Esempi di applicazioni pratiche nell'uso industriale
SPECTRO-3-FIO-CL
1) Selezionare una lingua:
|
Color and guidance control of capsules The color as well as the orientation of capsules should be controlled during the production and just before packaging. |

|
|||
|
Detection of black and gray lacquer coat on metal part In the Ɛx zone of a spray chamber uncoated metal parts should be differentiated from black and gray metal parts. |
|
|||
|
Waste water detection and classification Waste water should be detected, controlled and classified. For this purpose sight glasses can be used for the measurement or even dipping the optical front end unit into the waste water is also possible. |

|
|||
|
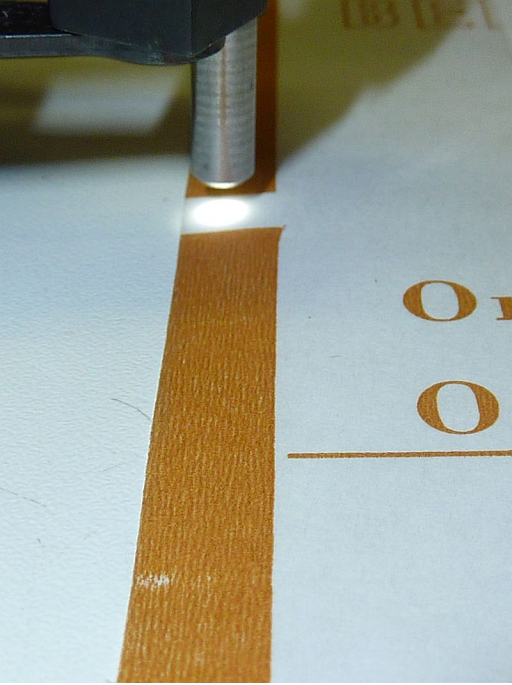
Detection of color marks on spray cans Color marks should be detected on different spray cans. Attention should be paid to the background color as well as to the glue line. |

|
|||
|
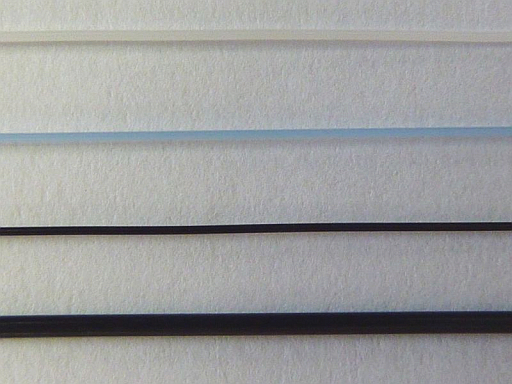
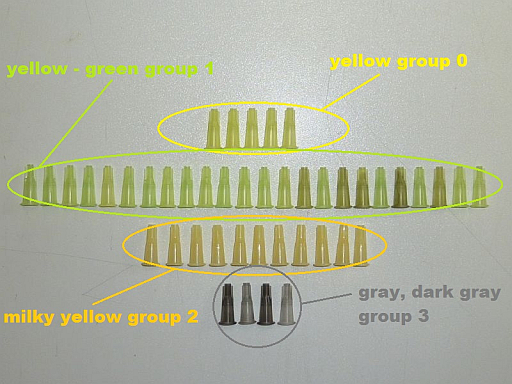
Differentiation of plastic monofilaments Plastic monofilaments, different in size or in color, should be differentiated. |
|
|||
|
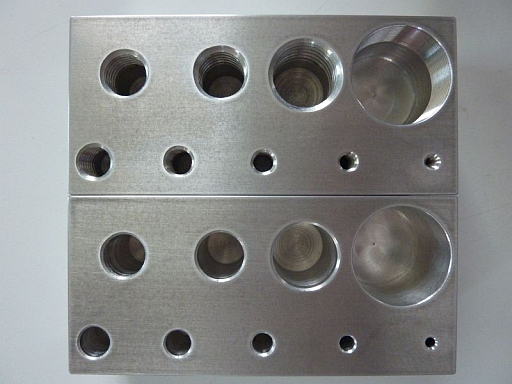
Differentiation of blind holes and blind threads On metal blocs a presence control of blind threads and blind holes should be realized. |
|
|||
|
Color control of a fluorescent lacquer on a cigarette box The color as well as the intensity of a fluorescent lacquer on a cigarette box should be controlled. It should be noted that there are also other fluorescent marks on the cigarette box, but these colors are different (blue) from the fluorescent lacquer (green). |

|
|||
|
Color control of lacquers The lacquer should be inline controlled. At this a special casing is used which will be plunged into the lacquer. |

|
|||
|
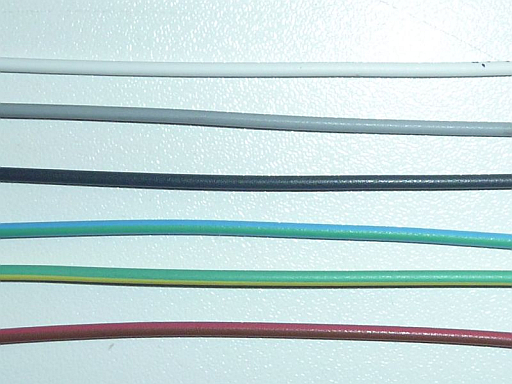
