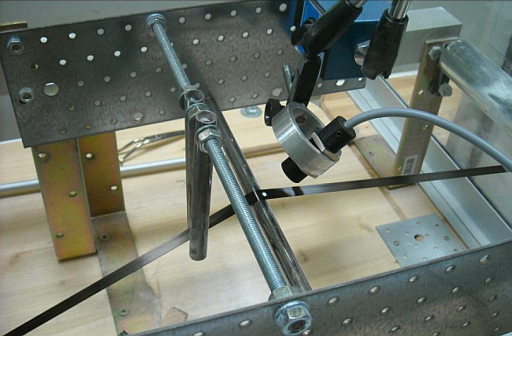
|
||||||||
APP N° 71
|
Optical transparent plastic foil position control The position of an optical transparent plastic film should be controlled in a range of approximately 50mm. |
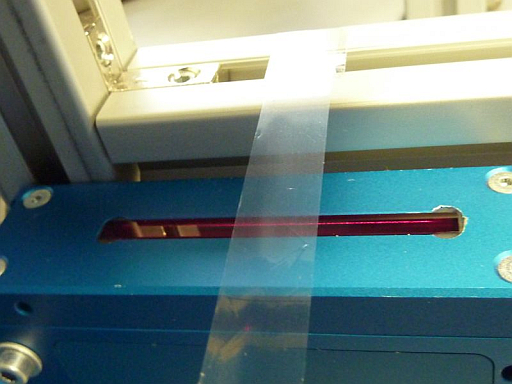
|
||||||||
APP N° 70
|
Detection of an engraving mark on a metal plate An engraving mark which is used for positioning in x-, y- and roll-direction has to be detected. |
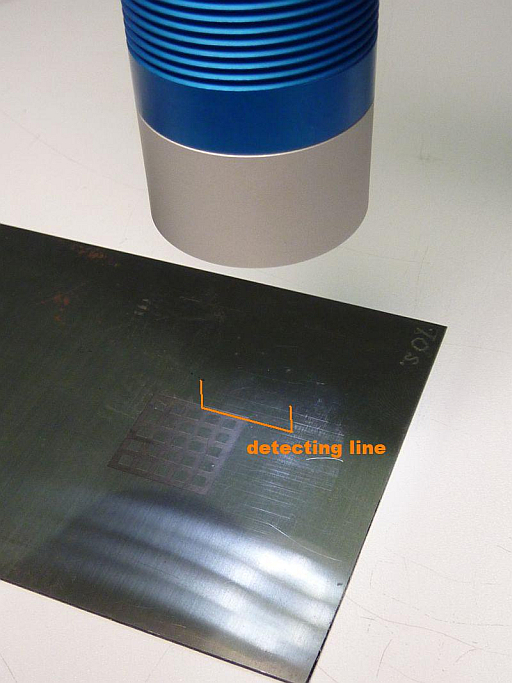
|
||||||||
APP N° 69
|
Paper edge position control The position of the edge of a paper line must be controlled in a range of 50mm. The system should deliver an analogue signal (0V … +10V) which is proportional to the position of the edge of the paper. |

|
||||||||
APP N° 68
|
Fluorescence stripe detection on newspapers Newspapers with quality defects will be marked with a fluorescence stripe. These newspapers must be automatically detected and rejected from the normal product stream. |
|
||||||||
APP N° 67
|
Inline gloss control in the furniture industry During the manufacturing process of doors just after the painting line the amount of color must be controlled. |
|
||||||||
APP N° 66
|
Color monitoring in the furniture industry During the manufacturing process of doors the color must be controlled and monitored. At this the color will be sprayed with spray nozzles, which are mounted on a robot, onto the doors. Just after this process but before the drying process the color should be controlled. |
|
||||||||
APP N° 65
|
Detection of a reference water mark on safety paper The position of a reference water mark must be inline detected. During the printing process it is necessary to synchronize the consecutive registers to the reference water mark. |
|
||||||||
APP N° 64
|
Color differentiation between a coated and an uncoated tube The interior zone of a tube should be checked whether it is coated or uncoated. At this, the coated surface is slightly yellow in color whereas the uncoated surface is silver in color. |

|
||||||||
APP N° 63
|
Super fast detection of holographic reference marks in the printing industry One of the properties of holographic marks is the direct back reflection of collimated, parallel light under a certain angle. For most of the holographic marks this angle is equal to 45° and the collimated beam is directed perpendicular to the transport direction of the printed foil. This behavior of direct back reflection can be observed on transparent as well as on metalized holographic foils. |
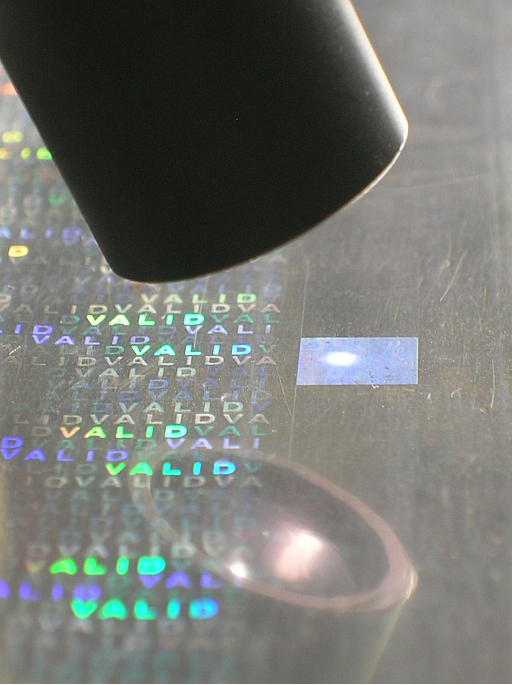
|
||||||||
APP N° 62
|
Color control of tinted glass plates During the assembling of cars the color of the glasses from the side door must be checked. It is only possible to control from one side and even an additional reflector cannot be used. |

