Traduci questa pagina:
Cos’è la tensione superficiale?
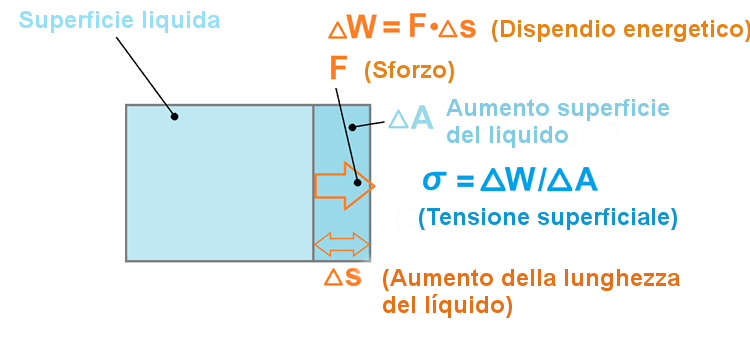
Per aumentare la superficie di un liquido è necessario un dispendio energetico. A tal fine occorre quindi applicare un certo sforzo. La tensione superficiale è il rapporto tra il lavoro da svolgere e il guadagno superficiale (aumento della superficie del liquido) che risulta dal lavoro svolto:
σ = ΔW/ΔA (SI – unità: N/m)
A causa della tensione superficiale, i liquidi si sforzano di ridurre al minimo la loro superficie, il che alla fine si traduce in una superficie sferica del rispettivo liquido (una sfera ha la superficie più piccola di tutte le forme del corpo dello stesso volume).
Cos’è la tensione interfacciale?
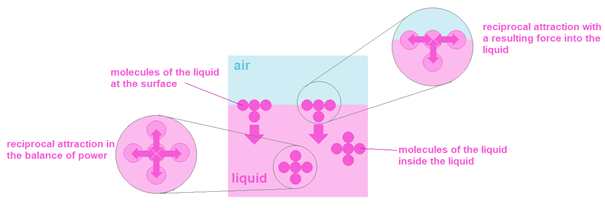
All'interno di un liquido, tutte le molecole sono ugualmente circondate da molecole vicine, per cui le forze di attrazione reciproche sono bilanciate. Sul bordo del liquido (interfaccia), invece, si produce una forza risultante, dovuta alla mancanza di divisione simmetrica delle reciproche forze attrattive, che punta verso l'interno del liquido.
La tensione superficiale è quindi chiamata anche tensione interfacciale. Il termine tensione interfacciale è usato per descrivere la transizione di un liquido ad un substrato, per esempio a una superficie metallica, mentre la transizione dal liquido all'aria è chiamata tensione superficiale.
 |
Transizione aria/liquido: qui si usa il termine tensione superficiale |
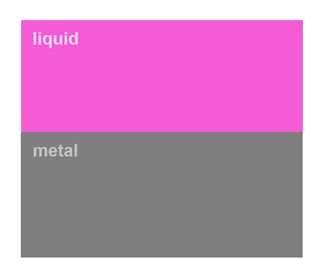 |
Transizione liquido/metallo: i processi della transizione sono chiamati tensione interfacciale |
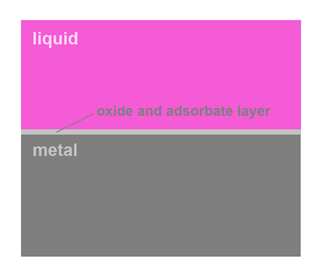 |
Tuttavia, va notato che questa transizione (liquido/metallo) è, i senso stretto, una transizione di uno strato di ossido di metallo o di uno strato di adsorbato (anidride carbonica e idrocarburi sulla superficie metallica) verso il liquido |
Cos’è la bagnatura dei metalli?