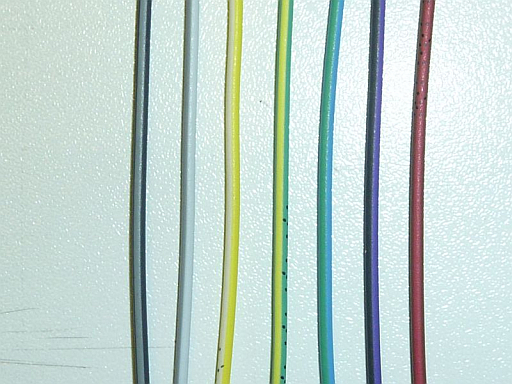
Differentiation between single-colored and two-colored cables During the coiling process of cables it has to be checked, whether monochromatic or dichromatic cables will be winded. At this the cables will be transported with a speed of 15 m/s and the cable will be turned 360° in 0.5 seconds around the axis. This turn around its axis can be used for color control. The smallest diameter of the cables is Ø 1.35 mm and the biggest diameter is around Ø 3mm. To produce a two-colored cable, a single-colored cable is used and a line with a width of approximately 0.8mm will be painted onto the cable, hence a white light spot with a diameter of Ø 0.7mm is used for color control. |
|
|||
|
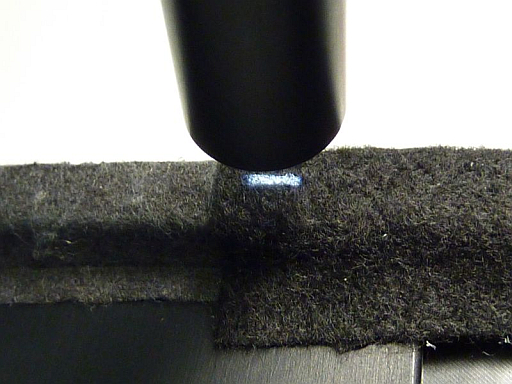
Presence control of felt textile on dashboard components On dashboard instruments the presence of felt must be controlled furthermore two felts must be differentiated. |
|
|||
|
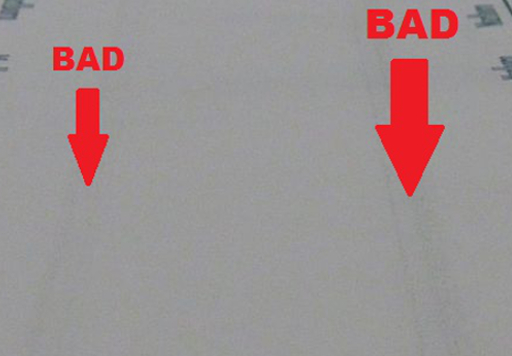
Inspection of perforated cigarette paper During the laser perforation of cigarette paper it happens sometimes that around the holes the paper is partially burned. Observed from a certain distance, the cigarette paper looks like a white paper with more or less gray stripes. The perforated stripes should be inline controlled, whether there is a color as well as intensity shift into the gray range. Furthermore, a distinction between burned stripes, slightly burned stripes, proper stripes and no stripes should be possible. |
|
|||
|
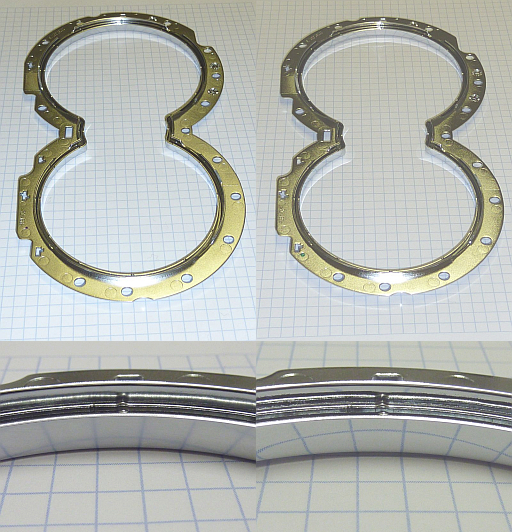
Differentiation of chrome plated shiny and chrome plated matt components Chrome plated shiny components must be distinguished from chrome plated matt parts. The size of the objects is equal; there is only 8mm space in height under the object for the sensor front end. |
