Practical examples from the industrial use
1) Select field of application:
Machine Building / Metal-working Industry (Maschinenbau / Metallverarbeitung)
2) Select language:
APP N° 786
|
Spray jet control A pulsed, weakly dosed spray jet should be controlled. |
|
|||||
APP N° 785
|
Width control of metal sheets The width of very fast moved metal sheets should be measured. |
|
|||||
APP N° 784
|
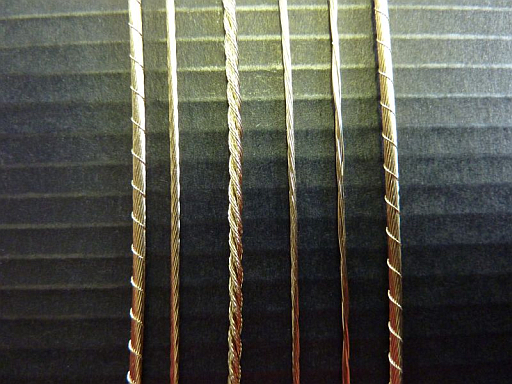
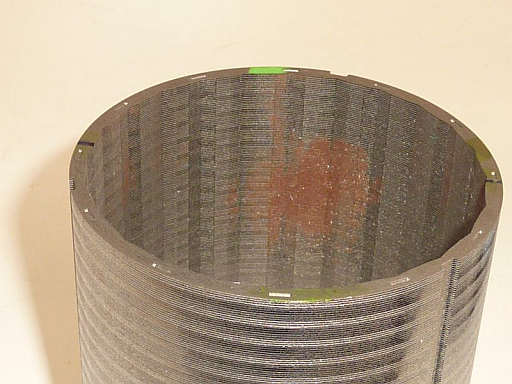
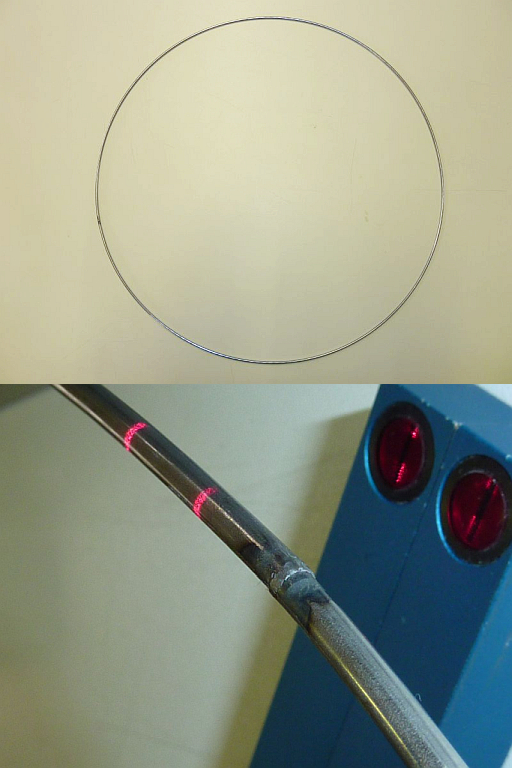
Wire detection and counting during the braiding process Wires should be detected and counted during the braiding process. |

|
|||||
APP N° 777
|
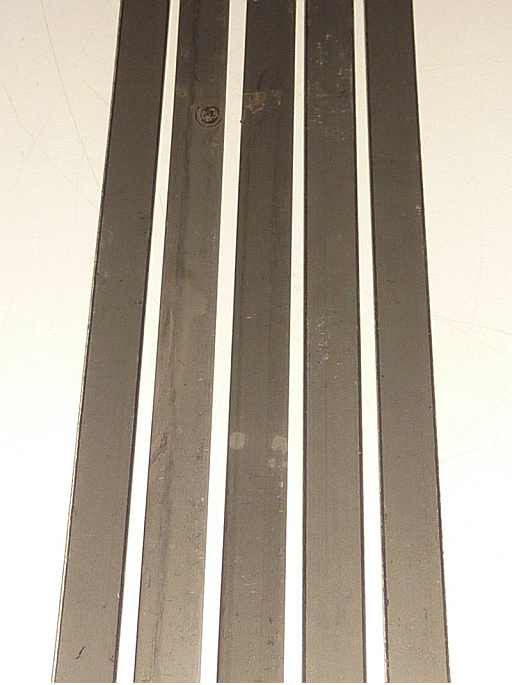
Defect recognition on saw blade discs Defects on saw blade discs should be detected. |
|
|||||
APP N° 756
|
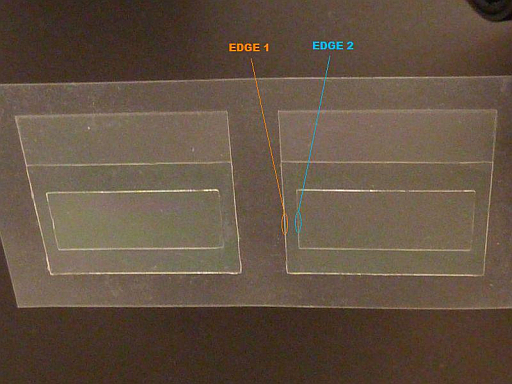
Detection of a rising and falling edge of a metal stripe on metal sheet A rising as well as a falling edge of a metal stripe on metal sheet should be detected. |
|
|||||
APP N° 755
|
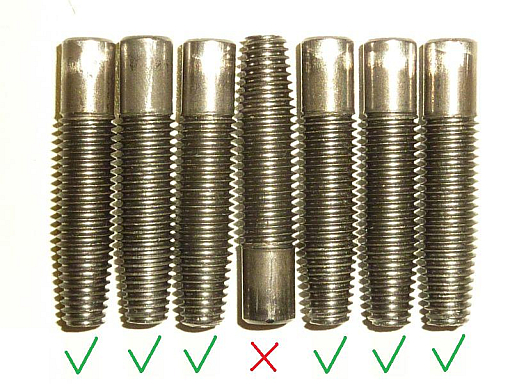
Inside diameter differentiation of threaded nuts M8 and M10 screw-nuts should be inline differentiated by inner diameter measurement. |

|
|||||
APP N° 754
|
Inner diameter control of screw-nuts The inner diameter of screw-nuts should be measured. |

|
|||||
APP N° 753
|
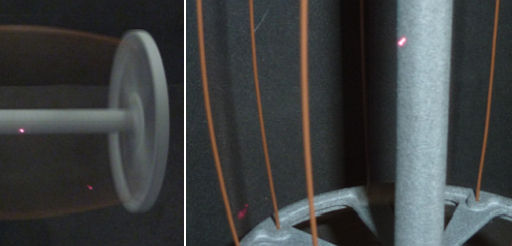
Wire counting on wire winding machines The number of wires on a wire winding machine should be counted. |
|
|||||
APP N° 752
|
Detection of the presence of oil on rivet screws The presence of oil on rivet screws should be detected. |

|
|||||
APP N° 751
|
Oil film detection on metal pins An oil film on metal pins should be detected. |

|
|||||
APP N° 742
|
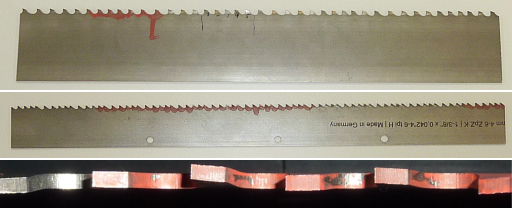
Color mark detection on saw blades Color marks should be detected on saw blades. |
|
|||||
APP N° 741
|
Color mark detection on metal screws The color mark on metal screws should be detected. |

|
|||||
APP N° 736
|
Differentiation of silver-colored screws from black coated screws Silver-colored screws should be differentiated from black coated screws. |

|
|||||
APP N° 733
|
Inner diameter measurement of metal components The inner diameter of metal components should be measured. |

|
|||||
APP N° 726
|
Metal spring height control The height of metal springs should be measured. |

|
|||||
APP N° 725
|
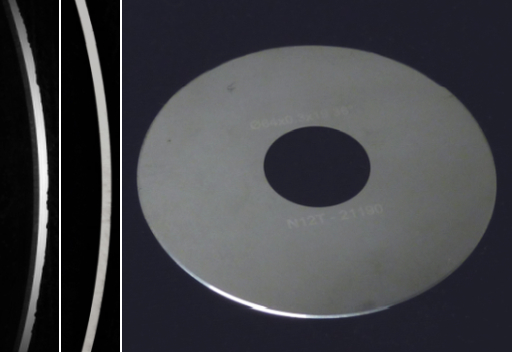
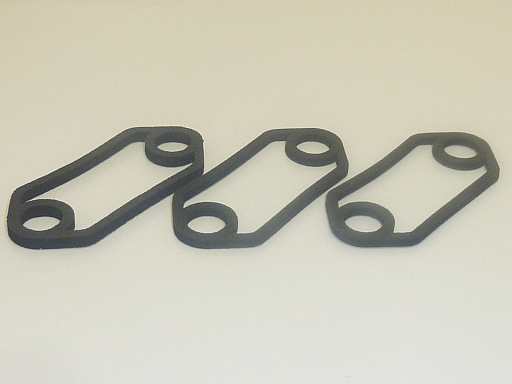
Thickness measurement of flat gaskets The thickness of flat gaskets should be measured. |
|
|||||
APP N° 719
|
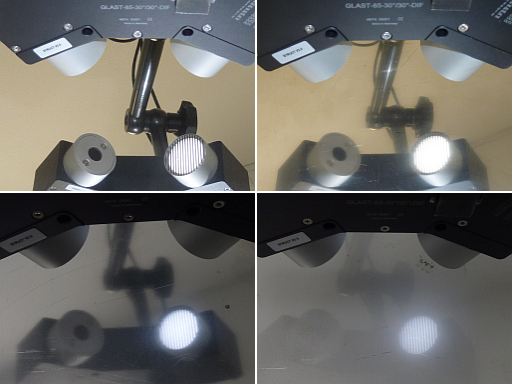
Surface control of stainless-steel sheets The surface of stainless-steel sheets should be controlled. |
|
|||||
APP N° 717
|
Counting folds on aluminum tubes Folds on aluminum tubes should be counted. It must be considered that the distance between the folds is not constant. |

