Exemplos prácticos de uso industrial
1) Selecione uma área de aplicação:
Machine Building / Metal-working Industry (Maschinenbau / Metallverarbeitung)
2) Selecione um idioma:
APP N° 786
|
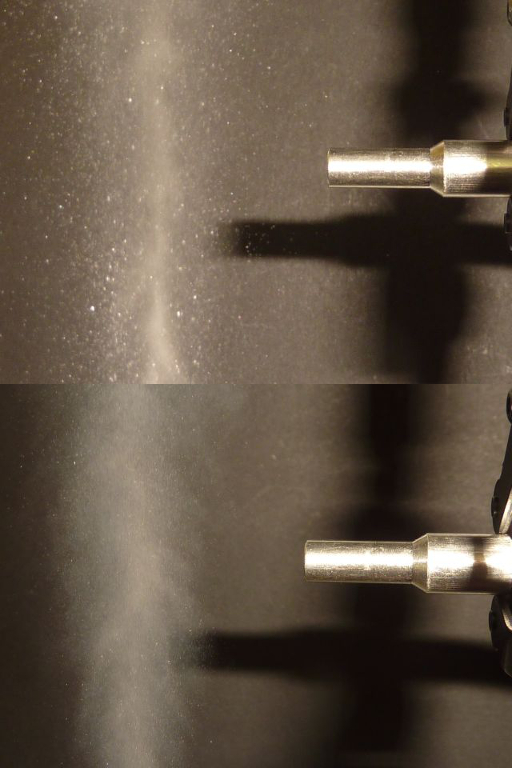
Controle de jato de vaporização Um jato de vaporização pulsado e de baixa dose deve ser monitorado. Spray jet control A pulsed, weakly dosed spray jet should be controlled. |
|
|||||
APP N° 785
|
Controle de largura de placas metálicas A largura das placas metálicas de movimento rápido deve ser medida. Width control of metal sheets The width of very fast moved metal sheets should be measured. |
|
|||||
APP N° 784
|
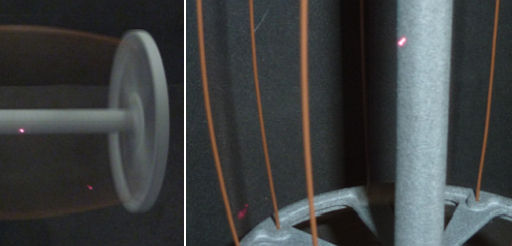
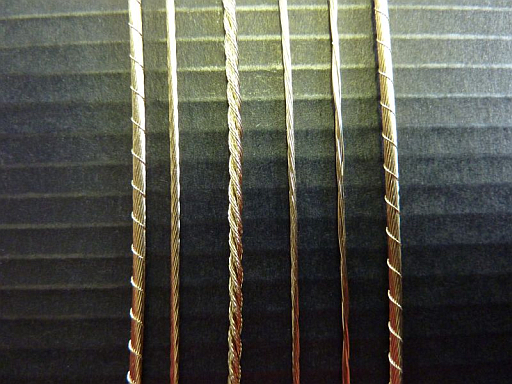
Detecção e contagem de fios durante o processo de enrolamento A presença, assim como o número de fios, deve ser monitorada durante o processo de enrolamento. Wire detection and counting during the braiding process Wires should be detected and counted during the braiding process. |

|
|||||
APP N° 777
|
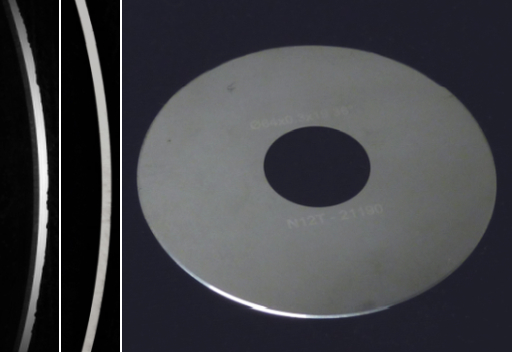
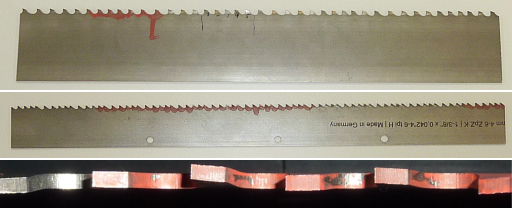
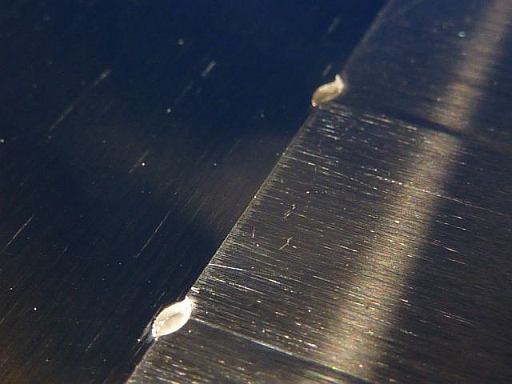
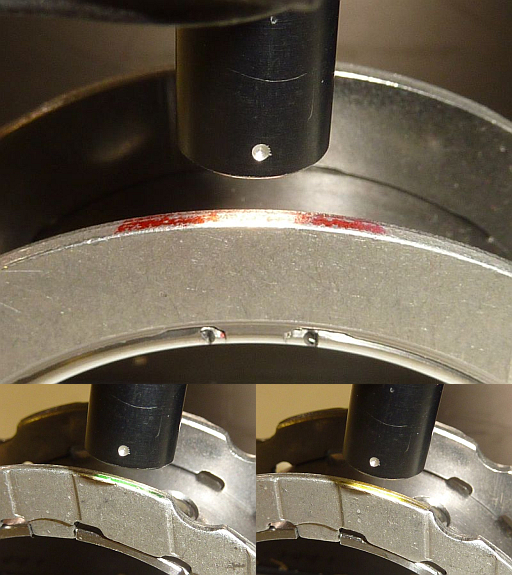
Detecção de defeitos em discos de lâminas de serra Os defeitos nos discos das lâminas de serra devem ser detectados. Defect recognition on saw blade discs Defects on saw blade discs should be detected. |
|
|||||
APP N° 756
|
Detecção de um flanco descendente assim como ascendente de uma correia metálica sobre um fundo metálico O flanco ascendente assim como descendente das correias metálicas em placas deve ser detectado. Detection of a rising and falling edge of a metal stripe on metal sheet A rising as well as a falling edge of a metal stripe on metal sheet should be detected. |
|
|||||
APP N° 755
|
Distinção da porca de parafuso por meio do controle do diâmetro interno As porcas M8 e M10 devem ser diferenciadas em linha por meio da medição do diâmetro interno. Inside diameter differentiation of threaded nuts M8 and M10 screw-nuts should be inline differentiated by inner diameter measurement. |

|
|||||
APP N° 754
|
Controle do diâmetro interno das porcas roscadas O diâmetro interno das porcas de rosca deve ser medido. Inner diameter control of screw-nuts The inner diameter of screw-nuts should be measured. |

|
|||||
APP N° 753
|
Contagem de fios em sistemas de encalhe O número de fios durante o processo de enrolamento em sistemas de encalhe deve ser contado. Wire counting on wire winding machines The number of wires on a wire winding machine should be counted. |
|
|||||
APP N° 752
|
Detecção da presença de óleo em parafusos de rebite A presença de óleo nos parafusos de rebite deve ser verificada. Detection of the presence of oil on rivet screws The presence of oil on rivet screws should be detected. |

|
|||||
APP N° 751
|
Detecção de película de óleo em pinos metálicos A presença de uma película de óleo deve ser monitorada em pinos metálicos. Oil film detection on metal pins An oil film on metal pins should be detected. |

|
|||||
APP N° 742
|
Detecção de marcas coloridas nas lâminas de serra As marcas coloridas devem ser detectadas nas lâminas de serra. Color mark detection on saw blades Color marks should be detected on saw blades. |
|
|||||
APP N° 741
|
Detecção de marcas de cor em parafusos metálicos As marcas coloridas na superfície frontal dos parafusos metálicos devem ser detectadas. Color mark detection on metal screws The color mark on metal screws should be detected. |

|
|||||
APP N° 736
|
Distinção de cores de cabeças de parafusos de cor cinza claro e preto As cabeças de parafusos de cor prateada devem ser distinguidas das cabeças de parafusos revestidas a preto. Differentiation of silver-colored screws from black coated screws Silver-colored screws should be differentiated from black coated screws. |

|
|||||
APP N° 733
|
Medição do diâmetro interno de peças metálicas O diâmetro interno dos componentes metálicos deve ser controlado. Inner diameter measurement of metal components The inner diameter of metal components should be measured. |

|
|||||
APP N° 726
|
Monitoramento de altura de molas em espiral metálicas A altura de molas em espiral metálicas deve ser medida. Metal spring height control The height of metal springs should be measured. |

|
|||||
APP N° 725
|
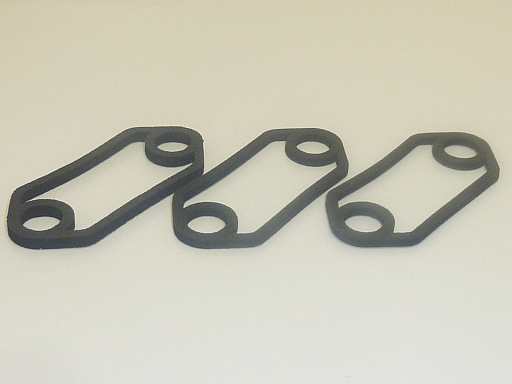
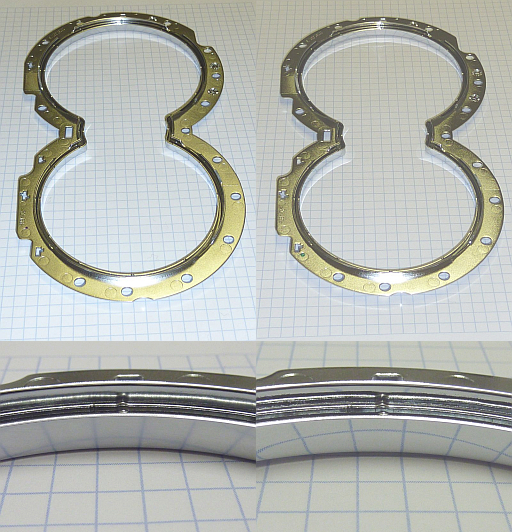
Medição de espessuras de juntas planas A espessura das juntas planas deve ser medida. Thickness measurement of flat gaskets The thickness of flat gaskets should be measured. |
|
|||||
APP N° 719
|
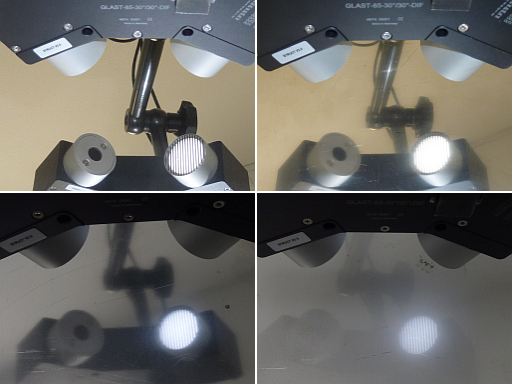
Controlo da superfície das chapas em aço inoxidável A superfície das chapas em aço inoxidável deve ser monitorizada. Surface control of stainless-steel sheets The surface of stainless-steel sheets should be controlled. |
|
|||||
APP N° 717
|
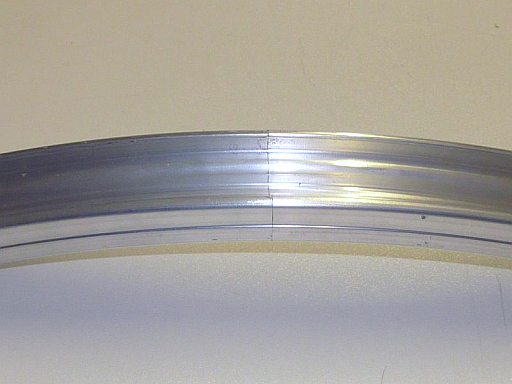
Contagem de dobras nos tubos de alumínio Devem ser contadas as dobras nos tubos de alumínio. Deve-se levar em consideração que a distância entre as respetivas dobras pode divergir. Counting folds on aluminum tubes Folds on aluminum tubes should be counted. It must be considered that the distance between the folds is not constant. |

|
|||||
APP N° 704
|
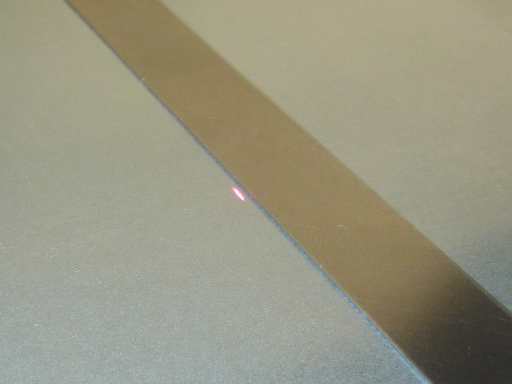
Detecção de uma marca gravada a laser em uma barra de aço inoxidável As marcas gravadas a laser devem ser registradas em barras de aço inoxidável. Detection of a laser-engraved mark on a stainless-steel rod Laser-engraved marks on stainless steel rods should be detected. |

|
|||||
APP N° 701
|
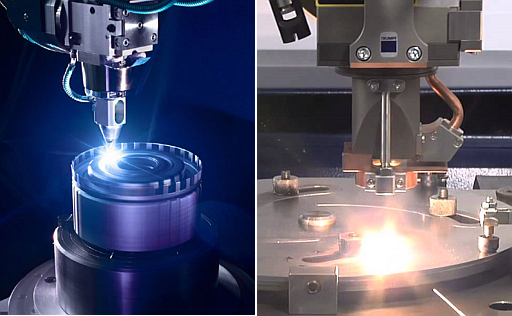
Controle de processo de soldagem a laser Durante a soldagem a laser, a emissão de luz causada pelo processo de soldagem a laser deve ser examinada em termos de cor e intensidade. Laser welding process control During the laser welding the color as well as the intensity of the emitted light, caused by the laser welding, should be controlled. |
|
|||||
APP N° 686
|
Separação de cores de peças metálicas As partículas de metal devem ser separadas em termos de cor. Color separation of metal parts Metal parts should be separated depending on the color. |

