Aplikacje dla użytkowników!
1) Wybierz zastosowanie:
Semiconductor Industry / Electrical Industrie (Halbleiterindustrie / Elektroindustrie)
2) Wybierz język:
APP N° 787
|
Elektrik motorlarının devir sayısı kontrolü Elektrik motorlarının frekansı denetlenecektir. Frequency control of electric motors The frequency of electric motors should be controlled. |
|
|||||
APP N° 781
|
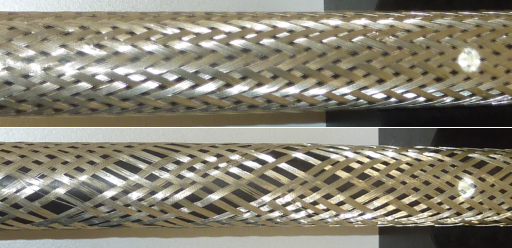
Metal dokuma bantların ilmek kontrolü Metal dokuma bantların ilmekleri kontrol edilecektir. Mesh control on metal braided hoses Meshes on metal braided hoses should be controlled. |
|
|||||
APP N° 780
|
Dokuma hortumların örgü kontrolü Dokuma hortumların örgüleri kontrol edilecektir. Meshes control on fabric hoses The meshes of a braided hose should be controlled. |

|
|||||
APP N° 700
|
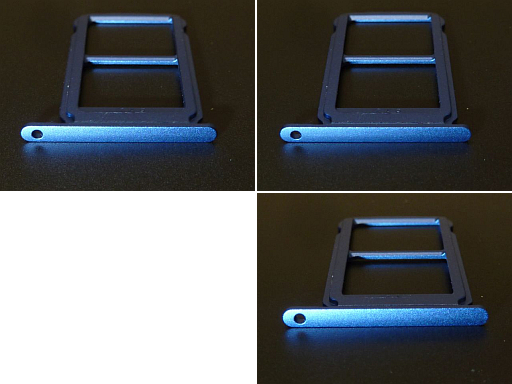
Eloksallı alüminyum parçaların renk ölçümü Eloksallı alüminyum bileşenlerin renkleri ölçülecektir. Color measurement of anodized aluminum parts The color of anodized aluminum parts should be measured. |
|
|||||
APP N° 515
|
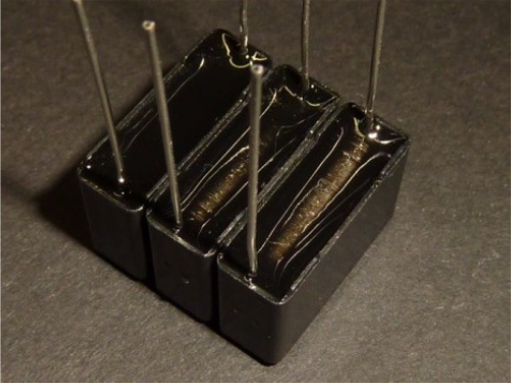
Film kondansatörlerinin alın kısmındaki kaplama kontrolü Film kondansatörlerinin ön tarafı bir çifte kaplamanın varlığına ilişkin denetlenecektir. Coating control at the front side of film capacitors The double coating at the front side of film capacitors should be controlled. |

|
|||||
APP N° 514
|
Kondansatör gövdelerinde döküm ölçü kontrolü Bir kondansatör materyalinin döküm kütlesiyle doğru şekilde kapatıldığı denetlenecektir. Casting compound control at capacitor housings The casting compound of capacitor housings should be controlled. |
|
|||||
APP N° 407
|
Metal diş başlangıcında plastik kalıntı tespiti Metal diş başlangıcında plastik artıklar tespit edilmelidir. Detection of plastic residues on the start of metal thread Plastic residues on the start of metal threads should be detected. |

|
|||||
APP N° 398
|
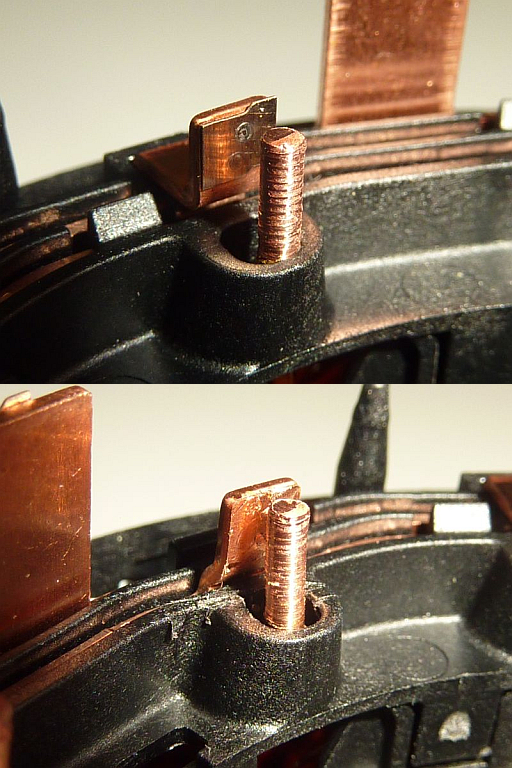