|
|||
|
Färgkontroll av kapsyler till sprutor De olika färgade kapsylerna till sprutor ska sorteras efter färg. Dessutom ska detektion göras av färgskiftningar från batch till batch. Color differentiation of syringe capsules Syringe capsules must be color differentiated. At this, there should be detected also an unacceptable color change from batch to batch of the same capsule type. |
|
|||
|
Differentiation of a unicolor and a bicolor cable During the production of cables a differentiation between unicolor and bicolor cable is necessary. The production maximum speed of the cable is approximately 15m/s and the diameter of the smallest cable is around 1.35mm. The cable is rotating around the axis in 0.5 seconds 360° at this velocity. The color stripe of the bicolor cable has a width of about 0.8mm. |
|
|||
|
Color mark detection on a paper banderole A white color mark must be detected on a different colored stripe. Depended of the bank note, the stripe can have a color of e.g. yellow, brown, red, blue, green, violet and grey. The product runs with a maximum speed of approximately 10m/s and the size of the color mark is about 6mm x 4mm. The sensor should deliver precise information about the position of the white color mark. |
|
|||
|
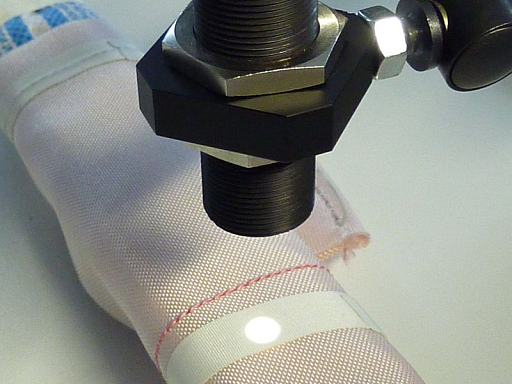
Detection of a white tape on a pink airbag textile The white tape on a pink airbag textile must be detected. Thereby it must be differentiated between the color of the white tape on the one hand and all of the other background colors of the airbag (pink, pink with red thread, blue and white textile) on the other hand. |
|
|||
|
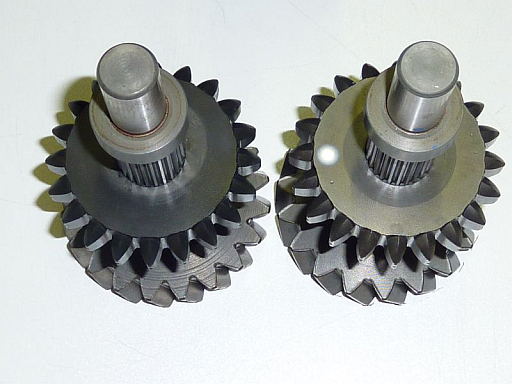