|
||||||||
APP N° 61
|
Color differentiation of tinted and colored glass plates During the subsequent processing of glass plates the different tinted and colored glasses must be controlled and discerned. |
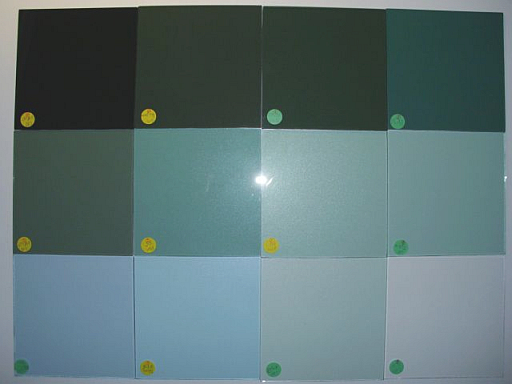
|
||||||||
APP N° 60
|
Color differentiation of fluorescent liquids and marks Available fluorescent sensors so far detect only the intensity of a fluorescent object but not the color. Furthermore these sensors have a problem to detect very weak fluorescent objects or fluorescent objects at a distance more than 80mm and additionally they are sensitive against ambient light. For the purpose of fluorescent color mark detection a color sensor for fluorescent colors should be used. |
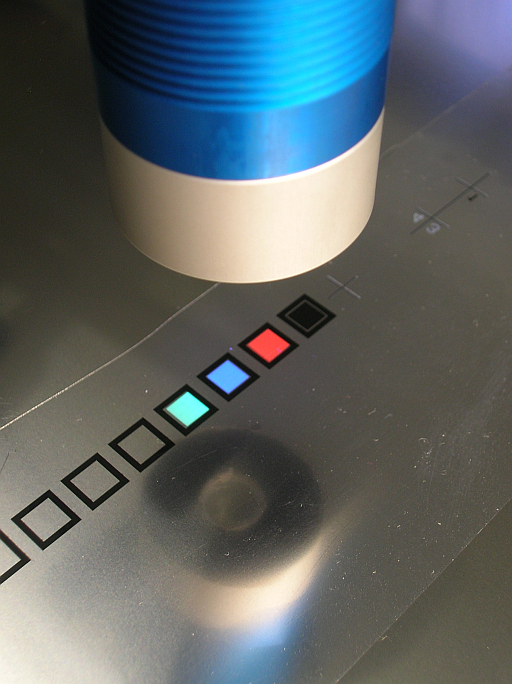
|
||||||||
APP N° 59
|
Position measurement of a transparent glass plate Glass handling machines must be informed not only about the distance of a glass plate but also about the edge position of a glass plate. However the detection of the edge of a transparent glass plate is not so easy, especially if there is nearly no phase on the edges. The direct reflection rate of visible light on a standard glass surface is normally approximately 4% and with the additional reflection of the second surface around 8% of the light will be reflected. |
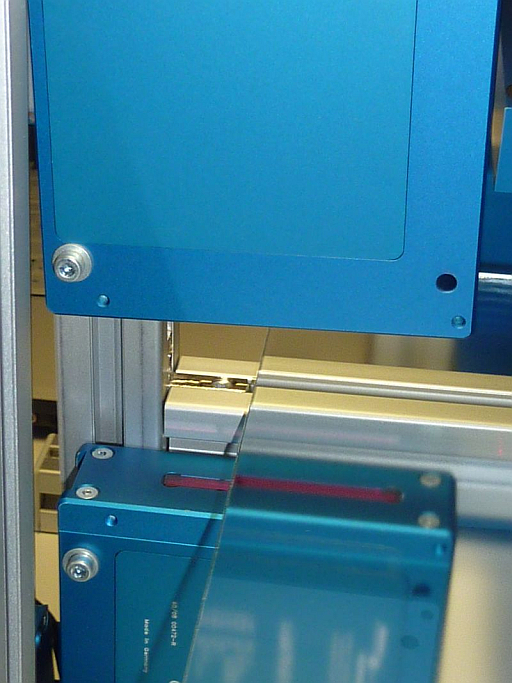
|
||||||||
APP N° 58
|
Distance measurement on transparent glass plates During the handling process of glass plates the distance of the glass surface must be controlled. As during the beveling process the glass plate must be positioned in a way that the glass edges can be feed symmetrically into the abrasive block of the grinding machine, otherwise the phases on both sides of the glass plate are different. Due to the fact, that the glass surface delivers nearly no diffuse reflected light but only direct reflected light, a standard laser displacement sensor cannot be used. |
|
||||||||
APP N° 57
|
Detection of a fluorescent line on different colored foamed materials A fluorescent line must be detected on different colored foamed materials. |
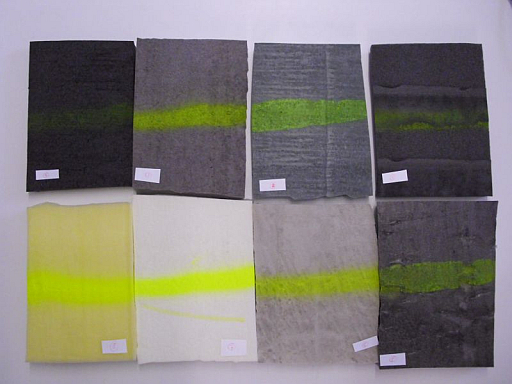
|
||||||||
APP N° 56
|
Measurement of the height difference of holographic encoder disks The height of holographic encoder disks must be controlled in a non contact way. |
|
||||||||
APP N° 55
|
Color control of an emulsion The color of the emulsion which should be controlled is normally white but it can happen that the color is drifting slightly into the red or the green range. This drift must be controlled. |

|
||||||||
APP N° 54
|
Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
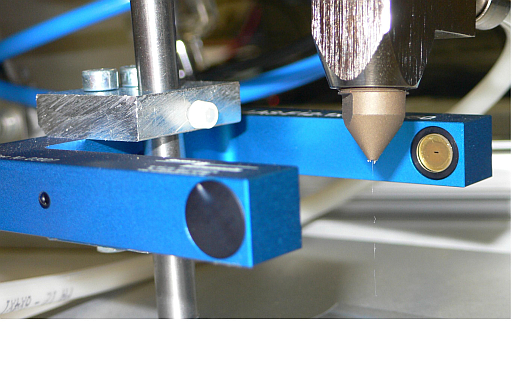
|
||||||||
APP N° 53
|
Color-gloss differentiation of leather and leather imitations in the automotive interior field In the automotive interior field the different materials looks sometimes very similar. For a proper differentiation of the different products color-gloss detection should be used. |

|
||||||||
APP N° 52
|
Differentiation of leather and leather imitations in the automotive interior field Sometimes a color differentiation between interior materials with exactly the same color and the same gloss factor is not possible, even with the best color sensor. Thus another sensor must close this gap. Indeed the different materials may have the same color and the same gloss, but a different structure as shown in the photos. |