Bakır bağlantılar üzerinde küçük metal plakaların varlık kontrolü Zayıf ve küçük metal plakaların varlığı kontrol edilebilir. Presence control of small metal plates on a copper contact The presence of a small and thin metal plate should be detected. |
|
|||||
APP N° 388
|
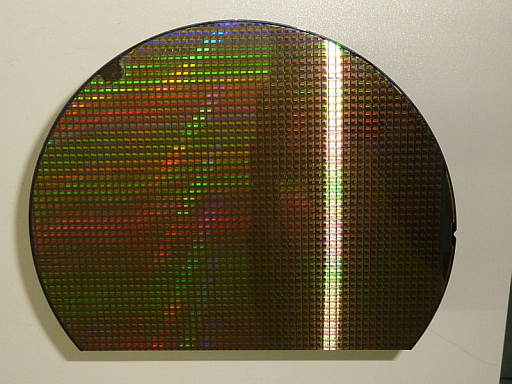
Devre levhası kenarlarının saptanması 80 µm kalınlığa sahip devre levhası kenarları saptanabilir. Wafer edge detection The edges of wafers with a thickness of 80µm should be detected. |
|
|||||
APP N° 339
|
Metal işleme endüstrisinde bobin sarma ve bobin geri sarma prosesleri üzerinde metal plakaların yükseklik kontrolü Bobin sarma ve bobin geri sarma üzerinde metal şeritlerin pozisyonları kontrol edilebilir. Burada, metal şeritlerin özellikle de küçük bantların salınım yapması ve ivmelenmesinin yüksek değerde olduğu hesaba katılmalıdır. Metal sheet height control on rewinders and unwinders in the stamping industry The position of metal stripes on re- and unwinders should be controlled. At this, it has to be taken into account that the metal stripes, especially the small bands, are oscillating and the acceleration can be very high. |
|
|||||
APP N° 333
|
Endüstriyel vantilatörlerin frekans kontrolü Endüstriyel amaçlı vantilatörlerin frekansları kontrol edilebilir. Ayrıca dönme yönü de tayin edilebilir. Frequency control of industrial ventilators Ventilators for industrial purposes should be frequency checked. Furthermore the direction of rotation should be controlled. |

|
|||||
APP N° 303
|
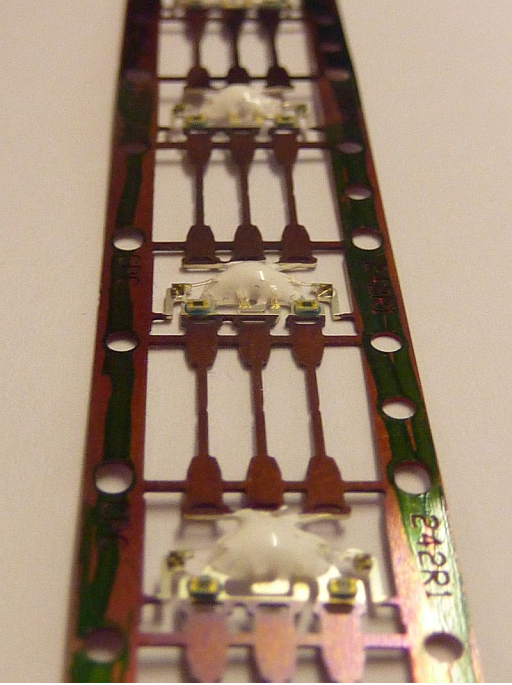
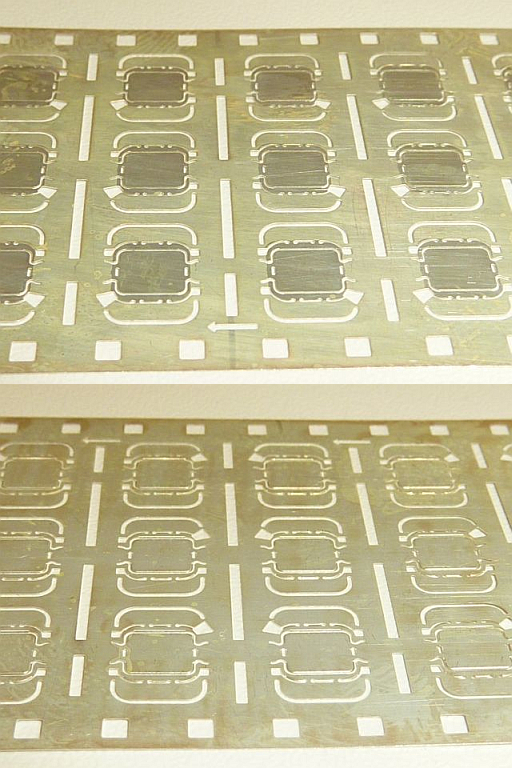
Kurşun çerçevelerin tepe yüksekliğinin saptanması Kurşun çerçeve üzerindeki tepe yüksekliği kontrol edilebilir. Ayrıca geçirgen kaplama da kontrol edilebilir. Dome height inspection of lead frames The height of the domes on lead frames should be controlled. Even a transparent coating can be controlled. |
|
|||||
APP N° 291
|