|
|||||
APP N° 704
|
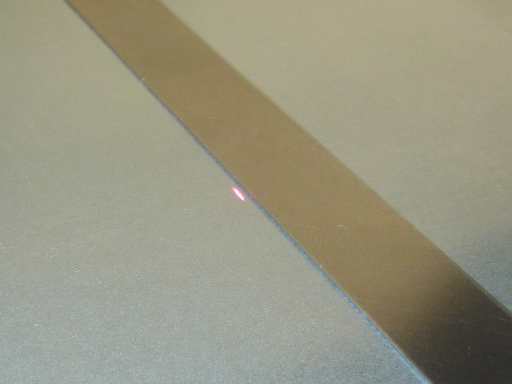
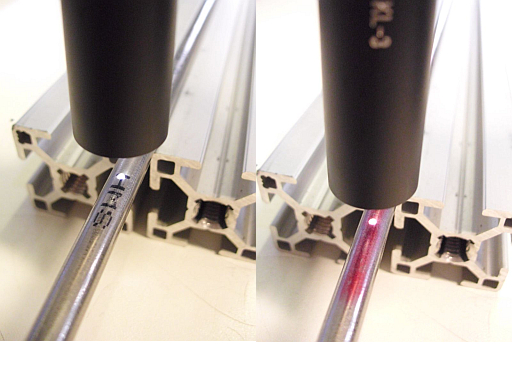
Detection of a laser-engraved mark on a stainless-steel rod Laser-engraved marks on stainless steel rods should be detected. |

|
|||||
APP N° 701
|
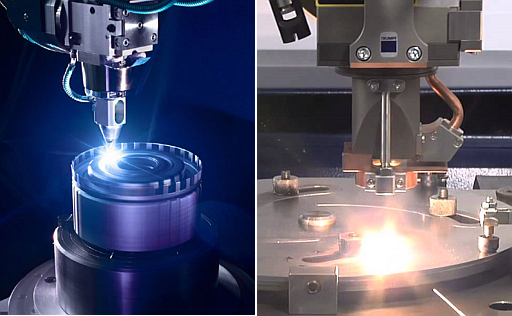
Laser welding process control During the laser welding the color as well as the intensity of the emitted light, caused by the laser welding, should be controlled. |
|
|||||
APP N° 686
|
Color separation of metal parts Metal parts should be separated depending on the color. |

|
|||||
APP N° 683
|
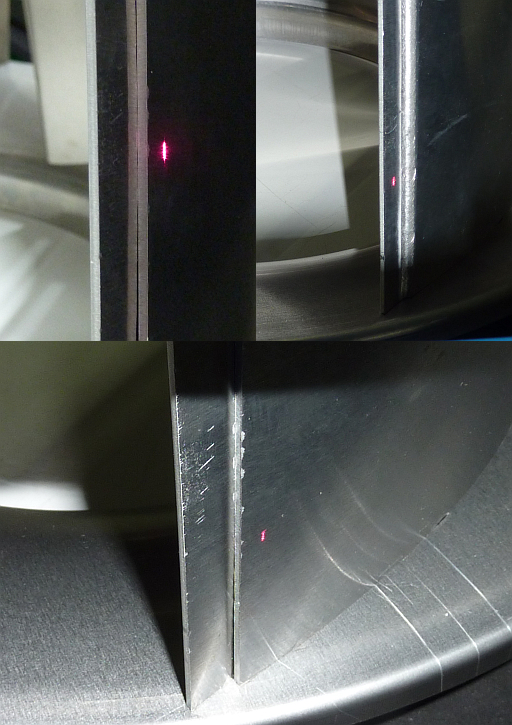
Detection of overlapped metal plates on metal fans and further whether the metal plates are welded The presence of welding lines should be controlled on metal fans. Furthermore, it should be controlled, whether the overlapped metal plates are welded or not welded. |
|
|||||
APP N° 680
|
Differentiation of black finished metal rod and metal rod Black bronzed metal rods should be distinguished from metal rods. |
|
|||||
APP N° 679
|
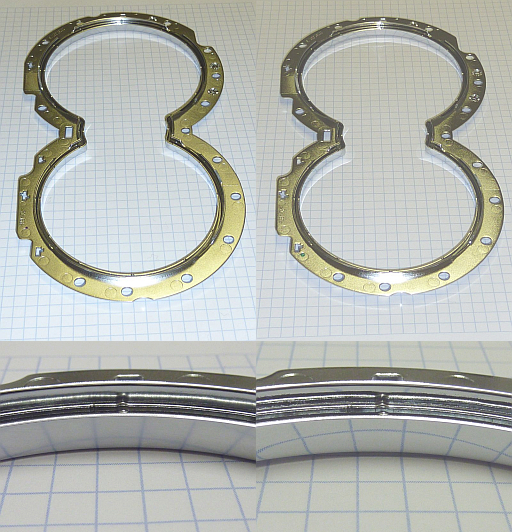
Lacquer quality control of shiny interior trims The lacquer quality of shiny interior trims should be controlled. |
|
|||||
APP N° 664
|
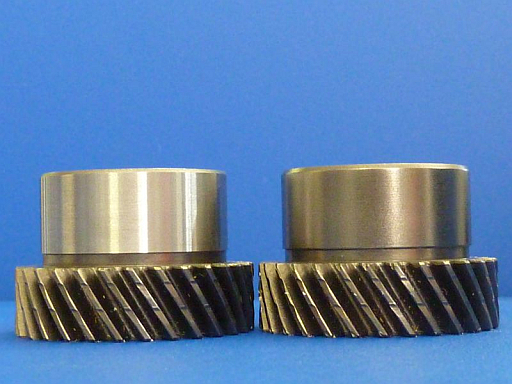
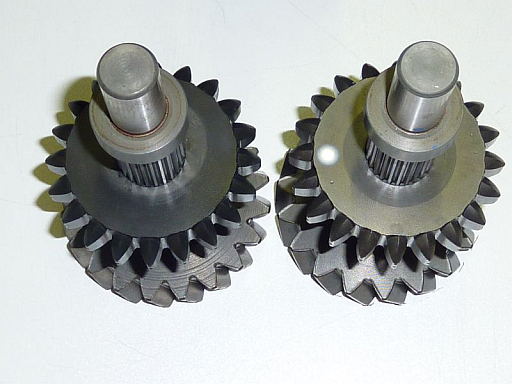
Gear differentiation Chemically non-treated gears should be distinguished from blackened gears. |

|
|||||
APP N° 650
|
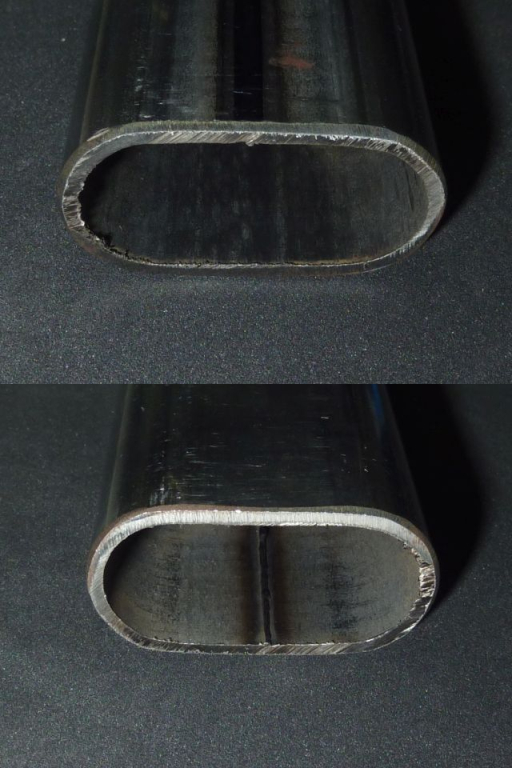
Correct positioning control of welded flat metal tubes The position of a welding line on a flat tube should be controlled. At this, the welding line should be underneath. |
|
|||||
APP N° 632
|
Color differentiation of anodized aluminum tubes Anodized aluminum tubes should be color differentiated. |

|
|||||
APP N° 631
|
Color differentiation of anodized aluminum profiles Anodized aluminum profiles should be color differentiated. |

|
|||||
APP N° 630
|
Color differentiation of anodized aluminum components Anodized aluminum components should be color differentiated. |

|
|||||
APP N° 620
|
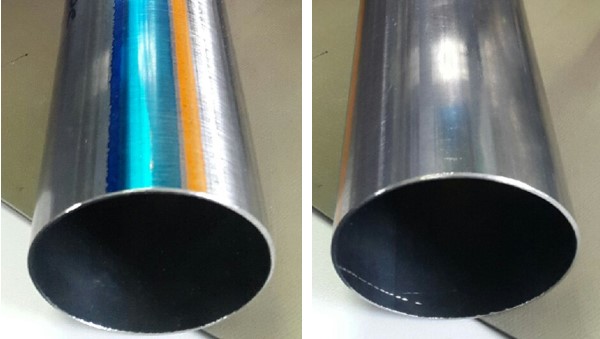
Color control of stainless steel tubes Blue painted stainless steel tubes should be differentiated from uncolored tubes. |
|
|||||
APP N° 616
|
Color differentiation of metal springs Metal springs should be color differentiated at a distance of 100mm. |

|
|||||
APP N° 575
|
Color differentiation of metal rings Metal rings should be color differentiated. |

|
|||||
APP N° 573
|
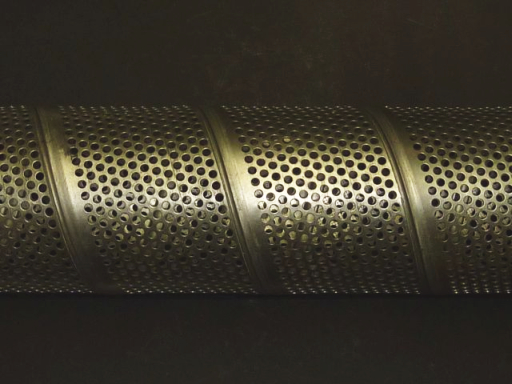
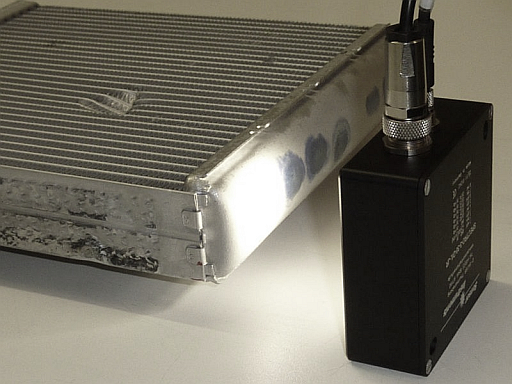
Overlap joint detection on perforated metal tubes The overlapping area on perforated metal tubes should be detected. |
|
|||||
APP N° 566
|
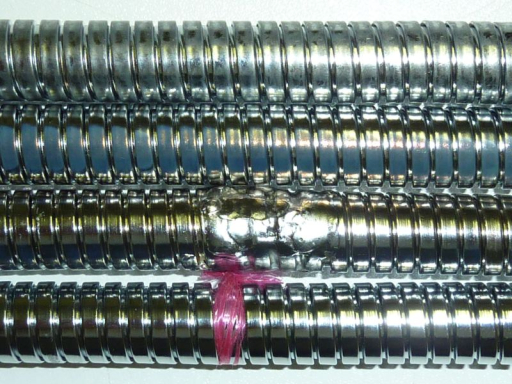
Inner tube welding line detection The welding line of an inner tube should be detected during rotation. |