Färgdetektion av svart eller obehandlad metallyta Från ett avstånd av 160 mm och med 3 mm stor ljuspunkt ska givaren särskilja mellan en obehandlad respektive en svart metallyta. Color differentiation between a black and an uncoated metal gear wheel A black metal gear must be distinguished from an uncoated metal gear. The distance from the sensor to the object should be 160mm and the spot size should be around 3mm in diameter. |
|
|||
|
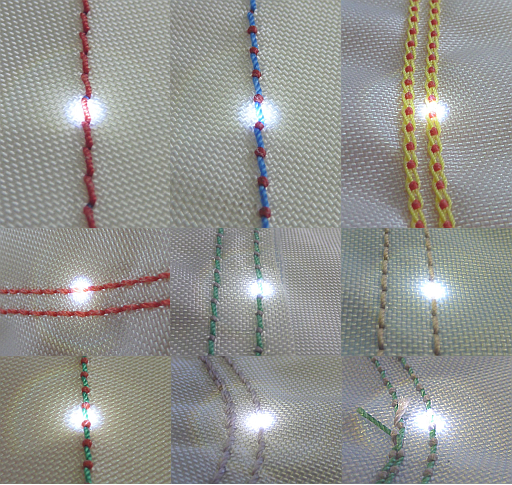
Kontroll av sytråd på tyg till airbag Olika färgad sytråd på tyget ska särskiljas. Dessutom kan trådarna vara tvåfärgade. Differentiation of threads on an airbag textile Different colored threads must be differentiated. At this, the treads can be also bicolored. |
|
|||
|
Färgdetektion av märkning på gummi En gul färgmarkering ska detekteras på tätlist av gummi. Color mark detection on a rubber seal A yellow striped color mark should be detected on a rubber seal. |

|
|||
|
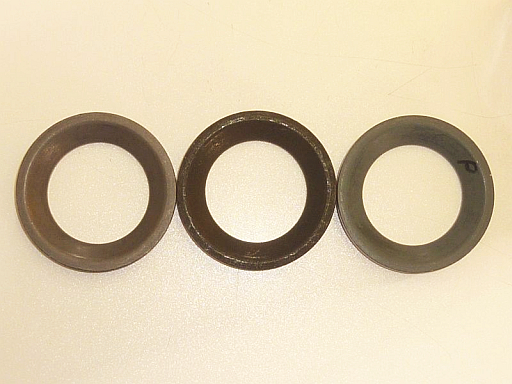
Skilja mellan modell av kullager Kullager av samma storlek men med en viss färgskillnad på en ring ska särskiljas. Detektionen ska utföras på minst 160 mm avstånd. Differentiation of ball bearings Ball bearings with the same size but with a different color ring must be differentiated. At this one ball bearing type has a golden colored inner ring, whereas the other type is equipped with a silver colored inner ring. The ball bearing has to be controlled at a minimum distance of 160mm. |

|
|||
|
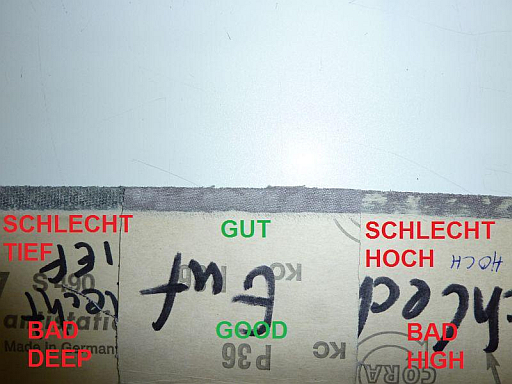
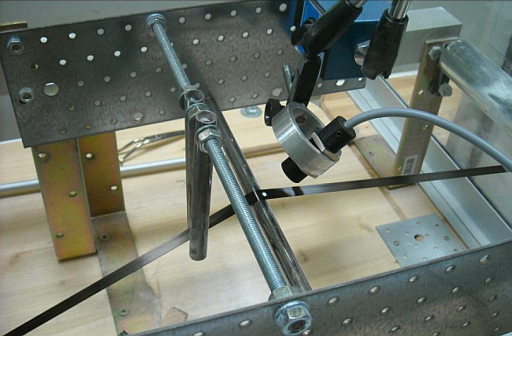
Edge control of abrasive belts The edges of abrasive belts must be grinded to a certain degree. Thus, the degree of grinding should be controlled. |
|
|||
|
Detektering av pulverbeläggning på en kolfiberarmerad plastremsa Tjockleken av pulverbeläggningen på plastremsan ska kontrolleras. Detection of powder coating on carbon fiber reinforced plastic films During the powder coating of carbon fiber reinforced plastic films the quality of the coating (thickness of the layer) has to be controlled. |