|
||||||||
APP N° 51
|
Control of margined abrasive belts Different sanding belts are equipped with a margin and this margin has to be controlled. The margin can be present on the sanding side of the abrasive belt or on the rear side. Furthermore the margin can be darker than the rear side but mostly it is brighter than the sanding surface. Nevertheless there is a sufficient difference in contrast between the margin and the rear side or the sanding side. |

|
||||||||
APP N° 50
|
Color control of the presence or absence of the flux During the assembling process of photovoltaic cells on a stringer machine the conduction band must be controlled in respect of the presence or absence of the soldering flux. |

|
||||||||
APP N° 49
|
Control of the eccentricity of the shaft of an electrical tooth brush The frequency as well as the amplitude of the eccentric of an electric tooth brush should be controlled. |
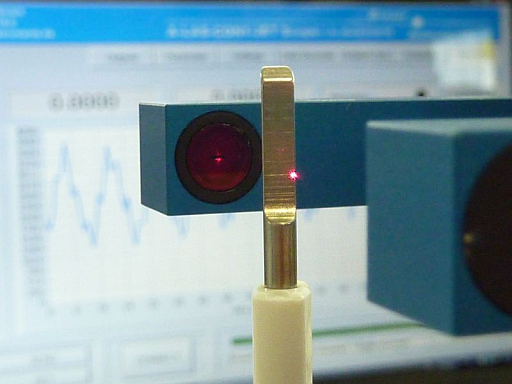
|
||||||||
APP N° 48
|
LED color control On an electrical toothbrush the color of the LEDs should be controlled. Furthermore the ON/OFF times of the LEDs should be determined, too. |

|
||||||||
APP N° 47
|
Color detection of fluorescent marks on wood plates On wooden plates defects will be marked with a fluorescent marker. The fluorescent mark has normally a width of about 15mm and it can happen, that two of this marks lie 20 mm away of each other, but must be detected as two separate marks. Furthermore the fluorescent marks should be detected at a distance of 200 mm to the object and even a mark with a width of 5mm should be detected. |

|
||||||||
APP N° 46
|
Color mark detection on aluminum tubes A red color mark which is sprayed on an aluminum tube must be detected during the linear movement of the tube. Furthermore on another aluminum tube the presence of black characters and figures should be detected, too. |
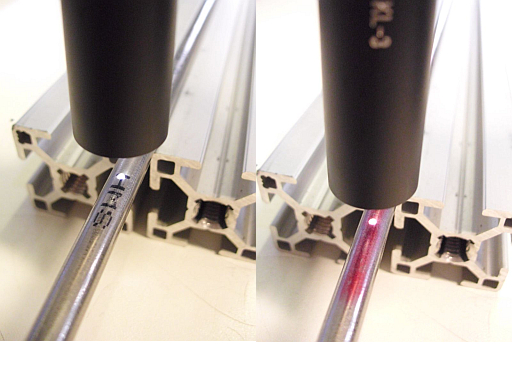
|
||||||||
APP N° 45
|
Color mark detection on steel wires The area where the ends of two steel wires are welded together will be marked with either a blue or a red color. During the further processing this color mark must be detected. |

|
||||||||
APP N° 44
|
Color differentiation of anodized aluminum wires During the further processing of anodized aluminum wires the color (blue, gold-colored, red and green) must be controlled, to avoid that the wrong wire will be used. |
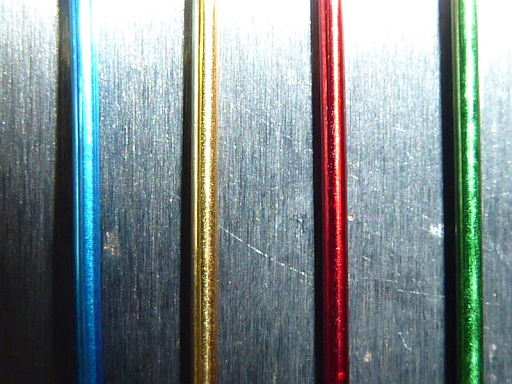
|
||||||||
APP N° 43
|
Color control of different galvanized steel wires To hold the quality of surface treated steel wire constant a color control after the galvanization process is necessary. |

|
||||||||
APP N° 42
|
Color differentiation of seat-belt buckles For the seat-belt buckles colors like beige, gray and black preponderates, but there are different tones in the respective colors present. |

|
||||||||
APP N° 41
|
Color differentiation of control elements in the automotive interior field During the assembling process of the control elements into the dashboard, into the car side doors or into the headliner the color must be controlled. Mostly for the housing of the control elements the same lacquer will be used as for the bodywork, which means that we have to do with very glossy colors. |

|
||||||||
APP N° 40
|
Color differentiation of plastic components in the automotive industry In the automotive industry there will be used a lot of plastic components even in the interior area. These components will be used amongst others for the side doors, the car seats, the rear door, the headliner and the dashboard. The colors of these plastic parts are more or less either gray or beige or black. |

|
||||||||
APP N° 39
|
Color control of the presence of an airbag label On different positions in a car there are placed airbag warning notices. These labels are fluorescent in the green color range. The background, where the labels are placed, however, is slightly fluorescent in the blue color range. |
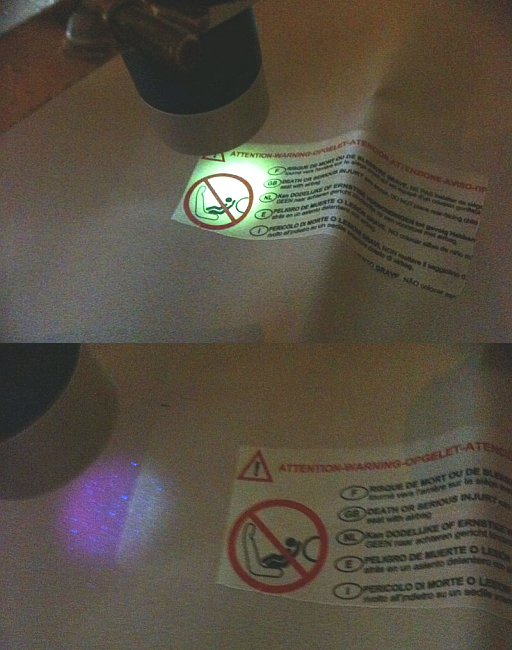
|
||||||||
APP N° 38
|
Color gloss differentiation of leather and leather imitations in the automotive industry In the automotive interior field components made of leather as well as of leather imitations are available. To avoid, that the wrong parts will be mounted a quality check with a color gloss sensor must be done. |