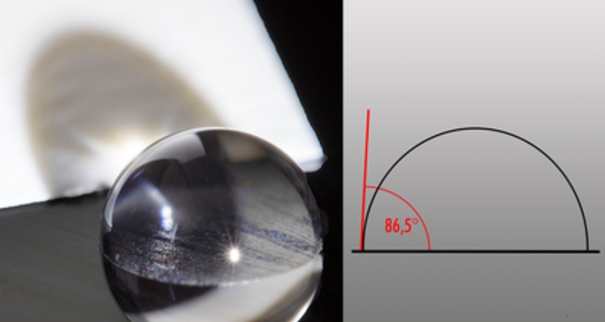
L’unità di misura per la bagnatura di una superficie metallica da parte di un liquido applicato (ad esempio in forma di goccia, ma anche come pennellata) è l'angolo di contatto Θ. La bagnatura della superficie metallica aumenta con la diminuzione dell'angolo di contatto Θ.
Il processo di bagnatura è descritto dall'equazione di Young:
cos Θ = (σs – σLS)/σL
con
σL = Tensione superficiale del liquido
σS = Tensione superficiale del metallo
σLS = Tensione interfacciale tra metallo e liquido
Θ = Angolo di contatto (angolo di contatto o angolo di bagnatura) del liquido sul metallo
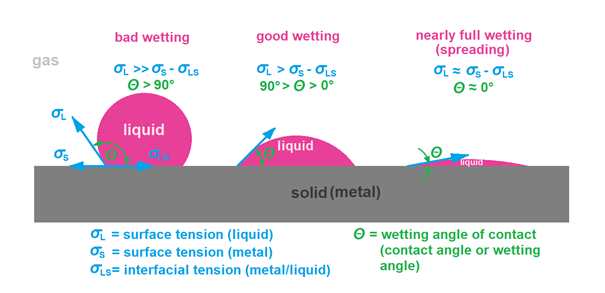
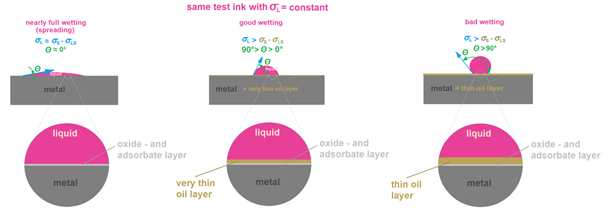
La distribuzione indipendente del liquido sulla superficie metallica (spargimento della pennellata o della goccia, detto anche spargimento) si ottiene con un angolo di contatto di Θ = 0° (corrisponde al cos Θ =1). Per l'equazione di Young risulta in questo caso: σL = σS – σLS .
È anche σLS << σS si applica al liquido che deve bagnare una superficie metallica: σL < σS. Ciò comporta quanto segue: se la tensione superficiale del liquido è inferiore alla tensione superficiale del metallo, il metallo viene bagnato dal liquido, ma se la tensione superficiale del liquido è superiore alla tensione superficiale del metallo, non si ha alcuna bagnatura.
.
Determinazione della tensione superficiale dei metalli
I valori di tensione superficiale menzionati nella letteratura tecnica si riferiscono principalmente ai metalli allo stato liquido vicino alla rispettiva temperatura di fusione. Per determinare la bagnatura, tuttavia, è importante la tensione superficiale delle superfici metalliche rivestite con strati di ossido e adsorbato a temperatura ambiente. Il valore della tensione superficiale (energia libera superficiale) può essere determinato ad esempio con il Mobile Surface Analyzer - MSA della KRÜSS GmbH www.kruss-scientific.com, dove si applicano due gocce al metallo da testare utilizzando due liquidi di prova (diversa tensione superficiale) e la tensione superficiale del metallo può essere determinata determinando l'angolo di contatto.
 |
 |
 |
|
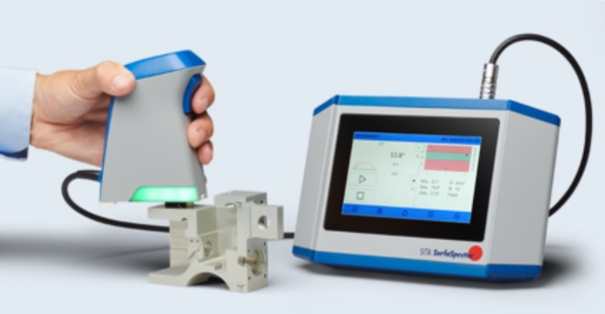
Un altro fornitore da nominare è sarebbe la società SITA Messtechnik GmbH www.sita-process.com. SITA offre un sistema di misura per "una rapida valutazione della bagnabilità delle superfici nel processo di produzione attraverso la misurazione dell'angolo di contatto". Il SITA SurfaSpector è uno strumento di misura portatile per testare la bagnabilità, ad esempio, di superfici metalliche prima e dopo il trattamento o la pulizia della superficie. In questo metodo, una goccia (1µl) di acqua ultrapura viene applicata sulla superficie da misurare per mezzo di un dosatore integrato nella testa del sensore. Utilizzando una telecamera ad alta risoluzione, la forma della goccia viene registrata nella parte anteriore del sensore, da cui è possibile determinare l'angolo di contatto..
