Comunicados de prensa Sensor Instruments
22.03.2019
| El 95% del vidrio plano fabricado industrialmente se produce ahora mediante el proceso de vidrio flotado. En este proceso, el vidrio líquido se introduce continuamente en un baño de estaño líquido. Debido a su menor peso, el vidrio fundido flota en la superficie del estaño sin tratar y forma una película de espesor uniforme y extremadamente lisa sobre un baño de estaño longitudinalmente alargado. El lado del vidrio que mira hacia la fundición de estaño está ligeramente contaminado con estaño y, por lo tanto, tiene los efectos consiguientes en el procesamiento posterior del vidrio flotado, por ejemplo, el recubrimiento de la superficie del vidrio. Por lo tanto, en el tratamiento posterior del vidrio flotado, es importante distinguir la superficie contaminada por el baño de estaño del denominado lado del fuego (pulido al fuego; durante la producción de vidrio flotado, se calienta el lado del vidrio opuesto de la fundición del estaño).
|
 Sensor de contraste SPECTRO-1-FIO-UVC/UVC |
| El material filtrante se pliega de modo que se pueda conseguir el rendimiento requerido en la fabricación de filtros de aceite y aire para la industria del automóvil, proporcionando así una superficie filtrante elevada en un espacio reducido. Dependiendo del tipo de filtro, hay diferentes profundidades de plegado y número de pliegues..
|
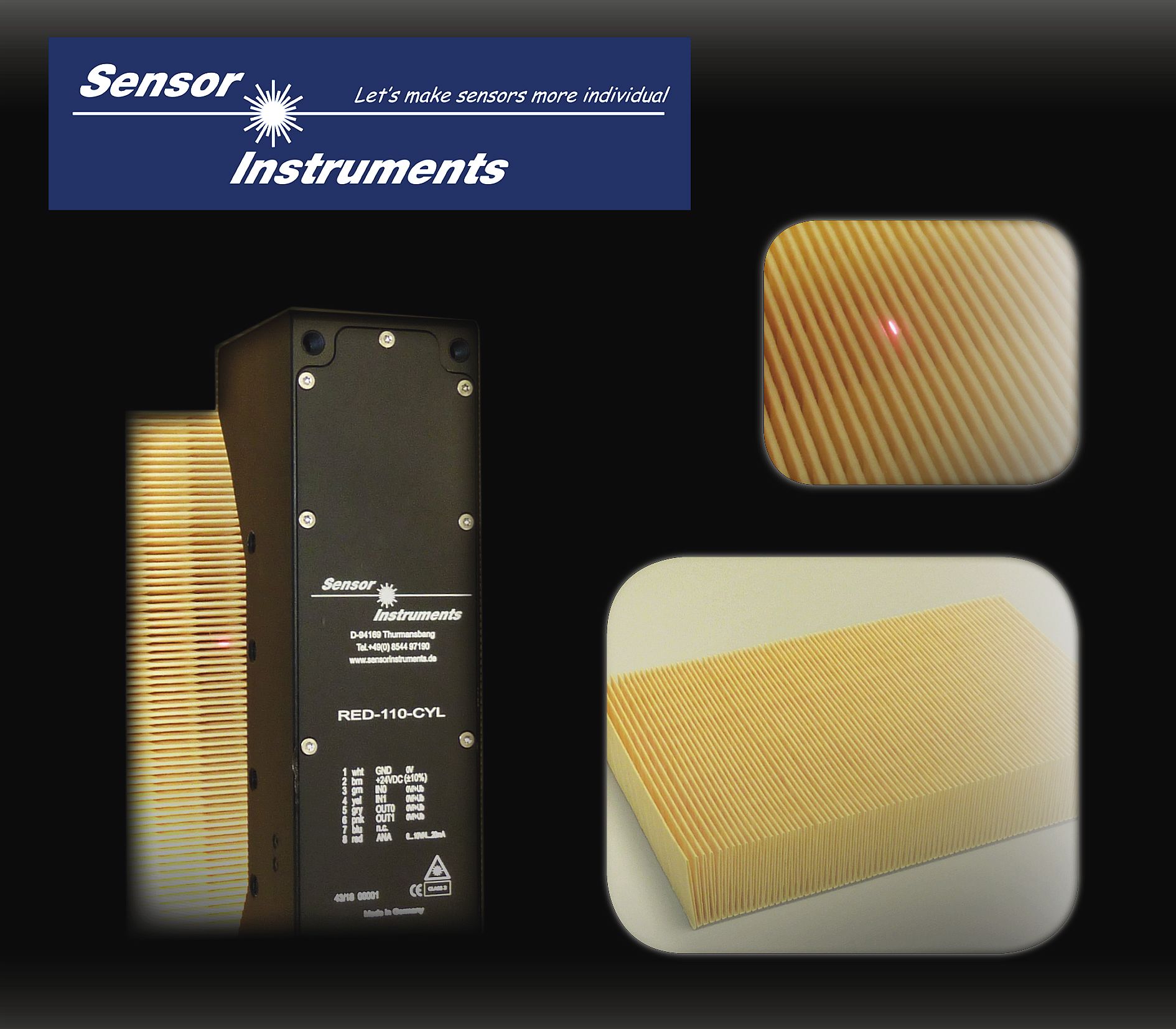 |
| Detector de borde laser RED-110-L |
| Cuando se detectan costuras de soldadura, probablemente se piensa primero en los sensores de contraste o de color, ya que la costura de soldadura difiere ópticamente del resto de la superficie del producto en la mayoría de los casos. Sin embargo, la práctica ha demostrado que estos métodos se caracterizan por su frecuente reajuste o reparametrización.
|
 |
| Detector de borde laser RED-110-L |
04.02.2019
| Mientras que hasta ahora era suficiente como fabricante de sensores ofrecer dispositivos con salidas digitales y una salida de tensión analógica de 0V a +10V y también una salida de corriente analógica de 4mA a 20mA, en un futuro no muy lejano, la comunicación entre los sensores y los controladores programables (PLCs) se realizará principalmente en serie en forma digital con las correspondientes velocidades de traspaso de datos más elevadas.