|
||||||||
APP N° 37
|
Color differentiation of car door handles During the assembling of the car doors amongst others the car door handles must be color controlled to avoid that a wrong colored part will be mounted. |

|
||||||||
APP N° 36
|
Color differentiation of leather imitations and textiles in the automotive interior field Different leather imitations and textiles which are used especially for car doors, car seats and headliners must be controlled to avoid failures during the assembling. |

|
||||||||
APP N° 35
|
Differentiation of carpets in the automotive industry (interior equipment) During the assembling of carpets into the interior equipment the color of the carpet must be controlled. In practice the gray, beige and black color tones of the carpets preponderates. |
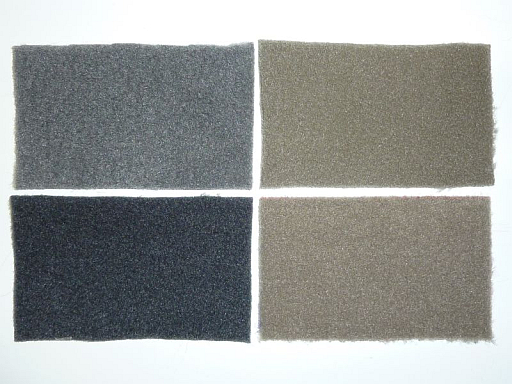
|
||||||||
APP N° 34
|
Color differentiation of leather and leather imitation (interior equipment) Leather and leather imitations are used for the interior equipment in the automotive industry. |

|
||||||||
APP N° 33
|
Determination of the number of airbag webs The number of airbag webs should be detected on a reference background. |
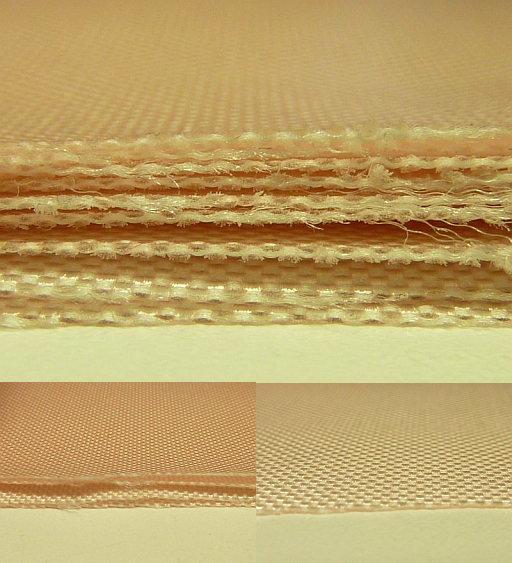
|
||||||||
APP N° 32
|
Differentiation of the coated surface from the uncoated surface of an airbag textile During the manufacturing of airbags the coated side of an airbag textile must be detected. There is just a very small difference in color and gloss between the coated and uncoated side of the airbag textile. |
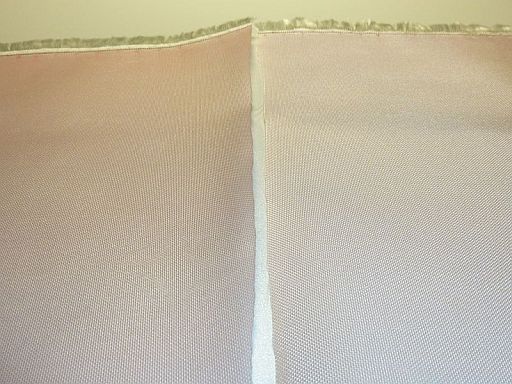
|
||||||||
APP N° 31
|
Color differentiation of plastic parts in the automotive interior field Different colored plastic components which are used in the automotive interior field should be distinguished. |
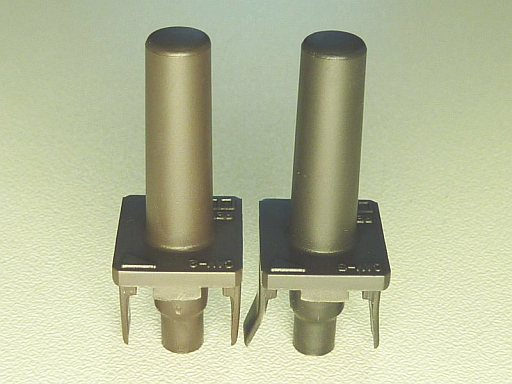
|
||||||||
APP N° 30
|
Automotive color lacquer control In the automotive industry lacquered components must be controlled to avoid wrong delivery to the car manufacturers. Components like bumpers, rearview mirror housings, ultrasonic sensors, fuel tank caps, car door handles, car doors and front lids are painted with a glossy lacquer and some colors lies close together. |

