Informacje prasowe Sensor Instruments
|
95% szkła płaskiego wytwarzanego przemysłowo szkła płaskiego jest produkowane w procesie float. W tej metodzie płynne szkło jest doprowadzane w sposób ciągły do kąpieli z płynnej cyny. Stopione szkło pływa z uwagi na mniejszy ciężar właściwy po bezbarwnej powierzchni cyny i tworzy w podłużnej kąpieli tzw. film o równomiernej grubości i doskonałej gładkości. Strona szkła stykająca się z kąpielą cynową zostaję nieznacznie zanieczyszczona tym metalem, co ma znaczenie na dalsze procesy obróbki szkła float, np. na nakładanie powłok na powierzchnię. Przy dalszej obróbce szkła float staje się ważne, rozróżnianie powierzchni zanieczyszczonej kąpielą cynową od tak zwanej strony ogniowej (nakładanie politury na gorąco, podczas produkcji szkła float powoduje nagrzanie strony niestykającej się z roztopioną cyną).
|
 Czujnik kontrastu SPECTRO-1-FIO-UVC/UVC |
20.02.2019
|
Aby przy wytwarzaniu filtrów oleju lub powietrza dla przemysłu motoryzacyjnego uzyskać wymagany przepływ, materiał filtra zostaje składany, dzięki czemu w niewielkiej przestrzeni znajduje się duża powierzchnia filtracyjna. W zależności od typu filtra występuje różna głębokość oraz ilość zagięć.
|
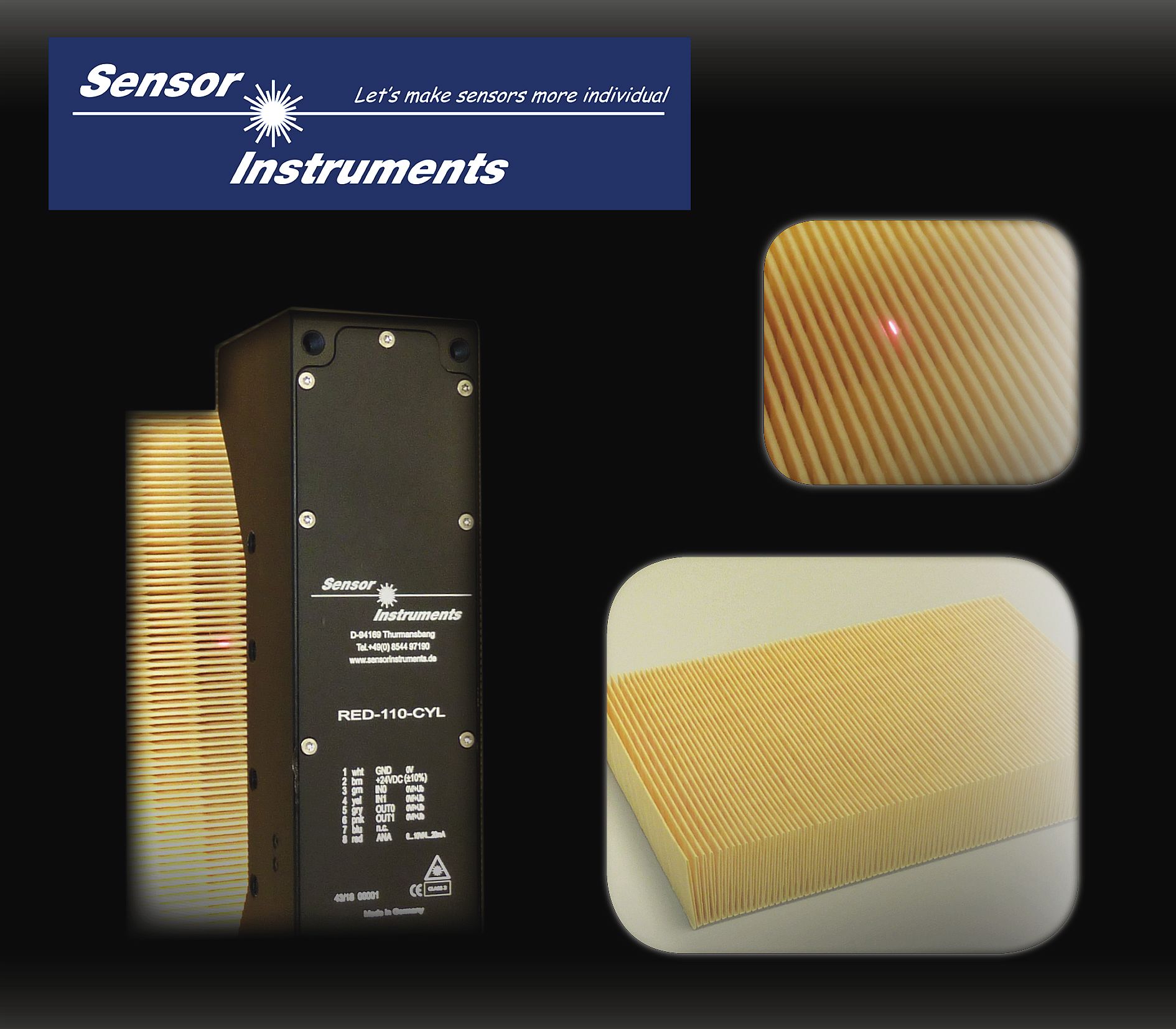 |
| Detektor krawędzi RED-110-L |
07.02.2019
|
W przypadku detekcji spoin z reguły na początku rozważa się zastosowanie czujników kontrastu lub koloru, ponieważ sam spaw na ogół różni się znacznie od pozostałej powierzchni produktu. W praktyce okazuje się jednak, że te metody wymagają częstego i zajmującego dodatkowy czas nastawiania i parametryzowania.
|
 |
| Detektor krawędzi RED-110-L |
04.02.2019
|
Do tej pory wystarczało, gdy producenci czujników oferowali urządzenia z wyjściami cyfrowymi oraz jednym analogowym wyjściem napięciowym od 0 V do +10 V i analogowym wyjściem prądowym od 4 mA do 20 mA i w ten sposób w przewidywalnym czasie następowała komunikacja między układem sensorycznym oraz zaprogramowanymi systemami sterowania (SPS) a w rzeczywistości szeregowego interfejsu z odpowiednio wysokimi częstotliwościami danych. Przyszłość należy jednak do tzw. Industrial Ethernet.