|
|||
|
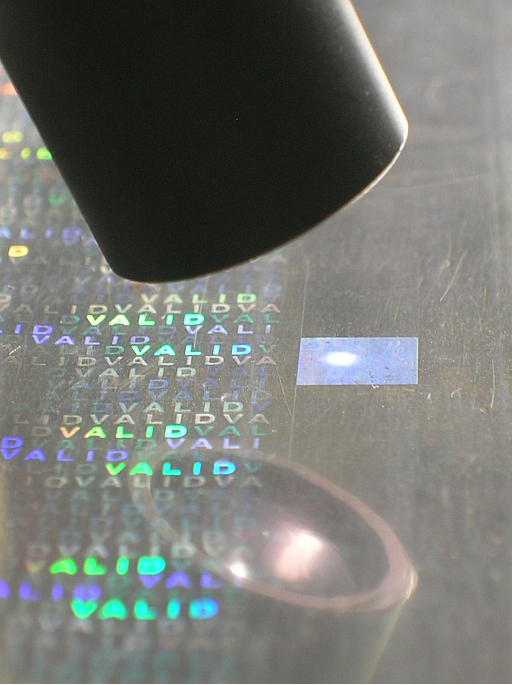
Supersnabb detektion av holografiska markeringar inom tryckeriindustrin De flesta holografiska markeringar har egenskapen att ge direktreflektion tillbaka när ljus infaller med en vinkel av 45 grader. Detta gäller både för transparent så som metalliserad folie. Super fast detection of holographic reference marks in the printing industry One of the properties of holographic marks is the direct back reflection of collimated, parallel light under a certain angle. For most of the holographic marks this angle is equal to 45° and the collimated beam is directed perpendicular to the transport direction of the printed foil. This behavior of direct back reflection can be observed on transparent as well as on metalized holographic foils. |
|
|||
|
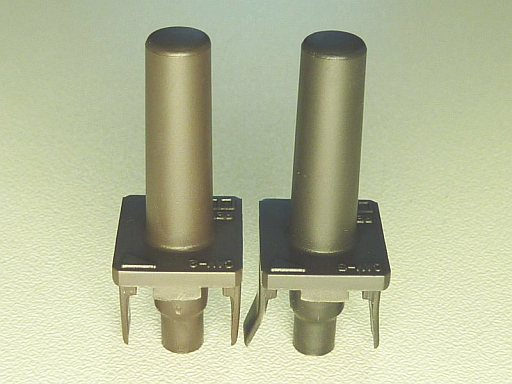
Kontroll av färg på lysdioder Lysdioder på elektriska tandborstar ska kontrolleras med avseende på färg. Dessutom kontrolleras att lysdioderna blinkar korrekt. LED color control On an electrical toothbrush the color of the LEDs should be controlled. Furthermore the ON/OFF times of the LEDs should be determined, too. |

|
|||
|
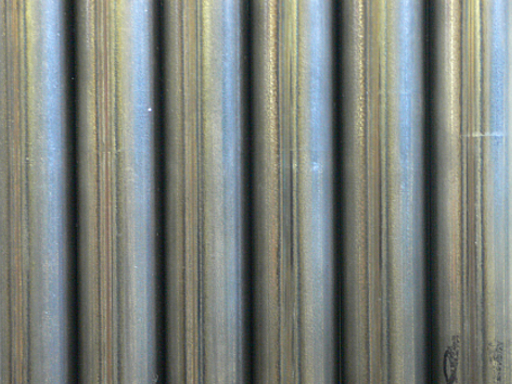
Detektion av färgmärkning på aluminiumrör En röd färgmarkering som sprayas på aluminiumrör ska detekteras under transport av röret. På andra rör trycks svart text, bokstäver och siffror, vilkas närvaro ska detekteras. Color mark detection on aluminum tubes A red color mark which is sprayed on an aluminum tube must be detected during the linear movement of the tube. Furthermore on another aluminum tube the presence of black characters and figures should be detected, too. |
|
|||
|