|
||||||||
APP N° 29
|
Measurement of length of metal collapsible tubes during the production process During the production of metal tubes, the length of the tubes must be controlled, because of the previous cutting process of the tubes. The accuracy of the metal tubes should be in a range of a tenth of a millimeter. |
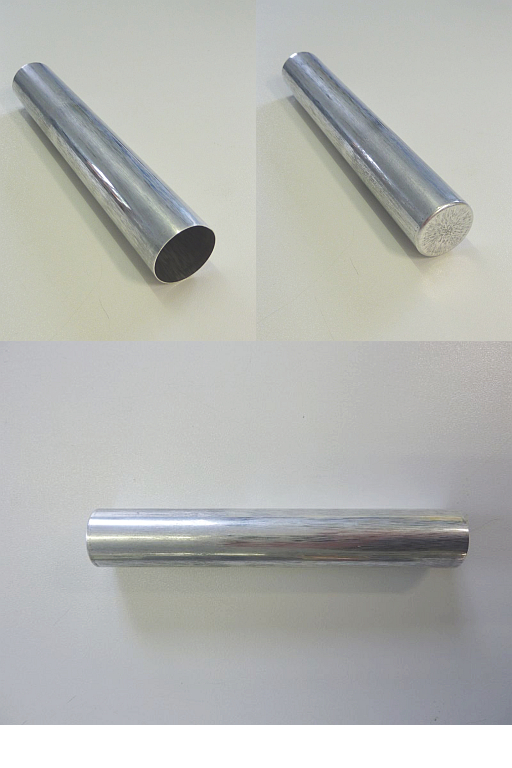
|
||||||||
APP N° 28
|
Fluorescent glue control on paper bags During the production of paper bags fluorescent glue will be used to close the bags at the bottom side. Sometimes, due to different reasons (defects on the printing die, cured glue and absence of glue) there is not any glue applied and the paper bags will be produced as cull. |
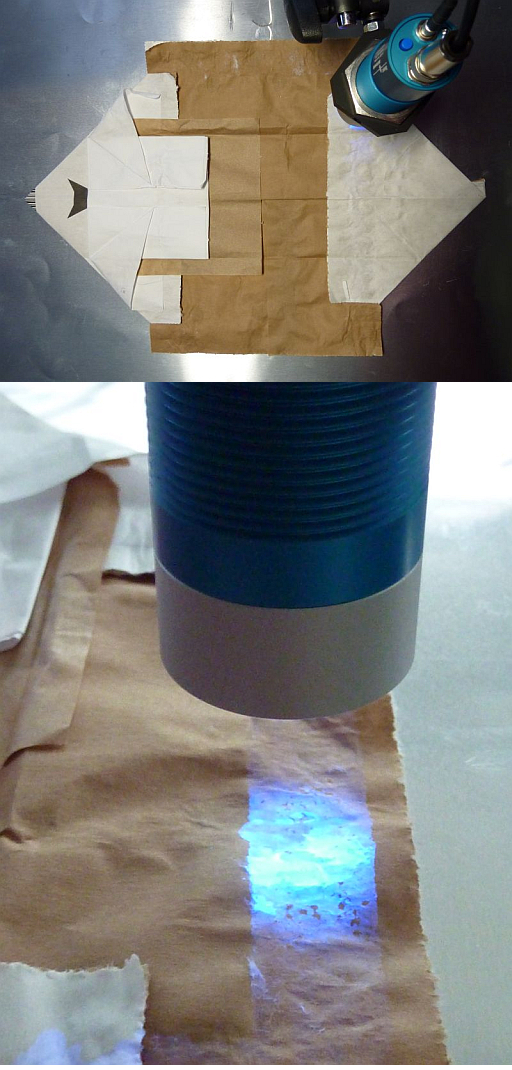
|
||||||||
APP N° 27
|
Detection of color marks (register marks) During the printing process of plastic foils for the food industry the color mark must be properly detected on each printing units. |
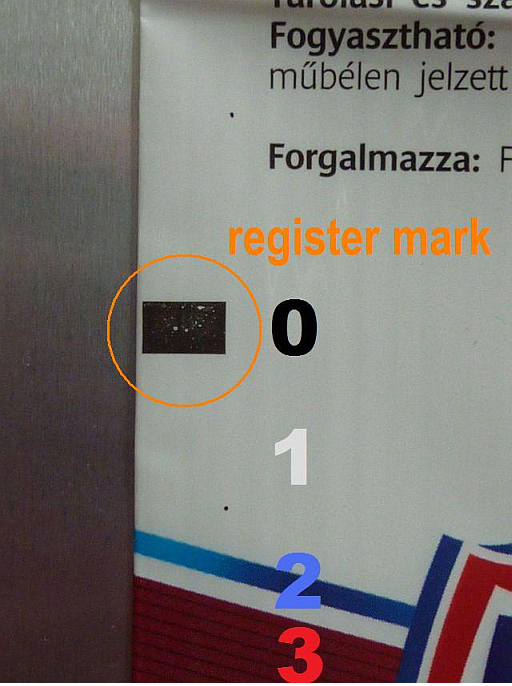
|
||||||||
APP N° 26
|
Groove and gap detection on wire-wound armature The gaps as well as the milled grooves on wire-wound armatures should be detected during the electronic balancing process. The maximum speed is around 2500 revolutions per minute. |
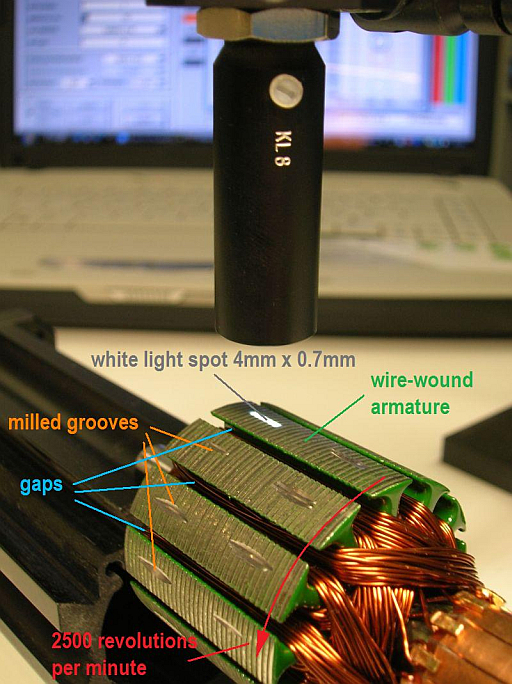
|
||||||||
APP N° 25
|
Detection of color marks on disposal diapers Different color marks (different in color) should be detected with an inline sensor. The maximum production speed is 10 m/s. |
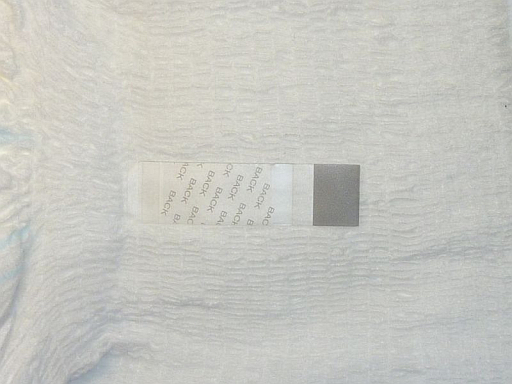
|
||||||||
APP N° 24
|
Color and intensity control of fluorescent color marks during the production The intensity of a printed fluorescent color should be controlled. At this, fluorescent color marks with different densities of color are present. Thus, the color as well as the intensity of the fluorescent color mark can be controlled. |
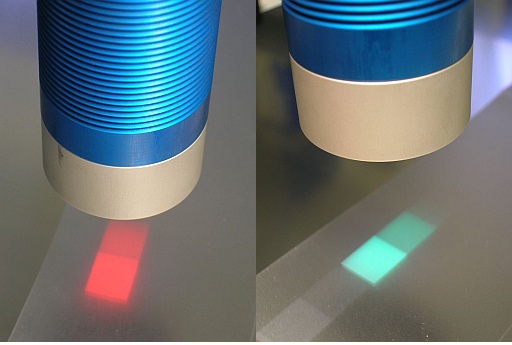
|
||||||||
APP N° 23
|
Colored liquid control During a water cycle process the quality of the water must be controlled. It can happen that the water becomes slightly blue (pollution) or beige (oily) in color. Both case must be detected, the water must be clean. |