Kurşun çerçeve parlaklık kontrolü Kurşun çerçeve parlaklığı kontrol edilebilir. Bu sebeple yarıiletken çipin bulunduğu yüzey boş veya kaba olmalıdır. Lead frame gloss control The gloss of lead frames should be controlled. At this, the surface where the semiconductor chip should be placed can be blank or rough. |
|
|||||
APP N° 261
|
SMD LED’ lerin fazla dolum kontrolü SMD LED içerisindeki geçirgen döküm bileşen seviyesi fazla dolumdan dolayı kontrol edilebilir. Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
|||||
APP N° 260
|
SMD LED’ lerin az dolum konrolü SMD LED içerisindeki geçirgen döküm bileşen seviyesi eksik dolumdan haberdar olmak için kontrol edilebilir. Underfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with a view to underfilling. |
|
|||||
APP N° 250
|
Siyah anod aluminyum üzerindeki bir astar varlığının kontrolü Siyah anod alüminyum üzerindeki bir astar kaplamanın varlığı kontrol edilebilir. Presence control of a primer on black anodized aluminum The presence of a primer coating on black anodized aluminum should be controlled. |
|
|||||
APP N° 249
|
Sızdırmazlık contasının kontrolü Alüminyum kasa üzerindeki bir sızdırmazlık contasının varlığı kontrol edilebilir. Boşluklar saptanabilir. Sealing bead presence control The presence of a sealing bead on aluminum housing should be controlled. Gaps should be detected. |
|
|||||
APP N° 245
|
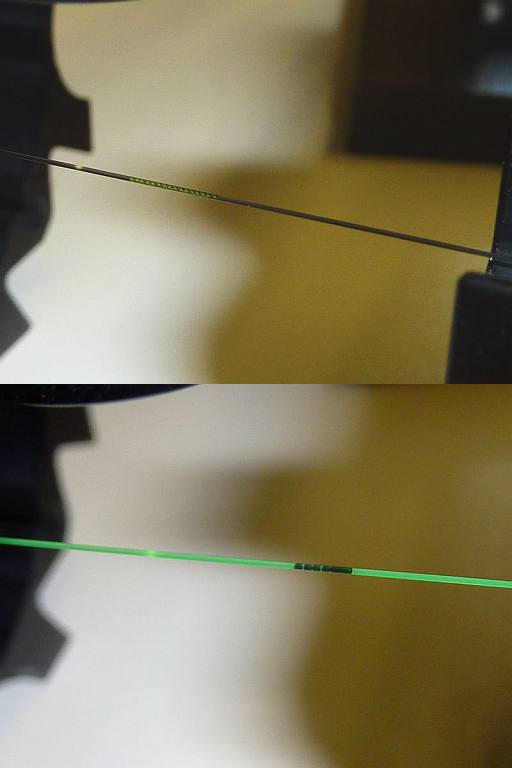
Optik fiber üzerindeki noktaların renk saptaması Optik fiberler üzerindeki renkli noktalar saptanabilir. Besleme hızı yaklaşık 10m/s olmadır. Color mark detection on an optical fiber Color marks should be detected on optical fibers. The rate of feed is around 10m/s. |
|
|||||
APP N° 244
|
Optik fiber üzerindeki kaplamanın renk kontrolü Optik fiberin kaplama kontrolü gerçekleştirilebilir. Burada, 10 m/s’ ye kadar olan ürün hızında kesikler ve leke saptanabilir. Color control of the coating of an optical fiber The coating of an optical fiber should be controlled. At this, cuttings and soiling should be detected, even at a product speed of up to 10m/s. |
|
|||||
APP N° 236
|
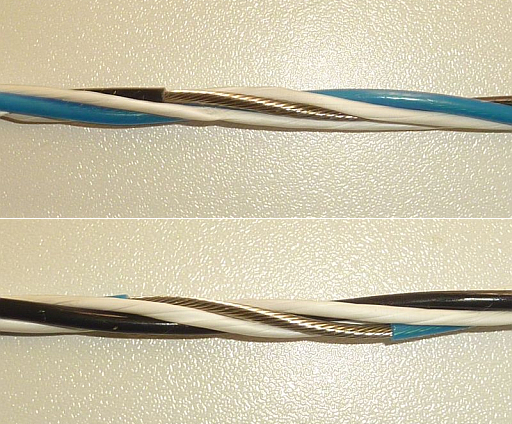