|
|||||
APP N° 548
|
Ball joint coating control The joint ball surface should be controlled with a view to the coating. At this, uncoated joint balls should be differentiated from coated and blue coated joint balls. |

|
|||||
APP N° 540
|
Haze control of stainless steel plates The haze of stainless steel surfaces should be controlled. |
|
|||||
APP N° 539
|
Presence control of liquid fluorescent glue in a hole The presence of fluorescent liquid glue in a hole should be controlled. |
|
|||||
APP N° 538
|
Control of the contact surface of gear wheels The contact surface of gear wheels should be controlled. |

|
|||||
APP N° 534
|
Differentiation of metal chain links Metal chain links should be differentiated by thickness. The thickness of the one size is 2.0mm, whereas the other size has a thickness of 2.3mm. |

|
|||||
APP N° 533
|
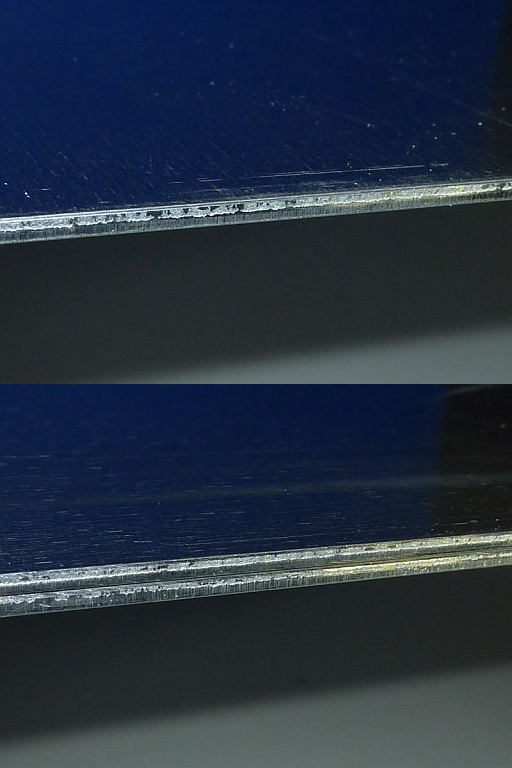
Detection of chatter marks on metal bands Defects inside bimetallic bands will be marked with chatter marks. These chatter marks should be proper detected during the further processing and the damaged part of the metal stripes should be removed from the finishing later on |

|
|||||
APP N° 502
|
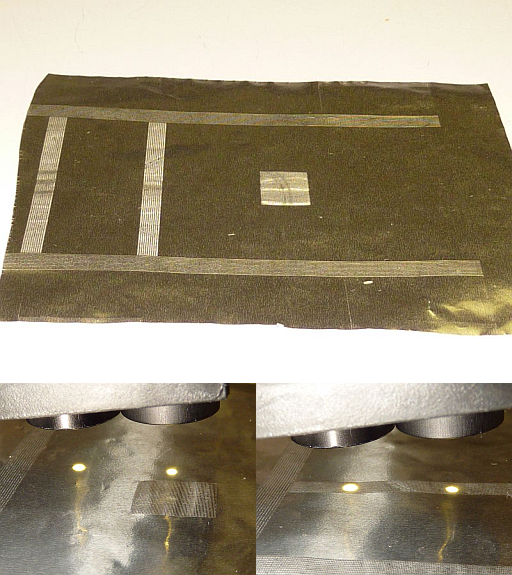
Presence control of a semitransparent plastic film on a metal sheet A semitransparent light blue plastic film should be detected on a metal sheet. |

|
|||||
APP N° 498
|
Color control of metal rings The quality of metal rings should be controlled with a view to the color. |
|
|||||
APP N° 496
|
Oil presence control on metal grids The presence of oil should be detected on metal grids. |

|
|||||
APP N° 482
|
Color measurement of lacquered metal sheets The color of painted metal sheets should be measured (L*a*b* values). |
|
|||||
APP N° 480
|
Direction control of metal pins The direction of metal pins should be controlled. |

|
|||||
APP N° 475
|
Differentiation of single and double inside coated aluminum tubes Single inside coated aluminum tubes should be differentiated from double inside coated aluminum tubes. |
|
|||||
APP N° 474
|
Detection of fluorescent oil on flat washers The presence of oil on different flat washers should be controlled. It has to be taken into account, that the oil is fluorescent, if UV light is used. |

|
|||||
APP N° 473
|
Detection of fluorescent lubricant on metal pins Fluorescent lubricant should be detected on metal pins. |

|
|||||
APP N° 466
|
Presence control of a notch in a lobe of a metal stamping part The presence of a notch in a lobe of a metal stamping part should be detected. Furthermore a semicircular notch must be differentiated from an elongated notch. |
|
|||||
APP N° 464
|
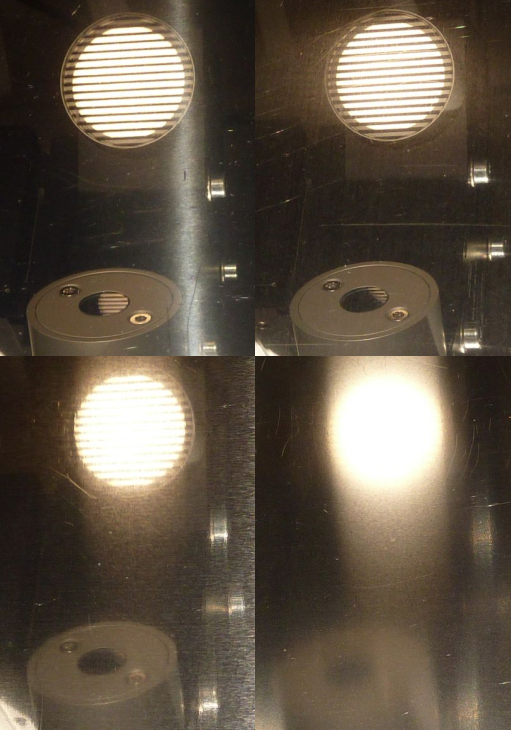
Spray jet amount control in the Ɛx range The presence as well as the spray amount of a spray jet in the Ex range should be controlled. It has to be taken into account, that a system based on the transmitted light mode cannot be used for this application. |

|
|||||
APP N° 463
|
Oil presence control in metal screw nuts and screws The presence and amount of oil in a screw nut as well as in a screw should be detected directly before border crimping. |

|
|||||
APP N° 456
|
Glue detection on the thread of a screw The presence and amount of fluorescent (fluorescent under the influence of UV light) glue on the thread of a screw should be detected. |

|
|||||
APP N° 452
|
Double ring control The presence of one or two rings should be controlled. |
|
|||||
APP N° 448
|
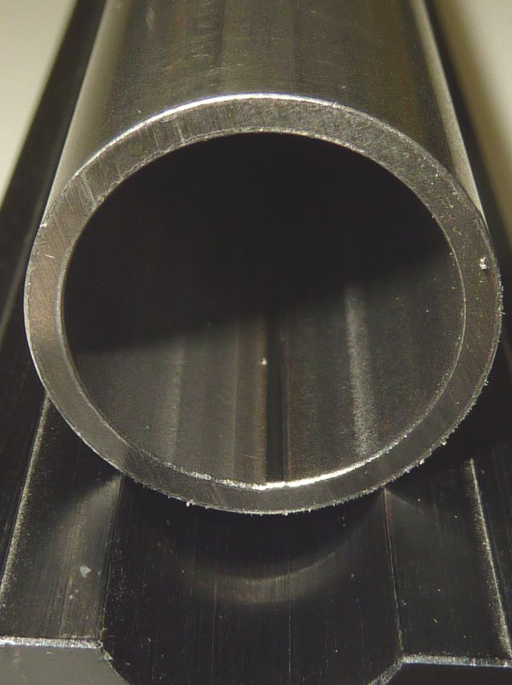
Detection of the welding line in the core retainer The position of the welding line should be detected in inner pipes. |
|
|||||
APP N° 446
|
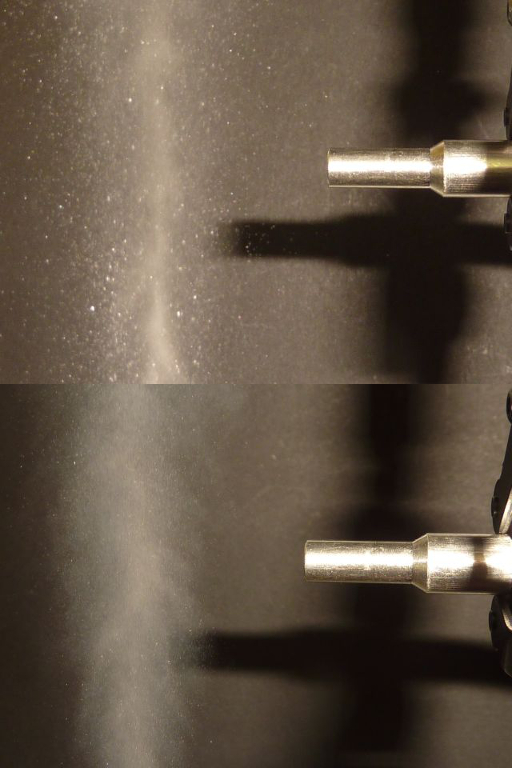
Spray jet control with reflected light The spray jet should be controlled with reflected infrared light and in an Ɛx zone environment. |
|
|||||
APP N° 438
|
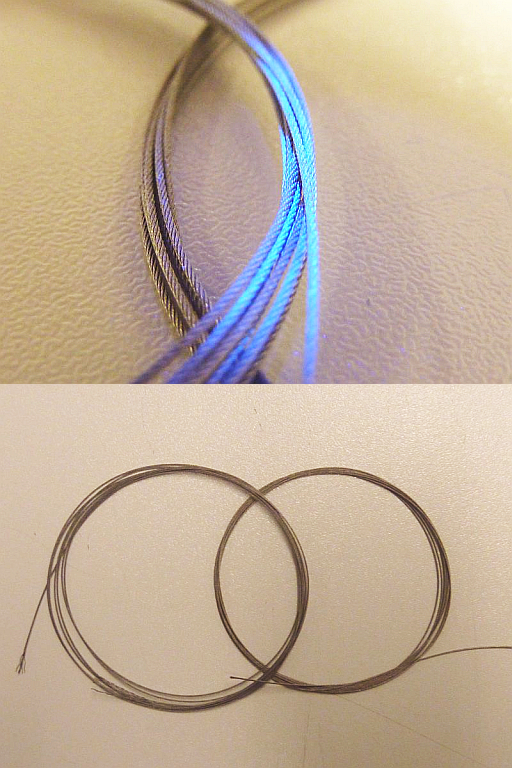
Diameter control of metal wires The diameter of metal wires should be controlled and the wires should be differentiated. |

