Communiqués de presse Sensor Instruments
22.03.2019
| 95% du verre plat fabriqué industriellement est désormais produit d’après le procédé de flottage du verre. Dans ce procédé, du verre liquide est amené de façon continue à un bain d’étain liquide. Le verre en fusion nage ici sur la surface nue de l’étain du fait de son moindre poids en formant, sur un bain d’étain longitudinal, un film d’une épaisseur uniforme et extrêmement lisse. Le côté du verre tourné vers l’étain fondu est très faiblement contaminé par l’étain et a de ce fait des effets en conséquence sur le processus de transformation suivant du verre flottant, comme p. ex. le revêtement de la surface du verre. Il est par conséquent important, pour la poursuite de la transformation de verre flottant, de faire la distinction entre la surface contaminée par le bain d’étain et ce qu’on appelle le côté du feu (polissage par le feu, le côté du verre détourné de l’étain en fusion étant réchauffé pendant la fabrication du verre flottant).
|
 Capteur de contraste SPECTRO-1-FIO-UVC/UVC |
| Afin d’atteindre le débit nécessaire lors de la fabrication de filtres à huile et à air pour l’industrie automobile, le matériau de filtre est plié, ce qui permet de disposer d’une surface de filtre élevée dans un faible espace. Il existe dans ce cadre différentes profondeurs de plis et un nombre varié de plis en fonction du type de filtres.
|
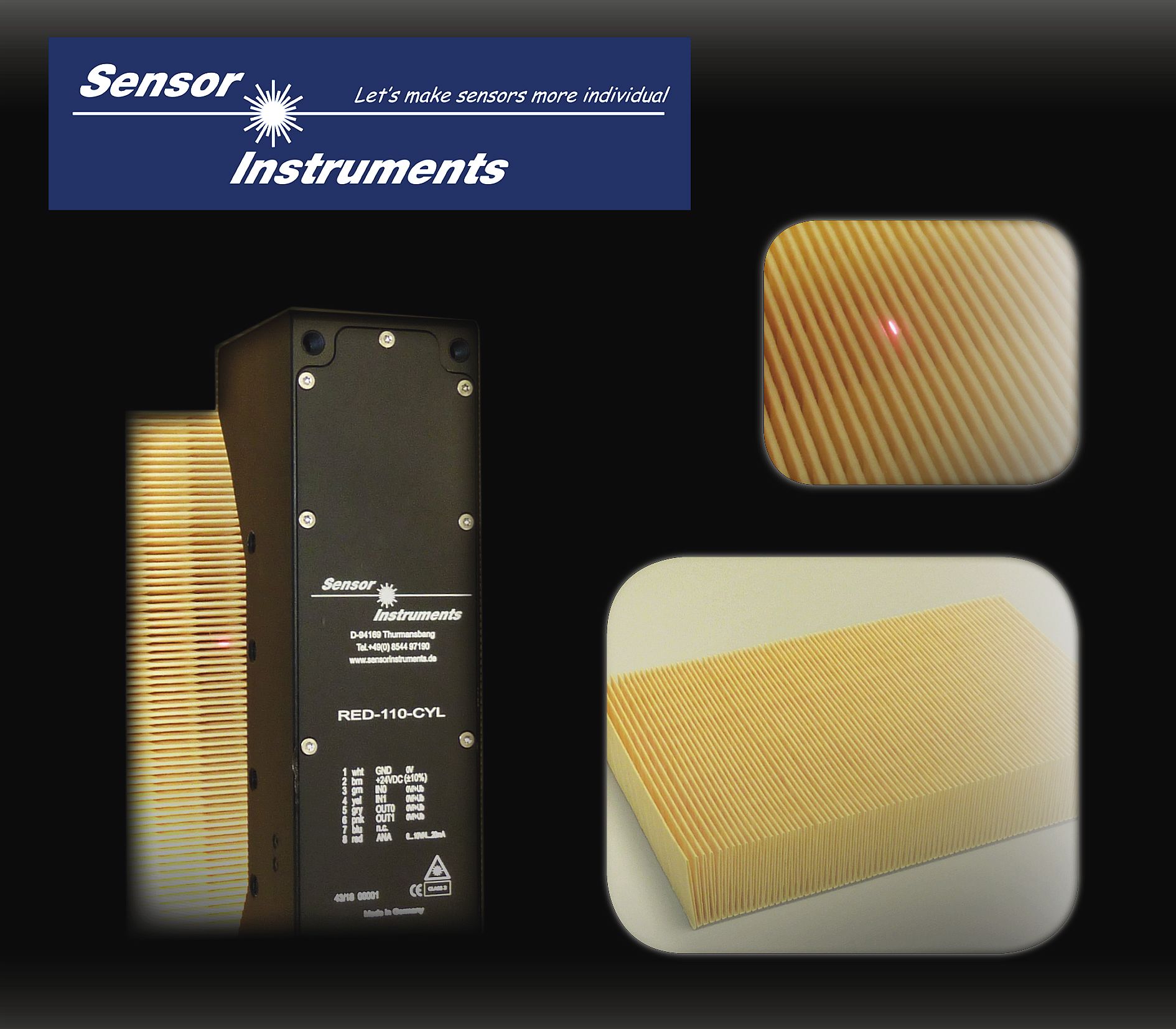 |
| Détecteur de bord laser RED-110-L |
| Pour la détection de cordons de soudure, on pense sans doute d’abord aux capteurs de contrastes ou bien aux capteurs de couleurs. Le cordon de soudure se distingue cependant la plupart du temps assez bien au plan optique du reste de la surface du produit. Il s’avère cependant dans la pratique que ces méthodes se caractérisent par un réajustement et un nouveau paramétrage fréquent.
|
 |
| Détecteur de bord laser RED-110-L |
04.02.2019
| correspondance ! Alors qu’il suffisait encore jusqu’à présent, en tant que fabricant de capteurs, de proposer des appareils munis de sorties numériques et d’une sortie de tension analogique comprise entre 0V et +10V, et en outre d’une sortie de courant analogique compris entre 4mA et 20mA, la communication entre les capteurs et les automates programmables industriels (API) se déroulera dans un temps prévisible essentiellement sur un mode numérique série avec un débit de données élevé en conséquence. L’avenir appartient donc à ce qu’on appelle l’Ethernet industriel.