Örgülenmiş kabloda yalıtılmamış kablonun saptanması Örgülenmiş kabloda yalıtılmamış kablo saptanabilir. Detection of uninsulated cables in a twisted cable assembly Uninsulated cables should be detected in a twisted cable assembly. |
|
|||||
APP N° 221
|
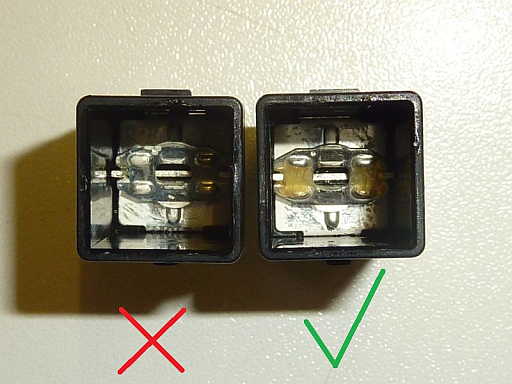
Bir elektrik bileşeninde gresin varlığının kontrolü Bir elektrik bileşende metal parça üzerindeki gresin varlığının kontrolü gerçekleştirilebilir. Presence control of grease in an electrical component The presence of grease on a metal part inside an electrical component should be checked. |
|
|||||
APP N° 208
|
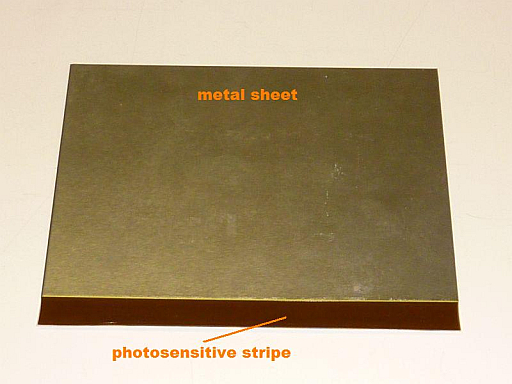
Bir metal plaka üzerinde ışığa duyarlı şeritin saptanması Bir metal plaka üzerinde ışığa duyarlı şerit saptanabilir. Burada, görünür bölgedeki ışık kaynağı kullanılamaz. Detection of a photosensitive stripe on a metal plate A photosensitive stripe should be detected on a metal sheet. At this, lightning sources which are working in the visible range cannot be used. |
|
|||||
APP N° 188
|
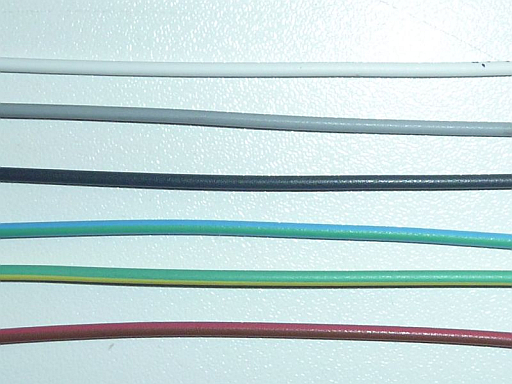
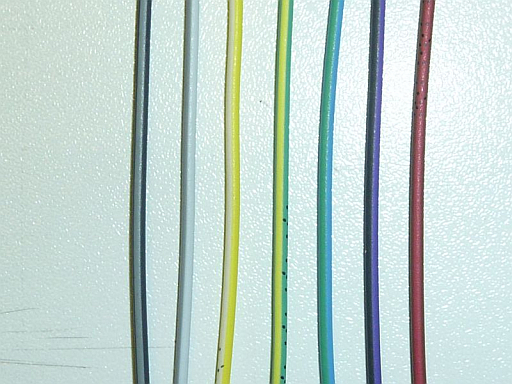
Yalıtkan kabloların sıralı renk kontrolü Plastik bir yalıtkan üretimi sırasında rengi kontrol edilebilir. Burada, parlaklık değişen sıcaklık ve nem miktarına göre değişiklik gösterir. Ayrıca, yüzeyin parlaklığından bağımsız olan sensör kullanılır. Inline color control of insulated cables During the production the color of a plastic insulation should be controlled (e.g. brown and red insulated cables). At this the gloss of the plastic surface can be changing due to temperature and humidity changes. Therefore a sensor should be used which is independent of the gloss of the surface. |

|
|||||
APP N° 170
|
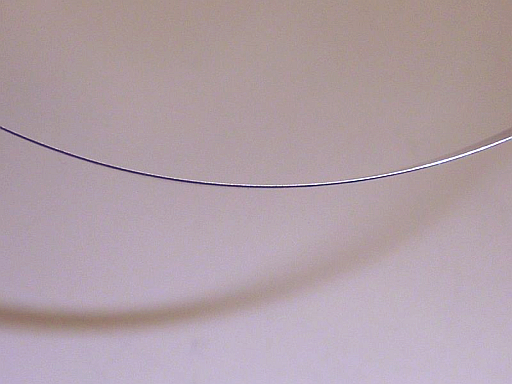
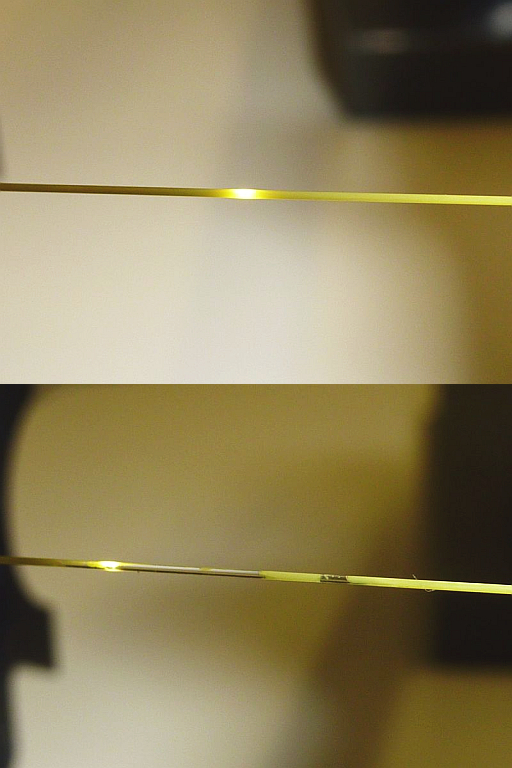
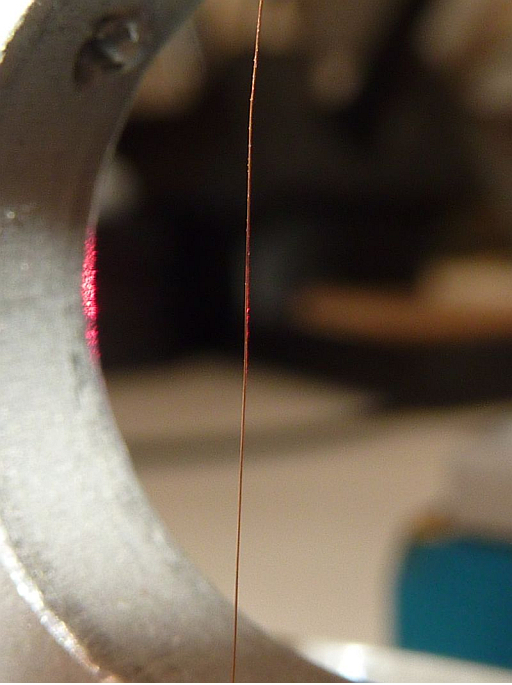
Yalıtımlı ve yalıtımsız metal telin çap kontrolü Yalıtımsız metal telin (çap:50 µm)yalıtımlı (çap:110 µm) metal telden ayrımı gerçekleştirilebilir. Diameter control of a metal wire with and without insulation The diameter of a wire without insulation (Ø 50µm) should be differentiated from a wire with insulation (Ø 110µm). |