|
 |
| Convertidores RS232 a PROFINET® y convertidores RS232 a EtherCAT® |
21.01.2019
| Los detectores precedentes han llegado a sus límites, especialmente cuando se trata de detectar y contar objetos apilados y transparentes, como vasos o tapas de plástico. Sin embargo, es importante colocar el número exacto de objetos en una unidad de embalaje, especialmente durante el empaque. La serie RED es una solución (para esta aplicación se utilizó un RED-110-L).
|
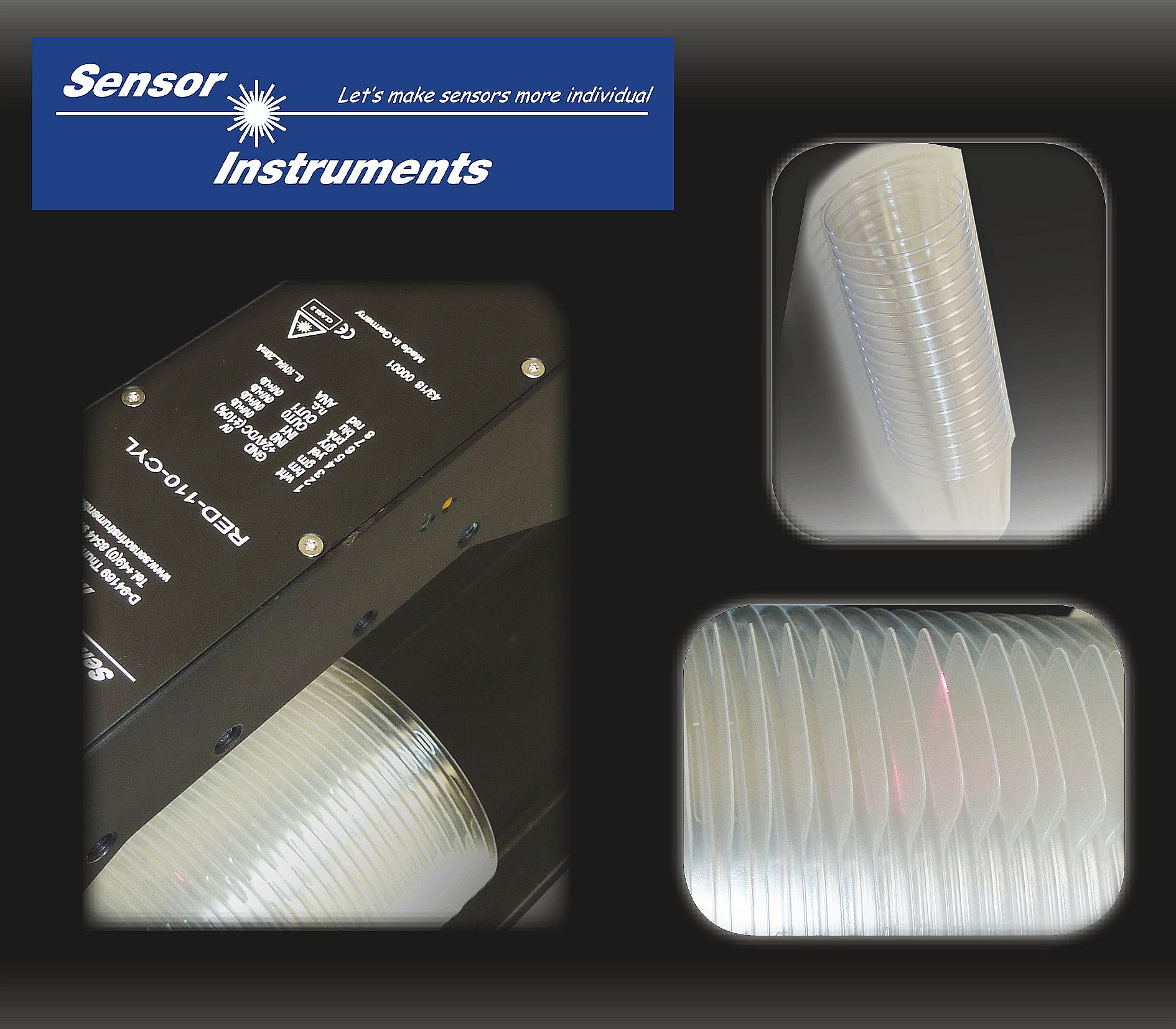 |
| Detector de borde laser RED-110-L |
26.11.2018
| Al principio todo parecía muy claro, otra tarea de medición que podríamos realizar con toda seguridad con un sensor de la serie GLOSS. Después de todo lo que nos dijo el cliente, todo se inclinaba por una medición del grado de brillo, la única pregunta al principio era: ¿en qué ángulo medir: 20°, 60° o aproximadamente 85° con respecto a la vertical?
|
 |
| Sensor de brillo GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Al embalar cajas de cartón, revistas u hojas individuales, se debe garantizar el número de copias de un paquete. En muchos casos, el material se transporta de forma solapada antes de ser embalado por un apilador, en el caso de revistas, periódicos o material publicitario. Dependiendo del espesor de los ejemplares y de su velocidad de transporte (hasta 10 m/s), el flujo de solapamiento puede asumir diferentes alturas. ► Comunicado de prensa |
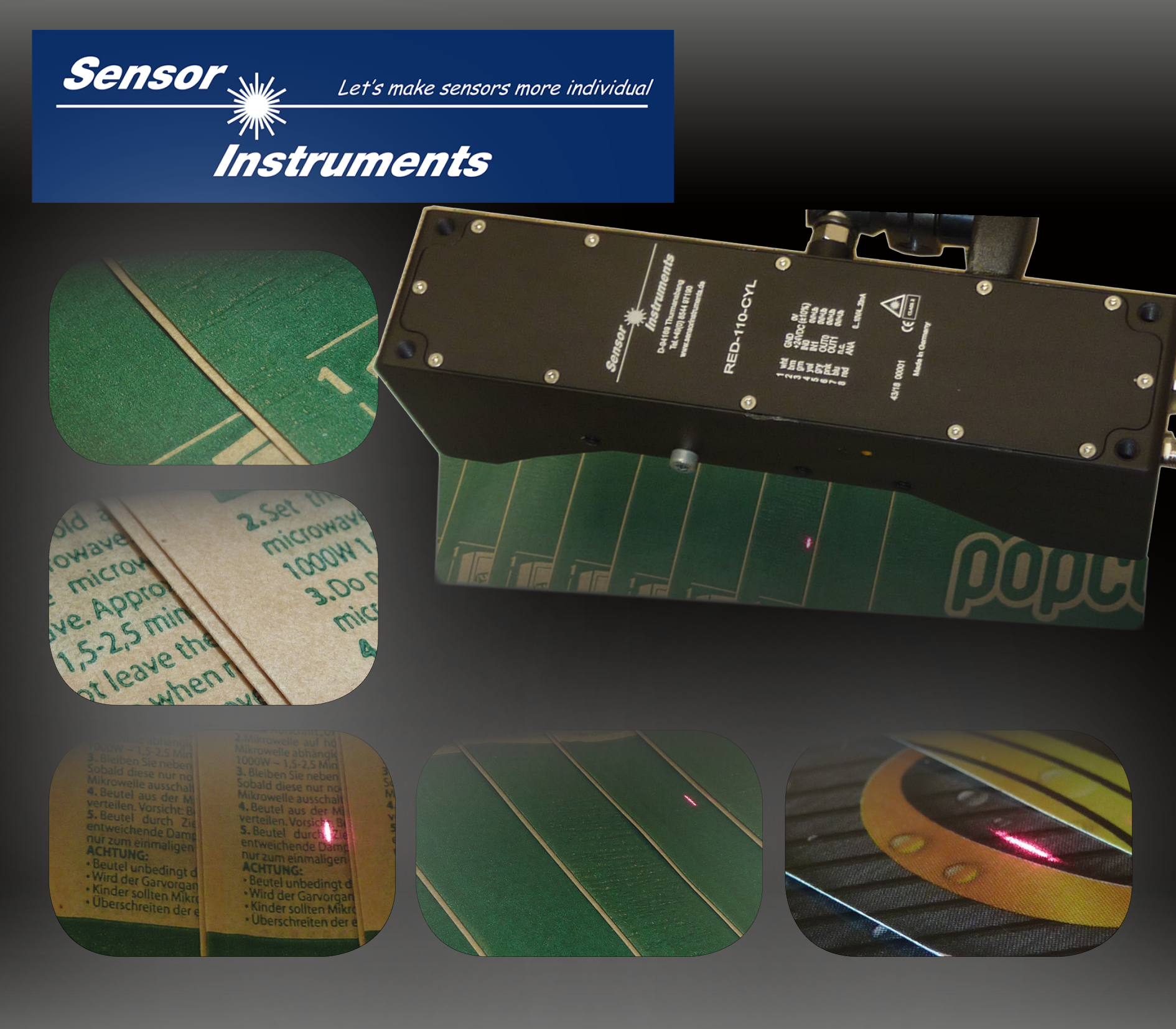 |
| Detector de borde laser RED-110-L |
19.11.2018
En los últimos años han ocurrido muchas cosas en relación con las boquillas de pulverización utilizadas en los parabrisas. Ahora pueden desplegarse y actuar puntualmente. Ahora, con las boquillas en abanico se garantiza una aplicación homogénea de la neblina de spray en el campo angular previsto, así como la difusión puntual de las cámaras frontales por medio de emisores de puntos apenas divergentes. ► Comunicado de prensa |
|
| Sensores láser de luz transmitida L-LAS-TB-100-AL-SC |
09.11.2018