|
||||||||
APP N° 22
|
Color differentiation of colored glass bottles In the glass recycling industry it is necessary to separate the different colored bottles to get a correctly sorted material. |

|
||||||||
APP N° 21
|
Color signal recording and color signal monitoring More and more users of the SPECTRO-3 color sensors are asking for a color monitoring and color recording software. The manufacturers of endless materials like plastic foils (e.g. furniture, paper and automotive industry) and the fabricators of laminated medium density fiberboards (MDF) needs an inline sensor system not only for a 100% - quality control but beyond that a system for color signal recording, which allows also to document data like product number, customer name or number, order number, operator name, time and date. Furthermore, the sensor system should inform the operator about the color trend of the product, thus possible countermeasures can be duly initiated. |

|
||||||||
APP N° 20
|
Closure head color control Different plastic closure heads should be color controlled. |
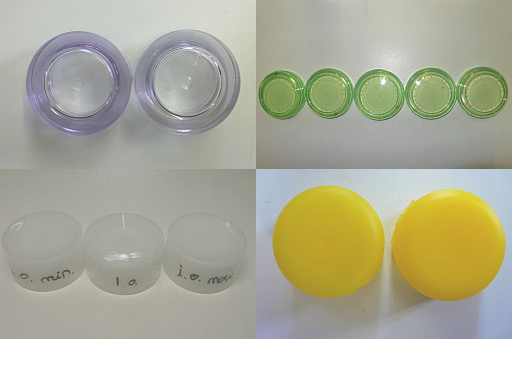
|
||||||||
APP N° 19
|
Black ink mark control on metal tubes On metal tubes, black marks will be applied with an ink jet printer. Sometimes the position of the ink mark is not on the right place or the ink coverage is not sufficient. |
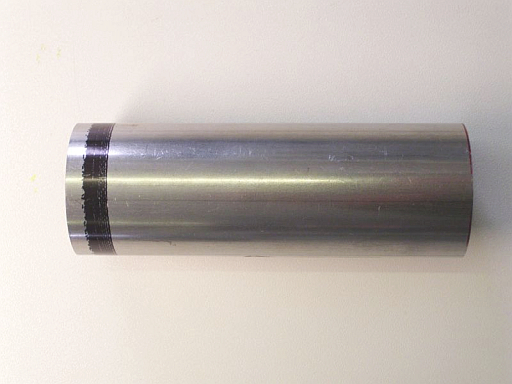
|
||||||||
APP N° 18
|
Lateral position control of conveyor belts in the wood and paper industry In the wood industry (during the production e.g. of MDFs = medium density fiberboards) as well as in the paper industry, special conveyor belts are in use. The lateral position of the band material must be hold in a range of ±0.2mm, whereas the vertical position can change in the range of ±2mm. The material of the conveyor belt is either stainless steel or plastic fabric. |
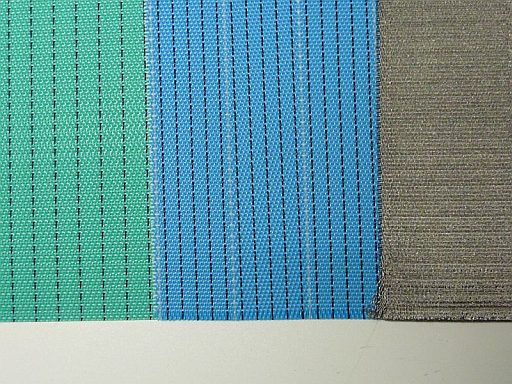
|
||||||||
APP N° 17
|
Detection of clear and milky glass bottles In the glass industry during the process of glass bottle manufacturing for the pharmaceutical industry, the glass bottles must be coated inside. The task is to check, whether the bottle is coated or uncoated. |

|
||||||||
APP N° 16
|
Detection of glossy regions on a matt-finished glass plate During the production of matt-finished glass plates the matt-finished surface must be controlled particularly with regard to small glossy spot. The glossy domains which should be detected are starting with a diameter of approximately 3 mm. |
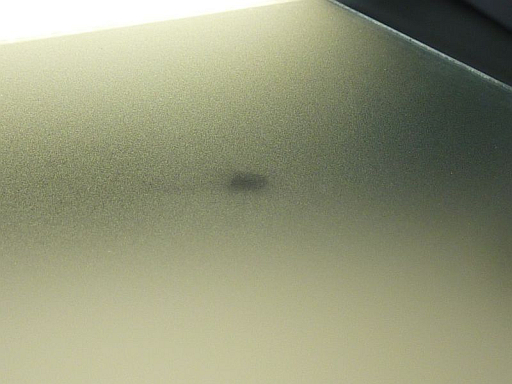
|
||||||||
APP N° 15
|
Detection of pearlescent color strips on security papers The position as well as the quality of pearlescent multi color strips on security paper should be controlled. |
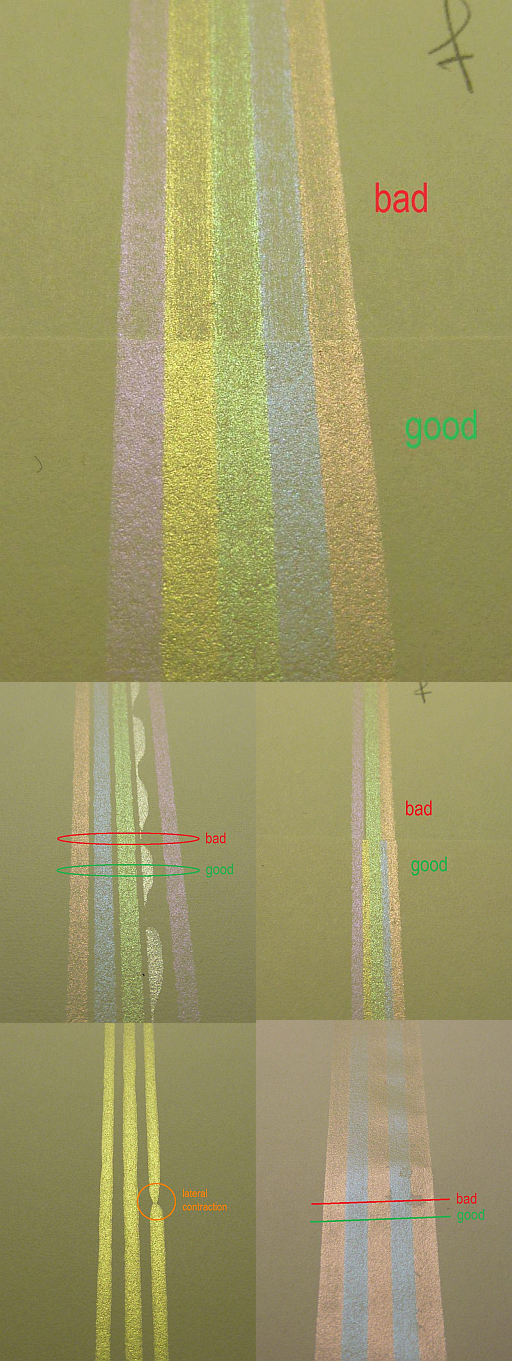
|
||||||||
APP N° 14
|
Height control of labels with a transparent plastic covering The distance of labels with an optical transparent plastic cover should be measured with an accuracy of 0.1mm. |