|
|||||
APP N° 154
|
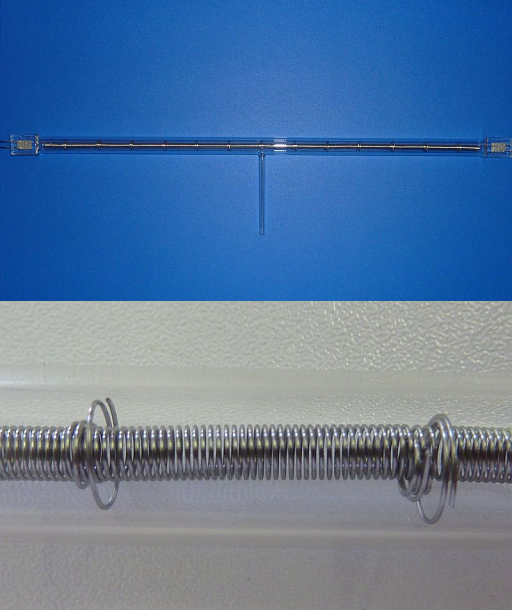
Bir lamba içerisindeki bir filamanın tutucuları arasındaki mesafenin saptanması Bir flamanın tutucularının mesafelerinin konumu kontrol edilebilir. Boşluk olması sebebiyle sadece yansıma sisteminin kullanılması gerekmektedir. Lamba filamanlarla birlikteyken tutucular pozisyon kontrollü olarak hareket ettirilirler. Detection of the distance holders of a filament in a bulb The position of the distance holders of a filament should be controlled. There is only a chance to use a reflective system due to space reasons. The bulb together with the filament and the holders can be moved position controlled. |
|
|||||
APP N° 145
|
Kaplanmış tellerin kaplanmamış tellerden ayrımı Yaklaşık 0.12 mm çapa sahip teller kaplanmalı ve kaplamanın var olup olmadığı gözlemlenmelidir. Differentiation of coated wires from uncoated wires Wires of approximately 0.12mm in diameter must be coated and it should be monitored, whether the coating is present or not. |
|
|||||
APP N° 138
|
Bir alüminyum diskin eksantrik kontrolü Fil şeritlerinin sarma ve geri sarma işlemleri için kullanılan alüminyum disklerin eksantrik kontrolü yaklaşık 10 µm hassasiyetle kontrol edilebilir. Eccentricity control of an aluminum drive disk The eccentricity of an aluminum driving disk, which is used for winding and rewinding of film strips, should be controlled with an accuracy of approximately 10µm. |
|
|||||
APP N° 125
|
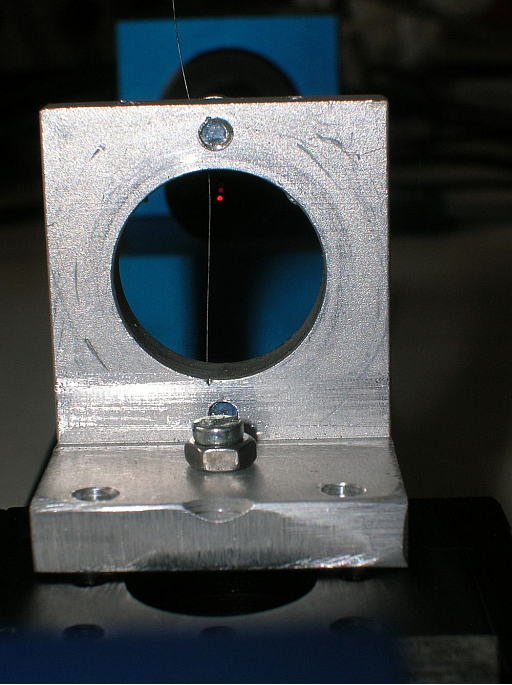
Bir ampül içerisindeki filamanın konumlandırılması Bir filaman bir ampül içerisine oldukça uygun bir şekilde konumlandırılmalıdır. Filamanın eğri olduğu göz önüne alındığında bunun sonucunda filamanın sonunun ampülün simetri ekseninde olmadığı düşünülmelidir. Ampülün iç çapı yaklaşık olarak 1.8 mm’ dir ve filamanın çapı 0.3 mm civarındadır. Positioning of a filament in a bulb A filament must be positioned precisely into a bulb. It should be noted that the filament can be bent, thus the end of the filament lies not on the symmetrical axis of the bulb. The inner diameter of the bulb is equal to approximately 1.8mm and the diameter of the filament is around 0.3mm. |