|
|||||
APP N° 683
|
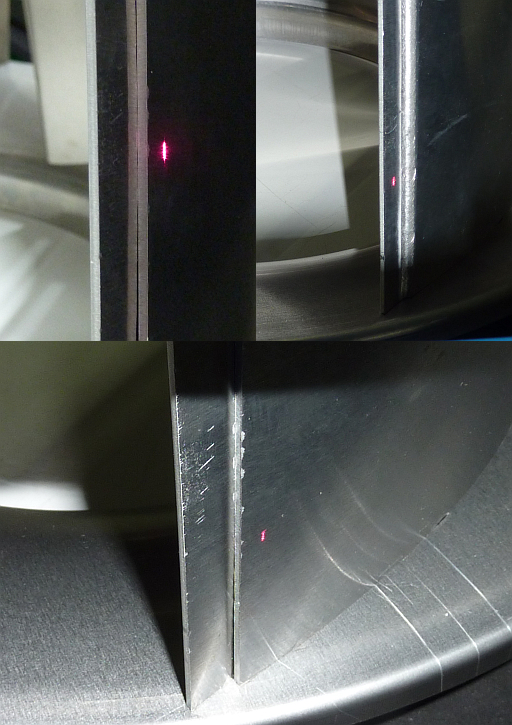
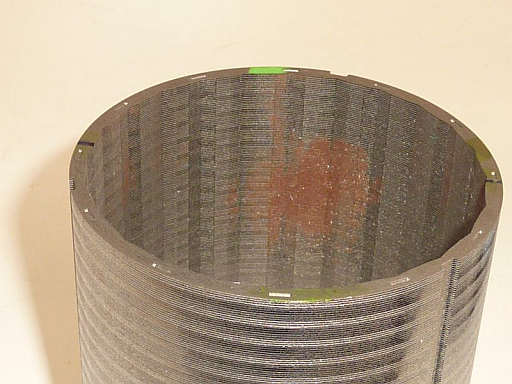
Detecção de um ponto de sobreposição de duas folhas nos rotores e também se existe uma costura de solda Deve ser controlada a presença de uma costura de solda nos ventiladores metálicos. Além disso, deve-se verificar se as duas folhas se sobrepõem ou foram soldadas. Detection of overlapped metal plates on metal fans and further whether the metal plates are welded The presence of welding lines should be controlled on metal fans. Furthermore, it should be controlled, whether the overlapped metal plates are welded or not welded. |
|
|||||
APP N° 680
|
Diferenciação entre barras metálicas polidas pretas e barras metálicas As barras metálicas polidas pretas devem ser diferenciadas das barra metálicas. Differentiation of black finished metal rod and metal rod Black bronzed metal rods should be distinguished from metal rods. |
|
|||||
APP N° 679
|
Controle de tintas de barras interiores brilhantes A qualidade da tinta de barras interiores brilhantes deve ser monitorada. Lacquer quality control of shiny interior trims The lacquer quality of shiny interior trims should be controlled. |
|
|||||
APP N° 664
|
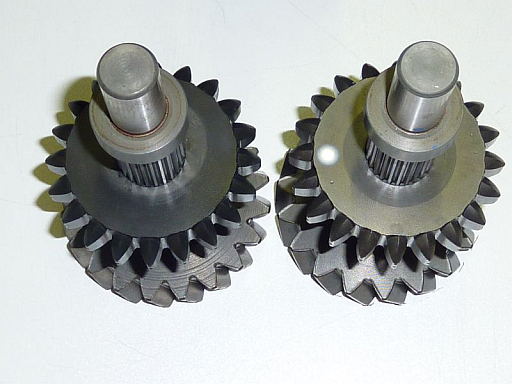
Diferenciação de rodas dentadas As rodas dentadas que não são tratadas quimicamente devem ser diferenciadas das rodas dentadas escurecidas. Gear differentiation Chemically non-treated gears should be distinguished from blackened gears. |

|
|||||
APP N° 650
|
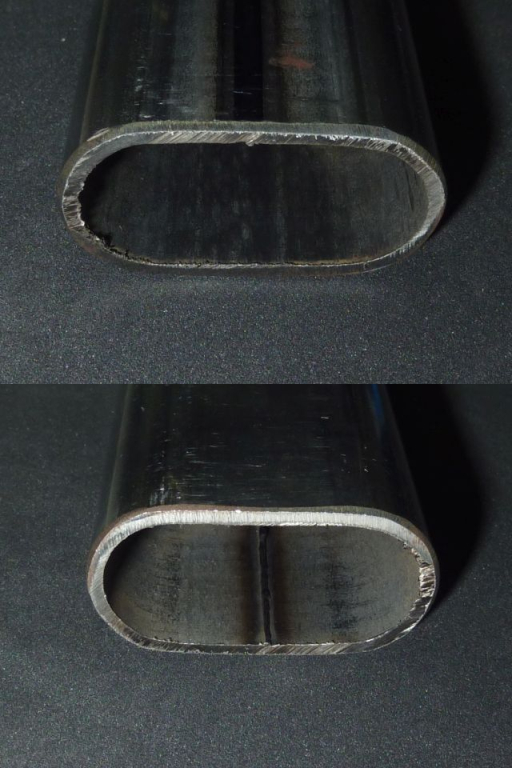
Controle de posição de um tubo plano soldado de metal A posição da costura da solda dos tubos planos deve ser monitorada. Deve ser garantido que a costura da solda se encontra na parte inferior. Correct positioning control of welded flat metal tubes The position of a welding line on a flat tube should be controlled. At this, the welding line should be underneath. |
|
|||||
APP N° 632
|
Diferenciação de tubos de alumínio anodizados Tubos de alumínio anodizados devem ser diferenciados por cor. Color differentiation of anodized aluminum tubes Anodized aluminum tubes should be color differentiated. |

|
|||||
APP N° 631
|
Diferenciação de perfis de alumínio anodizados Perfis de alumínio anodizados devem ser diferenciados por cor. Color differentiation of anodized aluminum profiles Anodized aluminum profiles should be color differentiated. |

|
|||||
APP N° 630
|
Diferenciação de alumínio anodizado Peças de alumínio anodizadas devem ser diferenciadas. Color differentiation of anodized aluminum components Anodized aluminum components should be color differentiated. |

|
|||||
APP N° 620
|
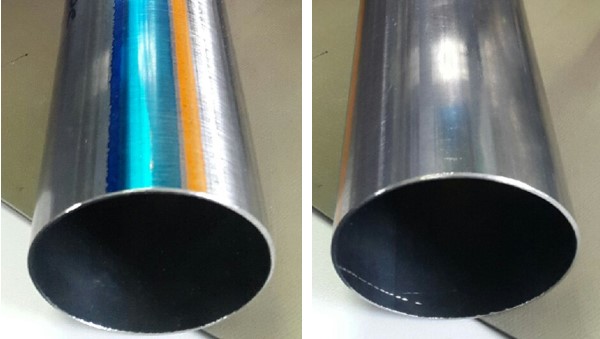
Controlo de cor dos tubos de aço inoxidável Tubos de aço inoxidável pintados de azul devem ser diferenciados de tubos não pintados. Color control of stainless steel tubes Blue painted stainless steel tubes should be differentiated from uncolored tubes. |
|
|||||
APP N° 616
|
Diferenciação de cor das molas espirais de metal As molas espirais de metal devem ser separadas em relação à cor. A distância de controlo não deverá ser inferior a 100 mm. Color differentiation of metal springs Metal springs should be color differentiated at a distance of 100mm. |

|
|||||
APP N° 575
|
Diferenciação de cor de anéis metálicos Os anéis metálicos devem ser diferenciados em relação à sua cor. Color differentiation of metal rings Metal rings should be color differentiated. |

|
|||||
APP N° 573
|
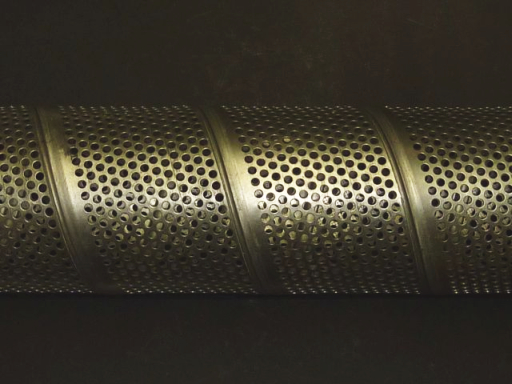
Detecção de área sobreposta em tubos metálicos perfurados Nos tubos metálicos perfurados deve ser detectada a área de sobreposição. Overlap joint detection on perforated metal tubes The overlapping area on perforated metal tubes should be detected. |
|
|||||
APP N° 566
|
Detecção da costura de solda no tubo interior No lado interior do tubo deve ser detectada uma costura de solda durante a rotação. Inner tube welding line detection The welding line of an inner tube should be detected during rotation. |

|
|||||
APP N° 548
|
Controle de camada de superfícies de articulações esféricas A superfície das articulações esféricas deve ser monitorada. Deve-se distinguir entre superfícies não revestidas, revestidas e superfícies revestidas a azul. Ball joint coating control The joint ball surface should be controlled with a view to the coating. At this, uncoated joint balls should be differentiated from coated and blue coated joint balls. |

|
|||||
APP N° 540
|
Controle da neblina de chapas em aço inoxidável A neblina das superfícies de aço inoxidável deve ser monitorada. Haze control of stainless steel plates The haze of stainless steel surfaces should be controlled. |
|
|||||
APP N° 539
|
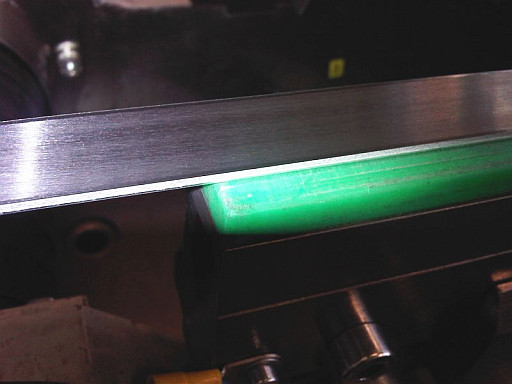
Controle de presença de uma cola fluorescente líquida numa cavidade Deve ser controlado num orifício a presença de cola fluorescente líquida. Presence control of liquid fluorescent glue in a hole The presence of fluorescent liquid glue in a hole should be controlled. |
|
|||||
APP N° 538
|
Controle da superfície de rolamento das rodas dentadas A superfície de rolamento das rodas dentadas deve ser controlada em relação a defeitos na superfície. Control of the contact surface of gear wheels The contact surface of gear wheels should be controlled. |

|
|||||
APP N° 534
|
Diferenciação de elementos da corrente metálica Os elementos da corrente metálica devem ser diferenciados em relação à sua espessura. A espessura de uma peça é de 2,0 mm, enquanto a outra peça apresenta uma espessura de 2,3 mm. Differentiation of metal chain links Metal chain links should be differentiated by thickness. The thickness of the one size is 2.0mm, whereas the other size has a thickness of 2.3mm. |

|
|||||
APP N° 533
|
Marcas de vibração nas correias metálicas Defeitos nas tiras bimetálicas são identificadas com marcas de vibração. Durante o processamento, as marcas de vibração devem ser detectadas com segurança para que a peça com defeito possa ser retirada posteriormente da correia metálica. Detection of chatter marks on metal bands Defects inside bimetallic bands will be marked with chatter marks. These chatter marks should be proper detected during the further processing and the damaged part of the metal stripes should be removed from the finishing later on |

|
|||||
APP N° 502
|
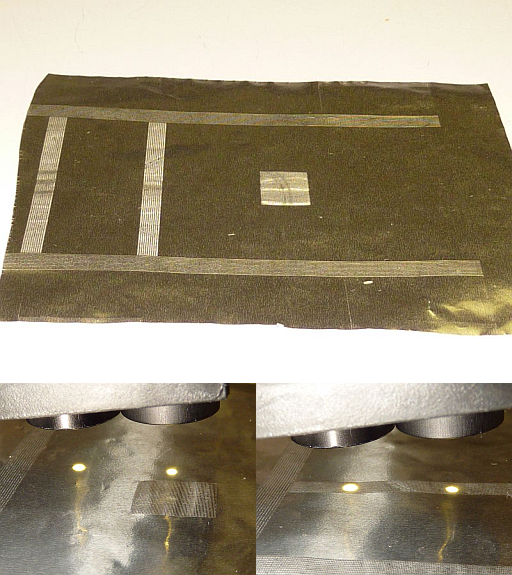
Controle de presença de uma película de plástico semitransparente numa chapa metálica A presença de uma tira de plástico semitransparente azulada numa chapa metálica deve ser monitorada. Presence control of a semitransparent plastic film on a metal sheet A semitransparent light blue plastic film should be detected on a metal sheet. |

|
|||||
APP N° 498
|
Controle de cor de anéis metálicos A qualidade dos anéis metálicos deve ser controlada em relação à sua cor. Color control of metal rings The quality of metal rings should be controlled with a view to the color. |
|
|||||
APP N° 496
|
Controle de presença de óleo em grelhas metálicas A presença de óleo em grelhas metálicas deve ser controlada. Oil presence control on metal grids The presence of oil should be detected on metal grids. |

|
|||||
APP N° 482
|
Medição de cor de chapas pintadas A cor das chapas pintadas deve ser determinada (valores L*a*b*). Color measurement of lacquered metal sheets The color of painted metal sheets should be measured (L*a*b* values). |
|
|||||
APP N° 480
|
Controle do posicionamento correto dos pinos metálicos Peças rotativas de aço devem ser controladas em relação ao seu posicionamento correto. Direction control of metal pins The direction of metal pins should be controlled. |