Color differentiation of seat-belt buckles For the seat-belt buckles colors like beige, gray and black preponderates, but there are different tones in the respective colors present. |

|
|||
|
Color differentiation of control elements in the automotive interior field During the assembling process of the control elements into the dashboard, into the car side doors or into the headliner the color must be controlled. Mostly for the housing of the control elements the same lacquer will be used as for the bodywork, which means that we have to do with very glossy colors. |

|
|||
|
Color differentiation of plastic components in the automotive industry In the automotive industry there will be used a lot of plastic components even in the interior area. These components will be used amongst others for the side doors, the car seats, the rear door, the headliner and the dashboard. The colors of these plastic parts are more or less either gray or beige or black. |

|
|||
|
Färgkontroll av plastdelar till fordonsinteriör Olika delar i plast som ska monteras in i fordon ska kontrolleras så delarna har rätt färg. Color differentiation of plastic parts in the automotive interior field Different colored plastic components which are used in the automotive interior field should be distinguished. |
|
|||
|
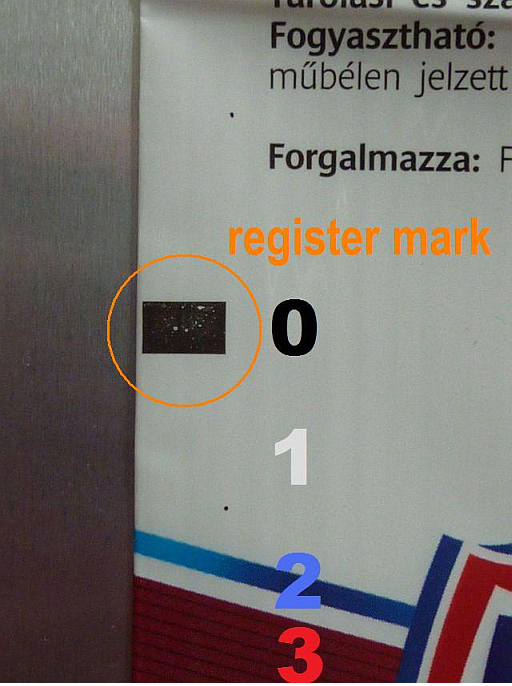
Detektion av färgmarkering på plastfolie Under tryckningen av plastfolie för livsmedelsindustrin ska färgmarkeringars position detekteras korrekt. Detection of color marks (register marks) During the printing process of plastic foils for the food industry the color mark must be properly detected on each printing units. |
|
|||
|
Färgkontroll av olika vätskor Kvaliteten på vattnet ska kontrolleras i en process genom att detektera dess färg. Vattnet kan vara blått (förorening) eller beige (oljeinblandning). Colored liquid control During a water cycle process the quality of the water must be controlled. It can happen that the water becomes slightly blue (pollution) or beige (oily) in color. Both case must be detected, the water must be clean. |