 |
 |
In cosa consiste il metodo dell'inchiostro di prova?
Un altro metodo per determinare la tensione superficiale dei metalli a temperatura ambiente è il cosiddetto metodo dell'inchiostro di prova. In questo processo, l'inchiostro di prova con una tensione superficiale definita viene applicato sulla superficie metallica da testare, ad esempio con un pennello. Se l'inchiostro di prova bagna la superficie metallica, la tensione superficiale (tensione interfacciale) della superficie metallica corrisponde al valore dell'inchiostro di prova o è addirittura superiore a questo valore. Se l'inchiostro di prova forma perle che si staccano dalla superficie metallica, significa che la tensione superficiale (tensione interfacciale) della superficie metallica è inferiore alla tensione superficiale dell'inchiostro di prova.

Gli inchiostri di prova vengono utilizzati ad esempio dalla Società arcotest GmbH www.arcotest.info offerto. Gli inchiostri di prova PINK coprono un range di tensione superficiale da 22mN/m a 60mN/m a intervalli di 2mN/m.

Perché conoscere la tensione superficiale delle superfici metalliche è così in portante a livello pratico?
Prima di applicare la vernice su una parte metallica, ad esempio, è necessario controllare il valore della tensione superficiale della superficie metallica. Se questo è al di sotto del valore di tensione superficiale della vernice, questa formerebbe delle perle che si staccano dalla superficie metallica.
Analogamente avviene per l'applicazione di adesivi. Anche in questo caso, è possibile ottenere una corretta adesione solo se la tensione superficiale della superficie metallica è superiore alla tensione superficiale dell'adesivo.
Qual è la causa di un valore di tensione superficiale troppo basso di una superficie metallica?
Come già detto, in pratica una superficie metallica è in realtà uno strato di ossido di metallo e adsorbato. Gli atomi di ossigeno così come gli atomi di carbonio sono integrati nella superficie metallica. Le misurazioni hanno dimostrato che una superficie metallica sgrassata chimicamente (più precisamente la superficie dell'ossido di metallo e dell'adsorbato) ha un valore di tensione superficiale di > 60mN/m. Tuttavia, se si considerano, ad esempio, i pezzi tranciati che vengono prima bagnati con olio a causa del processo di tranciatura e piegatura e poi puliti in un sistema di pulizia disponibile in commercio, il valore di tensione superficiale dei pezzi tranciati è di circa 38mN/m e in singoli casi 44mN/m (prima del processo di pulizia, il valore di tensione superficiale sulla superficie metallica dei pezzi tranciati è di solito inferiore a 30mN/m, a seconda dell'olio di tranciatura e imbutitura utilizzato). Soprattutto per le parti tranciate e qui soprattutto per le parti a contatto con il connettore, tuttavia, è importante un elevato valore di tensione superficiale (> 38mN/m), poiché questo valore indica il contenuto di olio residuo sulla superficie metallica. Ad esempio, il contenuto di olio residuo aumenta la resistenza di contatto, il che può portare ad una riduzione delle prestazioni durante il processo di connessione.
Perché conoscere la tensione superficiale delle superfici metalliche è così in portante a livello pratico?
Prima di applicare la vernice su una parte metallica, ad esempio, è necessario controllare il valore della tensione superficiale della superficie metallica. Se questo è al di sotto del valore di tensione superficiale della vernice, questa formerebbe delle perle che si staccano dalla superficie metallica.