|
|||||
APP N° 475
|
Diferenciação de tubos de alumínio com envernizamento interior simples e duplo Os tubos de alumínio com envernizamento interior simples devem ser diferenciados dos tubos de alumínio com envernizamento interior duplo. Differentiation of single and double inside coated aluminum tubes Single inside coated aluminum tubes should be differentiated from double inside coated aluminum tubes. |
|
|||||
APP N° 474
|
Detecção de óleo fluorescente em diversas anilhas vedantes A presença de óleo nas anilhas vedantes deve ser controlada. Tendo em atenção, que o óleo na utilização de luz UV fica fluorescente. Detection of fluorescent oil on flat washers The presence of oil on different flat washers should be controlled. It has to be taken into account, that the oil is fluorescent, if UV light is used. |

|
|||||
APP N° 473
|
Detecção de um lubrificante fluorescente em pinos metálicos A presença de uma camada de lubrificante fluorescente sob influência de luz UV deve ser detectada. Detection of fluorescent lubricant on metal pins Fluorescent lubricant should be detected on metal pins. |

|
|||||
APP N° 466
|
Controle de presença de um recorte semicircular na saliência de uma peça de punção A presença de um recorte na saliência de uma peça de punção deve ser monitorada. Também deve ser controlado, se se trata de uma ranhura semicircular ou alongada. Presence control of a notch in a lobe of a metal stamping part The presence of a notch in a lobe of a metal stamping part should be detected. Furthermore a semicircular notch must be differentiated from an elongated notch. |
|
|||||
APP N° 464
|
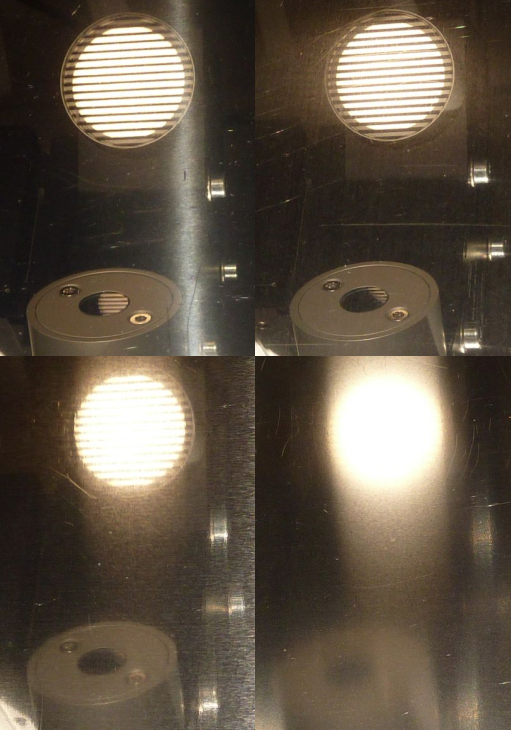
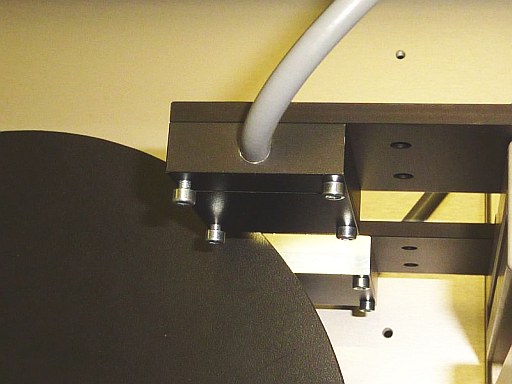
Controle da quantidade de vaporização na área ex A presença e a quantidade de vaporização de um jato na área ex devem ser monitoradas. Tendo em atenção, que um controle de luz transmitida não deve ser realizado aqui. Spray jet amount control in the Ɛx range The presence as well as the spray amount of a spray jet in the Ex range should be controlled. It has to be taken into account, that a system based on the transmitted light mode cannot be used for this application. |

|
|||||
APP N° 463
|
Controle de presença de óleo nas porcas e parafusos A presença de óleo nas porcas e parafusos deve ser monitorada mesmo antes de rebordar. Oil presence control in metal screw nuts and screws The presence and amount of oil in a screw nut as well as in a screw should be detected directly before border crimping. |

|
|||||
APP N° 456
|
Detecção de cola na rosca de um parafuso Deve ser controlada a presença e a quantidade de cola fluorescente (fluorescente sob influência de luz UV) na rosca de um parafuso. Glue detection on the thread of a screw The presence and amount of fluorescent (fluorescent under the influence of UV light) glue on the thread of a screw should be detected. |

|
|||||
APP N° 452
|
Controle de posição dupla de anéis de aço A presença de um ou dois anéis de aço deve ser monitorada. Double ring control The presence of one or two rings should be controlled. |
|
|||||
APP N° 448
|
Detecção de costuras de solda nos tubos interiores A posição de uma costura de solda no tubo interior deve ser determinada. Detection of the welding line in the core retainer The position of the welding line should be detected in inner pipes. |
|
|||||
APP N° 446
|
Controle da densidade de jatos spray Por se tratar de um ambiente classificado, deve-se utilizar a linha com fibras óticas retroreflexivas e sistema infravermelho, visando precisão e confiabilidade do processo. Spray jet control with reflected light The spray jet should be controlled with reflected infrared light and in an Ɛx zone environment. |
|
|||||
APP N° 438
|
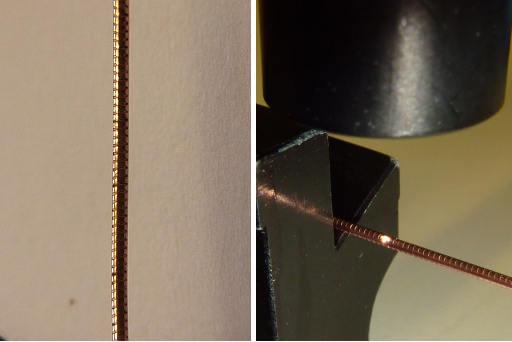
Controle do diâmetro de fios metálicos Através da série L-LAS-TB, pode-se fazer o controle dos diâmetros e tolerâncias dos produtos, bem como diferencia-los. Diameter control of metal wires The diameter of metal wires should be controlled and the wires should be differentiated. |

|
|||||
APP N° 428
|
Diferenciação de peças de aço zincadas e brutas Visando suprimir o brilho da superfície, utiliza-se a série SPECTRO-3-POL para realizar a diferenciação entre os materiais das superfícies. Differentiation of zinc plated steel parts and raw steel parts Zinc plated steel turned parts should be differentiated from raw steel turned parts. |

|
|||||
APP N° 425
|
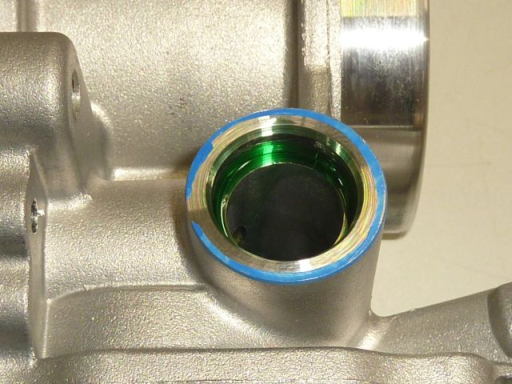
Controle da presença de óleo em superfícies de alumínio Pode-se fazer esta inspeção em componentes de alumínio, pois a emissão de luz ultravioleta do sistema fará com que os componentes fluorescentes a transformem em luz visível e seja absorvida e mensurada pelo receptor, informando a presença e a quantidade de óleo na superfície em questão. Presence control of an oil film on an aluminum surface The presence of an oil film in aluminum housing should be controlled. |

|
|||||
APP N° 424
|
Controle da presença de óleo fluorescente em componentes de aço Através da linha SPECTRO-3-FIO-UV, é possível verificar a presença de óleo fluorescente em componentes metálicos. Oil drop presence control on a steel surface The presence of an oil drop on a steel surface should be controlled. |

|
|||||
APP N° 423
|
Controle da presença e quantidade de membranas em componentes de cobre e alumínio A presença de um ou dois diafragmas em discos perfurados deve ser controlada. Diferentes tipos de discos estão disponíveis (cobre e alumínio), com diferentes diafragmas (membranas de alumínio e membranas de aço). Double membrane control on breaker plates The presence of one or two diaphragms in a blow-out disk should be differentiated. At this, different types of burst disks are available (copper and aluminum) with different diaphragms (aluminum membrane or steel membrane). |

|
|||||
APP N° 415
|
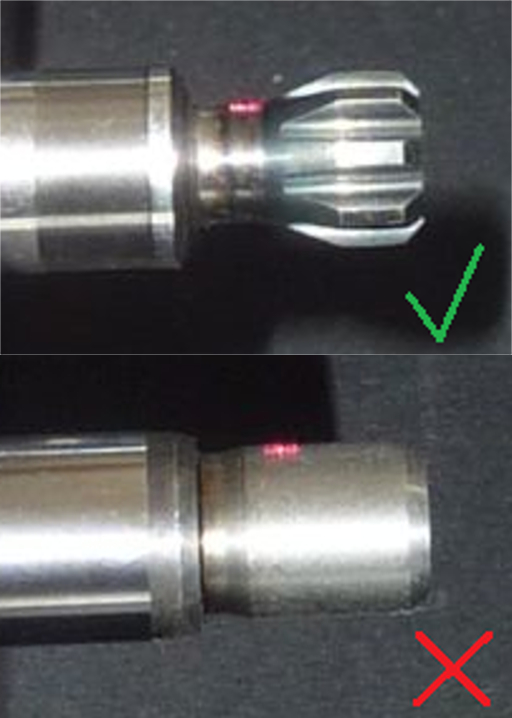
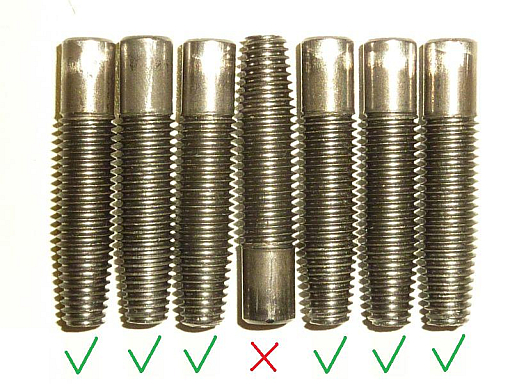
Controle da orientação de hastes metálicas A ponta reta deve ser diferenciada da ponta cilíndrica. Tarefa facilmente realizada através da linha SPECTRO-3-FIO-SL, utilizando-se fibras óticas tipo barreira. Direction control of a metal rod The direction of a metal rot should be controlled. At this, the metal rod is flat press formed at the one side and at the other end round in shape. |

|
|||||
APP N° 405
|
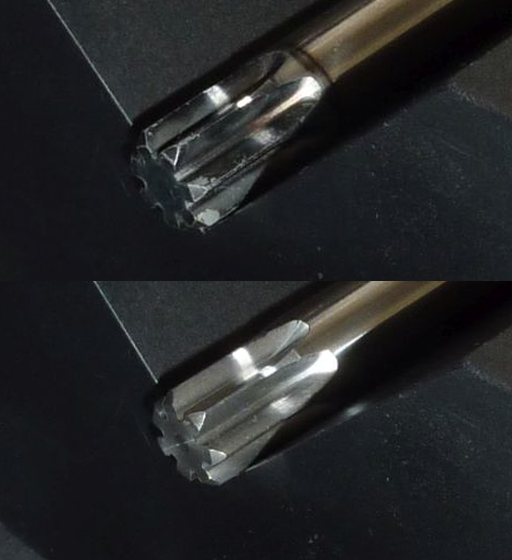
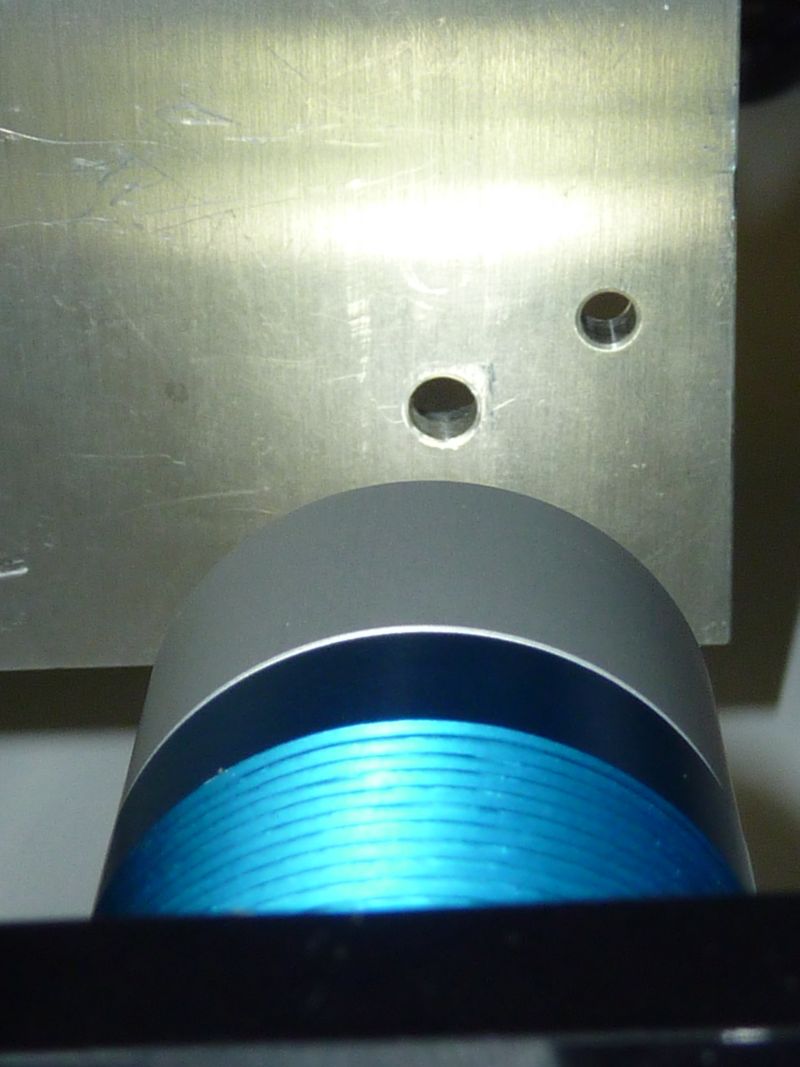
Controle da presença de rosca em furos de engrenagens Deve-se checar, através da linha SPECTRO-3-FIO-SL, as condições de furos de engrenagem, tal como a falta de rosca e a presença de objetos indesejáveis dentro do furo, como, por exemplo, brocas quebradas e cavacos. Presence control of an inside thread and a hole at a gear wheel The presence of an inside thread and a hole at a gear wheel should be controlled. Furthermore it should be controlled, whether the hole is blocked from e.g. a drill bit. |