|
||||||||
APP N° 13
|
Surface control of a piston rod: Steel surface or chrome-plated A piston rod must be controlled whether it is chrome-plated or not. |
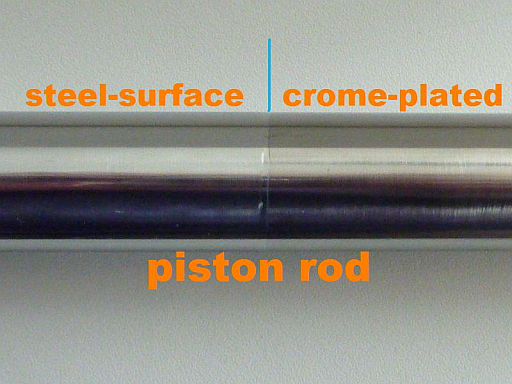
|
||||||||
APP N° 12
|
Detection of two different colored threads on interior parts The task is to distinguish properly between the two different colored threads (beige and gray). |

|
||||||||
APP N° 11
|
Inline edge detection of a white label on a white diaper During the assembly of diapers, the presence as well as the position of the label must be controlled. |
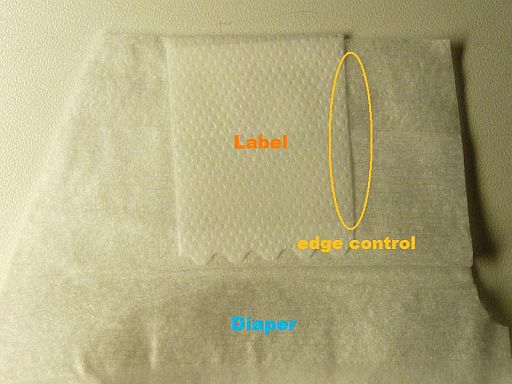
|
||||||||
APP N° 10
|
Color control of two different seams on two different leather imitations The task is to detect, whether the seam is present on the leather imitation or not. There are two different colored leather imitations, beige and gray and respectively a beige thread as well as a gray thread. |
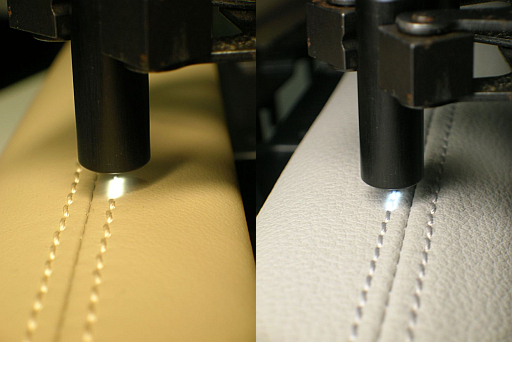
|
||||||||
APP N° 9
|
Detection of a welding line on a metal rod The welding line must be detected during the rotation of a metal rod. It has to be taken into account, that there are scratches as well as rust on the metal surface. |
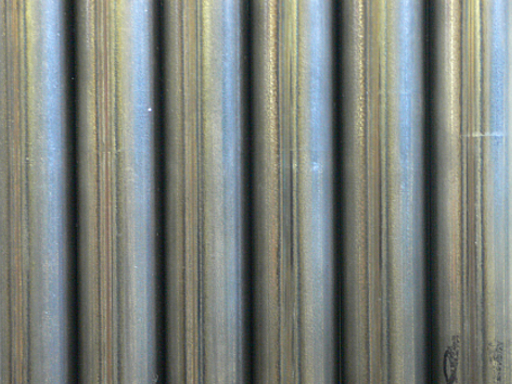
|
||||||||
APP N° 8
|
Color control of ultrasonic sensor caps in the automotive industry during the integration process During the assembling of the ultrasonic sensors into the bumpers the color of the ultrasonic sensor caps must be controlled. |
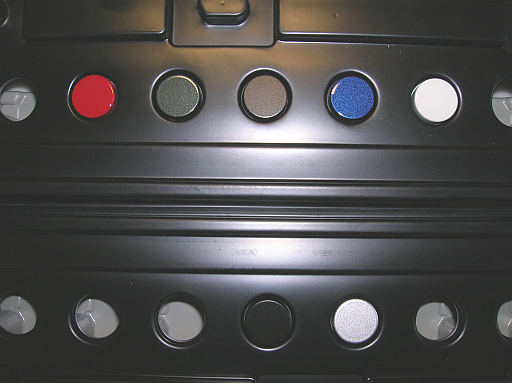
|
||||||||
APP N° 7
|
Differentiation of coated and uncoated metal sheets with the color sensor During the production of cover plates and tin cans, the direction of the metal sheet (front side / rear side) must be checked. Thus it is necessary to distinguish between the coated and the uncoated side. |
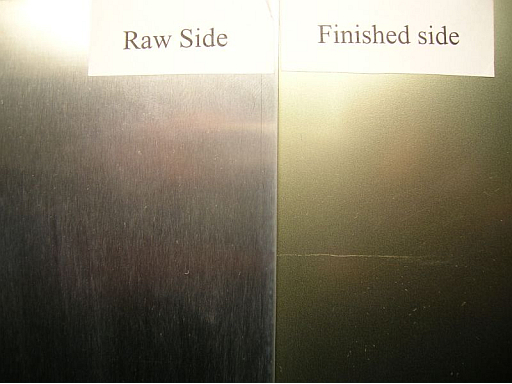
|
||||||||
APP N° 6
|
Detection of the bonding surface of raw material for PCBs The raw material of the printed circuit board is normally placed on a coil as an “endless” belt and anywhere on the belt there is a bonding surface which has to be detected during the unwinding. |
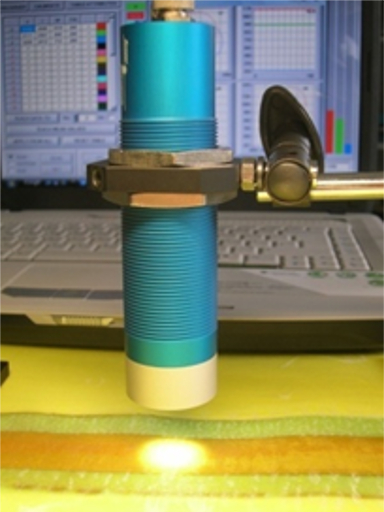
|
||||||||
APP N° 5
|
Veneer control during the door production 1. Detection of slightly burned veneer zones and veneer tear-off during the door production: The veneer will be glued onto the mdf plate during the movement, however, if the process will be interrupted due to any reason, it can happen, that the hot air gun, which will be used normally to warm up the glue, scorches or burns the veneer surface slightly. Furthermore the color sensor should detect a veneer tear-off. 2. Differentiation between white glossy veneer and white matt veneer: The task is to distinguish between white glossy and white matt veneer. |