Analogamente avviene per l'applicazione di adesivi. Anche in questo caso, è possibile ottenere una corretta adesione solo se la tensione superficiale della superficie metallica è superiore alla tensione superficiale dell'adesivo.
Qual è la causa di un valore di tensione superficiale troppo basso di una superficie metallica?
Come già detto, in pratica una superficie metallica è in realtà uno strato di ossido di metallo e adsorbato. Gli atomi di ossigeno così come gli atomi di carbonio sono integrati nella superficie metallica. Le misurazioni hanno dimostrato che una superficie metallica sgrassata chimicamente (più precisamente la superficie dell'ossido di metallo e dell'adsorbato) ha un valore di tensione superficiale di > 60mN/m. Tuttavia, se si considerano, ad esempio, i pezzi tranciati che vengono prima bagnati con olio a causa del processo di tranciatura e piegatura e poi puliti in un sistema di pulizia disponibile in commercio, il valore di tensione superficiale dei pezzi tranciati è di circa 38mN/m e in singoli casi 44mN/m (prima del processo di pulizia, il valore di tensione superficiale sulla superficie metallica dei pezzi tranciati è di solito inferiore a 30mN/m, a seconda dell'olio di tranciatura e imbutitura utilizzato). Soprattutto per le parti tranciate e qui soprattutto per le parti a contatto con il connettore, tuttavia, è importante un elevato valore di tensione superficiale (> 38mN/m), poiché questo valore indica il contenuto di olio residuo sulla superficie metallica. Ad esempio, il contenuto di olio residuo aumenta la resistenza di contatto, il che può portare ad una riduzione delle prestazioni durante il processo di connessione.
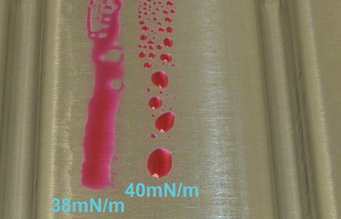 |
Utilizzando due inchiostri di prova (38mN/m e 40mN/m), si è potuto dimostrare che il valore della tensione superficiale per questa superficie di contatto è compreso tra 38mN/m e 40mN/m |
Con l'inchiostro di prova 40mN/m utilizzato, non vi è più una bagnatura pulita, l'angolo di contatto Θ devia di conseguenza fortemente da 0°, mentre con 38mN/m si ottiene quasi uno spargimento.
Il seguente diagramma mostra schematicamente come la tensione superficiale della superficie di contatto diminuisce con l'aumentare dello spessore dello strato d'olio (per ogni prova viene utilizzato lo stesso inchiostro di prova):
La bagnatura della superficie di contatto diminuisce con l'aumentare dello spessore del film di olio.
Per determinare la tensione superficiale di una superficie di contatto, si usano in sequenza inchiostri di prova con diverse tensioni superficiali. Se la tensione superficiale della parte a contatto è di almeno 38mN/m, si può iniziare con un inchiostro di prova con lo stesso valore di tensione superficiale: 38mN/m inchiostro di prova bagnato, 40mN/m inchiostro di prova non più completamente bagnato, 42mN/m perle di inchiostro di prova che si staccano dalla superficie di contatto.

Il metodo dell'inchiostro di prova è una semplice procedura di controllo che può essere implementata rapidamente nella pratica e può essere utilizzata per l'ispezione casuale dei componenti. Anche se acquisire informazioni sullo spessore del film di olio residuo in modo diretto sarebbe augurabile, in pratica quest’operazione in passato si è rivelata difficoltosa. Nel frattempo, a livello industriale il processo (il metodo dell'inchiostro di prova) ha preso piede per verificare la presenza di eventuali strati sottili di olio.
In cosa consiste il controllo in linea della presenza di sotti strati di olio?
Il metodo dell'inchiostro di prova è una procedura di prova casuale in cui i singoli contatti o componenti di collegamento vengono prelevati dalla produzione per fornire informazioni sulla qualità dell'intero lotto. Sempre più spesso, tuttavia, l'obiettivo è quello di eseguire un controllo al 100% dei componenti prodotti, il che significa che il metodo di misura in linea sta acquisendo sempre maggiore importanza. La procedura in linea dovrebbe essere basata sul metodo dell'inchiostro di prova, in modo che i valori misurati di entrambi i sistemi (il sistema in linea e il sistema offline (metodo dell'inchiostro di prova)) possano essere confrontati tra loro senza problemi. L'obiettivo è quello di fornire un sistema di misura in linea che visualizzi il valore di tensione superficiale del rispettivo componente in mN/m.