|
|||||
APP N° 114
|
Tek renkli ve iki renkli kabloların birbirinden ayrımı Kabloların kıvrım prosesi sırasında monokromatik veya dikromatik kabloların sarmal olduğu kontrol edilmelidir. Burada, kablolar 15 m/s hızla taşınır ekseni etrafında 360o ‘ yi 0.5 saniyede döner. Bu dönme sırasında renk kontrolü gerçekleştirilir. Kabloların çapı 1.35 mm ile 3 mm arasında olmalıdır. Çift renkli kablo üretmek için tek renkli kablo kullanılır ve yaklaşık 0.8 mm genişliğinde bir çizgi kablo üzerine çizilir ve 0.7 mm çapa sahip beyaz ışık renk kontrol amacıyla kullanılır. Differentiation between single-colored and two-colored cables During the coiling process of cables it has to be checked, whether monochromatic or dichromatic cables will be winded. At this the cables will be transported with a speed of 15 m/s and the cable will be turned 360° in 0.5 seconds around the axis. This turn around its axis can be used for color control. The smallest diameter of the cables is Ø 1.35 mm and the biggest diameter is around Ø 3mm. To produce a two-colored cable, a single-colored cable is used and a line with a width of approximately 0.8mm will be painted onto the cable, hence a white light spot with a diameter of Ø 0.7mm is used for color control. |
|
|||||
APP N° 107
|
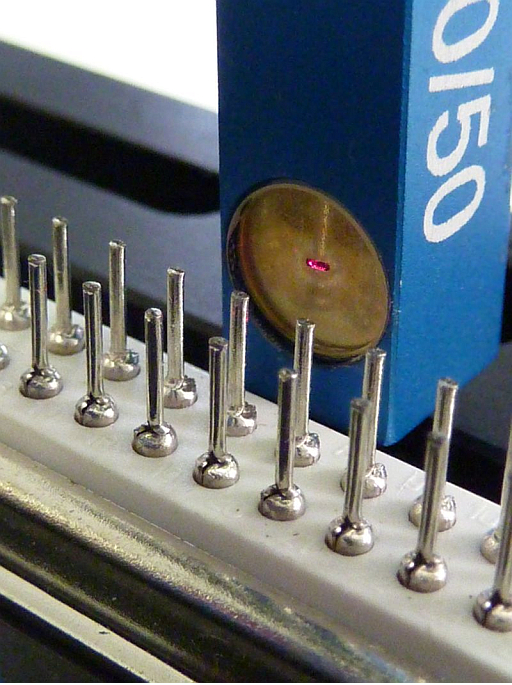
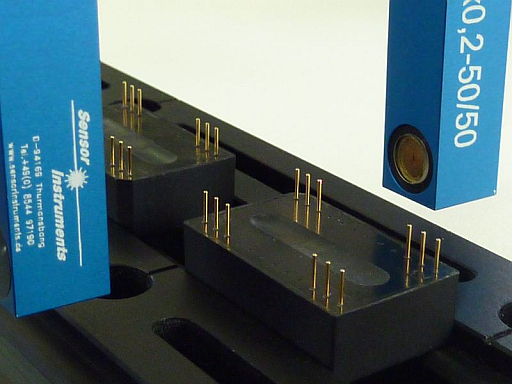
Elektrik bileşenlerin pim genişlik kontrolü Elektrik bileşenlerin pim genişlik kontrolü gerçekleştirilebilir. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
|||||
APP N° 106
|
Elektrik bileşenlerinin pim yükseklik kontrolü Üretim sırasında elektrik bileşenlerin pim yükseklik kontrolü gerçekleştirilebilir. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |
|
|||||
APP N° 102