|
||||||||
APP N° 4
|
Detection of the presence of the fleece during the production of disposable diapers During the production of disposable diapers the assembling of the fleece must be checked. The production speed is approximately up to 10m/s and the height of the diapers can slightly changing. Furthermore the color of the diaper as well as the color of the fleece is white but additionally to this the fleece is fluorescent in blue under the influence of UV light. |
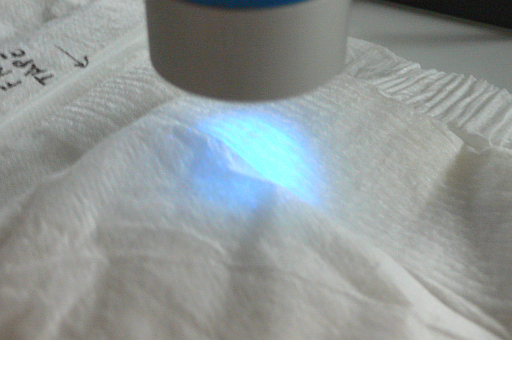
|
||||||||
APP N° 3
|
Detection of the correct direction of a laminated band (front side/back side detection) The direction of a laminated band (Gore laminated band) must be controlled. The color of the band can be white, black or red. |

|
||||||||
APP N° 2
|
Hook-and-pile fastener (Velcro®) direction control The task is to check the direction of the hook-and-pile fastener. |
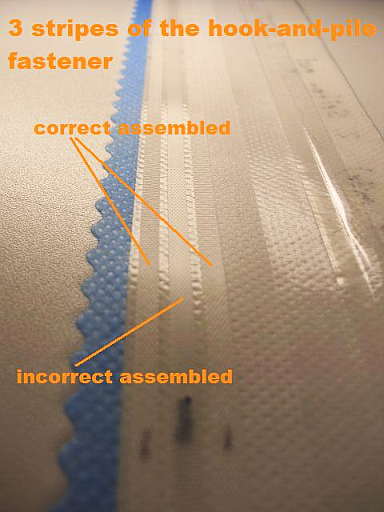
|
||||||||
APP N° 1
|
Quality control during the airbag manufacturing in the automotive industry 1. Surface control of the airbag textile coated / uncoated: One side of the airbag textile is coated, whereas the other side is uncoated. The task is to check, whether the top side is coated. 2. Check of the presence of the plastic foil interlining in the airbag textile: The presence of a plastic foil interlining should be checked through a cut-out of the airbag textile. |
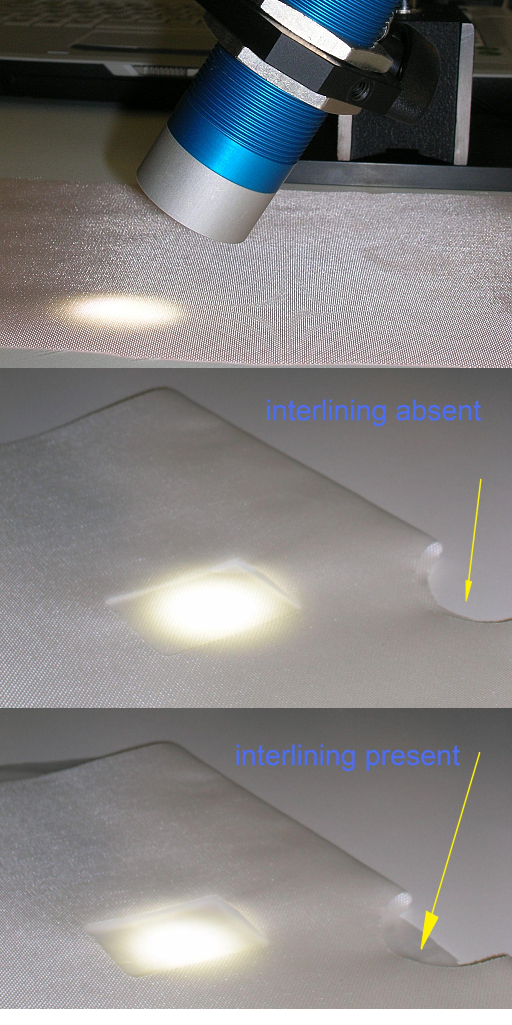
|
")

")
")

")
")
")

")
")
")
")

")
")
")
")
")
")
")
")
")