|
|||||
APP N° 428
|
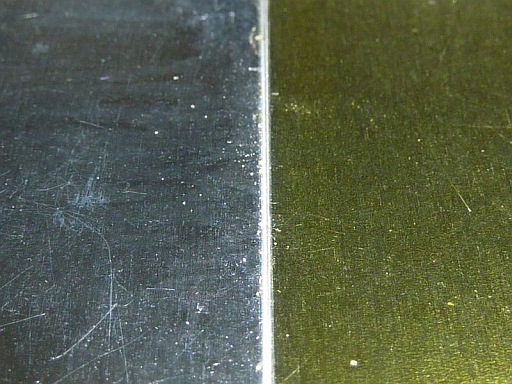
Differentiation of zinc plated steel parts and raw steel parts Zinc plated steel turned parts should be differentiated from raw steel turned parts. |

|
|||||
APP N° 425
|
Presence control of an oil film on an aluminum surface The presence of an oil film in aluminum housing should be controlled. |

|
|||||
APP N° 424
|
Oil drop presence control on a steel surface The presence of an oil drop on a steel surface should be controlled. |

|
|||||
APP N° 423
|
Double membrane control on breaker plates The presence of one or two diaphragms in a blow-out disk should be differentiated. At this, different types of burst disks are available (copper and aluminum) with different diaphragms (aluminum membrane or steel membrane). |

|
|||||
APP N° 415
|
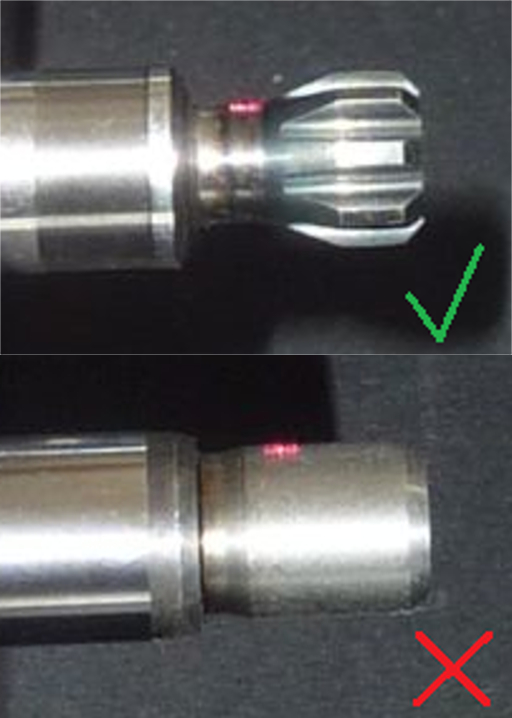
Direction control of a metal rod The direction of a metal rot should be controlled. At this, the metal rod is flat press formed at the one side and at the other end round in shape. |

|
|||||
APP N° 405
|
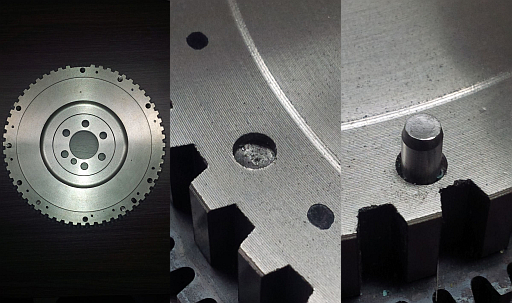
Presence control of an inside thread and a hole at a gear wheel The presence of an inside thread and a hole at a gear wheel should be controlled. Furthermore it should be controlled, whether the hole is blocked from e.g. a drill bit. |

|
|||||
APP N° 404
|
Height measurement of a metal pin and of the teeth as well as the depth of a blind hole on a metal gear wheel The height of a metal pin as well as the depth of a blind hole on a gear wheel should be controlled. Furthermore, the height of the teeth on the gear wheel should be measured. |
|
|||||
APP N° 403
|
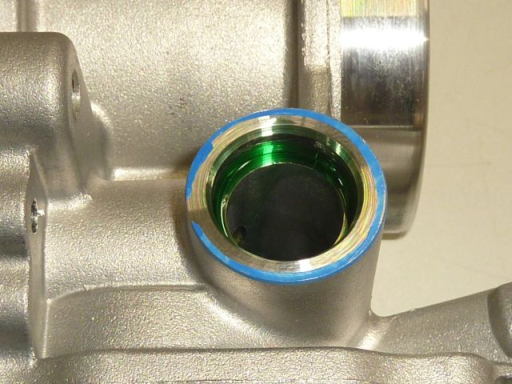
Gap size measurement on an aluminum casting of a turbo charger The gap size on the aluminum housing of a turbo charger should be measured. |

|
|||||
APP N° 400
|
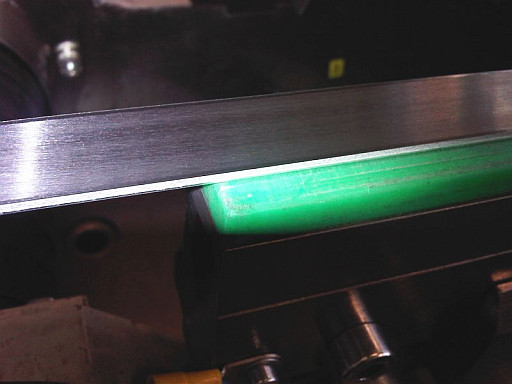
Thickness measurement of a bimetal band The thickness of a bimetal band should be measured contactless during the movement. |
|
|||||
APP N° 396
|
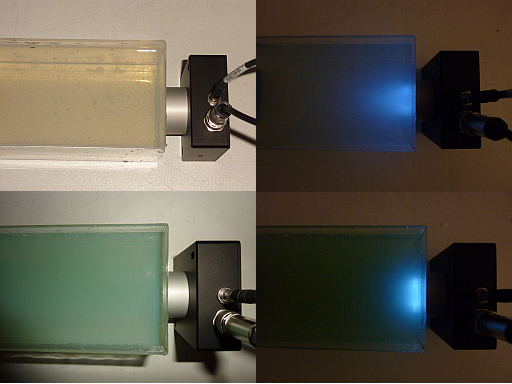
Fluorescence control of water based cleaning systems The amount of oil in an oil-water based emulsion should be controlled. Over time cleaning water used for water based cleaning machines is changing into an oil-water based emulsion with a steady increase of the content of oil. |
|
|||||
APP N° 395
|
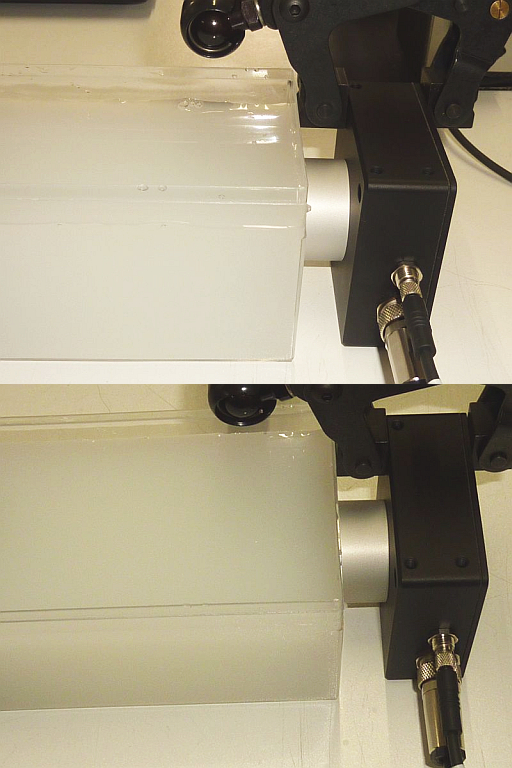
Turbidity control of water based cleaning systems The turbidity of cleaning water used for cleaning systems should be controlled. Over time, the cleaning water becomes more and more an oil-in-water emulsion mixed with dirt, grease and small metal swarf. |
|
|||||
APP N° 386
|
Vertical height control between a turned metal part and a press-bent part The vertical height between a shiny turned metal part and a press-bent part should be measured immediately before welding. |

|
|||||
APP N° 385
|
Distance control of black rubber buffers The distance of black rubber buffers should be controlled. |
|
|||||
APP N° 372
|
Quality control of internal gears The width of the teeth as well as the gap between the teeth of internal gears should be controlled. |

|
|||||
APP N° 363
|
Length control of a metal rod The length of a steel rod should be controlled. At this, the metal rod will be moved with around 2m/s during the measurement. |

|
|||||
APP N° 359
|
Screw locking varnish presence control on female threads The presence of a thread lock fluid should be controlled on inside threads. |

|
|||||
APP N° 358
|
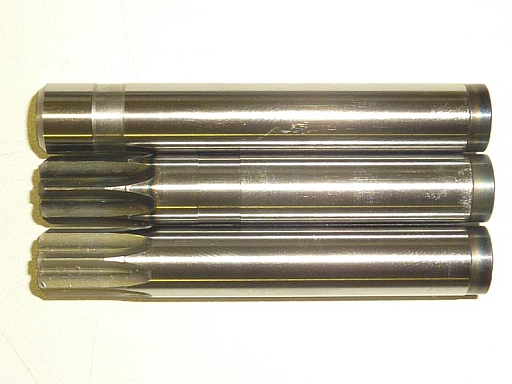
Differentiation of grinded and raw metal pins Grinded and raw metal pins should be differentiated. |