|
 |
| Des convertisseurs RS232-après-PROFINET® et RS232-après-EtherCAT® |
21.01.2019
| Les anciens détecteurs atteignent notamment leurs limites lors de la saisie et du comptage d’objets empilés transparents tels que des gobelets en plastique ou des couvercles en plastique. Il est cependant important, notamment dans le cadre d’une procédure d’emballage, de placer le nombre d’objets exact dans une unité d’emballage. La série RED fournit ici une aide précieuse (un RED-110-L a été utilisé dans cette application).
|
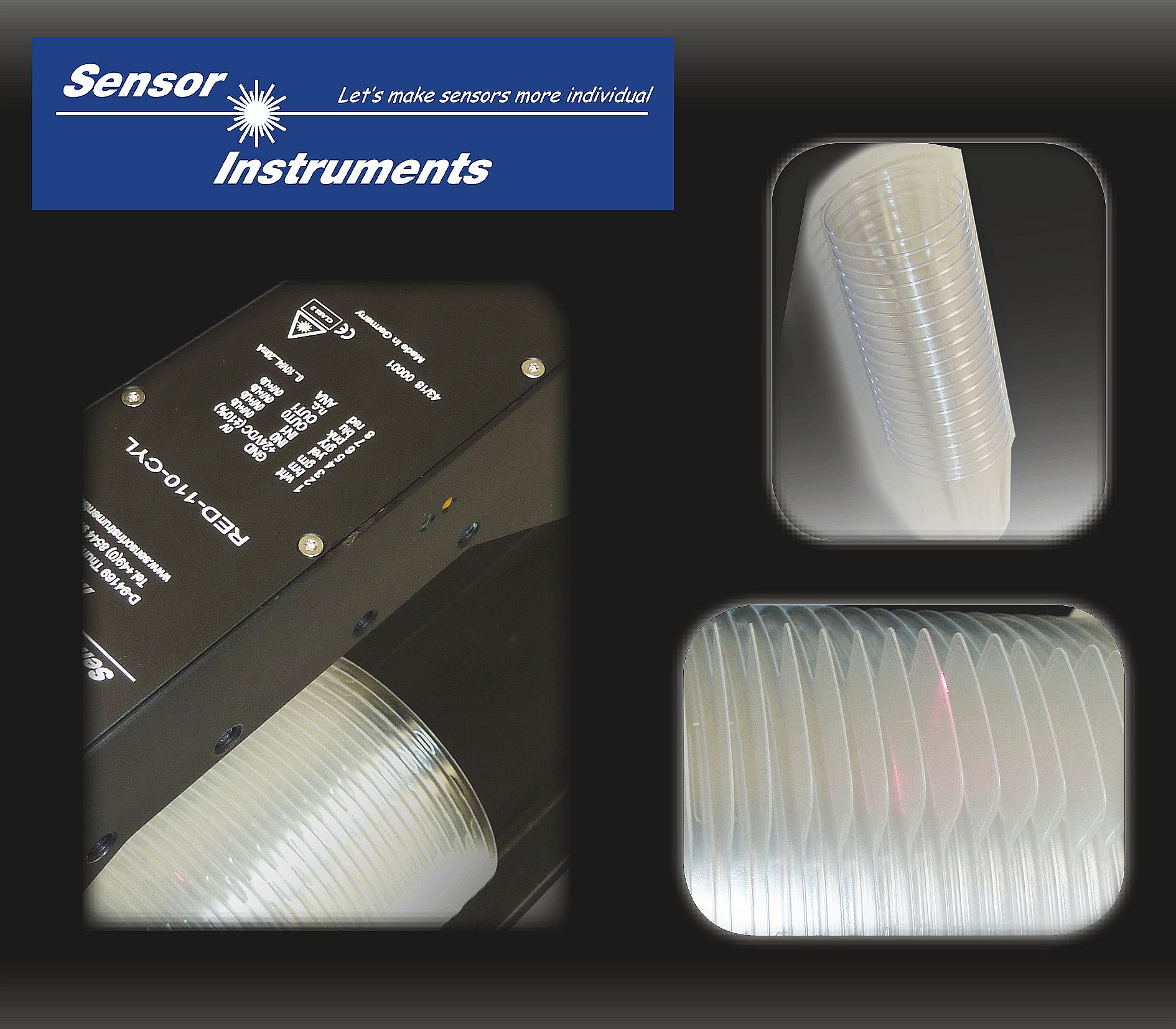 |
| Détecteur de bord laser RED-110-L |
26.11.2018
| Tout semblait d’abord clair comme de l’eau de roche, à nouveau une tâche de mesure que nous pourrons sûrement maîtriser avec brio à l’aide d’un capteur de la série GLOSS. Après tout ce que le client nous avait décrit, beaucoup d’éléments parlaient en faveur d’une mesure du degré de brillance, la question se posant au début consistant uniquement à identifier l’angle sous lequel la mesure devait avoir lieu : 20°, 60° ou peut-être 85° par rapport à la verticale ?
|
 |