|
|||
|
Kontroll av märkning på metallrör En printer gör svarta markeringar på metallrör. Kontroll görs av att markeringen är rätt gjord och har rätt position på röret. Black ink mark control on metal tubes On metal tubes, black marks will be applied with an ink jet printer. Sometimes the position of the ink mark is not on the right place or the ink coverage is not sufficient. |
|
|||
|
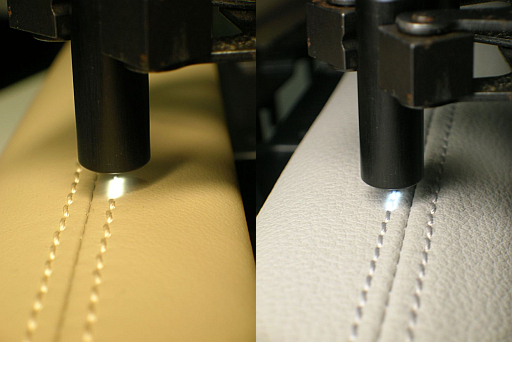
Färgkontroll av två olika sömmar på två olika konstläder Uppgiften är att kontrollera att det finns en söm på konstlädret vilket kan vara beige eller grått såsom sömmen som kontrolleras. Color control of two different seams on two different leather imitations The task is to detect, whether the seam is present on the leather imitation or not. There are two different colored leather imitations, beige and gray and respectively a beige thread as well as a gray thread. |
|
|||
|
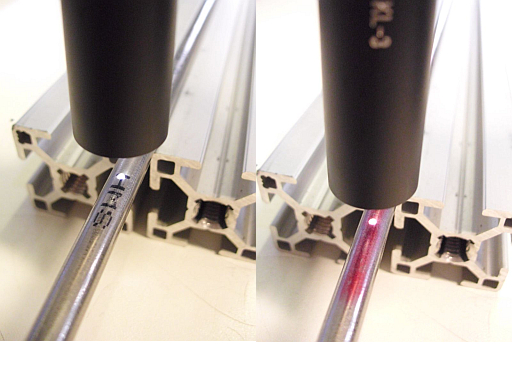
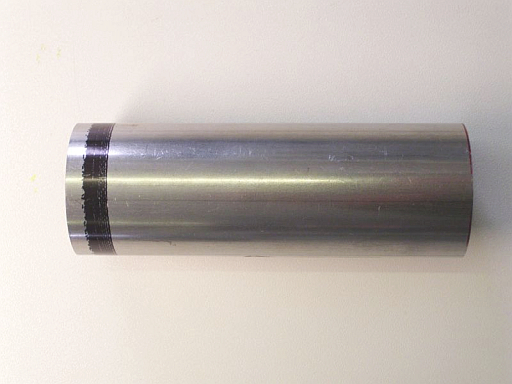
Detektion av svetssöm på metallrör Svetssömmen ska detekteras medan röret roteras. Förutom svetsen finns repor och rostmärken på metallytan. Detection of a welding line on a metal rod The welding line must be detected during the rotation of a metal rod. It has to be taken into account, that there are scratches as well as rust on the metal surface. |
|
|||
|
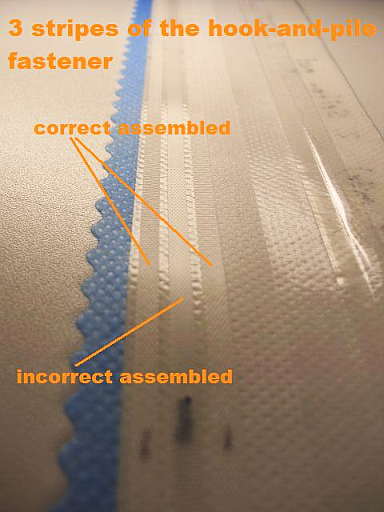
Undersökning av fram eller baksida på Velcro-band Uppgiften är att detektera fram eller baksida på Velcro-band. Hook-and-pile fastener (Velcro®) direction control The task is to check the direction of the hook-and-pile fastener. |
|
")
")
")
")
")
")
")
")
")
")
")
")
")