|
|||||
APP N° 404
|
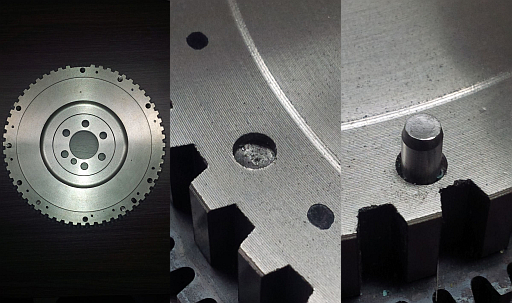
Medição da profundidade de furações e altura de pinos e dentes de engrenagens A altura de pinos metálicos, assim como a profundidade de furos em engrenagens, precisa ser controlada, para detectar caso algum dos produtos seja fabricado fora das tolerâncias. Fora estas duas tarefas, a linha L-LAS-LT-50-CL ainda precisa verificar a altura dos dentes da engrenagem. Height measurement of a metal pin and of the teeth as well as the depth of a blind hole on a metal gear wheel The height of a metal pin as well as the depth of a blind hole on a gear wheel should be controlled. Furthermore, the height of the teeth on the gear wheel should be measured. |
|
|||||
APP N° 403
|
Medição do dente de encaixe em turbo compressores Para garantir o correto encaixe do objeto, deve-se checar seus três pinos de apoio. Gap size measurement on an aluminum casting of a turbo charger The gap size on the aluminum housing of a turbo charger should be measured. |

|
|||||
APP N° 400
|
Medição da espessura de chapas bimetálicas Durante a passagem de chapas bimetálicas pelo sistema de medição, deve-se fazer o controle sem contato da espessura de chapas. Thickness measurement of a bimetal band The thickness of a bimetal band should be measured contactless during the movement. |
|
|||||
APP N° 396
|
Controle da presença de óleo em sistemas de limpeza à base de água A quantidade de óleo em uma emulsão de água/óleo deve ser verificada. Ao passar do tempo, a quantidade de óleo presente na água utilizada para realizar a limpeza de máquinas varia, transformando-se em uma emulsão com aumento contínuo de óleo. Fluorescence control of water based cleaning systems The amount of oil in an oil-water based emulsion should be controlled. Over time cleaning water used for water based cleaning machines is changing into an oil-water based emulsion with a steady increase of the content of oil. |
|
|||||
APP N° 395
|
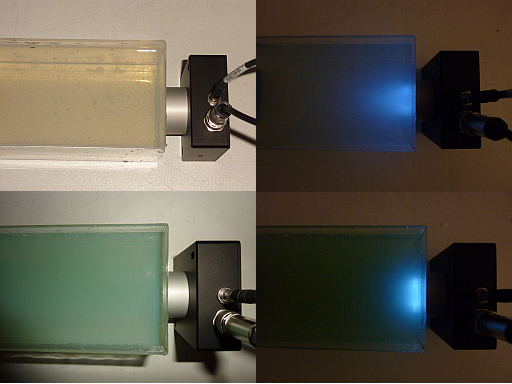
Controle da turbidez de tanques de filtragem de óleo A turbidez da água utilizada na limpeza de sistemas deve ser controlada. Ao passar do tempo, a água acaba se tornando uma emulsão de óleo e água, misturada com sujeira, graxa e aparas de metal. Com a linha SPECTRO-1-50-FCL-IR (contraste e iluminação infravermelha), pode-se facilmente verificar a intensidade da turbidez da água. Turbidity control of water based cleaning systems The turbidity of cleaning water used for cleaning systems should be controlled. Over time, the cleaning water becomes more and more an oil-in-water emulsion mixed with dirt, grease and small metal swarf. |
|
|||||
APP N° 386
|
Controle vertical da altura entre componentes montados É necessário verificar a altura entre uma engrenagem central usinada e uma engrenagem circundante, imediatamente após a solda dos dois componentes. Vertical height control between a turned metal part and a press-bent part The vertical height between a shiny turned metal part and a press-bent part should be measured immediately before welding. |

|
|||||
APP N° 385
|
Controle da altura das paredes de engrenagens Para garantir a correta altura das paredes externas a engrenagens, deve-se utilizar a linha de sensores de triangulação a laser, L-LAS-LT-110-HD2. Distance control of black rubber buffers The distance of black rubber buffers should be controlled. |
|
|||||
APP N° 372
|
Controle da qualidade dos dentes internos de engrenagens O espaçamento entre dentes de engrenagens, bem como sua largura, deve ser checado. Quality control of internal gears The width of the teeth as well as the gap between the teeth of internal gears should be controlled. |

|
|||||
APP N° 363
|
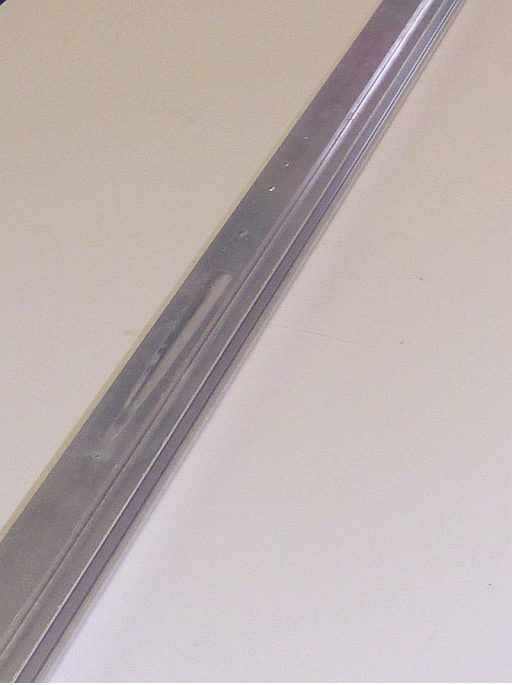
Controle do comprimento de hastes metálicas O comprimento de hastes de aço deve ser controlado, onde a velocidade de deslocamento das hastes é de aproximadamente 2m/s. Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
|||||
APP N° 359
|
Detecção da presença de verniz em roscas Através da linha SPECTRO-3-FIO-SL, pode-se inspecionar o interior das peças, indicando quais possuem verniz ou não. Screw locking varnish presence control on female threads The presence of a thread lock fluid should be controlled on inside threads. |

|
|||||
APP N° 358
|
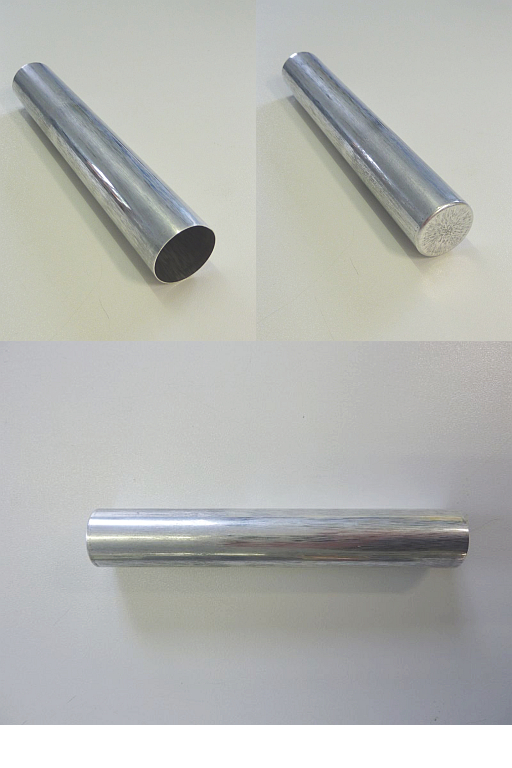
Diferenciação de barras brutas e barra Deve-se garantir que todas as peças processadas saiam acabadas de dentro do maquinário. Differentiation of grinded and raw metal pins Grinded and raw metal pins should be differentiated. |

|
|||||
APP N° 356
|
Diferenciação de hastes metálicas Deve-se diferenciar hastes acabadas de hastes ainda brutas. Entre as acabadas, ainda existem dois modelos diferentes, sendo um claro e outro escuro. Differentiation of metal rods Metal rods with an even finish should be differentiated from metal rods with a slotted end. Furthermore a metal rod with a black slotted end should be differentiated from a steel colored end. |
|
|||||
APP N° 352
|
Detecção de defeitos em fitas metálicas Tanto marcações claras como escuras, e de diferentes diâmetros, devem ser detectadas em fitas metálicas, visando garantir um padrão de qualidade para o fornecimento dos materiais. Defect detection on metal bands Dark as well as bright spots with different size should be detected on metal bands. |
|
|||||
APP N° 345
|
Detecção de marcações em fios metálicos Através da linha SPECTRO-3-FIO-SL, em conjunto com um sistema de fibra ótica retangular de pequeno spot de luz, pode-se identificar cada uma das marcações nos fios. Stamping mark presence control on metal wires The presence of stamped small lines should be controlled on a copper colored metal wire. |
|
|||||
APP N° 333
|
Controle da frequência de ventiladores industriais Para o controle da frequência de ventiladores industriais, utilizou-se a linha SPECTRO-3-500-COF-UV, visando realizar as medições a longas distâncias. Frequency control of industrial ventilators Ventilators for industrial purposes should be frequency checked. Furthermore the direction of rotation should be controlled. |

|
|||||
APP N° 332
|
Detecção de elevações em perfis de alumínio Através da linha de forquilhas a laser, pode-se checar a presença de elevações em perfis de alumínio, informando ao usuário a posição de cada uma das elevações. Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |
|
|||||
APP N° 327
|
Detecção de manchas em fitas metálicas Através da linha SPECTRO-3-FIO-JR, pode-se checar locais contendo fugas de padrão de tonalidades de fitas metálicas. Tarnish film detection on metal band A tarnish film should be detected on metal band. |

|
|||||
APP N° 326
|
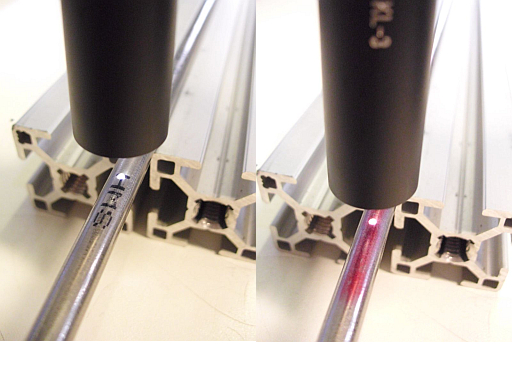
Controle da presença de lubrificante em pinos metálicos A presença de um lubrificante da cor vermelha deve ser verificada em pinos de metal. Como a distância mínima até o objeto deve ser de aproximadamente 200mm, um sensor da série SPECTRO-COF deve ser utilizado, resultando em um spot de luz de aproximadamente 12mm, o que garante um resultado excelente para esta aplicação em específico. Presence control of red lubricant on metal pin The presence of a red lubricant on a metal pin should be controlled. A minimum sensor distance of approx. 200mm is required. |

|
|||||
APP N° 302
|
Medição da distância a chapas de alumínio Graças à superfície muito inclinada dos objetos, deve-se utilizar um sensor de distância a laser que seja capaz de absorver algumas das interferências causadas pelos materiais. Distance measurement onto an aluminum ground surface The distance to an aluminum ground surface should be measured. At this, the grinding is extremely angle-dependent and thus, the consequences in using a laser displacement sensor are that the reflectivity is strongly angle-dependent, too. |
|
|||||
APP N° 289
|
Controle da uniformidade de lixas circulares angulares Durante a rotação do objeto, deve-se checar se a angulação é a mesma para toda a sua superfície. Evenness control of angle grinder discs The flatness of angle grinder discs should be controlled during the rotation. |

|
|||||
APP N° 283
|
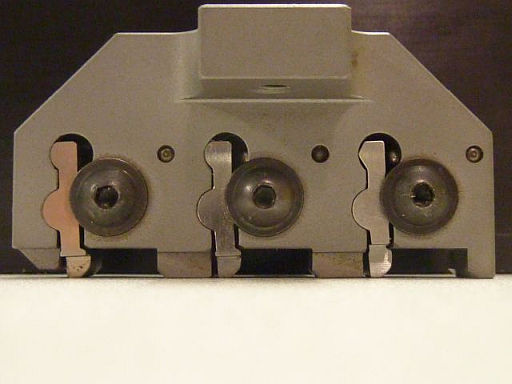
Controle da posição de travas em peças metálicas Deve-se garantir que três travas estejam em suas respectivas posições. Caso uma das travas esteja deslocada, a distância entre esta e o ponto de referência será menor do que o padrão, indicando um deslocamento indesejado. Position control of spring locks on metal parts The position of the snap fit of a metal part should be controlled. |
|
|||||
APP N° 255
|
Detecção da presença de películas de óleo em peças metálicas Graças à presença de componentes fluorescentes em óleos utilizados para lubrificar a superfície de certas peças metálicas, deve-se verificar a presença do mesmo ao redor de todo o componente com o auxílio dos instrumentos da linha SPECTRO-3-UV (ultravioleta). Detection of the presence of an oil film on a turned metal part The presence of an oil film without gap should be controlled on a turned metal part. |