|
 |
| Konwertery RS232-nach-PROFINET® oraz RS232-nach-EtherCAT® |
21.01.2019
|
Szczególnie przy rejestracji i liczeniu przezroczystych obiektów ułożonych w stosy, takich jak kubki do napojów czy pokrywki z tworzyw sztucznych dotychczasowe detektory stają na brzegu granic. Zwłaszcza przy pakowaniu ważnym jest, a by w opakowaniu umieścić dokładnie zadaną ilość obiektów. Pomoc przynosi RED Serie (w tej aplikacji wykorzystano RED-110-L).
|
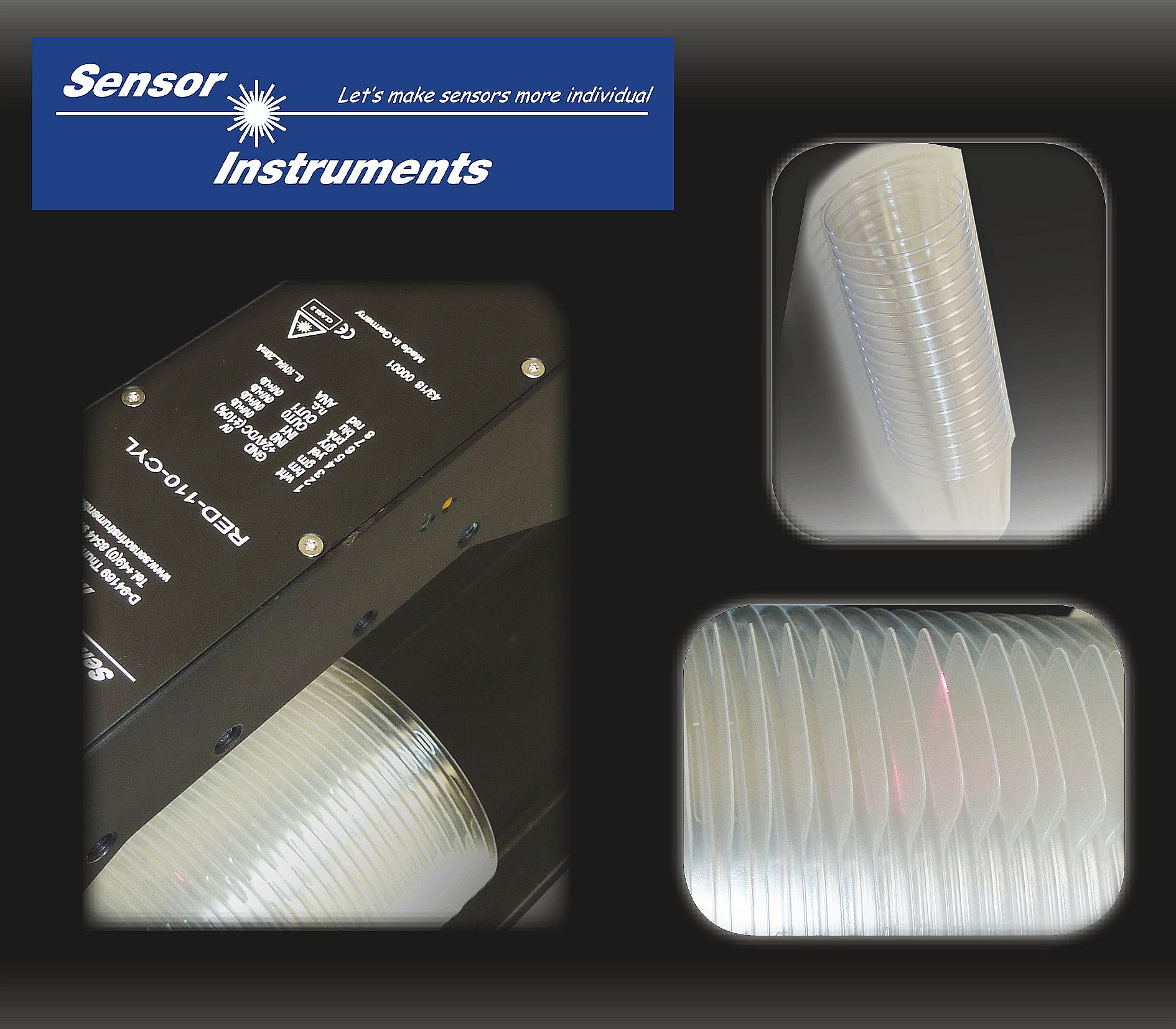 |
| Detektor krawędzi RED-110-L |
|
Na razie wszystko wydaje się oczywiste, znowu zadanie pomiarowe, któremu za pomocą czujnika GLOSS Serie możemy z wirtuozerią sprostać. Po tym wszystkim, co przedstawił nam Klient, który powiedział wiele o pomiarze stopnia połysku, na wstępie powstało właściwie jedno pytanie a mianowicie, pod jakim kątem ma następować pomiar: 20°, 60° lub około 85° do linii pionowej?