Hasta ahora, el control del color durante la producción de lacas de color se realizaba principalmente en el laboratorio. Se debía tomar una muestra de laca, que luego se analizaba con respecto al color como una fina capa de laca en estado seco. Por supuesto, este proceso requiere un cierto tiempo durante el cual la producción de laca podría estar fuera de las tolerancias permitidas y, por lo tanto, requería un postratamiento costoso y mucho tiempo. ► Comunicado de prensa |
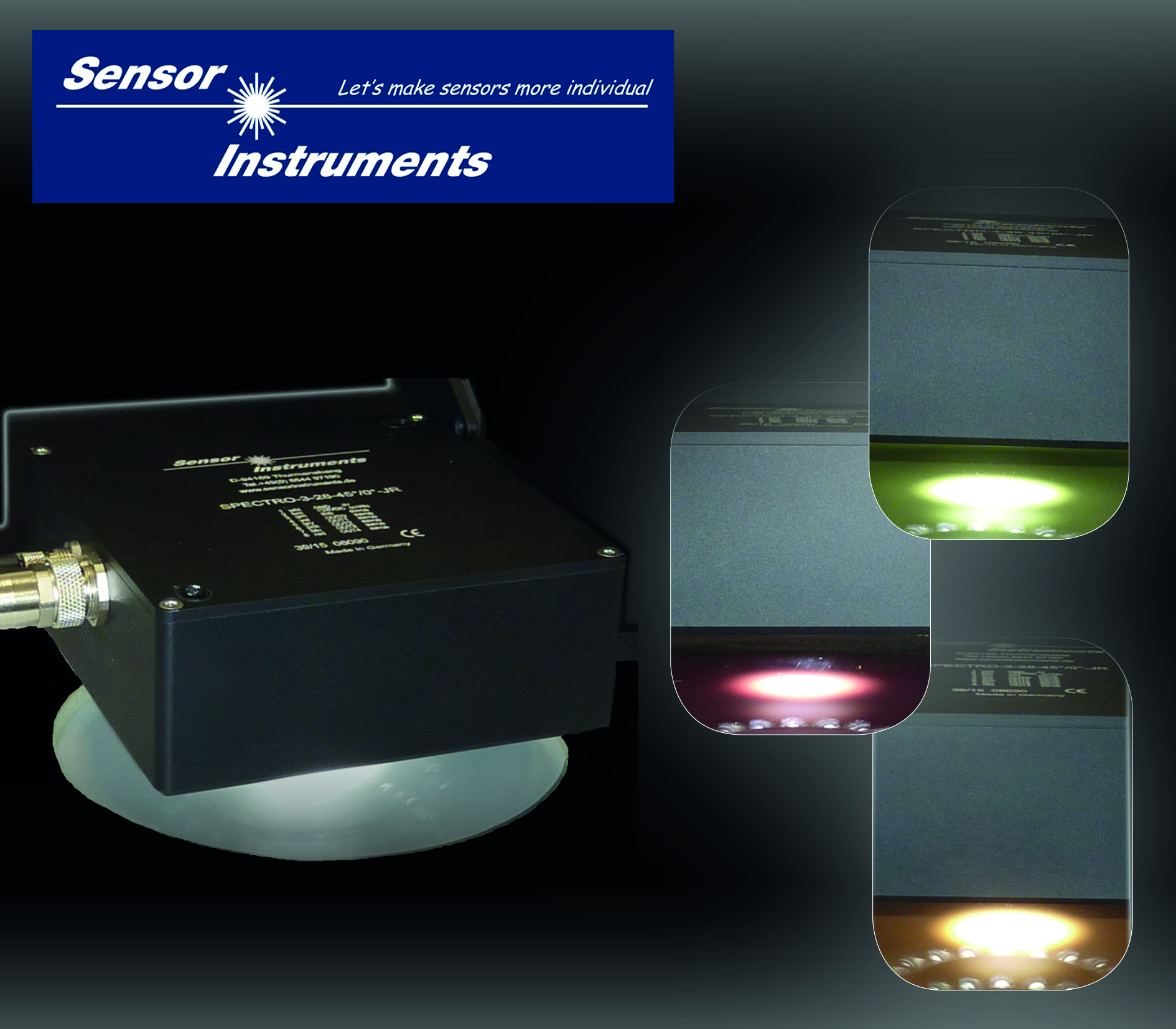 |
| Sensor de medición del color SPECTRO-3-28-45°/0°-MSM-ANA-DL |
22.10.2018
El recuento de tapas de plástico transparentes y apiladas, como las utilizadas en la industria del embalaje, en particular, ha sido extremadamente problemático hasta ahora, ya que los bordes de las tapas individuales no siempre están alineados con precisión y, en el caso de los objetos transparentes en particular, los contadores de copias que funcionan de acuerdo con el principio de luz reflejada no proporcionan resultados de recuento fiables.
► Comunicado de prensa |
 |
| Sensores láser de luz transmitida A-LAS-N-F16-9.5x0.8-150/80-C-2m con electroónica de control SPECTRO-1-CONLAS |