|
|||||
APP N° 248
|
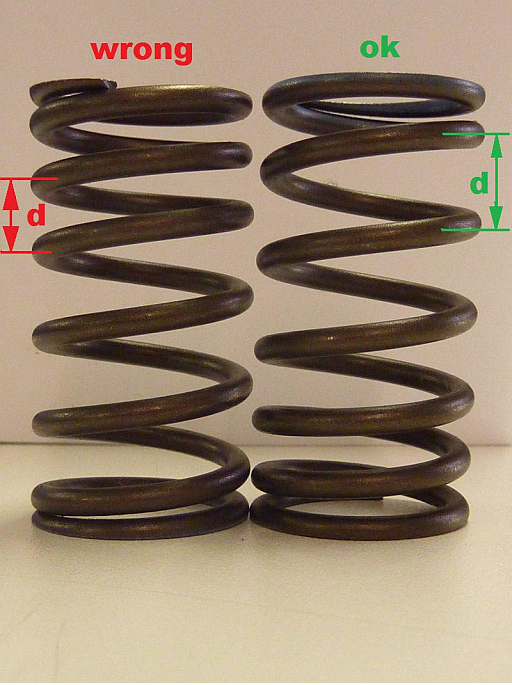
Controle da distância entre espiras de uma mola assimétrica Para garantir a distância correta entre espiras de molas, deve-se utilizar a linha de sensores retroreflexivos L-LAS-RL para analisar o perfil dos objetos. Attitude control of an asymmetric spiral spring The attitude of an asymmetric suppressed spring should be controlled. |
|
|||||
APP N° 240
|
Controle da excentricidade de discos de alta velocidade Visando controlar o perfil de discos, deve-se checar a sua excentricidade, para garantir certos padrões de qualidade. Concentric runout control of a wheel The concentricity of a high speed wheel should be controlled. |
|
|||||
APP N° 238
|
Detecção de marcação em polias Uma gravação linear na lateral de polias deve ser identificada para referenciar o objeto. Detection of a line engraving on the bearing surface of a pulley An engraved line on the bearing surface of a black pulley should be detected. |

|
|||||
APP N° 229
|
Detecção de marcações coloridas em rolamentos Marcações coloridas, como vermelha, verde e amarelo, bem como falta de marcações, devem ser identificadas e informadas ao usuário final. Deve-se levar em consideração que marcações parcialmente apagadas também devem ser identificadas. Detection of color marks on slide bearing shells Red, green and yellow color marks as well as no color mark on slide bearing shells should be detected and distinguished. It should be taken into account that the color mark should be detected even if it is partially removed. |
|
|||||
APP N° 228
|
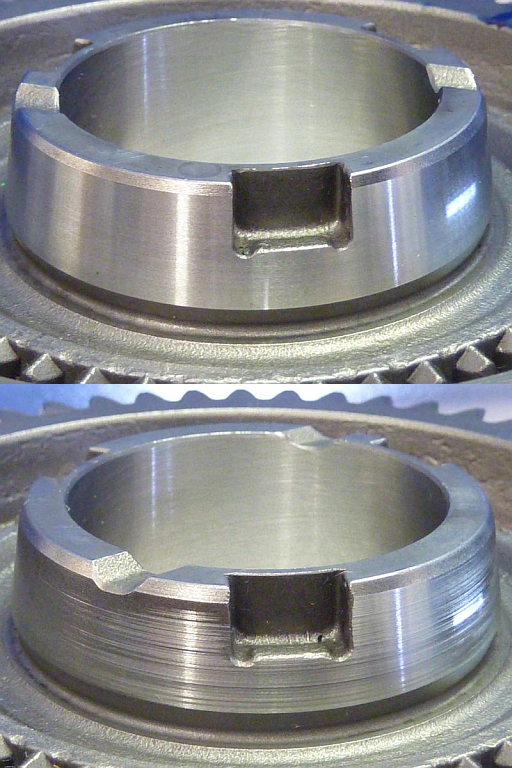
Controle da excentricidade de polias O controle da excentricidade de polias, deve-se ainda medir sua largura interna, denominada, aqui, de “x”. Eccentricity control of belt pulley The eccentricity of belt pulley should be controlled. The dimension x should be controlled over the whole circle. |

|
|||||
APP N° 227
|
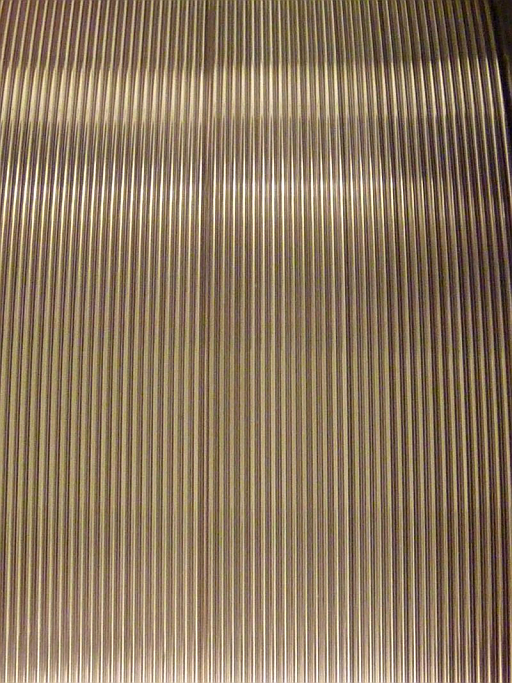
Controle inline do diâmetro de fios Varios fios com diâmetros e acabamentos diferentes devem ser controlados durante seu processo de fabricação. Diameter control of different wires during the production The diameter of different metal wires should be controlled during the production process. |
|
|||||
APP N° 218
|
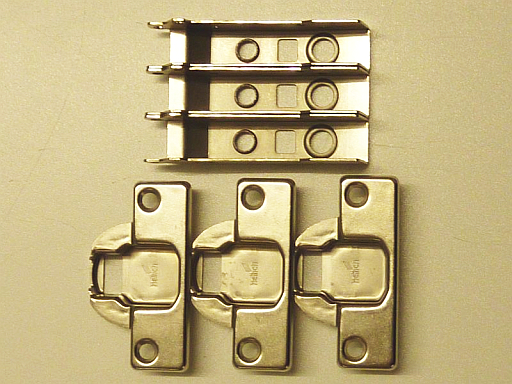
Controle da superfície de componentes internos de cintos de segurança A superfície de componentes Automotivos devem ter suas superfícies controladas, para checar tanto a cor quanto o brilho das mesmas. Surface control of frame joints The surface of several hinge-joints should be color-gloss controlled on different areas. |
|
|||||
APP N° 216
|
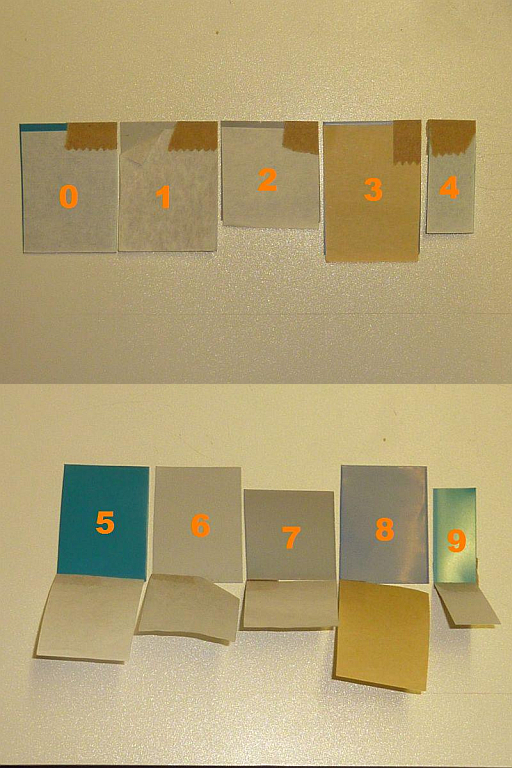
Controle da presença de papel em chapas de alumínio coloridas Chapas de alumínio devem ter suas cores identificadas, com e sem a presença de papel. Presence control of a paper sheet on an aluminum plate The presence of a paper sheet on different colored aluminum plates should be controlled. |
|
|||||
APP N° 215
|
Controle da espessura de chapas Através de triangulação a laser, linha L-LAS-LT, pode-se mensurar, sem contato, a espessura de chapas, com resolução de poucos mícrons. Noncontact thickness measurement of metal sheets The thickness of metal sheets should be measured, but contactless. |
|
|||||
APP N° 211
|
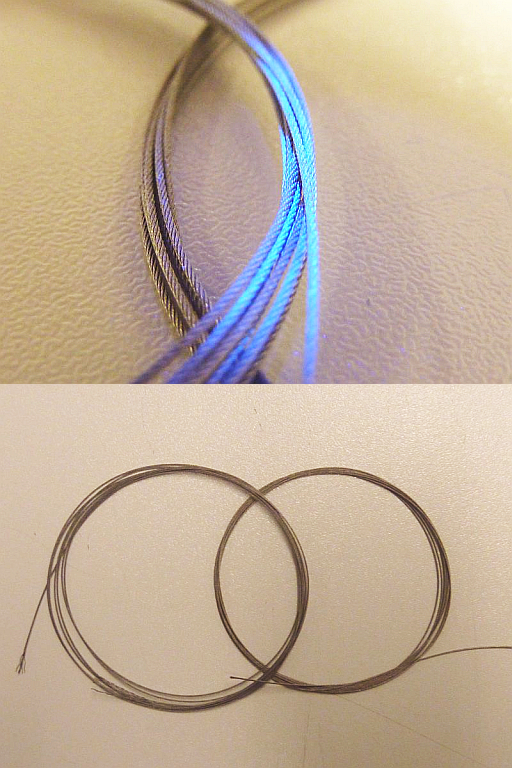
Controle da presença de cera em cabos de aço Através da série SPECTRO-3-30-UV, deve-se checar a presença de cera em todo o cabo de aço. A cera, por sua vez, possui componentes fluorescentes, o que facilita a inspeção. Presence control of wax coating on steel wire ropes The presence of wax coating on steel wire ropes should be controlled. The wax is supplied with fluorescent additives. |
|
|||||
APP N° 209
|
Controle do brilho de anéis hidráulicos Deve-se diferenciar dois componentes idênticos, com exceção do acabamento das peças. Gloss control of cutting rings The gloss of cutting rings should be controlled. Two components, different in gloss, should be distinguished. |

|
|||||
APP N° 204
|
Detecção da orientação de parafusos O alinhamento de parafusos guiados deve ser detectado e informado ao sistema. No caso de parafusos invertidos, os mesmos devem ser expulsos da guia. Detection of the alignment of a screw The alignment of screws in a mechanical guide should be controlled. |
|
|||||
APP N° 199
|
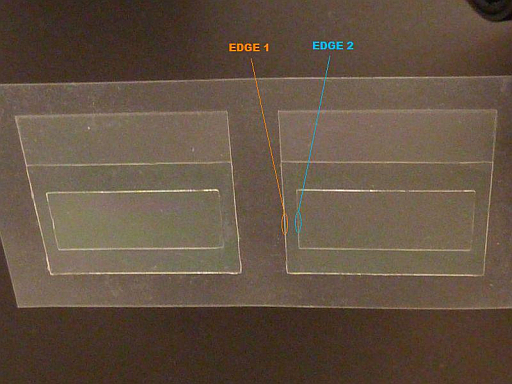
Detecção de marcação a laser em placa de alumínio e diferenciação entre faixa a laser Identificação de marcação a laser, ao mesmo tempo que a diferenciação entre tal marcação e uma faixa, também a laser, deve ser realizada em uma placa de alumínio brilhante. A diferenciação correta entre as duas condições deve garantir que a inversão entre os sinais não ocorrerá. Tarefa realizada com a série SPECTRO-3-FIO. Detection of a lasered reference mark on an aluminum foil and differentiation from a lasered stripe A lasered reference mark on a shiny aluminum foil should be detected. A proper detection of the reference mark should be guaranteed, which means, that the lasered stripe must not be detected as a reference mark. |
|
|||||
APP N° 197
|
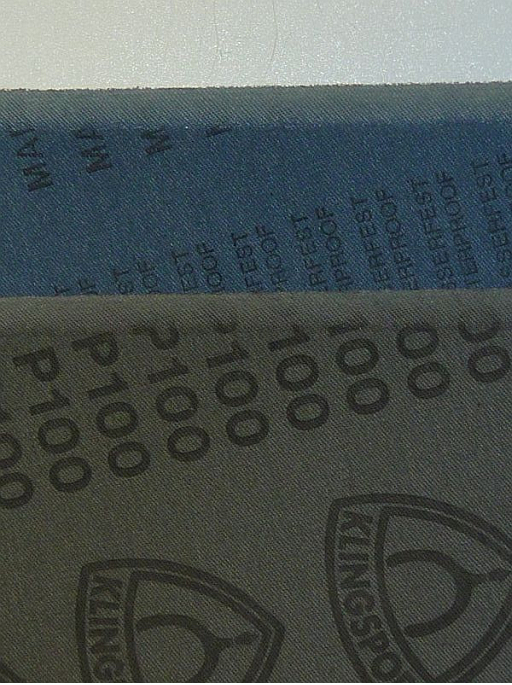
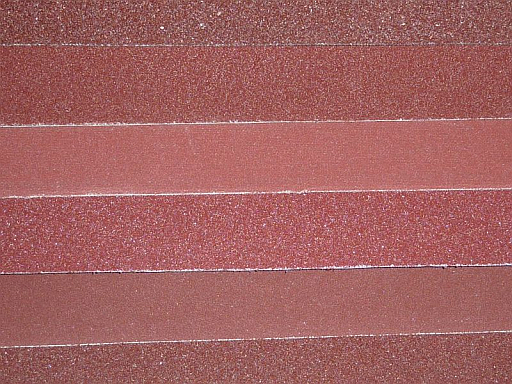
Controle da cor de lixas abrasivas Durante sua fabricação, lixas de diferentes tonalidades devem ser controladas, para que se evite possíveis erros no manuseio das mesmas. Inline color control of abrasive material Abrasive band material should be inline color controlled. |

|
|||||
APP N° 194
|
Detecção de borda em aros de alumínio Através da linha LCC, deve-se checar a borda em rodas de alumínio, a uma rotação de 50 rpm. Detection of an edge in an aluminum wheel rim The edge in an aluminum wheel rim should be detected. The speed of the wheel rim is around 50 rpm. |

|
|||||
APP N° 193
|
Detecção de marcação fluorescente em matrizes metálicas Por questões de rastreabilidade, são feitas marcações fluorescentes em matrizes metálicas, as quais podem ser identificadas através de nossa linha de sensores SPECTRO-3-80-UV. Detection of a fluorescent mark on a metal sheet matrix A fluorescent mark on the top side of a metal sheet matrix should be detected. |
|
|||||
APP N° 189
|
Controle inline da cor de fios dourados A coloração do material deve ser controlada de maneira continua durante sua fabricação, através da linha SPECTRO-3-DIF. Defeitos, como manchas e/ou falta de revestimento, devem ser detectados, onde velocidade de fabricação dos fios é de aproximadamente 10 m/s. Inline color control of a golden coated wire A golden coated wire should be controlled during the production process. Furthermore, local defects like grooves should be detected. At this, the production speed of the wire is approximately 10 m/s. |

|
|||||
APP N° 186
|
Detecção de linha de solda em fita metálica Durante o deslocamento de fitas metálicas, é necessário identificar a posição de linhas de solda e indicar ao usuário, onde mesmo soldas lixadas devem ser identificadas. Welding line detection on a metal stripe A welding line on a metal stripe should be detected. At this, the welding line looks different, even a grinded welding line is possible. |
|
|||||
APP N° 181
|
Controle da cor de fios de bronze revestidos A qualidade da fiação de bronze deve ser controlada através da inspeção da cor dos fios, onde se consegue estudar a espessura da camada de revestimento de acordo com sua tonalidade. Color control of brass coated steel wires The quality of brass coated steel wires should be controlled. At this, the color of the wire delivers information about the thickness of the coating. |

|
|||||
APP N° 177
|
Detecção de junção em aros de rodas Através da linha SPECTRO-3-FIO, deve-se identificar a junção em rodas de alumínio, observando-se o pico de sinal via software, resultante da diferença estrutural da superfície lisa do alumínio em comparação à junção, onde a velocidade de rotação da roda em que o sistema deve atuar para fazer a leitura é de aproximadamente 50 rpm. Detection of a joint on a wheel rim A joint on an aluminum wheel rim should be detected. At this, the wheel is rotating with a speed of 50 rpm. |
|
|||||
APP N° 173
|
Detecção de vazamento em costuras de solda em lavadores de louça Um robô, equipado com um jato de spray potente de liquido fluorescente, pulveriza o liquido nas junções internas dos lavadores de louça para detectar possíveis vazamentos. Caso o líquido fluorescente escorra através de alguma falha nas costuras de solda, resultando em vazamento, o sensor ultravioleta da série SPECTRO-3-UV indicará a presença de componentes fluorescentes, apontando um vazamento. Leak detection of welding lines on dish washers Leaks should be detected on welding lines of dish washers. At this, a robot equipped with a spray nozzle sprays a fluorescent liquid into the inner chamber of a dish washer. If leaks are present in the welding line, the fluorescent liquid flows through these leaks and can be detected with a fluorescent color detector. |

|
|||||
APP N° 170
|
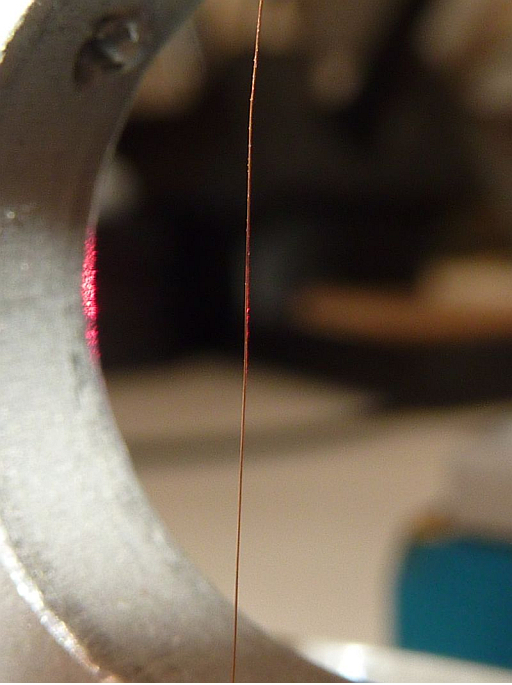
Controle do diâmetro de fios com e sem isolante Após o processo, é necessário garantir que todo o fio recebeu o isolante. Devido ao pequeno diâmetro dos fios (Ø50µm sem isolante e Ø110µm com isolante), fora utilizado uma câmera linear tipo barreira para checar as condições dos cabos. Diameter control of a metal wire with and without insulation The diameter of a wire without insulation (Ø 50µm) should be differentiated from a wire with insulation (Ø 110µm). |
|
|||||
APP N° 169
|
Controle da cor de fios prateados A cor e a escala de cinza de fios metálicos prateados devem ser controladas, devido à visível variação resultante após o seu bobinamento. Para evitar este tipo de variação, deve-se controlar continuamente a tendência e o desvio das cores dos fios. Color control of silver colored metal wires The color as well as the gray scale of a silver colored wire can differ in a coil. To avoid these inhomogenities the wire should be color controlled. |
|
|||||
APP N° 167
|
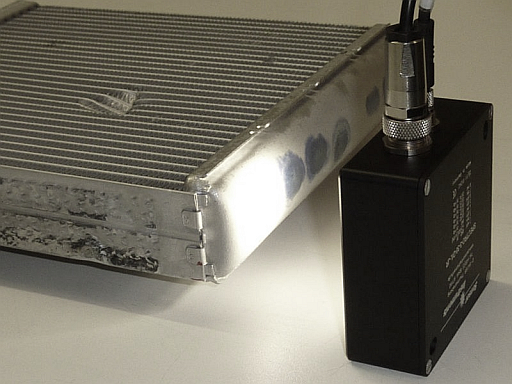
Detecção de marcações coloridas em radiadores Radiadores defeituosos ou danificados devem ser separados dos outros através de marcações azuis durante o processo de montagem. No entanto, a intensidade e o tamanho das marcações variam bruscamente, razão pela qual deve-se utilizar a linha de sensores SPECTRO-3-DIL, reconhecendo qualquer variação de marcação colorida nos radiadores e suprimindo o brilho da superfície metálica. Detection of spray marks on the metal surface of water cooler Defective or damaged water coolers will be marked during the assembling process with a blue spray mark. Intensity and size of the color mark, however, differs extremely. |
|
|||||
APP N° 165
|
Inspeção da qualidade de mangueiras de chuveiros As superfícies de mangueiras de chuveiros devem ser controladas, para que marcações de tinta, amassados, fitas e demais anomalias possivelmente presentes nestes objetos sejam detectadas. Quality inspection of shower hoses The surface of shower hoses should be controlled. Failures like slight gray tint, gray tint (bloom), yellow tint surfaces (yellowness) but also a metallic overlap and a red ribbon should be detected. |
|
|||||
APP N° 164
|
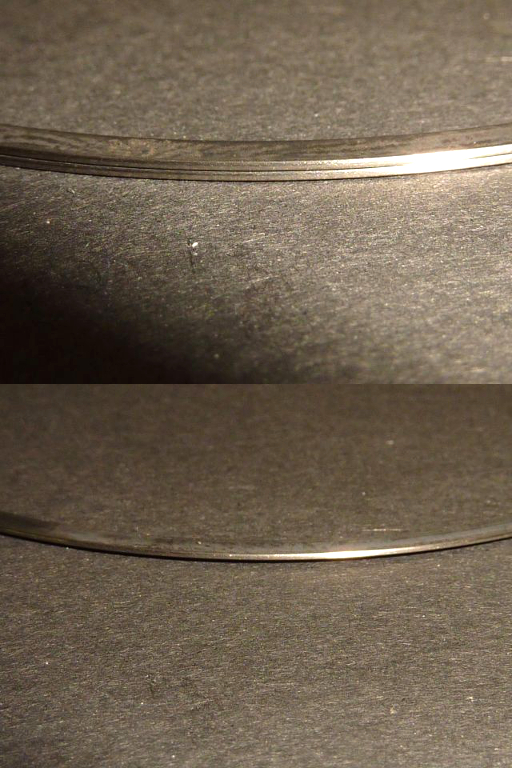
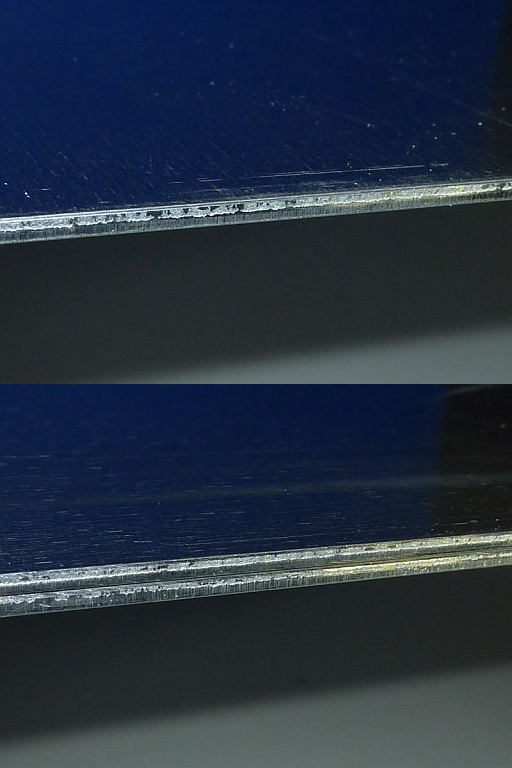
Medição da altura de linhas de soldas brutas e polidas em chapas metálicas A altura de costuras de soldas deve ser controlada, antes e depois do lixamento, para se garantir a qualidade das chapas ofertadas. Measurement of the height of a welding line and a polished welding line on a metal sheet The height of a welding line should be controlled; at this, the presence of the welding line has to be checked before the grinding process and the height of the polished welding line has to be measured after the grinding process. |

|
|||||
APP N° 155
|
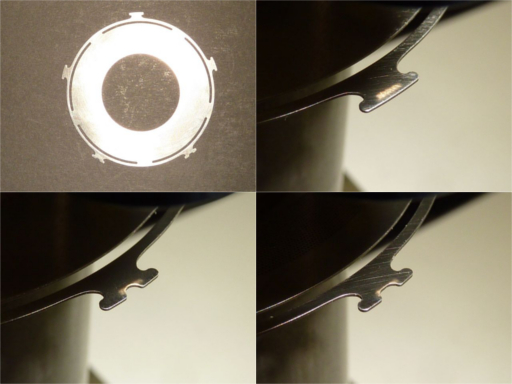
Detecção de marcações coloridas em discos metálicos Peças com ausência de marcações, bem como peças com marcações parcialmente apagadas, devem ser retiradas do processo. Detection of a proper color mark on a metal disk The presence of a proper color mark on a metal disk should be detected. The parts with a missing color mark as well as the parts with a color marks which are partly erased should be sorted out. |

|
|||||
APP N° 140
|
Controle da presença de revestimento em chapas metálicas A fim de suprimir o brilho das superfícies e analisar somente a cor dos objetos, pode-se analisar e distinguir, através da linha de sensores SPECTRO-3-POL, entre as peças com revestimento dourado, prata e as peças sem revestimento. Presence control of a coating on metal sheet The presence of a coating on a metal sheet should be controlled. |
|
|||||
APP N° 132
|
Medição e controle do perfil de blocos abrasivos O controle do perfil de blocos abrasivos deve ser feito através da linha L-LAS-LT, onde o perfil do objeto é traçado via software, e qualquer anomalia deve ser informada ao usuário. Profile measurement of an abrasive block The contour of a grinding stone should be measured. The necessary measurement range is approximately 20mm. |