|
 |
| Czujnik połysk GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Przy pakowaniu kartonaży, czasopism i także pojedynczych arkuszy należy zapewnić zawsze właściwą ilość egzemplarzy w pakiecie. Materiał jest często transportowany częściowo zachodząc na siebie (forma łuskowata), zanim następnie w przypadku czasopism, gazet lub ulotek reklamowych zostanie zapakowany za pomocą nakładarki krzyżakowej. W zależności od grubości egzemplarzy oraz prędkości przemieszczania (do 10 m/s) strumień może przyjmować różną wysokość. ► Informacja prasowa |
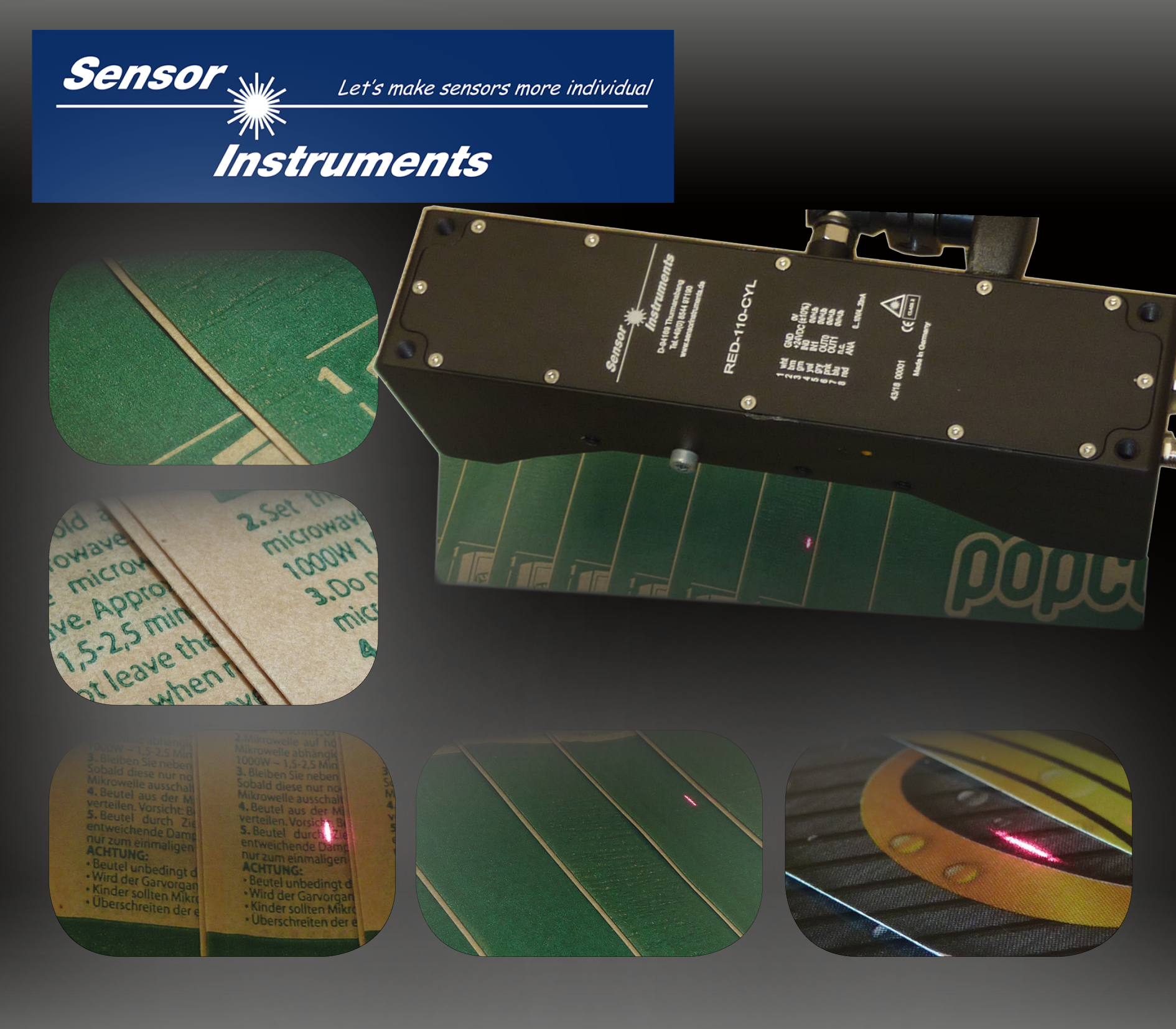 |
| Detektor krawędzi RED-110-L |
19.11.2018
|
|
|
| Czujniki laserowego liniowego światła przechodzącego L-LAS-TB-100-AL-SC |