|
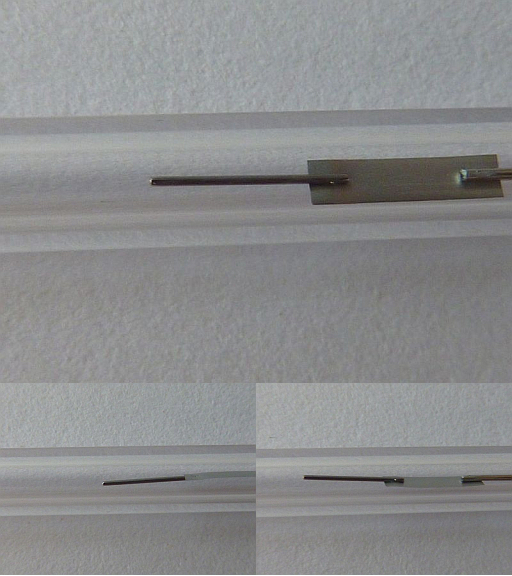
Bir filaman üzerinde spiral pozisyonun kontrolü Işık ampül endüstrisinde kullanılan bir filaman üzerindeki spiral sarımın pozisyonu kontrol edilebilir. Filaman üzerinde boşlukları farklı olan iki tür spiral mevcuttur. Filaman hızı yaklaşık olarak 0.02 m/s, çapı türüne göre 0.3mm-1.5mm arasında değişmektedir ve spiraller arası maksimum boşluk 1mm’ dir. Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
|||||
APP N° 91
|
Tek renkli ve iki renkli kabloların ayrımı Üretimleri sırasında tek renkli ve iki renkli kabloların ayrımının yapılması gereklidir. Maksimum üretim hızı yaklaşık 15 m/s ve en küçük çap değeri 1.35 mm’ dir. Kablo ekseni etrafında 360o ‘yi 0.5 saniyede dönme hızına sahiptir. İki renkli kablo şeridinin genişliği yaklaşık 0.8 mm’ dir. Differentiation of a unicolor and a bicolor cable During the production of cables a differentiation between unicolor and bicolor cable is necessary. The production maximum speed of the cable is approximately 15m/s and the diameter of the smallest cable is around 1.35mm. The cable is rotating around the axis in 0.5 seconds 360° at this velocity. The color stripe of the bicolor cable has a width of about 0.8mm. |
|
|||||
APP N° 56
|
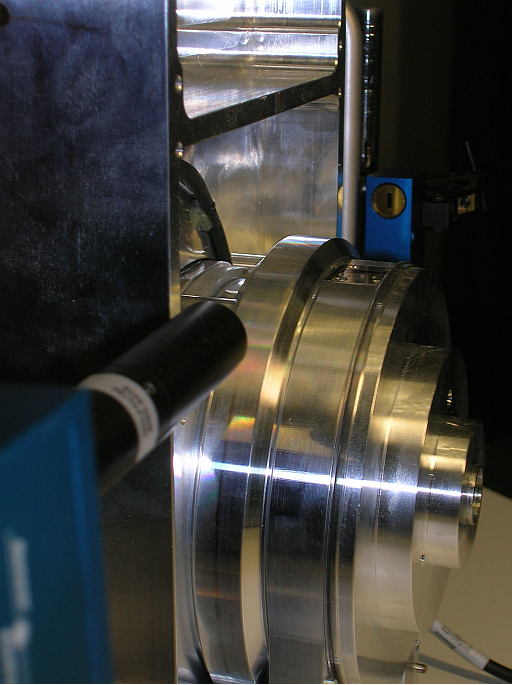
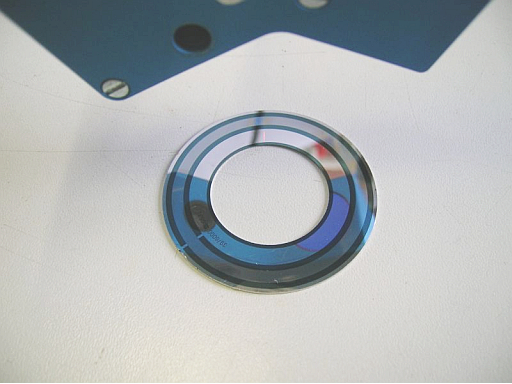
Holografik kodlayıcı disklerinde yükseklik farkı ölçümü Holografik kodlayıcı disk yüksekliğinin temazsız bir yolla kontrol edilmesi gerekir. Measurement of the height difference of holographic encoder disks The height of holographic encoder disks must be controlled in a non contact way. |
|
|||||
APP N° 54
|
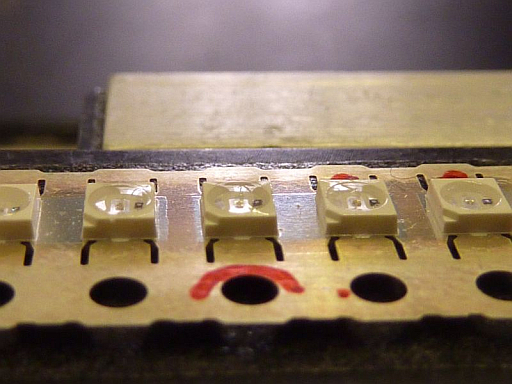
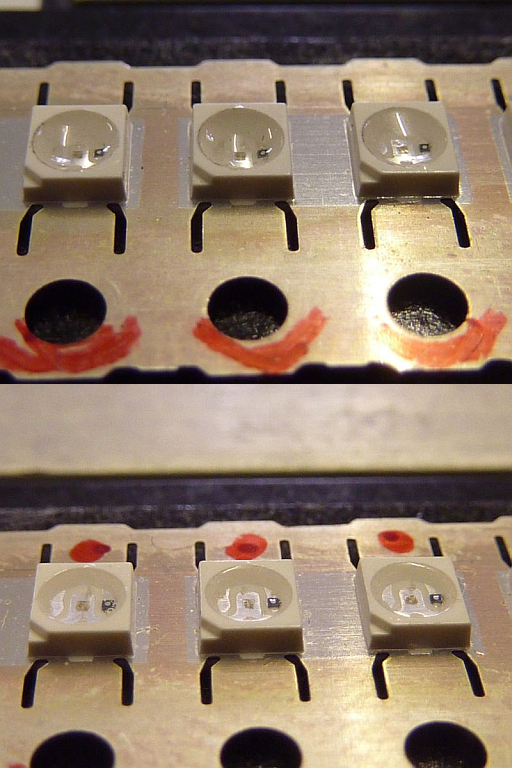
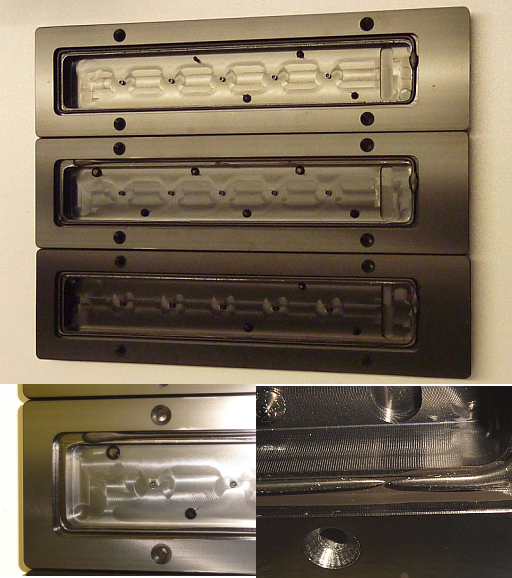
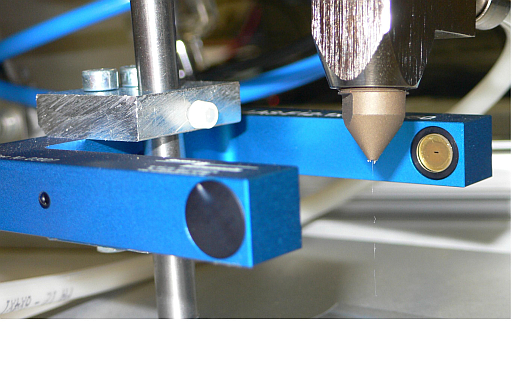