|
|||||
APP N° 356
|
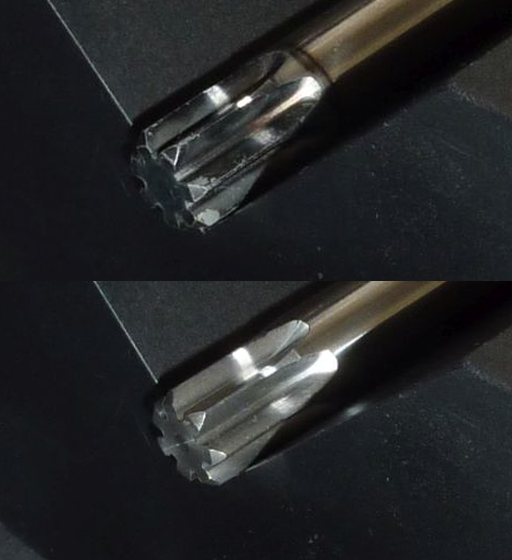
Differentiation of metal rods Metal rods with an even finish should be differentiated from metal rods with a slotted end. Furthermore a metal rod with a black slotted end should be differentiated from a steel colored end. |
|
|||||
APP N° 352
|
Defect detection on metal bands Dark as well as bright spots with different size should be detected on metal bands. |
|
|||||
APP N° 345
|
Stamping mark presence control on metal wires The presence of stamped small lines should be controlled on a copper colored metal wire. |
|
|||||
APP N° 333
|
Frequency control of industrial ventilators Ventilators for industrial purposes should be frequency checked. Furthermore the direction of rotation should be controlled. |

|
|||||
APP N° 332
|
Detection of super elevations of aluminum profile Super elevations of aluminum profile should be detected. |
|
|||||
APP N° 327
|
Tarnish film detection on metal band A tarnish film should be detected on metal band. |

|
|||||
APP N° 326
|
Presence control of red lubricant on metal pin The presence of a red lubricant on a metal pin should be controlled. A minimum sensor distance of approx. 200mm is required. |

|
|||||
APP N° 302
|
Distance measurement onto an aluminum ground surface The distance to an aluminum ground surface should be measured. At this, the grinding is extremely angle-dependent and thus, the consequences in using a laser displacement sensor are that the reflectivity is strongly angle-dependent, too. |
|
|||||
APP N° 289
|
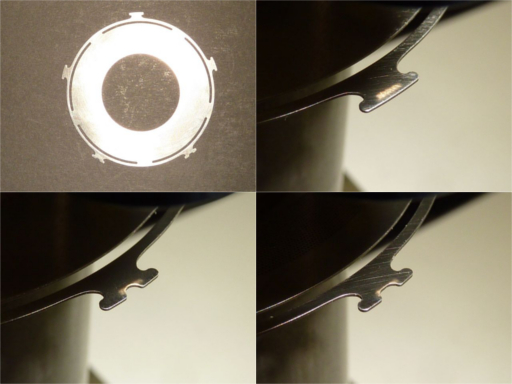
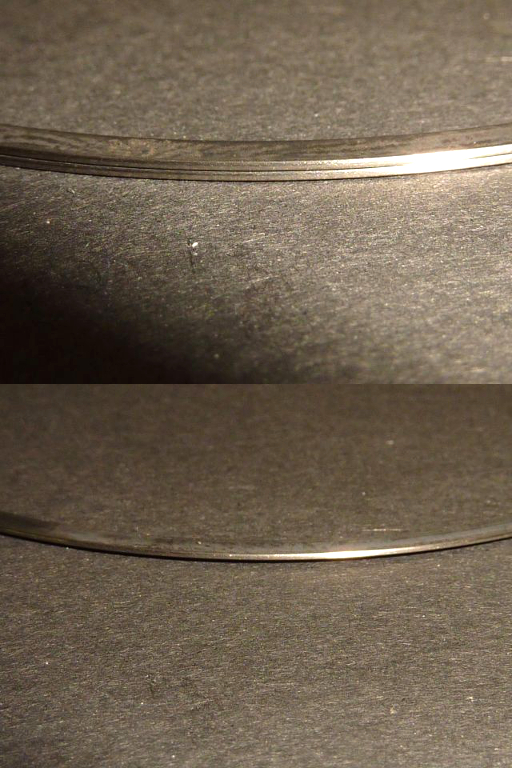
Evenness control of angle grinder discs The flatness of angle grinder discs should be controlled during the rotation. |

|
|||||
APP N° 283
|
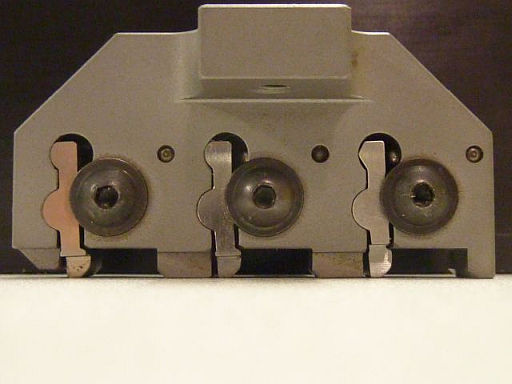
Position control of spring locks on metal parts The position of the snap fit of a metal part should be controlled. |
|
|||||
APP N° 255
|
Detection of the presence of an oil film on a turned metal part The presence of an oil film without gap should be controlled on a turned metal part. |

|
|||||
APP N° 248
|
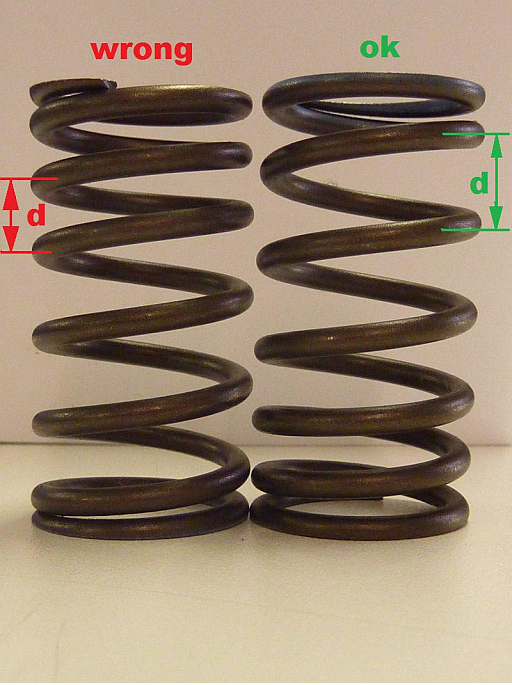
Attitude control of an asymmetric spiral spring The attitude of an asymmetric suppressed spring should be controlled. |
|
|||||
APP N° 240
|
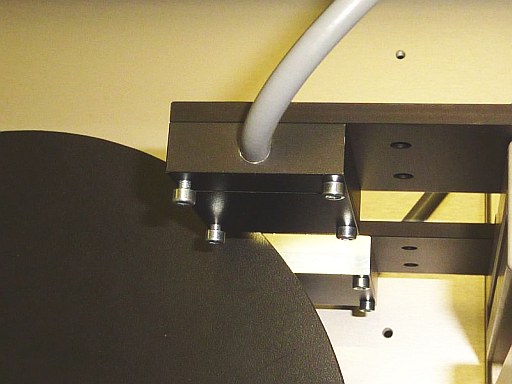
Concentric runout control of a wheel The concentricity of a high speed wheel should be controlled. |
|
|||||
APP N° 238
|
プーレの軸受表面の線彫り検査 黒色プーレの軸受け表面にある彫り線を検出します。 Detection of a line engraving on the bearing surface of a pulley An engraved line on the bearing surface of a black pulley should be detected. |

|
|||||
APP N° 229
|
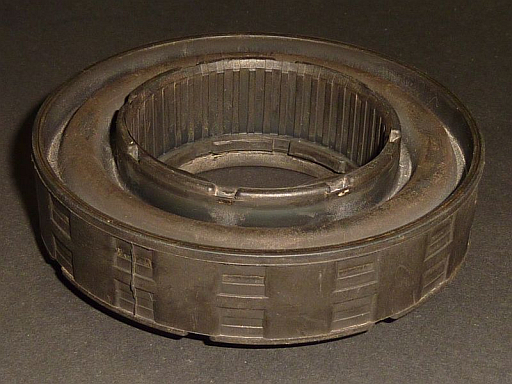
Detection of color marks on slide bearing shells Red, green and yellow color marks as well as no color mark on slide bearing shells should be detected and distinguished. It should be taken into account that the color mark should be detected even if it is partially removed. |
|
|||||
APP N° 228
|
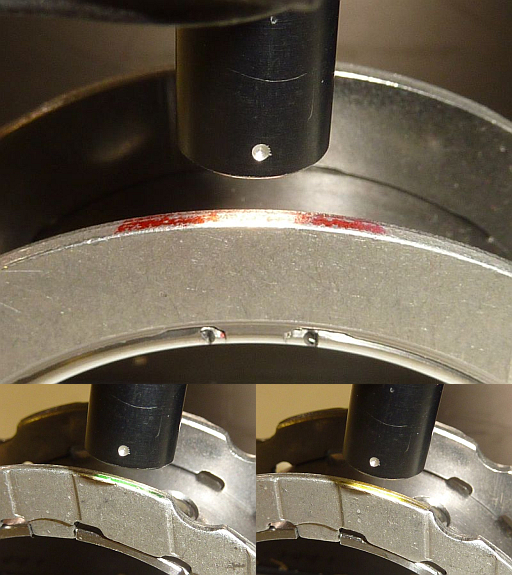
Eccentricity control of belt pulley The eccentricity of belt pulley should be controlled. The dimension x should be controlled over the whole circle. |

|
|||||
APP N° 227
|
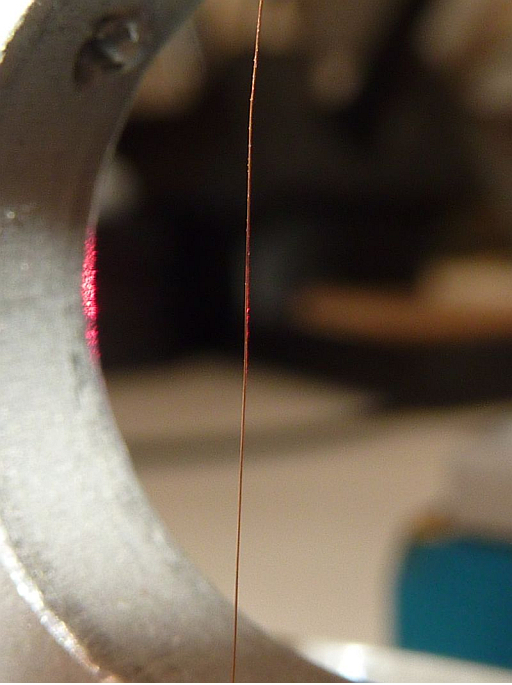
Diameter control of different wires during the production The diameter of different metal wires should be controlled during the production process. |
|
|||||
APP N° 218
|
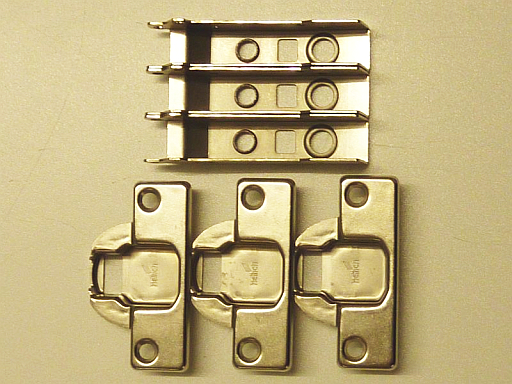
Surface control of frame joints The surface of several hinge-joints should be color-gloss controlled on different areas. |
|
|||||
APP N° 216
|
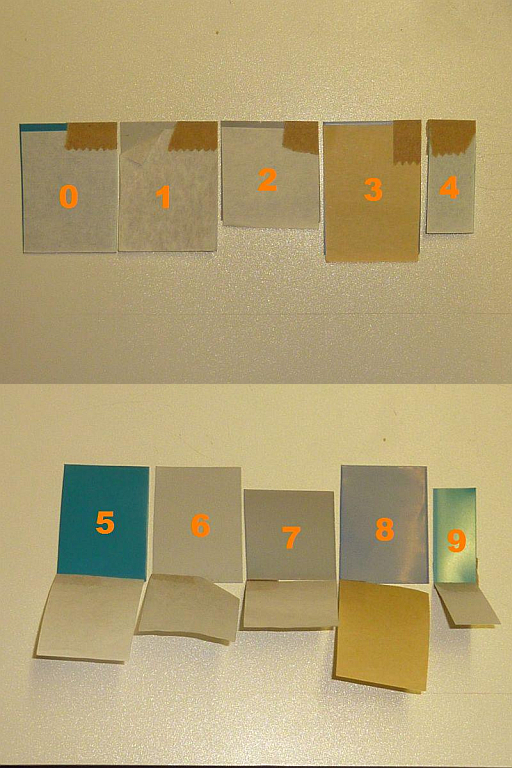
Presence control of a paper sheet on an aluminum plate The presence of a paper sheet on different colored aluminum plates should be controlled. |
|
|||||
APP N° 215
|
Noncontact thickness measurement of metal sheets The thickness of metal sheets should be measured, but contactless. |
|
|||||
APP N° 211
|
Presence control of wax coating on steel wire ropes The presence of wax coating on steel wire ropes should be controlled. The wax is supplied with fluorescent additives. |
|
|||||
APP N° 209
|
Gloss control of cutting rings The gloss of cutting rings should be controlled. Two components, different in gloss, should be distinguished. |

|
|||||
APP N° 204
|
Detection of the alignment of a screw The alignment of screws in a mechanical guide should be controlled. |
|
|||||
APP N° 199
|
Detection of a lasered reference mark on an aluminum foil and differentiation from a lasered stripe A lasered reference mark on a shiny aluminum foil should be detected. A proper detection of the reference mark should be guaranteed, which means, that the lasered stripe must not be detected as a reference mark. |
|
|||||
APP N° 197
|
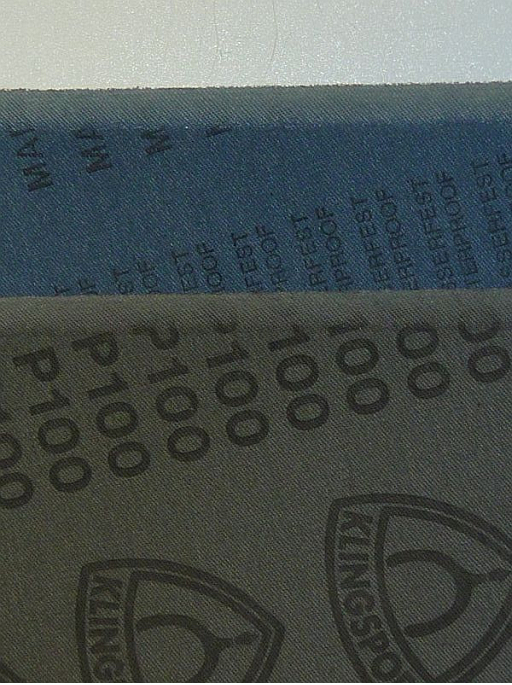
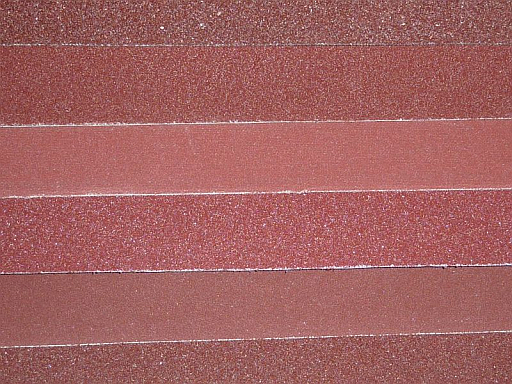
Inline color control of abrasive material Abrasive band material should be inline color controlled. |

|
|||||
APP N° 194
|
Detection of an edge in an aluminum wheel rim The edge in an aluminum wheel rim should be detected. The speed of the wheel rim is around 50 rpm. |

|
|||||
APP N° 193
|
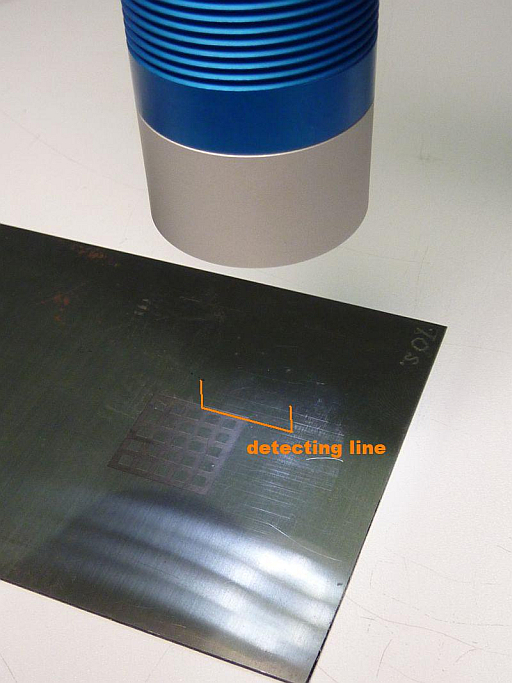
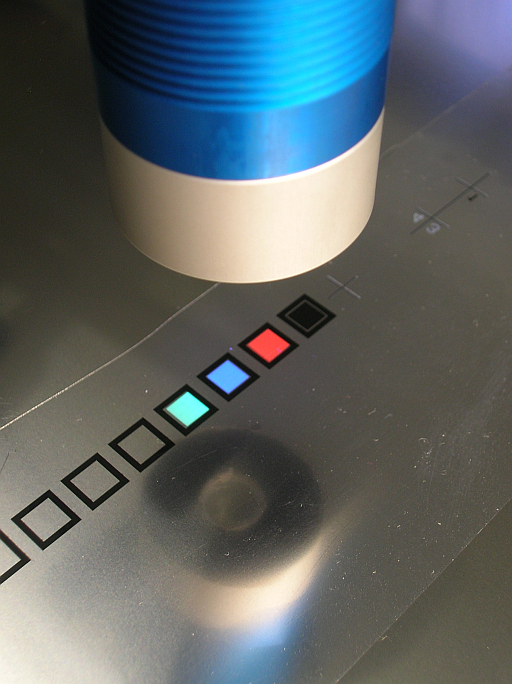
Detection of a fluorescent mark on a metal sheet matrix A fluorescent mark on the top side of a metal sheet matrix should be detected. |
|
|||||
APP N° 189
|
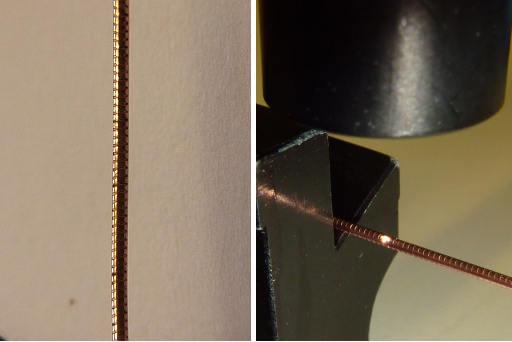
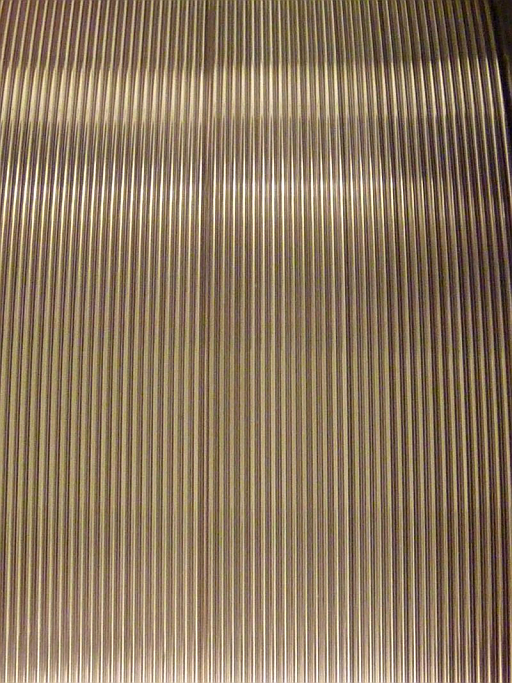
Inline color control of a golden coated wire A golden coated wire should be controlled during the production process. Furthermore, local defects like grooves should be detected. At this, the production speed of the wire is approximately 10 m/s. |

|
|||||
APP N° 186
|
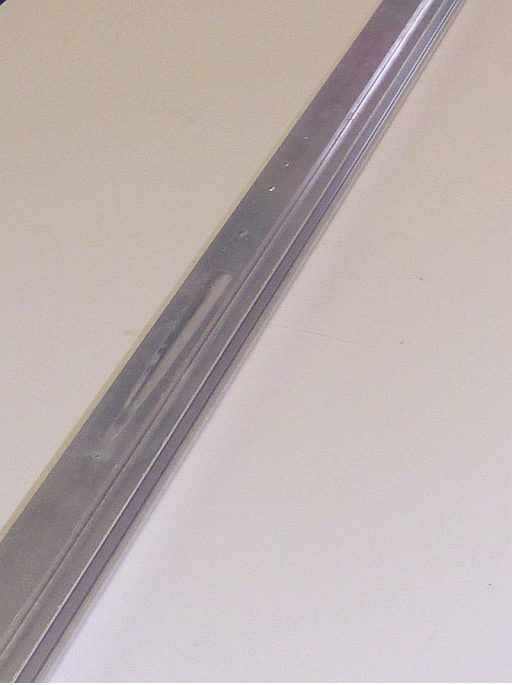
Welding line detection on a metal stripe A welding line on a metal stripe should be detected. At this, the welding line looks different, even a grinded welding line is possible. |
|
|||||
APP N° 181
|
Color control of brass coated steel wires The quality of brass coated steel wires should be controlled. At this, the color of the wire delivers information about the thickness of the coating. |

|
|||||
APP N° 177
|
Detection of a joint on a wheel rim A joint on an aluminum wheel rim should be detected. At this, the wheel is rotating with a speed of 50 rpm. |
|
|||||
APP N° 173
|
Leak detection of welding lines on dish washers Leaks should be detected on welding lines of dish washers. At this, a robot equipped with a spray nozzle sprays a fluorescent liquid into the inner chamber of a dish washer. If leaks are present in the welding line, the fluorescent liquid flows through these leaks and can be detected with a fluorescent color detector. |

|
|||||
APP N° 170
|
Diameter control of a metal wire with and without insulation The diameter of a wire without insulation (Ø 50µm) should be differentiated from a wire with insulation (Ø 110µm). |
|
|||||
APP N° 169
|
Color control of silver colored metal wires The color as well as the gray scale of a silver colored wire can differ in a coil. To avoid these inhomogenities the wire should be color controlled. |
|
|||||
APP N° 167
|
Detection of spray marks on the metal surface of water cooler Defective or damaged water coolers will be marked during the assembling process with a blue spray mark. Intensity and size of the color mark, however, differs extremely. |
|
|||||
APP N° 165
|
Quality inspection of shower hoses The surface of shower hoses should be controlled. Failures like slight gray tint, gray tint (bloom), yellow tint surfaces (yellowness) but also a metallic overlap and a red ribbon should be detected. |
|
|||||
APP N° 164
|
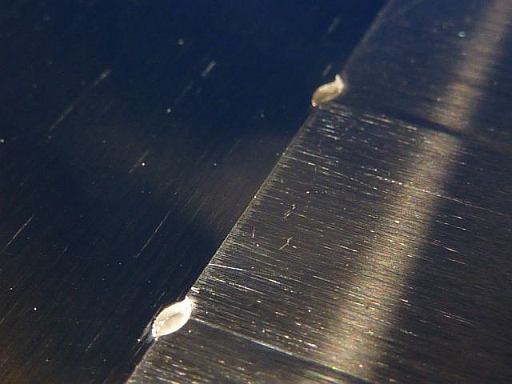
Measurement of the height of a welding line and a polished welding line on a metal sheet The height of a welding line should be controlled; at this, the presence of the welding line has to be checked before the grinding process and the height of the polished welding line has to be measured after the grinding process. |

|
|||||
APP N° 155
|
Detection of a proper color mark on a metal disk The presence of a proper color mark on a metal disk should be detected. The parts with a missing color mark as well as the parts with a color marks which are partly erased should be sorted out. |

|
|||||
APP N° 140
|
Presence control of a coating on metal sheet The presence of a coating on a metal sheet should be controlled. |
|
|||||
APP N° 132
|
Profile measurement of an abrasive block The contour of a grinding stone should be measured. The necessary measurement range is approximately 20mm. |

|
|||||
APP N° 129
|
Differentiation of blind holes and blind threads On metal blocs a presence control of blind threads and blind holes should be realized. |
|
|||||
APP N° 127
|
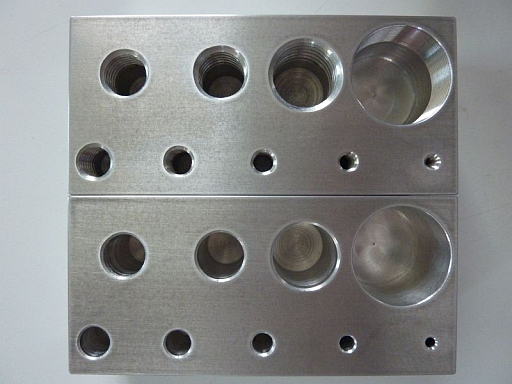
Diameter control of holes The diameter of holes in an aluminum bloc should be controlled. Holes with diameters up to 8mm must be measured. |
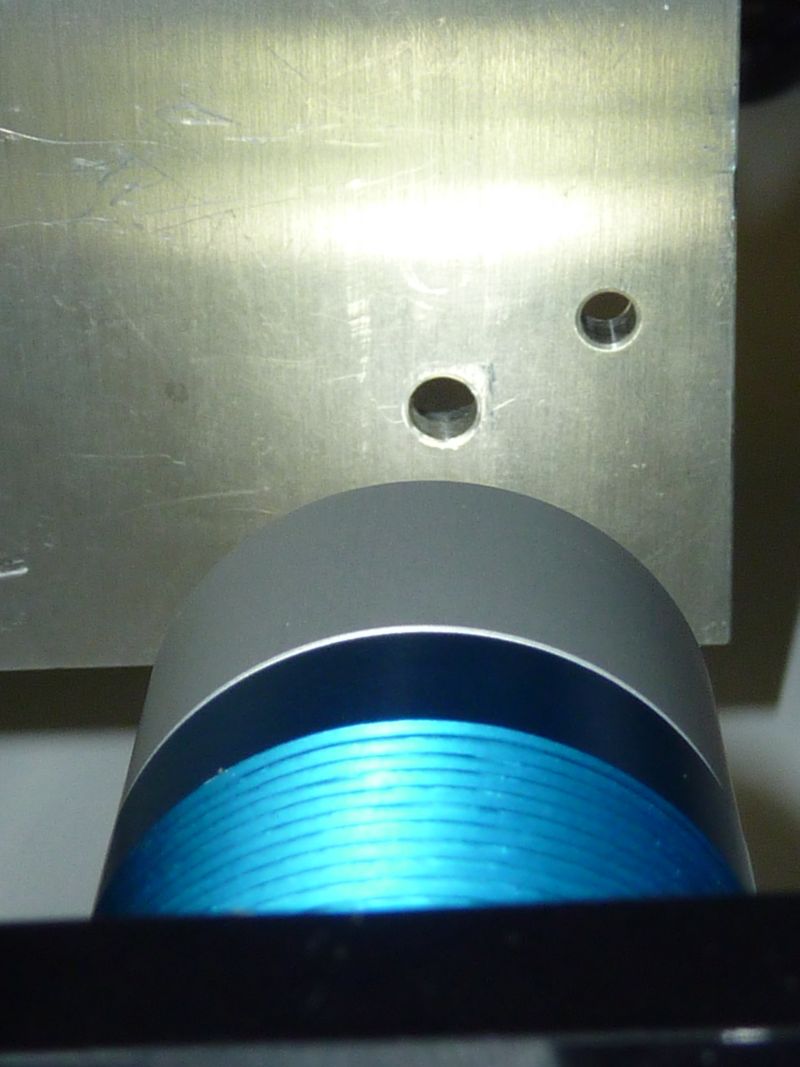
|
|||||
APP N° 123
|
Double sheet control Metal plates should be removed from a stack with a robot. The robot sucks the metal sheets one by one and it should be avoided for safety reasons to move two metal sheets simultaneously. A sensor should detect double sheet not from the top but from the side. Furthermore, the system should be adapted automatically after a change of the type of metal sheet (different thickness or different metal). |
|
|||||
APP N° 115
|
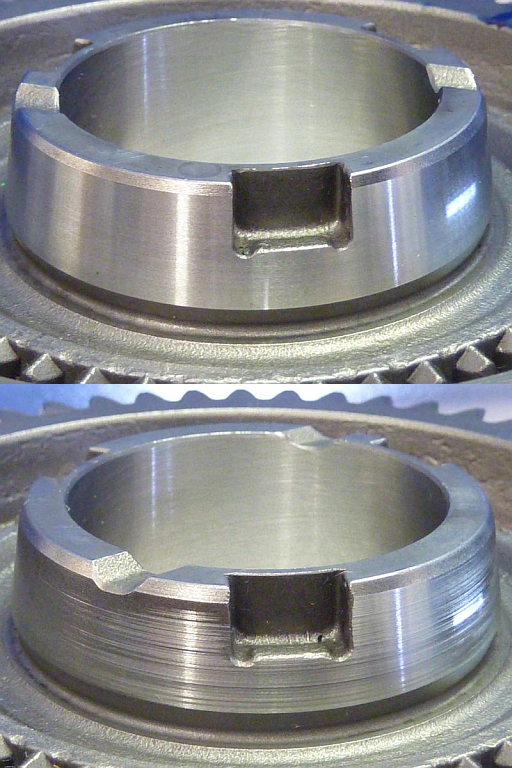
Quality control of the surface of a cone on a cogwheel The surface of the cone on a cogwheel should be checked. The surface of a proper cone looks very homogeneous; the surface of a bad cogwheel shows grooves and scratches. For investigations the cogwheel can be turned around its axis. The distance from the sensor to the object should be around 200 mm. |
|
|||||
APP N° 113
|
Color differentiation of cogwheels The task is to differentiate between black coated and non-coated cogwheels. Furthermore the minimum distance from the sensor to the object should be 160mm. |
|
|||||
APP N° 109
|
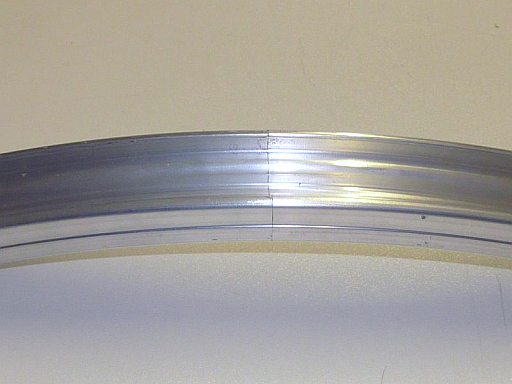
Detection of a welding line on a metal ring The task is to detect the welding line on a metal ring. During the measurement, the metal ring will be turned around. |
|
|||||
APP N° 93
|
Differentiation of chrome plated shiny and chrome plated matt components Chrome plated shiny components must be distinguished from chrome plated matt parts. The size of the objects is equal; there is only 8mm space in height under the object for the sensor front end. |
|
|||||
APP N° 88
|
Fluorescent glue control on an abrasive belt During the production of abrasive belt material with a 10mm wide glue stripe the presence of the fluorescent glue must be observed. Defects greater than 2mm in length must be proper detected. The distance of the sensor head to the object should be approximately 20mm and the detecting range around 2mm x 10mm. |
|
|||||
APP N° 87
|
Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |
|
|||||
APP N° 84
|
Color differentiation between a black and an uncoated metal gear wheel A black metal gear must be distinguished from an uncoated metal gear. The distance from the sensor to the object should be 160mm and the spot size should be around 3mm in diameter. |
|
|||||
APP N° 79
|
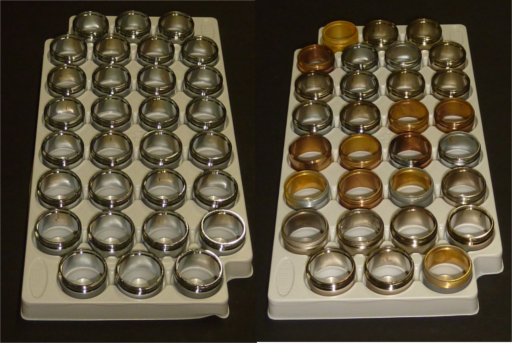
Differentiation of ball bearings Ball bearings with the same size but with a different color ring must be differentiated. At this one ball bearing type has a golden colored inner ring, whereas the other type is equipped with a silver colored inner ring. The ball bearing has to be controlled at a minimum distance of 160mm. |

|
|||||
APP N° 77
|
Edge control of abrasive belts The edges of abrasive belts must be grinded to a certain degree. Thus, the degree of grinding should be controlled. |
|
|||||
APP N° 70
|
Detection of an engraving mark on a metal plate An engraving mark which is used for positioning in x-, y- and roll-direction has to be detected. |
|
|||||
APP N° 60
|
Color differentiation of fluorescent liquids and marks Available fluorescent sensors so far detect only the intensity of a fluorescent object but not the color. Furthermore these sensors have a problem to detect very weak fluorescent objects or fluorescent objects at a distance more than 80mm and additionally they are sensitive against ambient light. For the purpose of fluorescent color mark detection a color sensor for fluorescent colors should be used. |
|
|||||
APP N° 51
|
Control of margined abrasive belts Different sanding belts are equipped with a margin and this margin has to be controlled. The margin can be present on the sanding side of the abrasive belt or on the rear side. Furthermore the margin can be darker than the rear side but mostly it is brighter than the sanding surface. Nevertheless there is a sufficient difference in contrast between the margin and the rear side or the sanding side. |

|
|||||
APP N° 46
|
Color mark detection on aluminum tubes A red color mark which is sprayed on an aluminum tube must be detected during the linear movement of the tube. Furthermore on another aluminum tube the presence of black characters and figures should be detected, too. |
|
|||||
APP N° 45
|
Color mark detection on steel wires The area where the ends of two steel wires are welded together will be marked with either a blue or a red color. During the further processing this color mark must be detected. |

|
|||||
APP N° 44
|
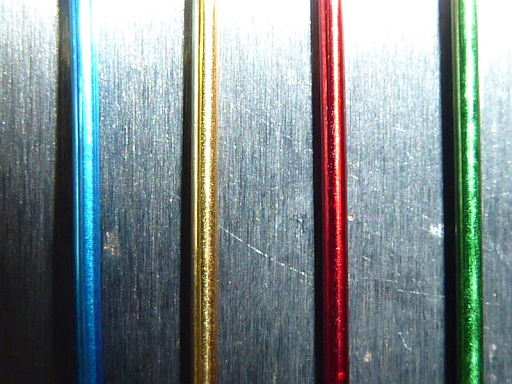
Color differentiation of anodized aluminum wires During the further processing of anodized aluminum wires the color (blue, gold-colored, red and green) must be controlled, to avoid that the wrong wire will be used. |
|
|||||
APP N° 43
|
Color control of different galvanized steel wires To hold the quality of surface treated steel wire constant a color control after the galvanization process is necessary. |

|
|||||
APP N° 29
|
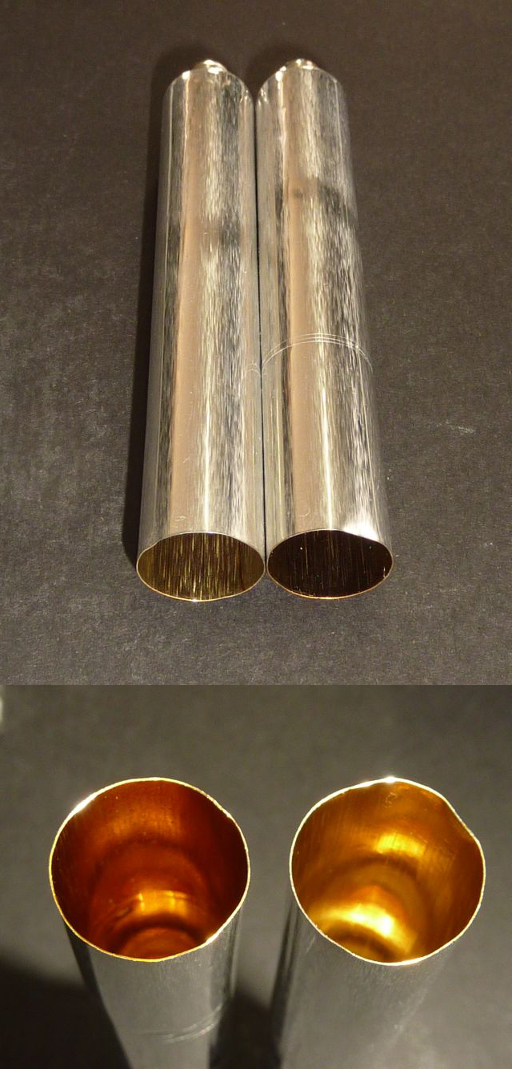
Measurement of length of metal collapsible tubes during the production process During the production of metal tubes, the length of the tubes must be controlled, because of the previous cutting process of the tubes. The accuracy of the metal tubes should be in a range of a tenth of a millimeter. |
|
|||||
APP N° 19
|
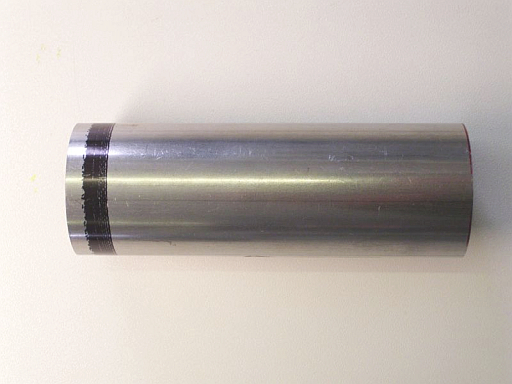
Black ink mark control on metal tubes On metal tubes, black marks will be applied with an ink jet printer. Sometimes the position of the ink mark is not on the right place or the ink coverage is not sufficient. |
|
|||||
APP N° 13
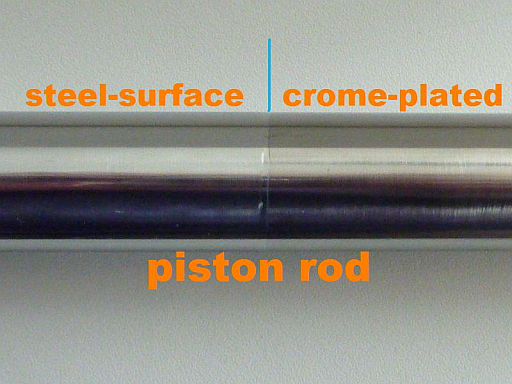
|
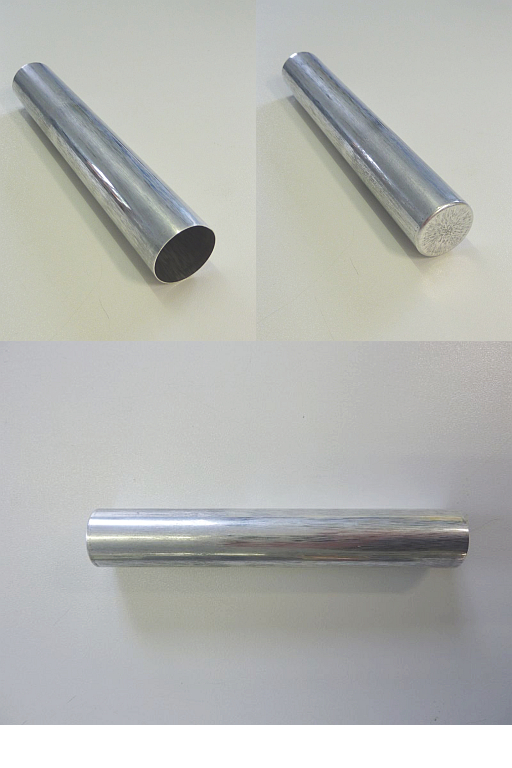
Surface control of a piston rod: Steel surface or chrome-plated A piston rod must be controlled whether it is chrome-plated or not. |
|
|||||
APP N° 9
|
Detection of a welding line on a metal rod The welding line must be detected during the rotation of a metal rod. It has to be taken into account, that there are scratches as well as rust on the metal surface. |
|
|||||
APP N° 7
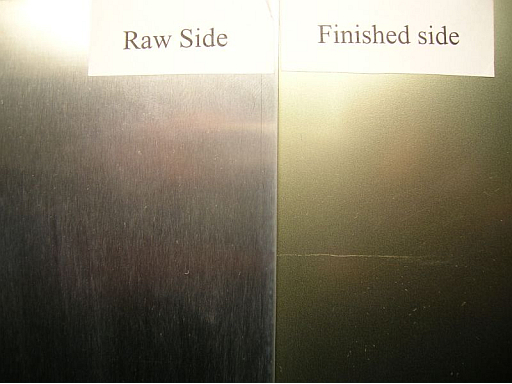
|
Differentiation of coated and uncoated metal sheets with the color sensor During the production of cover plates and tin cans, the direction of the metal sheet (front side / rear side) must be checked. Thus it is necessary to distinguish between the coated and the uncoated side. |
|

")