| Capteur de brillance GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Le nombre d’exemplaires dans un paquet doit être garanti lors de l’emballage de cartonnages, de magazines mais aussi de feuilles volantes. Les exemplaires sont ici souvent transportés en piles avant, dans le cas des magazines, journaux ou imprimés publicitaires, d’être emballés au moyen d’un empileur tourne-piles. Le flux des piles peut à cette occasion atteindre différentes hauteurs en fonction de l’épaisseur des exemplaires ainsi que la vitesse de leur transport (jusqu’à 10 m/s). ► Communiqué de presse |
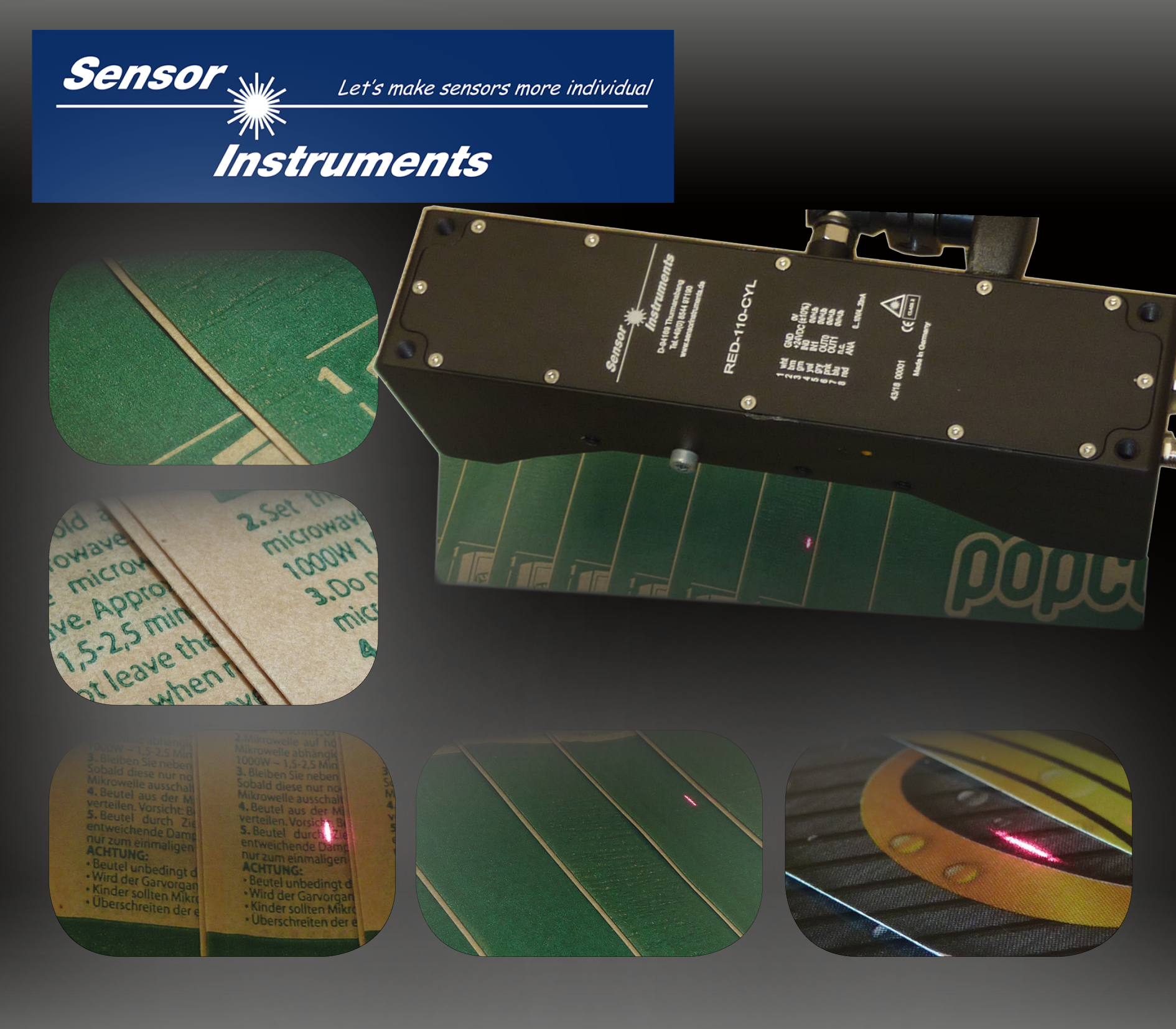 |
| Détecteur de bord laser RED-110-L |
19.11.2018
| Bien des évolutions ont eu lieu au cours de ces dernières années au niveau des gicleurs qui sont utilisées sur les pare-brise. La projection se fait désormais en éventail et de façon ponctuelle. L’application homogène d’un brouillard pulvérisé sur la zone d’angle prévue est désormais assurée de façon précise tout comme la projection ponctuelle de la caméra frontale au moyen d’un gicleur ponctuel dirigé presque sans divergence. ► Communiqué de presse |
|
| Capteur à lumière traversante à lignes laser L-LAS-TB-100-AL-SC |
09.11.2018