Seçici Akı Uygulamalarında Lehim Kontrolü Seçici lehimlemenin seçici akı uygulamaları ile kombinasyonu popüler hale geliyor. Özellikle karışık PCB panoları üreticileri, bu yeni teknolojiden yararlanır. Sadece lehimlenecek alanlar, lehimlenir. Bunu başarmak için, milimetrenin onda biri kadar çap uzunluğuna sahip basınçlı püskürtücü küçük akı damlacıkları üretir. Saçılma açısı, damlacıkların sadece planlanan yere çarptığından emin olmak için çok küçüktür. Yönünün yanı sıra, miktarlarının da kontrol edilmesi gerekir. Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
|
|||||
APP N° 49
|
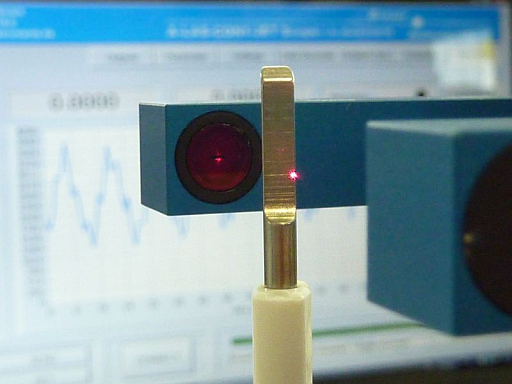
Bir Elektrikli Diş Fırçasının Şaftının Eksantrik Kontrolü Frekans kadar bir elektrikli diş fırçasının eksantrik genliği de kontrol edilmelidir. Control of the eccentricity of the shaft of an electrical tooth brush The frequency as well as the amplitude of the eccentric of an electric tooth brush should be controlled. |
|
|||||
APP N° 48
|
LED Renk Kontrolü Bir elektrik diş fırçası üzerindeki LED rengi kontrol edilmelidir. Ayrıca AÇIK / KAPALI - LED'ler de belirlenmelidir. LED color control On an electrical toothbrush the color of the LEDs should be controlled. Furthermore the ON/OFF times of the LEDs should be determined, too. |

|
|||||
APP N° 26
|
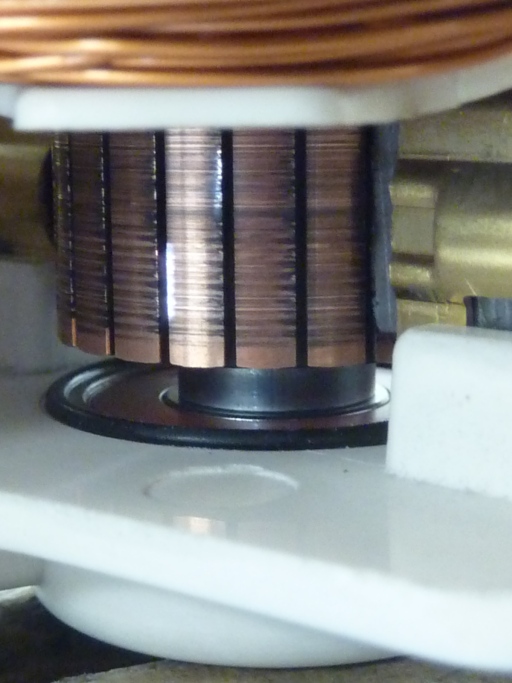
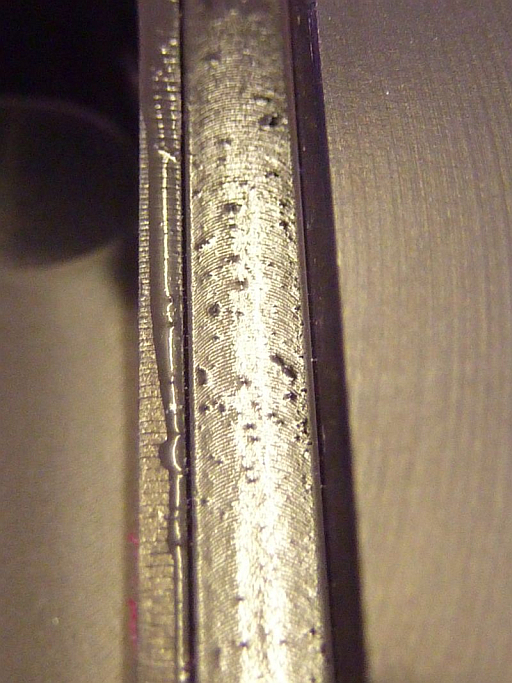
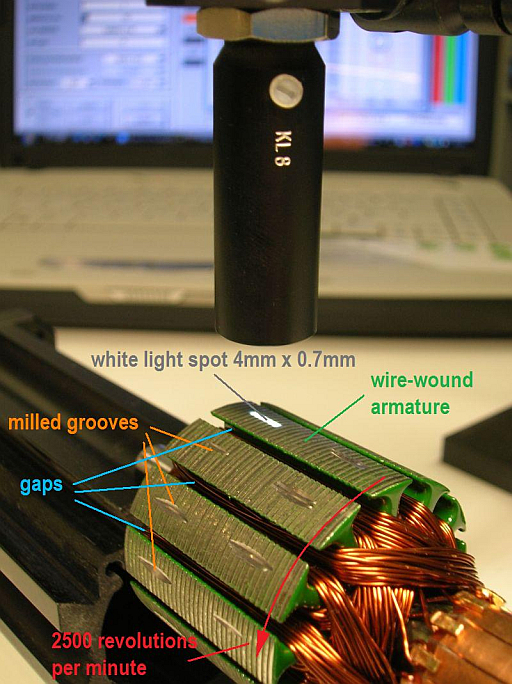
Tel armatür üzerinde oyuk ve boşluk tespiti Tel armtürler üzerinde oyuklar kadarboşluklar da elektronik denge sürecinde kontrol edilmelidir. Maksimum hız dakikada 2500 devirdir. Groove and gap detection on wire-wound armature The gaps as well as the milled grooves on wire-wound armatures should be detected during the electronic balancing process. The maximum speed is around 2500 revolutions per minute. |
|
|||||
APP N° 6
|
Birleşme Yüzeyinin Tespiti Baskı devre kartının hammaddesi sonsuz bir kemer gibi bobin üzerinde bulunur ve birleşme yüzeyleri tespit edilmek zorundadır. Detection of the bonding surface of raw material for PCBs The raw material of the printed circuit board is normally placed on a coil as an “endless” belt and anywhere on the belt there is a bonding surface which has to be detected during the unwinding. |
|
")