|
|||||
APP N° 129
|
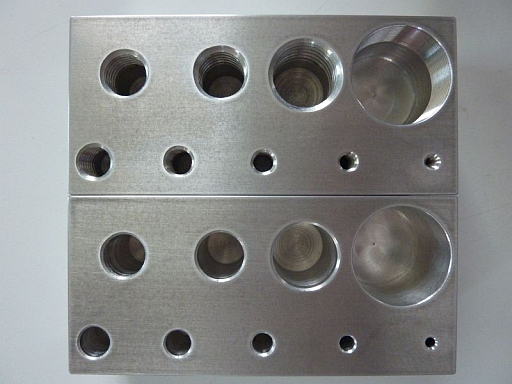
Diferenciação de furos cegos e furos com rosca Para o controle de qualidade, deve-se garantir a presença de rosca em furações de diversos diâmetros. Differentiation of blind holes and blind threads On metal blocs a presence control of blind threads and blind holes should be realized. |
|
|||||
APP N° 127
|
Controle do diâmetro de furos Em blocos de alumínio, o diâmetro de furações deve ser controlado, sendo 8 mm o maior diâmetro disponível. Diameter control of holes The diameter of holes in an aluminum bloc should be controlled. Holes with diameters up to 8mm must be measured. |
|
|||||
APP N° 123
|
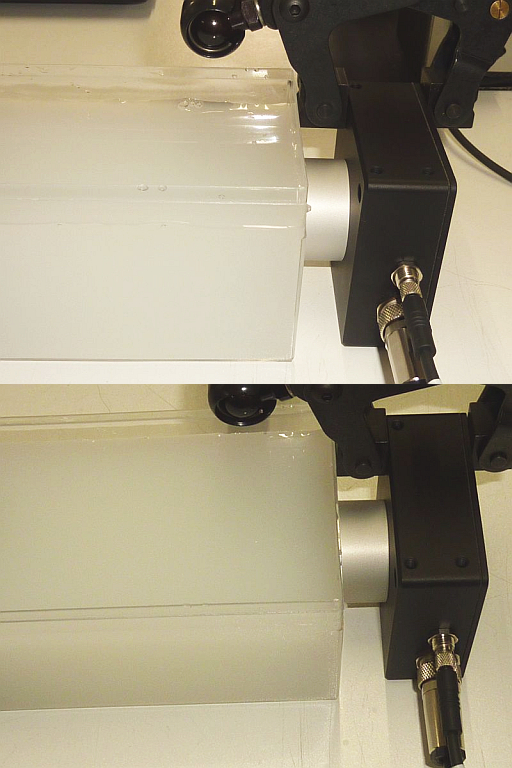
Detecção de chapa dupla Chapas metálicas devem ser retiradas de suas respectivas pilhas, com a ajuda de um robô. Por razões de segurança, o sistema deve garantir que apenas uma chapa é retirada para que o maquinário seja alimentado. O sensor deve garantir que, caso o robô retire duas ou mais chapas simultaneamente, o processo seja interrompido. A detecção é feita pela lateral das chapas, ao invés do topo. O sistema deve ainda se adaptar automaticamente à mudança do modelo das chapas, tanto em relação à espessura quanto à mudança do próprio material das chapas. Double sheet control Metal plates should be removed from a stack with a robot. The robot sucks the metal sheets one by one and it should be avoided for safety reasons to move two metal sheets simultaneously. A sensor should detect double sheet not from the top but from the side. Furthermore, the system should be adapted automatically after a change of the type of metal sheet (different thickness or different metal). |
|
|||||
APP N° 115
|
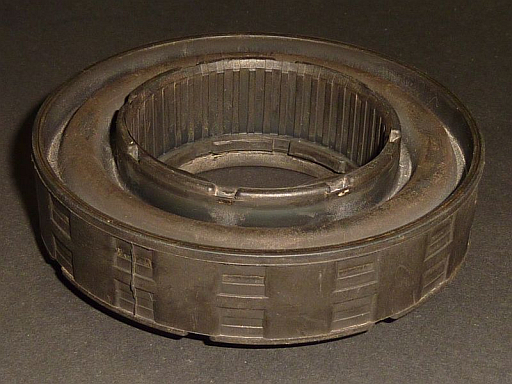
Controle de qualidade da superficies de engrenagens cônicas A superfície de uma engrenagem bem acabada aparenta ser bem homogênea, já uma engrenagem com superfície fora do padrão possui várias ranhuras. Para realizar esta análise com segurança, o sensor fora posicionado a uma distância de aproximadamente 200mm da peça. Quality control of the surface of a cone on a cogwheel The surface of the cone on a cogwheel should be checked. The surface of a proper cone looks very homogeneous; the surface of a bad cogwheel shows grooves and scratches. For investigations the cogwheel can be turned around its axis. The distance from the sensor to the object should be around 200 mm. |
|
|||||
APP N° 113
|
Diferenciação de cor de engrenagens A tarefa é diferenciar entre engrenagens pretas revestidas e cinzas sem revestimento. A distância mínima do objeto ao sensor ao objeto deve ser 160mm, por motivos de processo. Color differentiation of cogwheels The task is to differentiate between black coated and non-coated cogwheels. Furthermore the minimum distance from the sensor to the object should be 160mm. |
|
|||||
APP N° 109
|
Detecção de linha de solda em anel metálico Durante a rotação do anel, é necessário verificar a posição das linhas de solda, bem como alguns defeitos relacionados ao formato das mesmas. Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
|||||
APP N° 93
|
Diferenciação de componentes feitos de cromo brilhante e cromo fosco Os objetos são idênticos no que diz respeito às dimensões, sendo as suas superfícies as únicas diferenças entre os dois modelos. Análise feita com a ajuda da série SPECTRO-3-FIO-CL. Differentiation of chrome plated shiny and chrome plated matt components Chrome plated shiny components must be distinguished from chrome plated matt parts. The size of the objects is equal; there is only 8mm space in height under the object for the sensor front end. |
|
|||||
APP N° 88
|
Controle da presença de cola fluorescente em lixas abrasivas Durante a fabricação de lixas abrasivas, é necessário checar a borda destes materiais, composta por colas fluorescentes, de largura 10 mm. A cola fluorescente deve estar presente em toda a borda, onde falhas (ausência de cola) acima de 2mm devem ser identificadas. Para esta tarefa, fora utilizado um sensor da linha SPECTRO-3-FIO-UV, configurado de modo a obter um spot de luz de aproximadamente 2 mm x 10 mm, a 20mm de distância. Fluorescent glue control on an abrasive belt During the production of abrasive belt material with a 10mm wide glue stripe the presence of the fluorescent glue must be observed. Defects greater than 2mm in length must be proper detected. The distance of the sensor head to the object should be approximately 20mm and the detecting range around 2mm x 10mm. |
|
|||||
APP N° 87
|
Controle inline do brilho de lixas abrasivas O brilho é um parâmetro muito significante para a qualidade superficial deste produto, diretamente relacionado com sua rugosidade. Fora feito o controle dos materiais através da linha RLS-GD-15/60° (sensores de brilho). Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |
|
|||||
APP N° 84
|
Diferenciação de cor entre engrenagens pretas com e sem revestimento Deve-se verificar a presença do revestimento (preto) em engrenagens, onde a distância do sensor ao objeto é de 160mm, com um foco de luz de aproximadamente 3mm. Color differentiation between a black and an uncoated metal gear wheel A black metal gear must be distinguished from an uncoated metal gear. The distance from the sensor to the object should be 160mm and the spot size should be around 3mm in diameter. |
|
|||||
APP N° 79
|
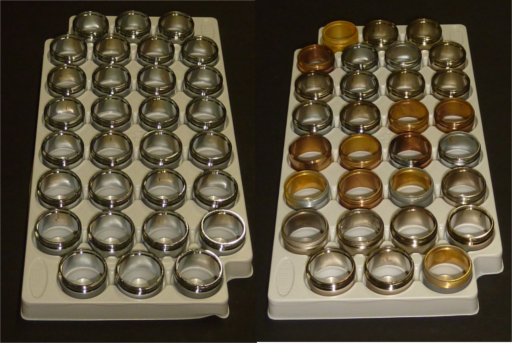
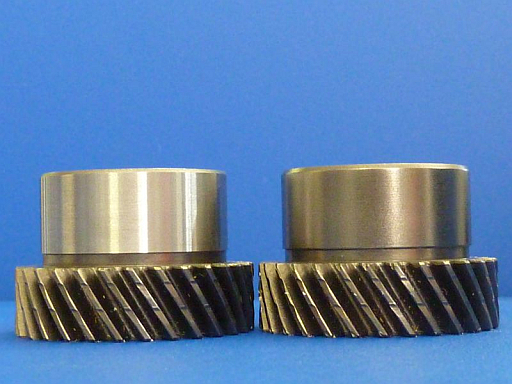
Diferenciação de rolamentos Rolamentos com o mesmo tamanho, porém com diferentes cores, devem ser diferenciados. Um dos modelos possui um anel dourado, ao passo que o outro possui anel cinza. O rolamento deve ser controlado a uma distância mínima de 160mm. Differentiation of ball bearings Ball bearings with the same size but with a different color ring must be differentiated. At this one ball bearing type has a golden colored inner ring, whereas the other type is equipped with a silver colored inner ring. The ball bearing has to be controlled at a minimum distance of 160mm. |

|
|||||
APP N° 77
|
Controle da borda de lixas As granulações das bordas de lixas abrasivas devem ser controladas. Edge control of abrasive belts The edges of abrasive belts must be grinded to a certain degree. Thus, the degree of grinding should be controlled. |
|
|||||
APP N° 70
|
Detecção de marcações em chapas metálicas Através da linha L-LAS-RL-20-W, é possível identificar a posição exata de marcações foscas em chapas brilhantes e, consequentemente, determinar a posição exata da chapa metálica, baseado na marcação. Detection of an engraving mark on a metal plate An engraving mark which is used for positioning in x-, y- and roll-direction has to be detected. |
|
|||||
APP N° 60
|
Diferenciação de líquidos e marcações fluorescentes Sensores fluorescentes convencionais detectam apenas a intensidade de objetos fluorescentes, mas não a cor. Além do mais, estes sensores têm problema para identificar sinais muito fracos, vindos de objetos fluorescentes, ou objetos fluorescentes a distancias maiores do que 80mm, fora o fato de possuírem influência de luz externa ao sistema. Por esta razão, deve-se utilizar os sensores da linha SPECTRO-3-80-UV, pois são insensíveis à luz externa, rápidos, detectam as cores dos mais diversos objetos fluorescentes, como se fossem cores comuns, e ainda conseguem identificar e tratar mesmo os sinais mais fracos. Color differentiation of fluorescent liquids and marks Available fluorescent sensors so far detect only the intensity of a fluorescent object but not the color. Furthermore these sensors have a problem to detect very weak fluorescent objects or fluorescent objects at a distance more than 80mm and additionally they are sensitive against ambient light. For the purpose of fluorescent color mark detection a color sensor for fluorescent colors should be used. |
|
|||||
APP N° 51
|
Controle da margem de lixas Diferentes lixas possuem uma borda de tecido, cujo controle deve ser feito. A borda de tecido pode estar presente tanto no lado abrasivo quanto na parte traseira da lixa, podendo ser mais escura do que a parte traseira, e mais clara do que a parte abrasiva da lixa. No entanto, existe uma diferença suficientemente boa de contraste entre a borda e ambos os lados. Através da linha L-LAS-RL-20-W, fora possível identificar a presença e a posição da borda em relação a ambos os lados. Control of margined abrasive belts Different sanding belts are equipped with a margin and this margin has to be controlled. The margin can be present on the sanding side of the abrasive belt or on the rear side. Furthermore the margin can be darker than the rear side but mostly it is brighter than the sanding surface. Nevertheless there is a sufficient difference in contrast between the margin and the rear side or the sanding side. |

|
|||||
APP N° 46
|
Detecção de marcações coloridas em tubos de alumínio Marcações pretas e vermelhas devem ser identificadas em tubos de alumínio em movimento, indicando posições específicas dos produtos. Color mark detection on aluminum tubes A red color mark which is sprayed on an aluminum tube must be detected during the linear movement of the tube. Furthermore on another aluminum tube the presence of black characters and figures should be detected, too. |
|
|||||
APP N° 45
|
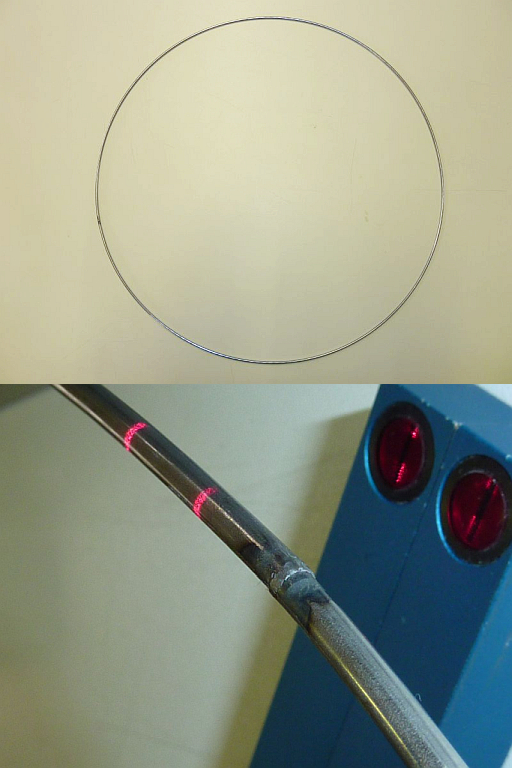
Detecção de marcações coloridas em cabos de aço A área onde existe a junção (solda) de dois cabos de aço deve ser marcada com tinta azul ou vermelha. Durante o processamento destes cabos, é necessário identificar as marcações coloridas para que seja recortado apenas o segmento que possui a solda. Tarefa realizada com a linha SPECTRO-3-30-DIL. Color mark detection on steel wires The area where the ends of two steel wires are welded together will be marked with either a blue or a red color. During the further processing this color mark must be detected. |

|
|||||
APP N° 44
|
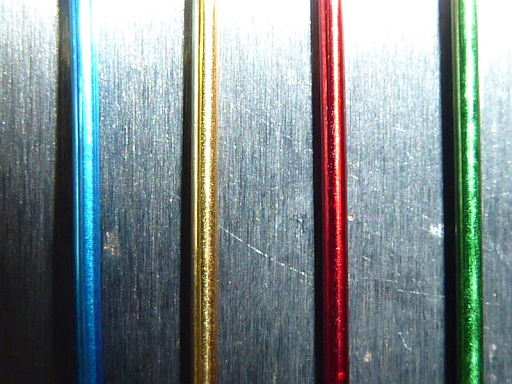
Diferenciação da cor de fios de alumínio anodizados Durante o processamento de fios de alumínio anodizados, a cor (azul, dourado, vermelho e verde) deve ser controlada, para inibir a troca dos materiais. Color differentiation of anodized aluminum wires During the further processing of anodized aluminum wires the color (blue, gold-colored, red and green) must be controlled, to avoid that the wrong wire will be used. |
|
|||||
APP N° 43
|
Diferenciação da cor de fios de aço galvanizados Para assegurar a qualidade de fios de aço tratados, é necessário classificar a cor dos fios constantemente após o processo de galvanização, para que seja indicado caso as colorações fujam das tolerâncias. Color control of different galvanized steel wires To hold the quality of surface treated steel wire constant a color control after the galvanization process is necessary. |