Le contrôle des couleurs pendant la production de vernis colorés a été jusqu’à présent essentiellement réalisé en laboratoire. Il fallait dans ce cas prélever un échantillon de vernis et contrôler la couleur de ce dernier sous la forme d’une mince couche de vernis sèche. Cette opération requiert bien entendu un certain temps pendant lequel la production de vernis pourrait éventuellement sortir des tolérances autorisées en imposant une coûteuse reprise après coup. ► Communiqué de presse |
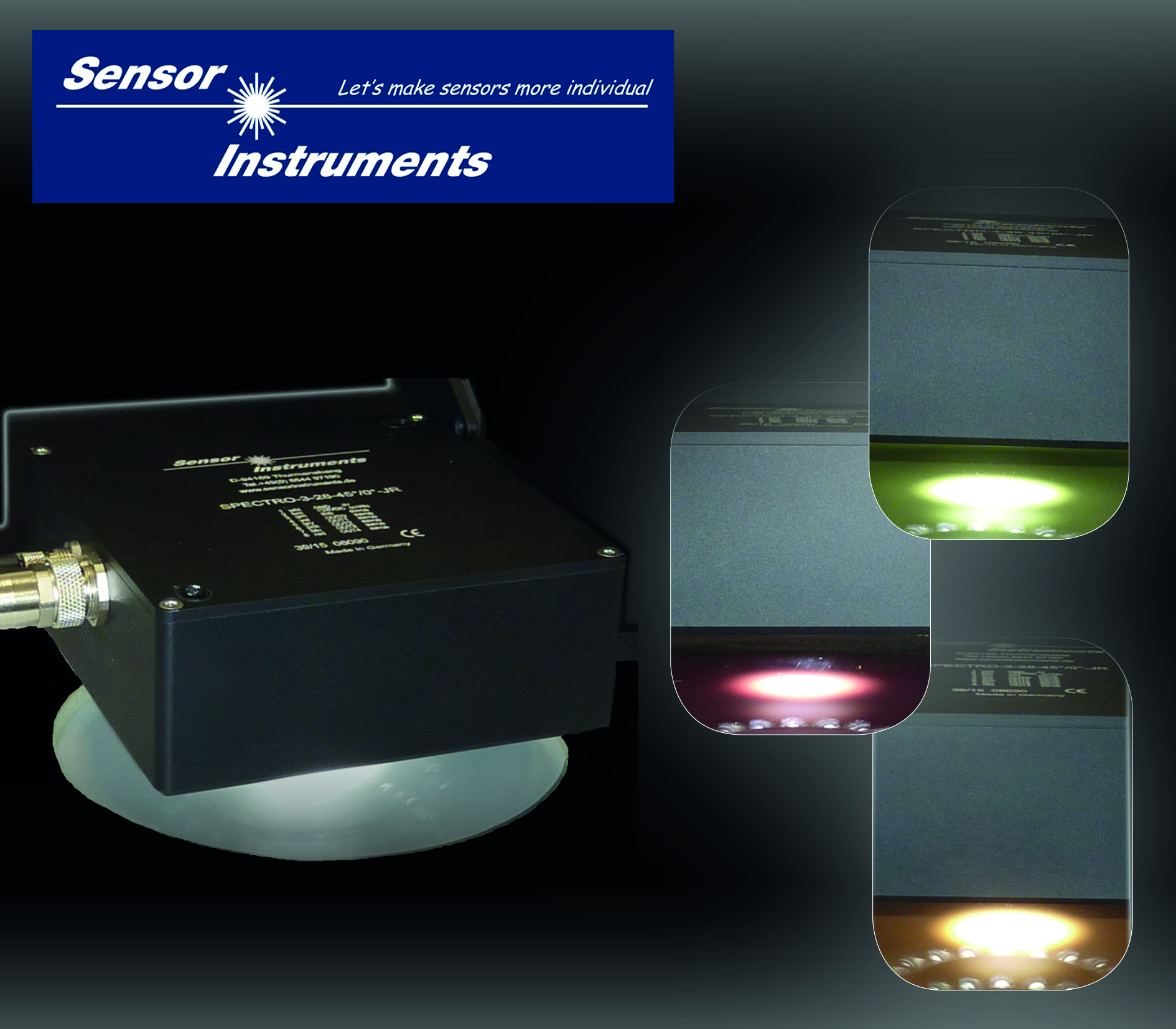 |
| Capteur de mesure de couleur SPECTRO-3-28-45°/0°-MSM-ANA-DL |
22.10.2018
Notamment le comptage de couvercles en plastique transparents empilés, tels qu’on en utilise dans l’industrie de l’emballage, s’est révélé jusqu’à présent extrêmement problématique, du fait que d’une part les bords des différents couvercles ne sont pas toujours exactement orientés, et que par ailleurs les compteurs d’exemplaires qui fonctionnent d’après le principe de la lumière réflex ne fournissent pas un résultat de comptage fiable, justement dans le cas d’objets transparents.
► Communiqué de presse |
 |
| Capteur à lumière traversante laser A-LAS-N-F16-9.5x0.8-150/80-C-2m avec électronique de contrôle SPECTRO-1-CONLAS |