09.11.2018
|
|
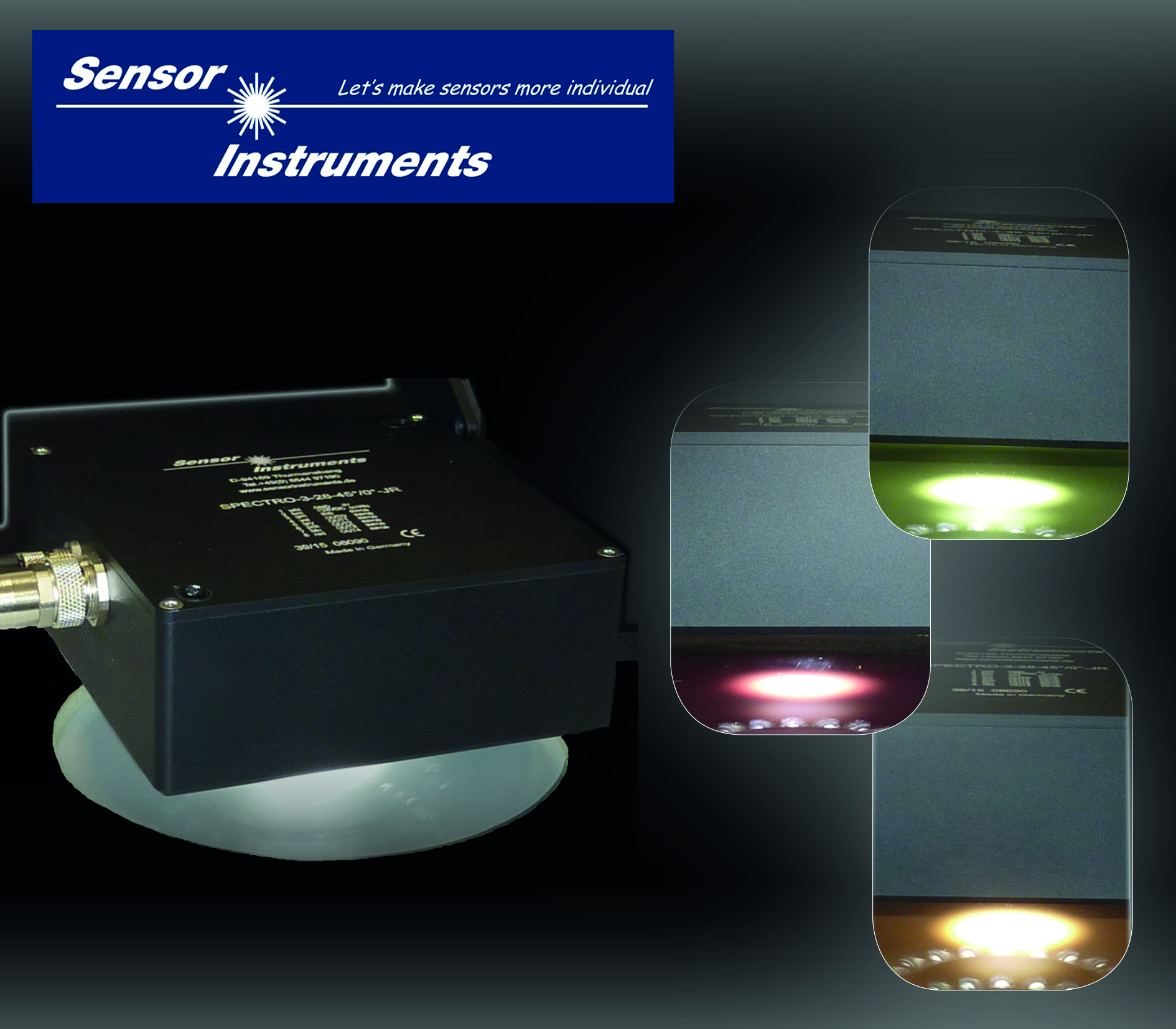 |
| Czujnik pomiaru koloru SPECTRO-3-28-45°/0°-MSM-ANA-DL |
22.10.2018
|
W szczególności liczenie przezroczystych, ułożonych w stos wieczek z tworzywa sztucznego, jakie przykładowo stosowane są w przemyśle opakowań, stanowiło praktycznie do dzisiaj duży problem, ponieważ krawędzie poszcze-gólnych wieczek nie zawsze były prawidłowo ustawione i z kolei w przypadku przedmiotów przezroczystych liczniki pracujące według zasady odbicia światła nie zapewniały dokładnego wyniku.
► Informacja prasowa |
 |
| Czujnikiem laserowego światła przechodzącego A-LAS-N-F16-9.5x0.8-150/80-C-2m z elektroniką kontrolną SPECTRO-1-CONLAS |