Come funziona effettivamente un sistema in linea di controllo della presenza del film di olio?
Con un sistema di misura in linea, la capacità di misurare senza contatto è di cruciale importanza. Naturalmente, il tempo necessario a determinare i valori di misura deve anche stare al passo con il tempo di alimentazione dei componenti. Inoltre, il sistema di misura deve essere robusto, compatto e dotato di diverse interfacce, in modo da poter inviare i dati di misura al sistema di controllo superiore o ad un PLC in tempo reale. Prima di scegliere un metodo di misurazione adeguato, sono stati analizzati otticamente un gran numero di oli di tranciatura e imbutitura disponibili in commercio, partendo dal range UVC (250nm) fino ad arrivare al range MIR (5µm). Una finestra di misura compresa tra 3µm e 4µm è stata trovata essere il campo spettrale di lavoro ottimale, poiché tutti i tipi di olio di tranciatura e imbutitura testati fino ad ora potevano essere misurati con questo metodo. Certo, nelle rispettive finestre spettrali i diversi oli presentano assorbimenti diversi, per cui non è possibile rinunciare a una calibrazione personalizzata che includa il metodo dell'inchiostro di prova, tanto più che il valore misurato deve essere emesso in mN/m. Il metodo comparativo (standardizzato) di due campi spettrali fornisce risultati di misura in cui le proprietà di riflessione della superficie di contatto possono già essere in gran parte compensate. I seguenti schizzi mostrano la modalità di funzionamento basilare dei sensori MIR:
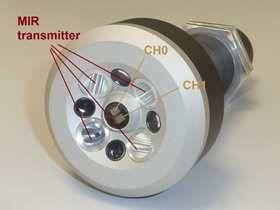 |
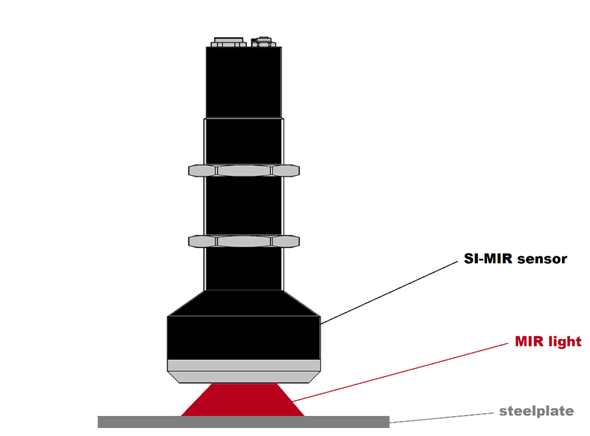 |
I trasmettitori MIR a banda larga coprono il campo spettrale richiesto per le due finestre di misura CH0 e CH1. Una parte della luce riflessa dalla superficie metallica colpisce le due finestre di misura: una finestra di misura (CH0) reagisce alla presenza di un film d'olio, mentre l'altra finestra di misura (CH1) non viene pressoché influenzata dalla presenza di un film d'olio (finestra di riferimento). Mediante una valutazione standardizzata si ottiene un valore di misura indipendente dall'intensità:
MIR = CH1/(CH0+CH1)
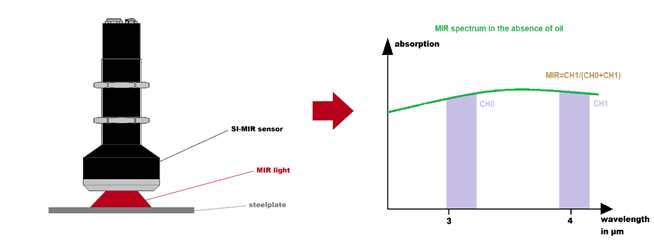
Nello schizzo qui sopra non è presente alcun film d'olio sulla superficie metallica. Entrambe le finestre di misura forniscono approssimativamente lo stesso livello di segnale (valore normalizzato = MIRref). Nel seguente schizzo, tuttavia, il livello del segnale della finestra di misura CH0 crolla, il che porta ad uno spostamento del valore standard MIR.