|
|||||
APP N° 29
|
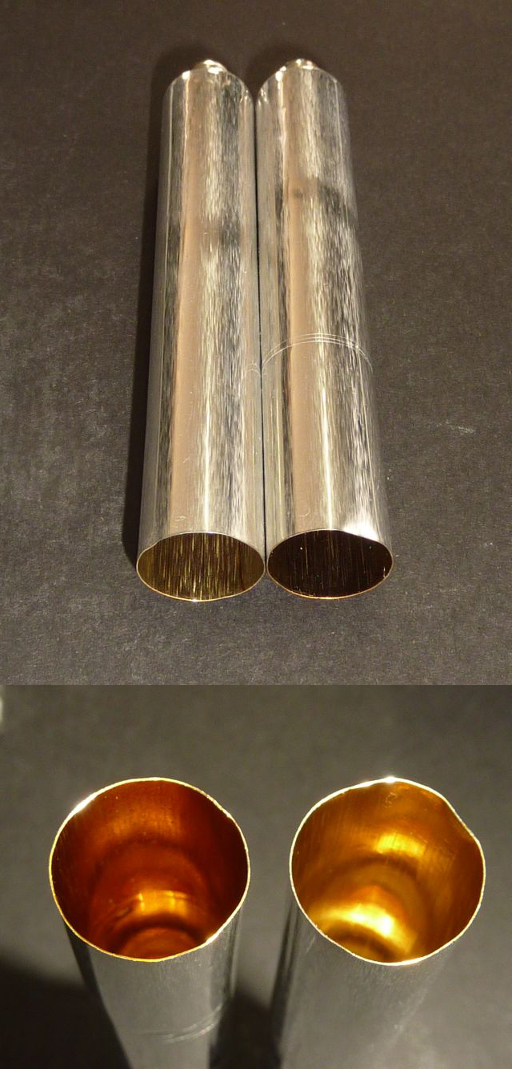
Medição do comprimento de tubos metálicos Durante a fabricação de tubos metálicos, é necessário garantir que os mesmos tenham sido cortados em suas medidas corretas, de acordo com os modelos em questão. A precisão exigida neste processo é de décimos de milímetro. Measurement of length of metal collapsible tubes during the production process During the production of metal tubes, the length of the tubes must be controlled, because of the previous cutting process of the tubes. The accuracy of the metal tubes should be in a range of a tenth of a millimeter. |
|
|||||
APP N° 19
|
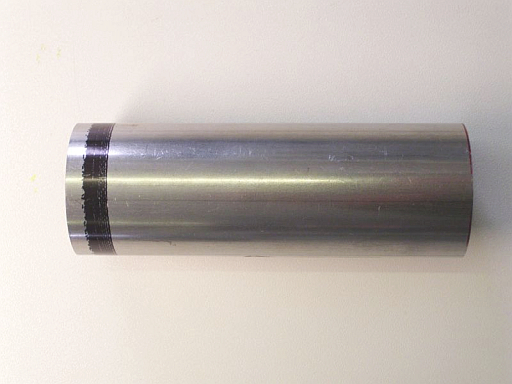
Controle de marcações pretas de tinta em tubos metálicos Em tubos metálicos, marcações pretas são feitas com impressoras a tinta, sendo necessário garantir as posições corretas das marcações ou checar se a tinta fora suficientemente aplicada. Black ink mark control on metal tubes On metal tubes, black marks will be applied with an ink jet printer. Sometimes the position of the ink mark is not on the right place or the ink coverage is not sufficient. |
|
|||||
APP N° 13
|
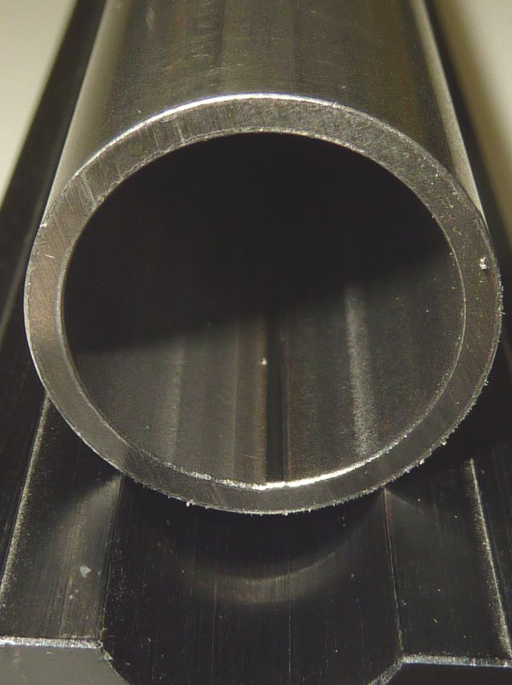
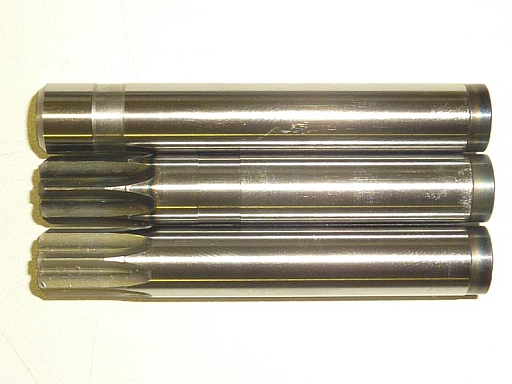
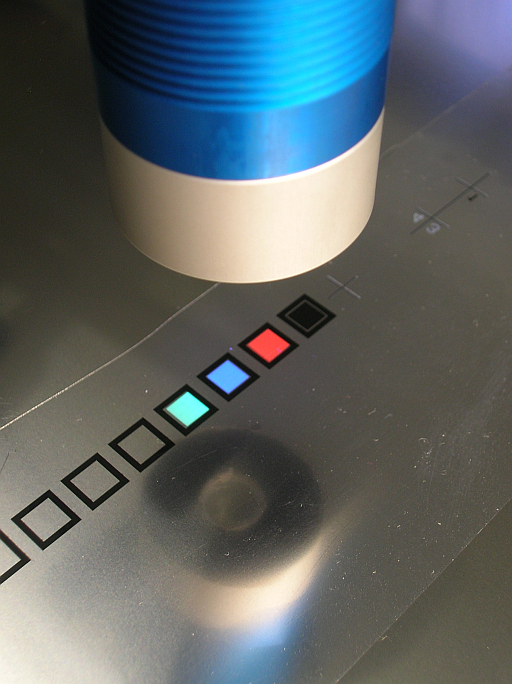
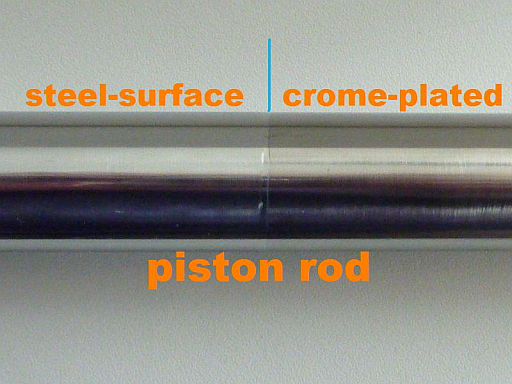
Controle da superfície de hastes metálicas Para garantir o componente correto nas superfícies de hastes de aço, é necessário utilizar sensores da série SPECTRO-3-DIL para checar a presença de cromo. No caso na ausência de cromo, o sensor indicará a presença apenas de aço. Surface control of a piston rod: Steel surface or chrome-plated A piston rod must be controlled whether it is chrome-plated or not. |
|
|||||
APP N° 9
|
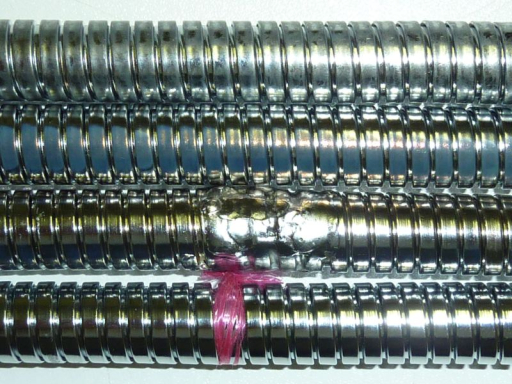
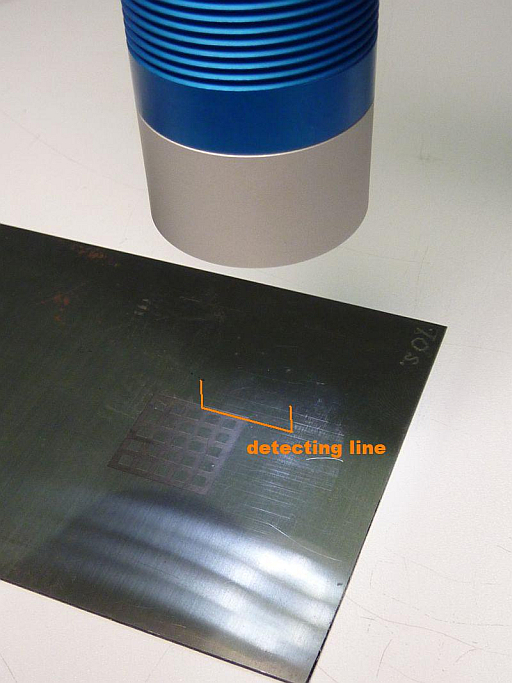
Detecção de linhas de solda em hastes metálicas Para o posicionamento correto das hastes, é necessário identificar a localização exata da solda durante sua rotação. Deve-se levar em consideração que, dependendo da peça em análise, ela pode conter riscos e ferrugem, o que atrapalharia, e muito, sistemas comuns. Detection of a welding line on a metal rod The welding line must be detected during the rotation of a metal rod. It has to be taken into account, that there are scratches as well as rust on the metal surface. |
|
|||||
APP N° 7
|
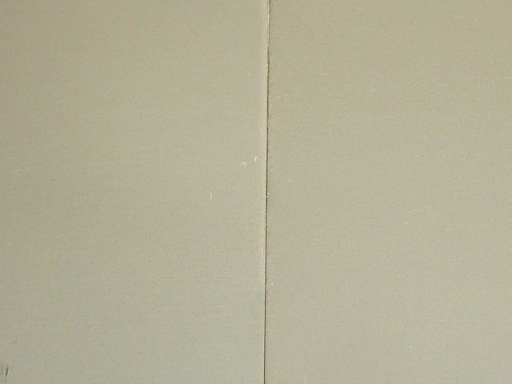
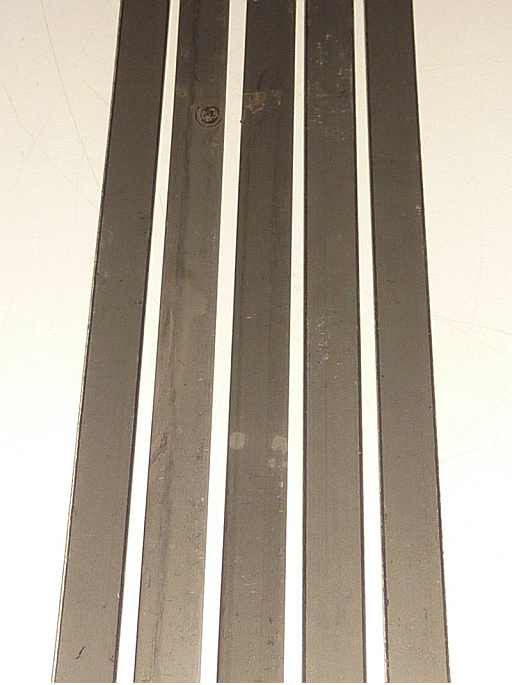
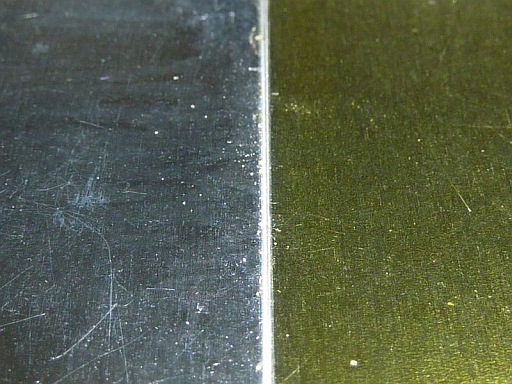
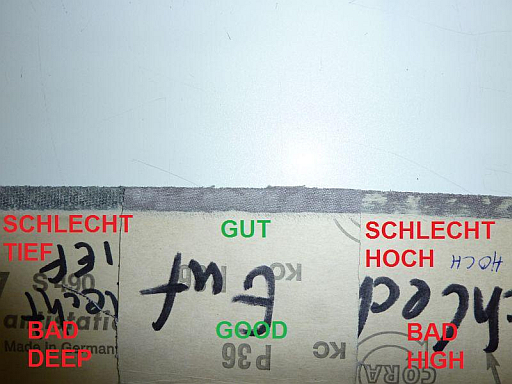
Diferenciação entre superfície da chapa revestida e não revestida Durante o processamento de chapas deve diferenciar-se entre a superfície metálica revestida e não revestida. Differentiation of coated and uncoated metal sheets with the color sensor During the production of cover plates and tin cans, the direction of the metal sheet (front side / rear side) must be checked. Thus it is necessary to distinguish between the coated and the uncoated side. |
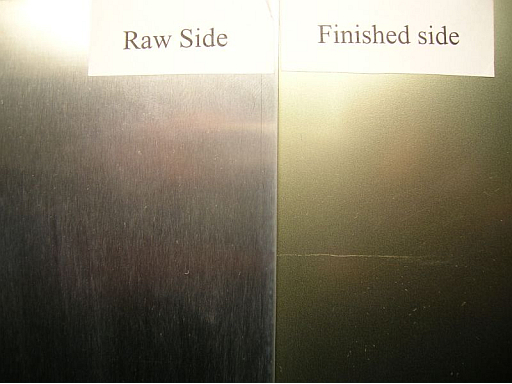
|

")