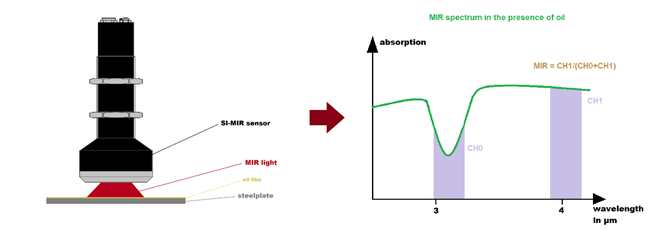
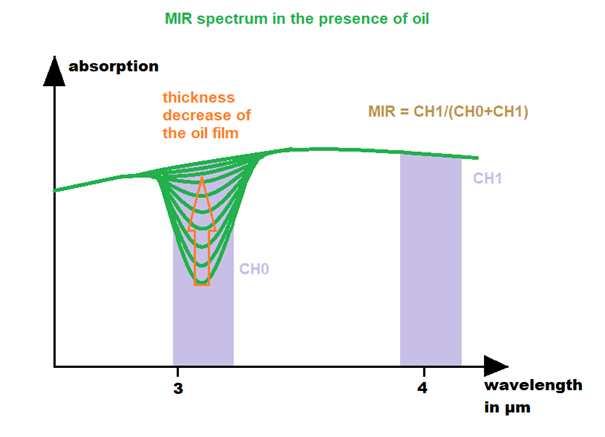
Più spesso è lo strato d'olio, più violenta è la caduta del segnale nella finestra di misura CH0:
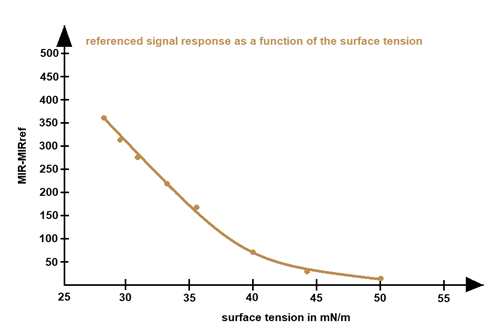
Affinché il valore di tensione superficiale della superficie dello strato di metallo-olio invece del valore standardizzato (MIR) possa essere trasferito all'interfaccia del sensore, occorre prima fare riferimento al metodo dell'inchiostro di prova (calibrazione):
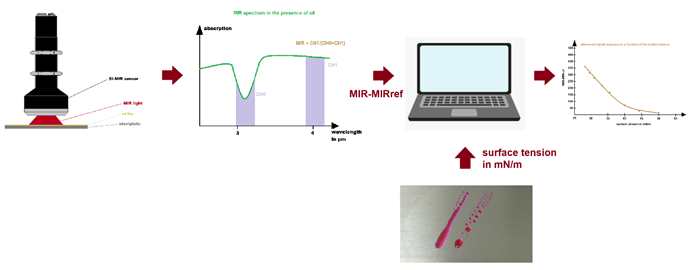
A questo scopo, una delle parti metalliche da testare viene prima sgrassata e poi viene determinato il valore di riferimento standardizzato (MIRref) mediante il sensore MIR e il corrispondente valore di tensione superficiale in mN/m viene determinato con l'aiuto del metodo dell'inchiostro di prova. Di seguito una parte metallica sgrassata viene sottoposta alla stessa procedura, con la differenza che ad ogni procedura (valore misurato con presenza di olio: MIR) viene applicato omogeneamente un film d’olio sempre più pronunciato sul componente sgrassato (l’esperienza dimostra che lo spessore dello strato di olio varia tra 100nm e 5µm). I valori misurati (MIR-MIRref) vengono poi riassunti in una tabella e questa tabella viene poi utilizzata nella memoria non volatile del sensore come tabella di conversione. In forma grafica, la relazione che segue risulta essere la seguente: