








Traducir esta página:
Control de superficies y tareas de conteo
24.11.2021
15.04.2021
15.04.2021
21.01.2021 SPECTRO-M-10-MIR/(MIR1+MIR2) - Comunicado de prensa #4
22.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Comunicado de prensa #3
14.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Comunicado de prensa #2
02.12.2020 SPECTRO-M-10-MIR/(MIR1+MIR2) - Comunicado de prensa #1
31.07.2020
| Al diseñar sistemas de pulverización, es necesario asegurarse de que los sensores se adapten a la geometría del cono de pulverización y a la cantidad de pulverización de la aplicación en cuestión. Además, tanto la geometría del cono de pulverización como la cantidad de pulverización dependen del producto utilizado (imprimación, adhesivo, disolvente, agua, alcohol, pintura, etc.), así como del orificio de la boquilla de pulverización, de la sobrepresión y de la dosis de pulverización. Especialmente cuando se utilizan productos resistentes y adherentes (pegamento) como agente de pulverización, puede ocurrir que una parte del orificio de la boquilla de pulverización se pegue, lo que modificaría tanto la cantidad de pulverización como la geometría de pulverización. Esto puede modificar la dirección y el ángulo de apertura del chorro pulverizado. Al diseñar el sistema de control de chorro pulverizado, es importante hacerse algunas preguntas fundamentales. ► Comunicado de prensa (Word/pdf) |
 A-LAS-CON1 Serie L-LAS-TB-...-AL-SC Serie SI-JET SPECTRO-1-CONLAS Serie SPECTRO-1-FIO SPECTRO-1-FIO-JC |
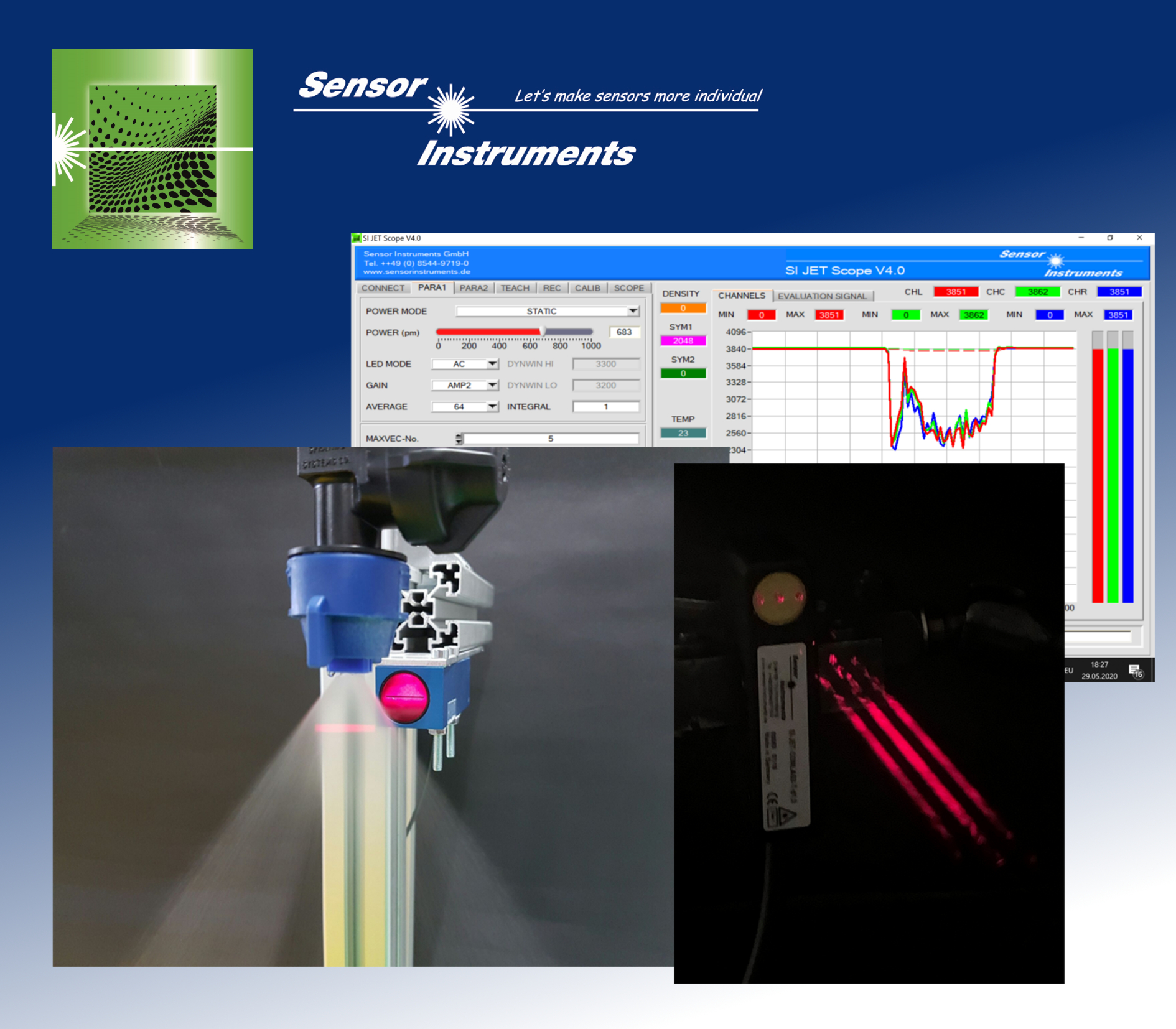
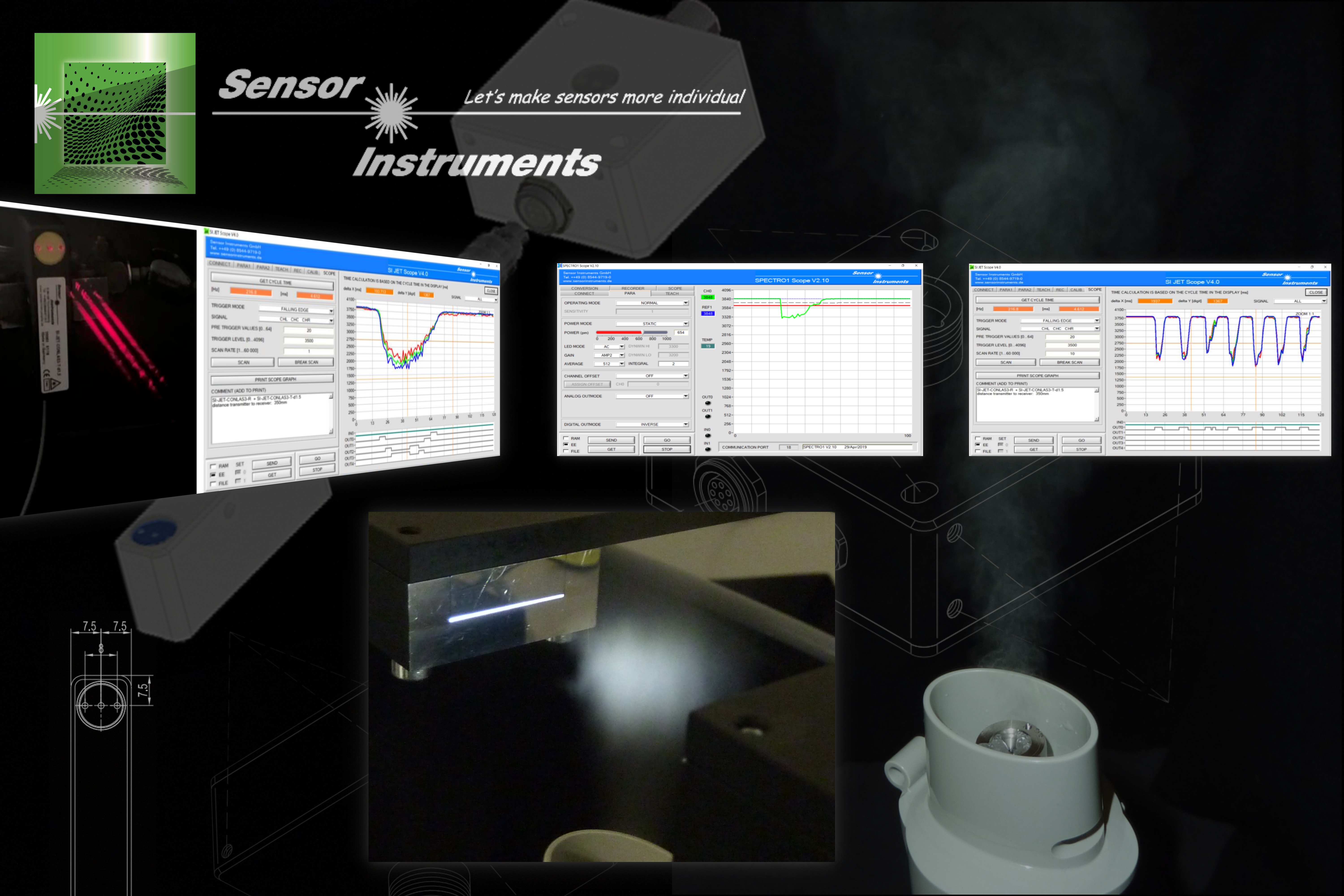
| A menudo, para el revestimiento de superficies se utilizan métodos de pulverización. En el mejor de los casos, el objeto en cuestión debería revestirse de la forma más homogénea posible. Sin embargo, las burbujas de aire que hay en el producto pulverizado, la cobertura parcial del orificio de salida de la boquilla o una caída de presión brusca en el sistema de pulverización pueden provocar problemas de homogeneidad en el patrón de pulverización y, con ello, un revestimiento irregular de la pieza. Ahora, las desviaciones con respecto al proceso de pulverización ideal se pueden detectar a tiempo mediante un control continuo del chorro pulverizado. Los sistemas de control de chorro pulverizado de las series SI-JET y SPECTRO de Sensor Instruments GmbH proporcionan información sobre la cantidad de pulverización, las interrupciones temporales y la simetría del chorro pulverizado. Para realizar las tareas correspondientes, existen sistemas de 3 chorros (SI-JET-CONLAS3 y SI-JET3), de 2 chorros (SPECTRO-2) y de 1 chorro (SPECTRO-1), así como cortinas de luz continua (L-LAS-TB-…-SC). ► Comunicado de prensa (Word/pdf) |
 Serie SI-JET Serie SPECTRO-2 Serie SPECTRO-1 Serie L-LAS-TB-AL-SC |
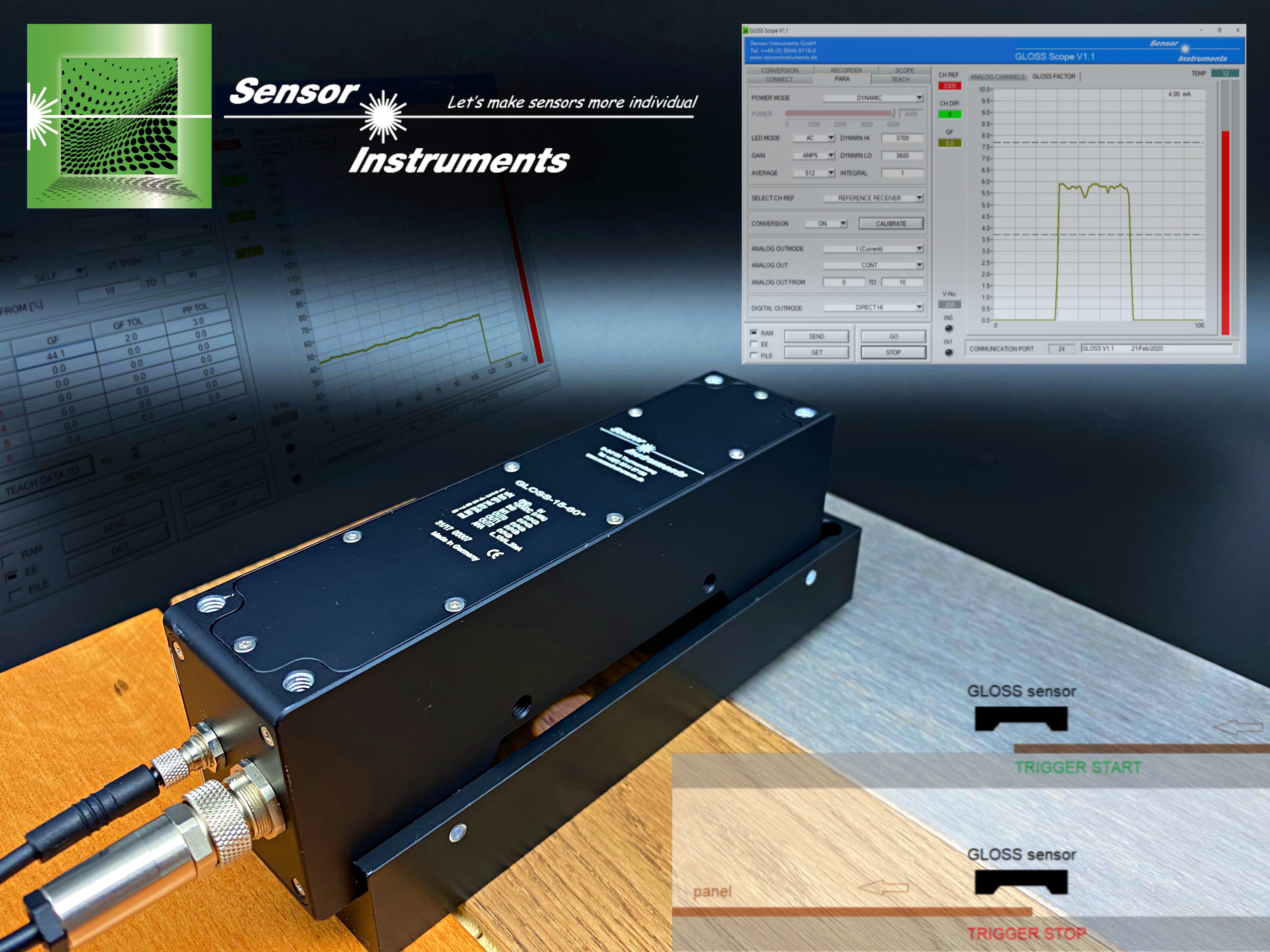
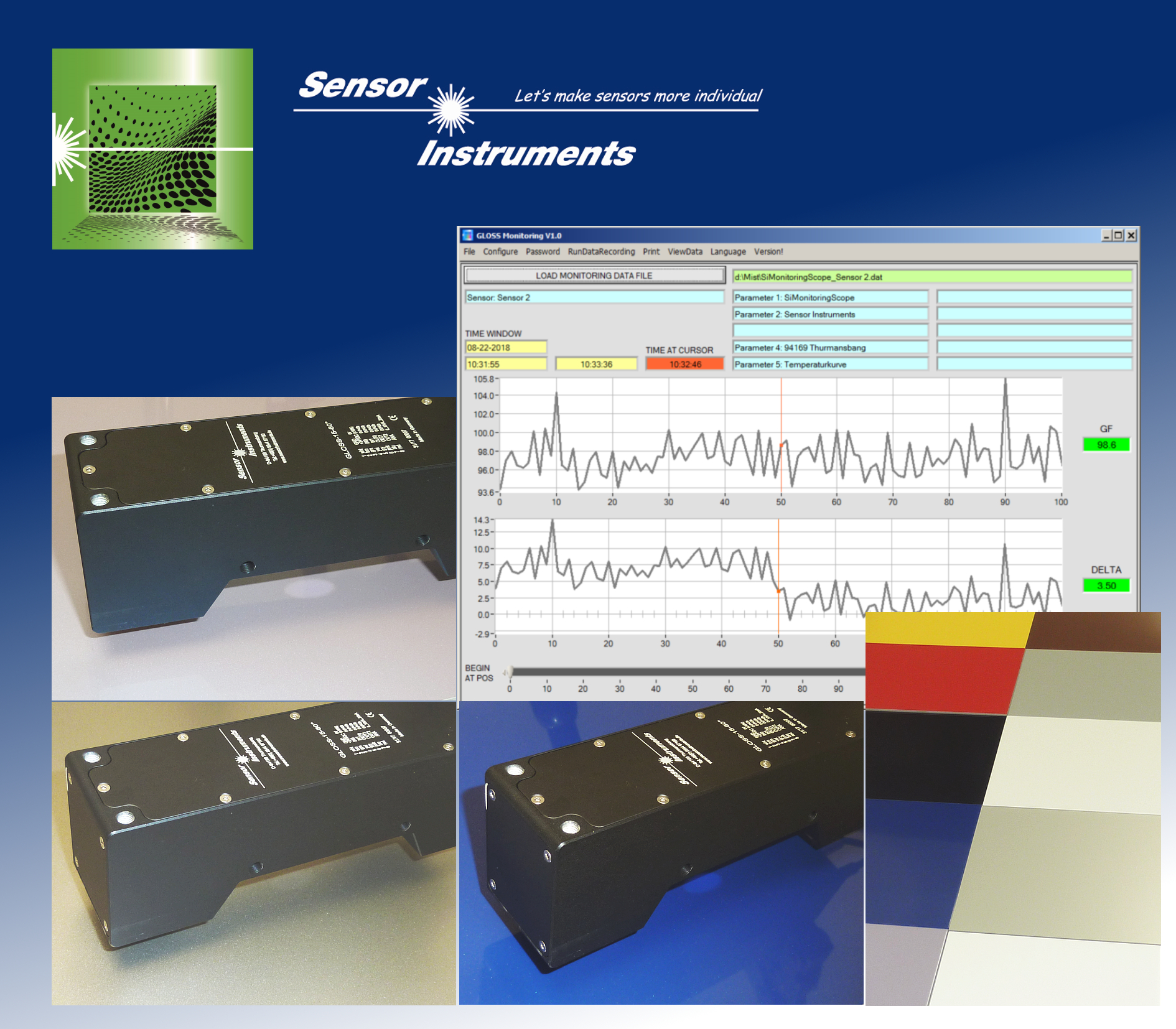
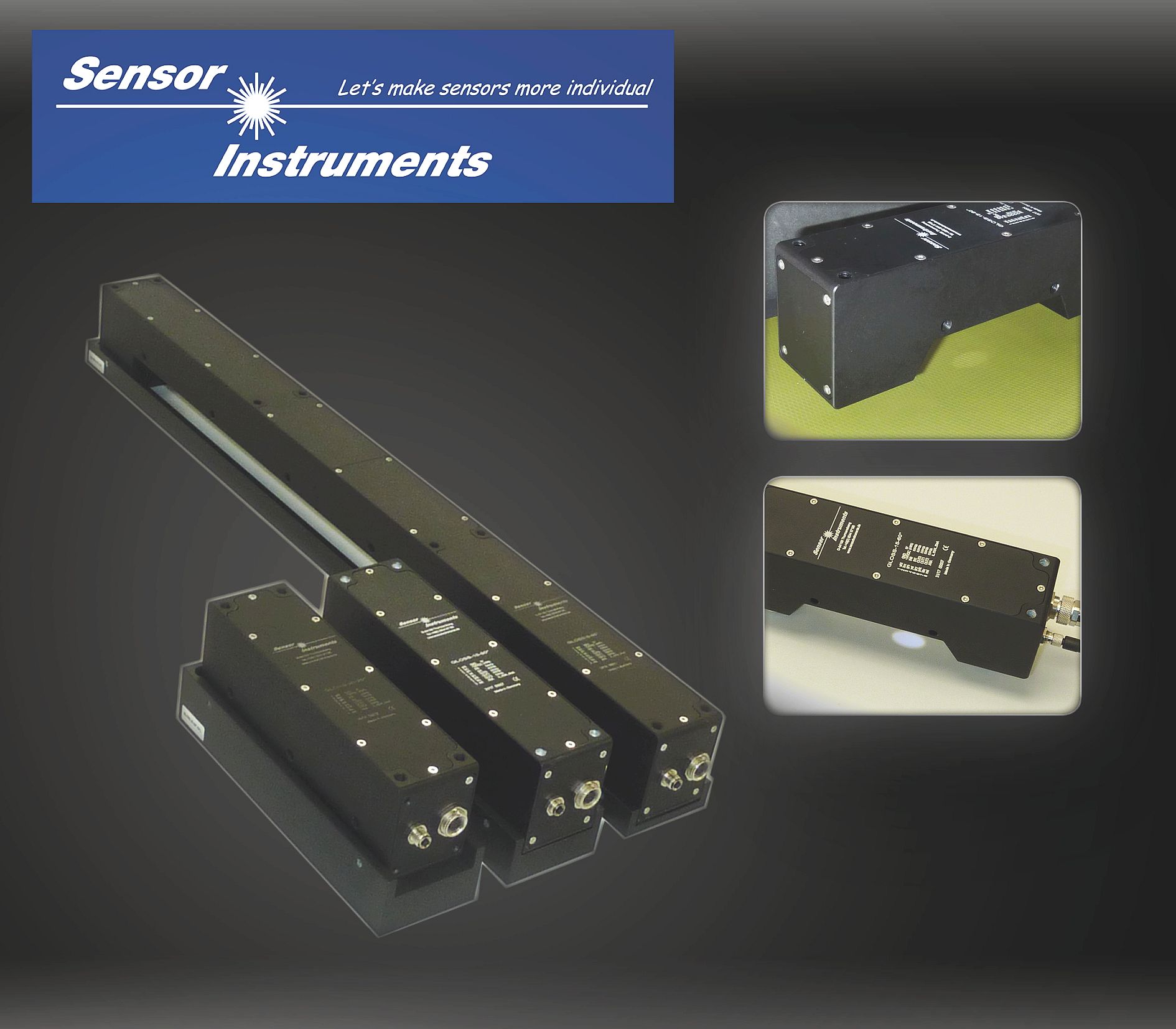
| El ojo humano reacciona principalmente a las diferencias de contraste (por tanto, a las diferencias de brillo) y a las diferencias de color en el campo de visión observado. Por ejemplo, si la mirada vaga por un suelo recién colocado formado por paneles individuales, hasta las desviaciones más leves de color y brillo entre los distintos paneles podrían irritar al observador. No es de extrañar que los fabricantes se esfuercen mucho por evitar todo lo posible las variaciones de color y brillo entre los distintos paneles. Aunque los dispositivos más frecuentes en este ámbito han sido tradicionalmente los dispositivos de mano, es decir, dispositivos de medición fuera de línea, ahora también existe una alternativa en línea. Los sensores de brillo de la serie GLOSS de Sensor Instruments GmbH permiten calcular el nivel de brillo de la superficie de madera lacada que se debe medir en ángulos de 20°, 60° y 85° y a una distancia de 20 mm, 15 mm y 5 mm de la superficie (según el modelo de sensor: GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85°). ► Comunicado de prensa (Word/pdf) |
 GLOSS-20-20°, GLOSS-15-60°, GLOSS-5-85° Serie GLOSS |
| En el mecanizado de metales durante el proceso de conformado, el uso de aceites es esencial. Por ejemplo, los aceites de corte aplicados sobre cintas de metal garantizan un bajo desgaste de las herramientas de troquelado. Pero también durante los procesos de arranque de virutas, los aceites de perforación contribuyen de manera indispensable a la protección de las herramientas de taladrado y fresado. Además, los aceites sirven como protección contra la corrosión para productos semiacabados como chapas metálicas, pero también láminas metálicas. Sin embargo, después del procesado posterior, es necesario eliminar los residuos de aceite de los productos acabados con la menor cantidad de residuos posible. Para ello se utilizan sistemas de limpieza especiales en los que se lavan y se soplan las piezas metálicas. Es recomendable determinar la cantidad de aplicaciones de aceite para que se puedan cumplir las directivas de protección del medio ambiente durante la aplicación de aceite y, además, se tengan en cuenta los aspectos económicos. Actualmente se puede determinar la cantidad de aceite correspondiente también EN LÍNEA. Hay varios métodos de medición disponibles para este propósito en los que se profundizará con más detalle en los siguientes apartados. El proceso de limpieza se puede monitorizar mediante los mismos sensores. Sin embargo, el desafío aquí es registrar preferentemente EN LÍNEA de forma segura la menor cantidad posible de residuos de aceite. Precisamente en los componentes conductores de electricidad, p. ej., barras de cobre o conductos de alto voltaje, se requiere la menor resistencia de contacto posible. Sin embargo, una capa de aceite residual supondría un problema a este respecto, dado que esto afectaría considerablemente a la eficiencia del rendimiento. ► Comunicado de prensa (Word/pdf) |
SPECTRO-M-10-MIR/(MIR1+MIR2) Serie SPECTRO-M |
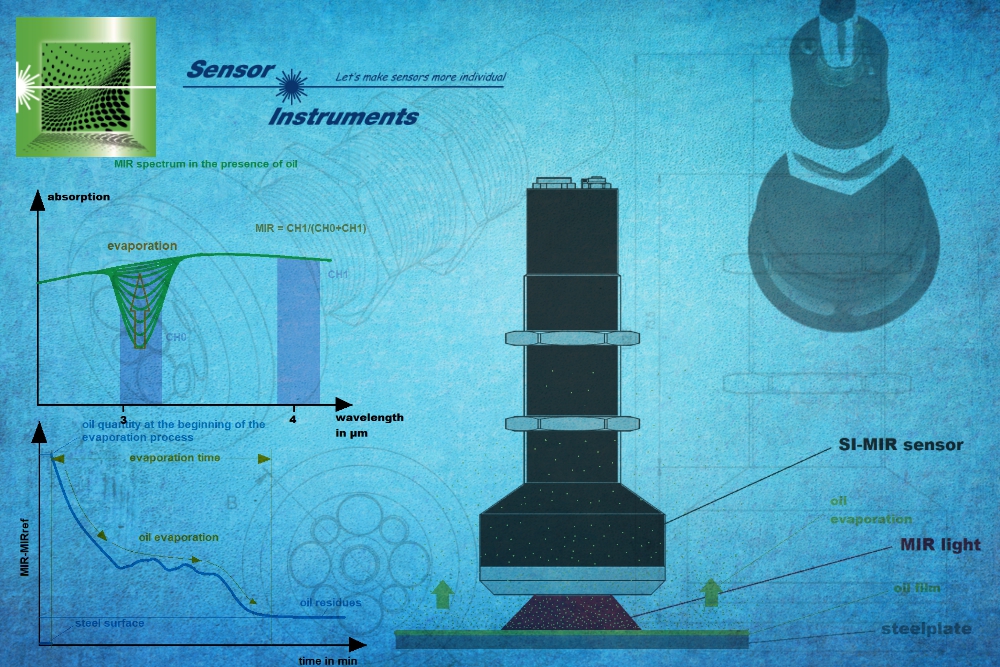
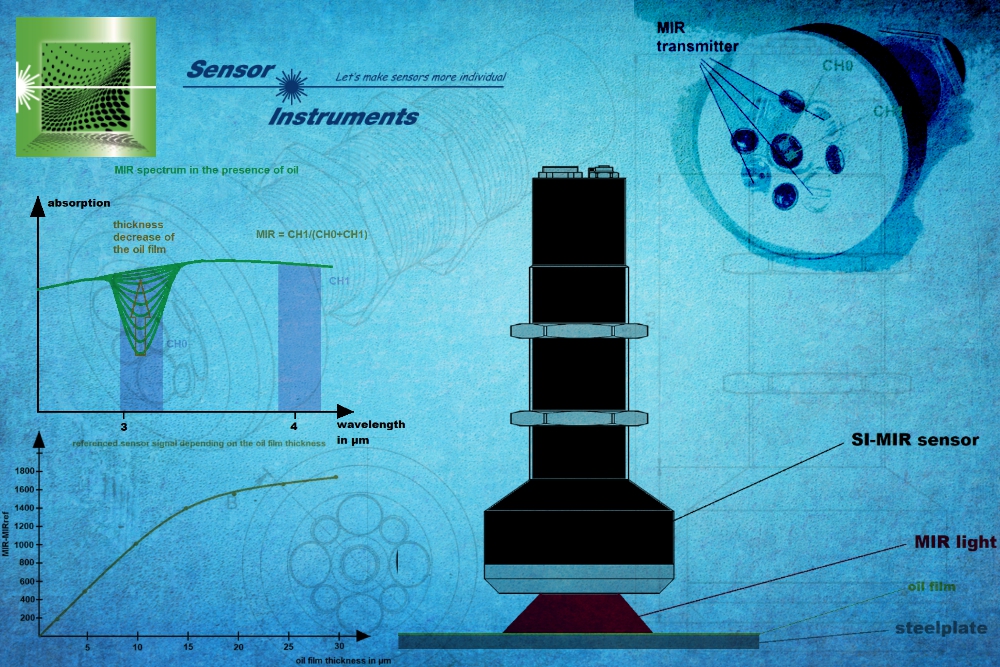
| Para fabricar piezas troqueladas y dobladas, cada vez se utilizan más los aceites de troquelado y trefilado por evaporación. La idea es dejar la menor cantidad posible de residuos de aceite en las piezas metálicas troqueladas o modeladas para poder ahorrarse en muchos casos el proceso de limpieza al procesar las piezas metálicas. ¿Pero qué cantidad del aceite aplicado permanece realmente en el componente y cuánto dura el proceso de evaporación? Nuestra serie SPECTRO-M tiene la respuesta. Para ello, hemos aplicado 5 gotas de aceite (5 x 20 µl) en chapas de acero desengrasadas y las hemos distribuido sobre una superficie de 70 mm de diámetro. El espesor de la capa de aceite al principio del proceso de medición era de unos 25 µm. A continuación, colocamos un sensor SPECTRO-M-10-MIR/(MIR1+MIR2) en el centro de la mancha de aceite y pudimos comenzar la medición: con ayuda del sensor MIR, observamos dos ventanas de medición; ambas situadas en el rango del infrarrojo medio (también conocido como área MIR). En este punto, hay que tener en cuenta que una de estas dos ventanas del rango de longitud de onda (la llamada CH0) reacciona ante la presencia de aceite, mientras que la otra ventana de medición (CH1) no se ve afectada por ello. Al cambiar la relación de las dos ventanas de medición cuando hay aceite, se puede determinar la cantidad de aceite existente dentro del rango de detección. ► Comunicado de prensa (Word/pdf) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) Serie SPECTRO-M |
| Si se desea, por ejemplo, calcular el espesor de capa de una tinta de impresión aplicada de forma homogénea sobre papel, el método del gramaje sería sin duda un sistema adecuado para determinarlo. El gramaje de la tinta de impresión no está muy lejos del gramaje del papel, que presenta un espesor habitual de 0,05 mm a 0,2 mm. Por lo tanto, nada impide obtener resultados fiables si se utilizan balanzas precisas. ¿Pero qué ocurre si en vez de una tinta de impresión utilizamos aceite y en vez de una hoja de papel utilizamos una chapa de acero de 1 mm de espesor, por ejemplo? El método del gramaje podría quedarse corto. ¿Cómo podríamos determinar de forma fiable el espesor de las capas de aceite sin demasiado esfuerzo? Por un lado, tenemos el método de fluorescencia, en el que se utiliza luz UVA para activar la fluorescencia. En este caso, la emisión secundaria se produce en el rango de longitud de onda visible. La intensidad de la fluorescencia sirve como medida para el espesor de la capa de aceite correspondiente. No obstante, aquí hay que tener en cuenta que la intensidad de la señal (fluorescencia) no solo depende del espesor de la capa, sino también del tipo de aceite que se utilice; además, la superficie metálica, que actúa prácticamente como un reflector, también influye en el nivel de la señal. Por otro lado, también existen aceites en los que la fluorescencia tiene poco o ningún efecto, por lo que habría que descartar la medición del espesor de capa con este método. Sin embargo, si miramos el rango del infrarrojo medio (MIR), observamos que los aceites examinados hasta ahora muestran una absorción significativa prácticamente en todos los ámbitos en un rango de longitud de onda determinado, mientras que otros rangos de longitud de onda no se ven afectados por la presencia de aceite. Si ahora cortamos mentalmente esta ventana de longitud de onda sensible al aceite del espectro MIR y luego comparamos este comportamiento de absorción normalizado con la absorción (observada en una segunda ventana de longitud de onda neutra al aceite), en una primera aproximación obtenemos como resultado una relación proporcional entre el espesor de la capa de aceite y la señal normalizada. El sensor SPECTRO-M-10-MIR/(MIR1+MIR2) ahora tiene exactamente esa ventana de longitud de onda. ► Comunicado de prensa (Word/pdf) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) Serie SPECTRO-M |
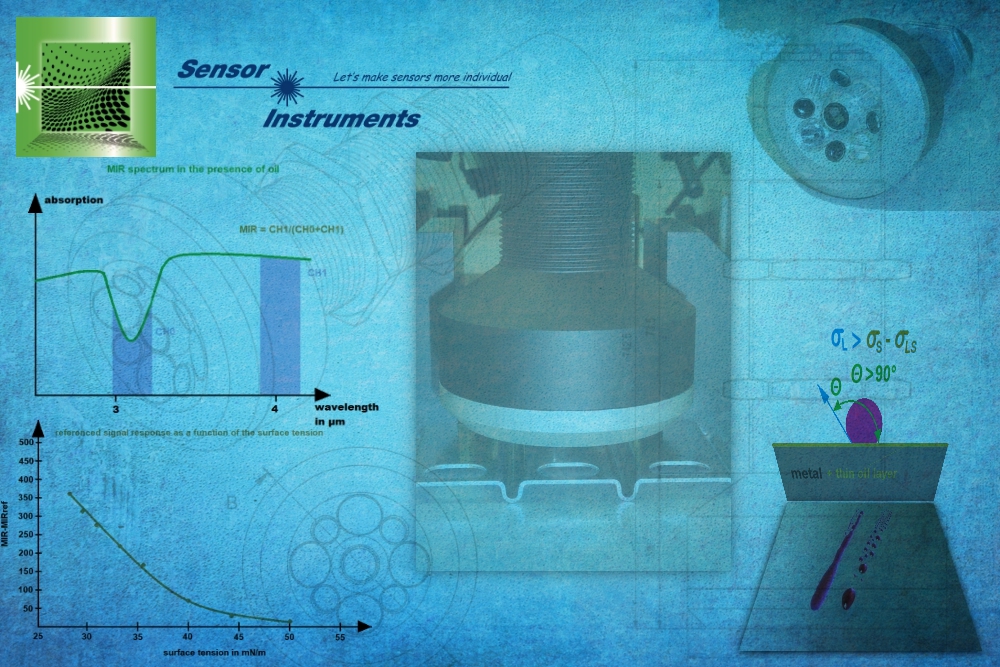
| ¡Sube la tensión! Los usuarios de sistemas de limpieza para piezas metálicas, por ejemplo, piezas troqueladas, tienen que esperar especialmente con gran impaciencia el resultado del proceso de lavado: ¿ha subido la tensión –nos referimos a la tensión superficial– por encima del umbral de 38 mN/m o se han alcanzado incluso los 44 mN/m? En la práctica, una pieza metálica se considera casi desengrasada cuando se sobrepasan estos valores (uno u otro, en función del uso previsto). Hasta ahora, se ha utilizado tinta de prueba para detectar la tensión superficial. Este líquido puede adquirirse con distintos valores de tensión superficial, empezando generalmente por 30 mN/m hasta 50 mN/m, en tramos de 2 mN/m: 30 mN/m, 32 mN/m, (...), 48 mN/m, 50 mN/m. Si la tinta de prueba se aplica sobre la superficie metálica formando un trazo continuo, significa que la tensión superficial de la pieza metálica está por encima del valor indicado en la tinta de prueba. Por el contrario, si la tinta de prueba se contrae en forma de gotas tras aplicarse sobre la superficie metálica, significa que la tensión superficial está por debajo del valor indicado en la tinta de prueba. De este modo, la tensión superficial se puede calcular con una precisión de unos 2 mN/m. ¿Qué nos dice ahora la tensión superficial en cuanto a la naturaleza de la superficie metálica en cuestión? Las superficies metálicas desengrasadas presentan una tensión superficial de más de 50 mN/m (según el método de las tintas de prueba). Si, por el contrario, la superficie metálica está cubierta de una película de aceite (por ejemplo, engrasando las tiras troqueladas antes del troquelado), el valor de la tensión superficial puede descender por debajo de 30 mN/m (en función del espesor de la capa). Por lo tanto, el método de las tintas de prueba se puede utilizar para determinar si la superficie metálica está cubierta de una película de aceite o si ya se ha desengrasado. Incluso las capas de aceite de menos de 1 µm de espesor pueden comprobarse con este método. Los ensayos realizados con una amplia variedad de aceites han demostrado que casi todos los aceites tienen una absorción selectiva en el rango del infrarrojo medio (MIR). Si se aprovecha esta característica, comparando dos rangos de longitud de onda MIR (uno de los cuales representa el rango neutro, es decir, el rango de longitud de onda en el que no se produce una absorción notable causada por el aceite) y tras la calibración adecuada del sistema de medición SPECTRO-M-10-MIR/(MIR1+MIR2), es posible deducir primero el espesor de la capa de aceite y, en un siguiente paso, averiguar también el valor de tensión superficial correspondiente. ► Comunicado de prensa (Word/pdf) |
 SPECTRO-M-10-MIR/(MIR1+MIR2) Serie SPECTRO-M |
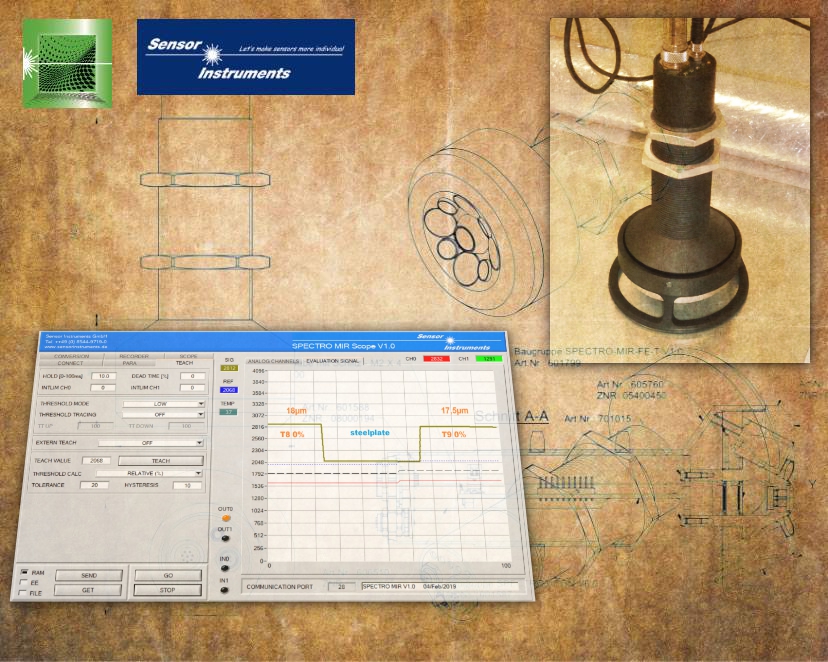
| Medición del espesor de láminas de plástico finas y transparentes Precisamente en las láminas estirables es importante poder detectar también el espesor después de la producción (incluso después del proceso de estirado). Ahora, con el sistema de medición SPECTRO-MIR-10 hay disponible un dispositivo que permite mediciones en línea y fuera de línea rápidas, precisas e insensibles a la luz ambiental. Mediante el software SPECTRO MIR Scope V1.0 de Windows® se puede calibrar el sistema de medición con respecto al tipo de lámina correspondiente. Además del software de parametrización, se dispone también de un software de monitorización SPECTRO MIR Monitoring V1.0, con el cual se guardan los datos de medición y se pueden indicar de forma gráfica y numérica, entre otros, también tendencias. ► Comunicado de prensa (Word/pdf) |
 SPECTRO-MIR-10 Serie SPECTRO-MIR |
| ¡Estimados fabricantes de suelos vinílicos, no se preocupen, encontraremos el hueco! La RED-50-L y la RED-110-L son especialmente adecuadas para su uso con los sensores de la serie RED para el registro de la separación, que corresponde prácticamente a la distancia entre dos tablas de parquet. Esto permite detectar huecos de una profundidad y un ancho de aprox. 0,05 mm. El software del detector láser de bordes permite la adaptación a diferentes superficies: de oscuras a claras y de mates a brillantes. Con una frecuencia de escaneo máxima de 85kHz, el sensor está perfectamente equipado para el manejo rápido de objetos. ► Comunicado de prensa (Word/pdf) |
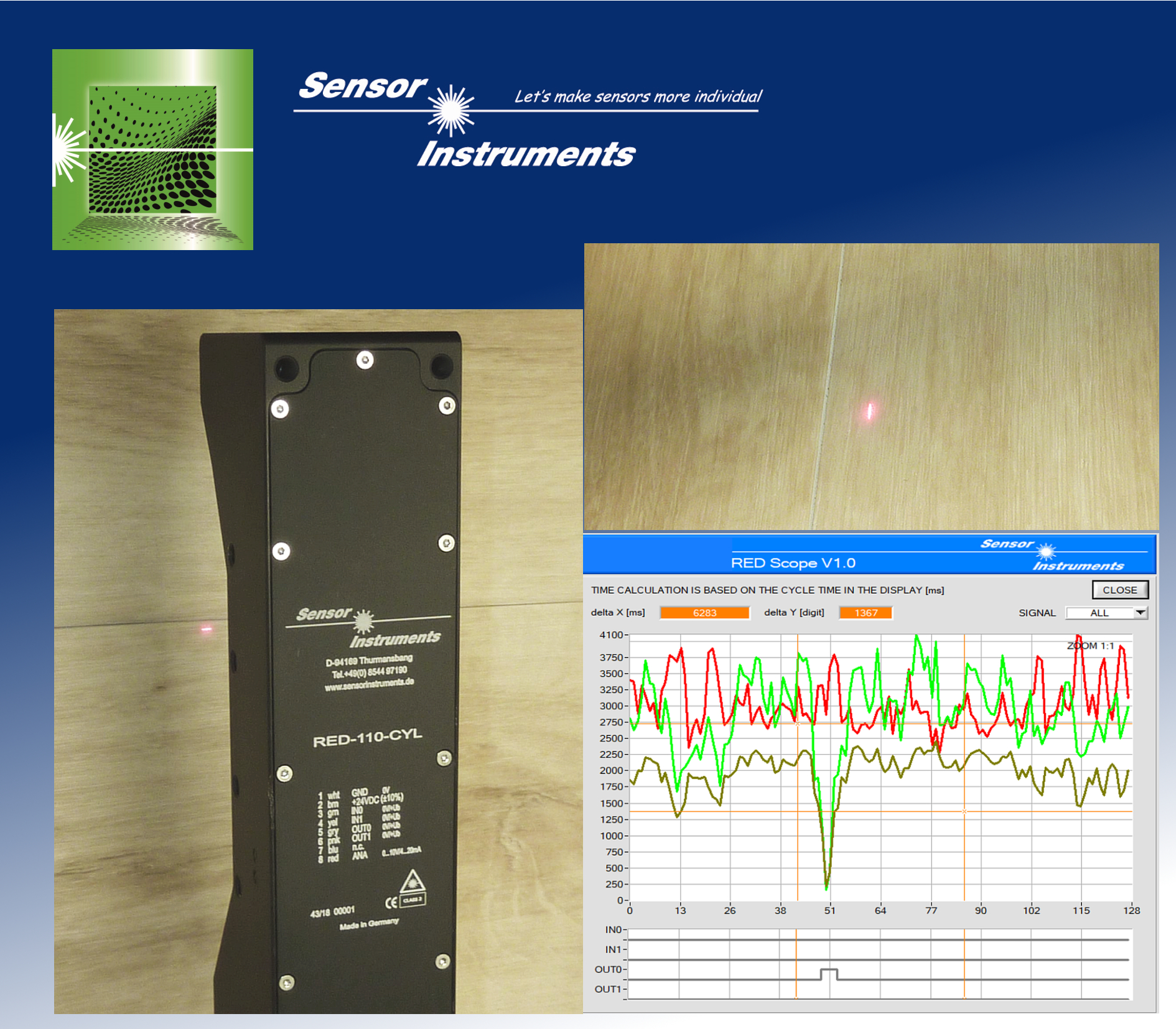 RED-110-L Serie RED |
| Después de lacar las placas metálicas, se debe medir el grado de brillo y el color. Para poder reaccionar lo más rápidamente posible ante cualquier desviación del nivel de brillo con respecto al valor de consigna, la medición del brillo se realiza de forma inline y lo más cercana posible al lugar de los hechos, es decir, inmediatamente después del proceso de lacado. Para medir el nivel de brillo desde una distancia de 15 mm hasta el objeto se utiliza un sensor de brillo de la serie GLOSS (GLOSS-15-60°). ► Comunicado de prensa (Word/pdf) |
 GLOSS-15-60° Serie GLOSS |
| Además de las películas de plástico, las películas a base de papel se utilizan cada vez más en el sector del mueble y en los revestimientos de suelos. Papeles decorativos ya hay para cocinas, muebles y suelos laminados. Tanto para las láminas decorativas de plástico como para las de papel, es igualmente importante garantizar una calidad constante y un aspecto brillante durante la producción. El sensor de brillo en línea GLOSS-15-60°, que puede utilizarse para medir continuamente el nivel de brillo de las láminas decorativas, puede contribuir de forma decisiva a ello. ► Comunicado de prensa (Word/pdf) |
 GLOSS-15-60° Serie GLOSS |
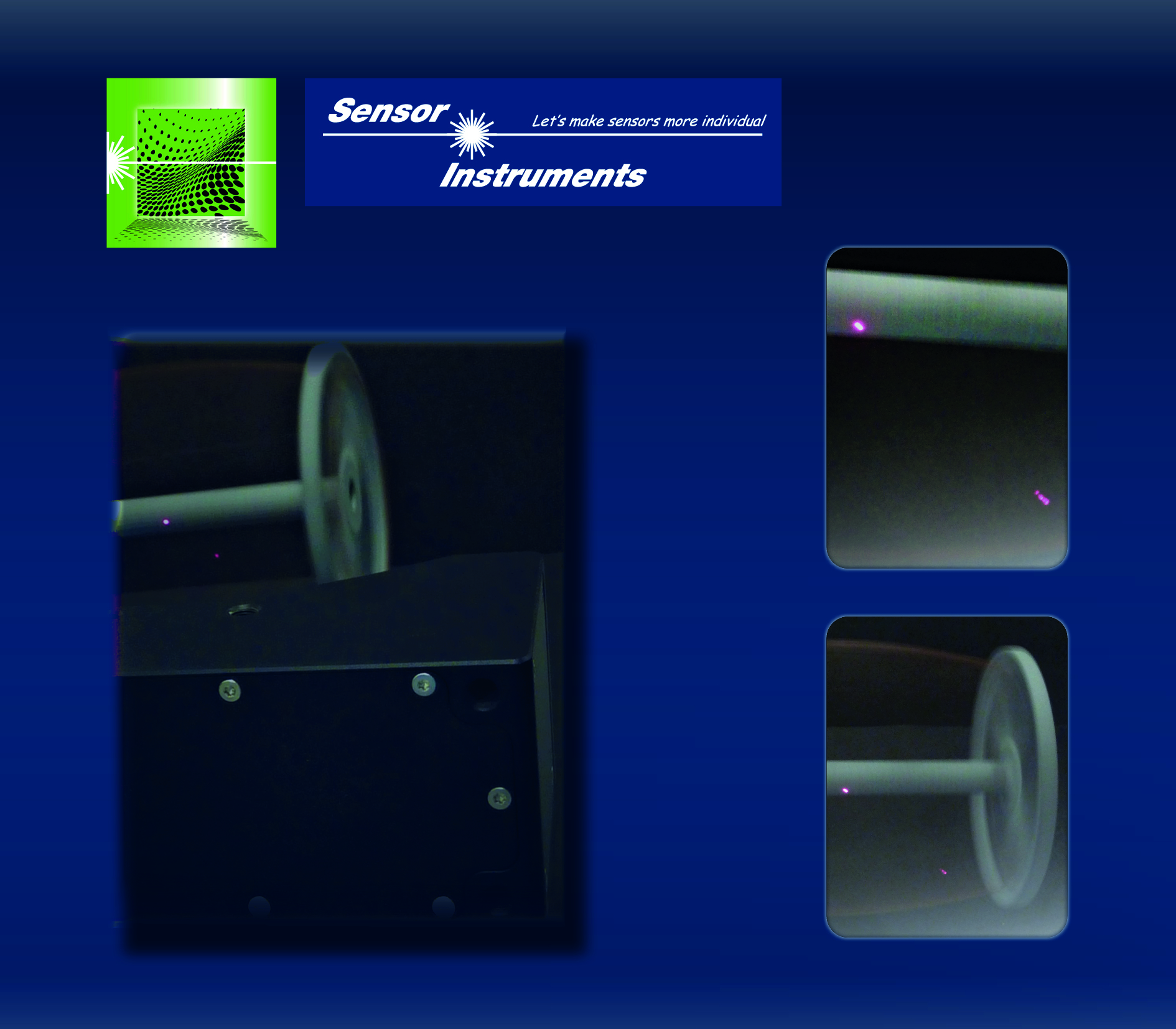
| Como uno de los últimos pasos durante la producción de ventiladores centrífugos y axiales, se comprueba la característica de frecuencia correcta en función de la tensión continua aplicada al ventilador. El tipo más sencillo de medición de frecuencia puede lograrse utilizando un sensor de haz directo (por ejemplo, un D-LAS2-d1,0-T + D-LAS2-Q-d1,0-R-HS, equipado con una frecuencia de conmutación de 300 kHz). Sin embargo, a menudo sólo se puede acercar a las paletas del rotor de la versión de ventilador correspondiente desde un lado durante la prueba, por lo que se debe utilizar una variante de luz reflejada como alternativa. Aquí, los detectores de bordes de la serie RED (RED-50-L o RED-110-L) pueden funcionar bien. ► Comunicado de prensa (Word/pdf) |
 RED-50-L, RED-110-L Serie RED |
| En la producción de tubos flexibles de aluminio, la longitud medida del tubo flexible es menos importante que el número de arrugas, ya que la longitud real sólo puede medirse con una precisión insuficiente debido al "efecto acordeón" del material. Para el recuento de arrugas puede utilizarse un detector de bordes de la serie RED (por ejemplo, RED-50-L o RED-110-L). El tubo flexible de aluminio se mueve a lo largo del sensor láser durante el conteo de bordes. El sensor proporciona una señal de salida digital para cada borde. ► Comunicado de prensa (Word/pdf) |
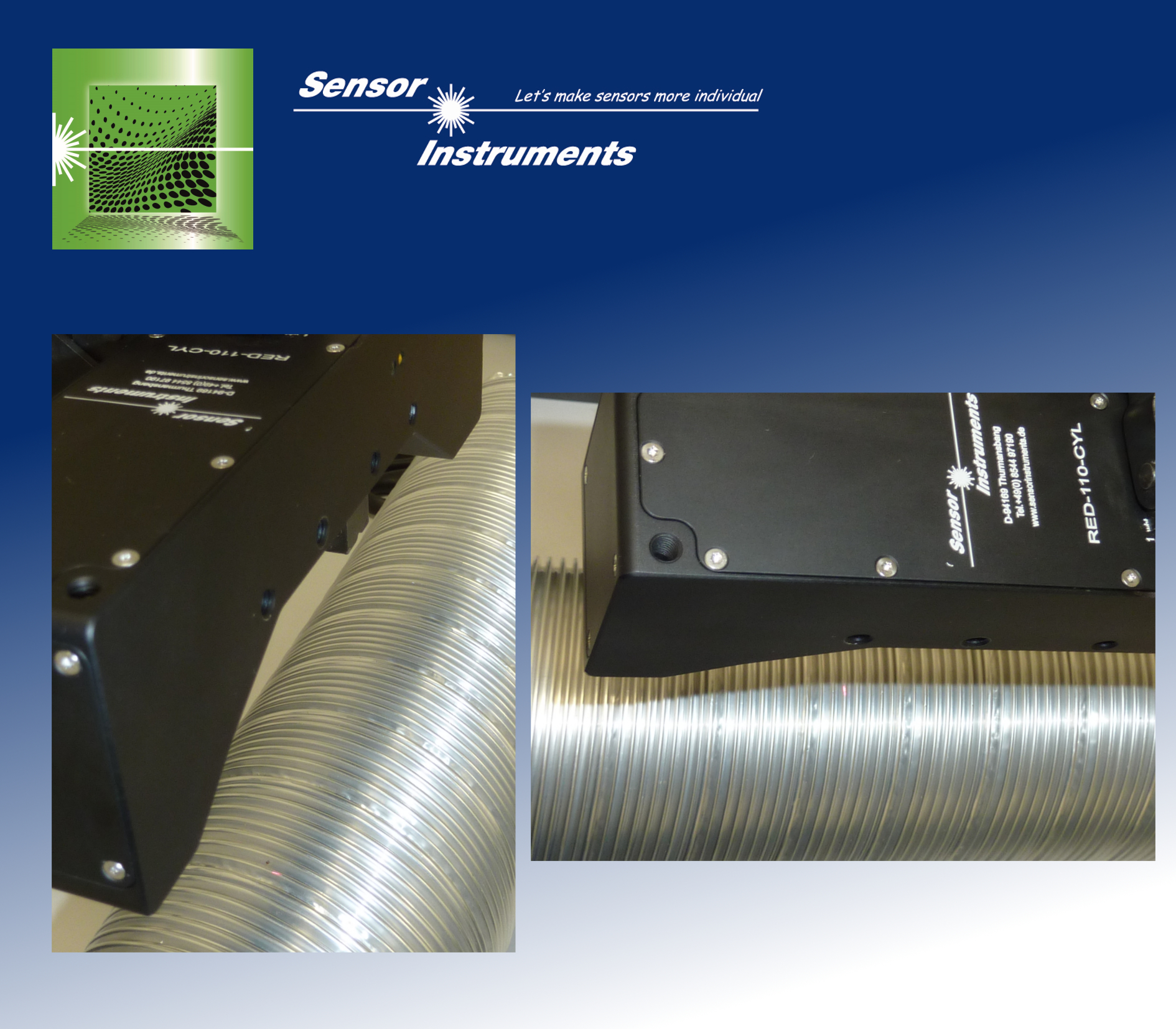 RED-50-L, RED-110-L Serie RED |
| Se debe medir la frecuencia de las ruedas de los compresores utilizados en los turbocompresores. Esto puede originar velocidades de hasta 300.000 revoluciones por minuto. Normalmente estas ruedas compresoras tienen 10 álabes y el material es de aluminio fresado. Si se intenta determinar ópticamente la frecuencia de las ruedas de estos compresores, hay que tener en cuenta que cada una de estos álabes provoca un cambio de señal: se pueden producir hasta 3.000.000 de conmutaciones por minuto, lo que da lugar a una frecuencia de aprox. 50 kHz (en relación con los álabes). Incluso un detector de bordes del tipo RED-50-P o RED-110-P con su frecuencia máxima de escaneo de 100 kHz, empieza a "entrar en calor"). ► Comunicado de prensa (Word/pdf) |
.jpg) RED-50-P, RED-110-P Serie RED |
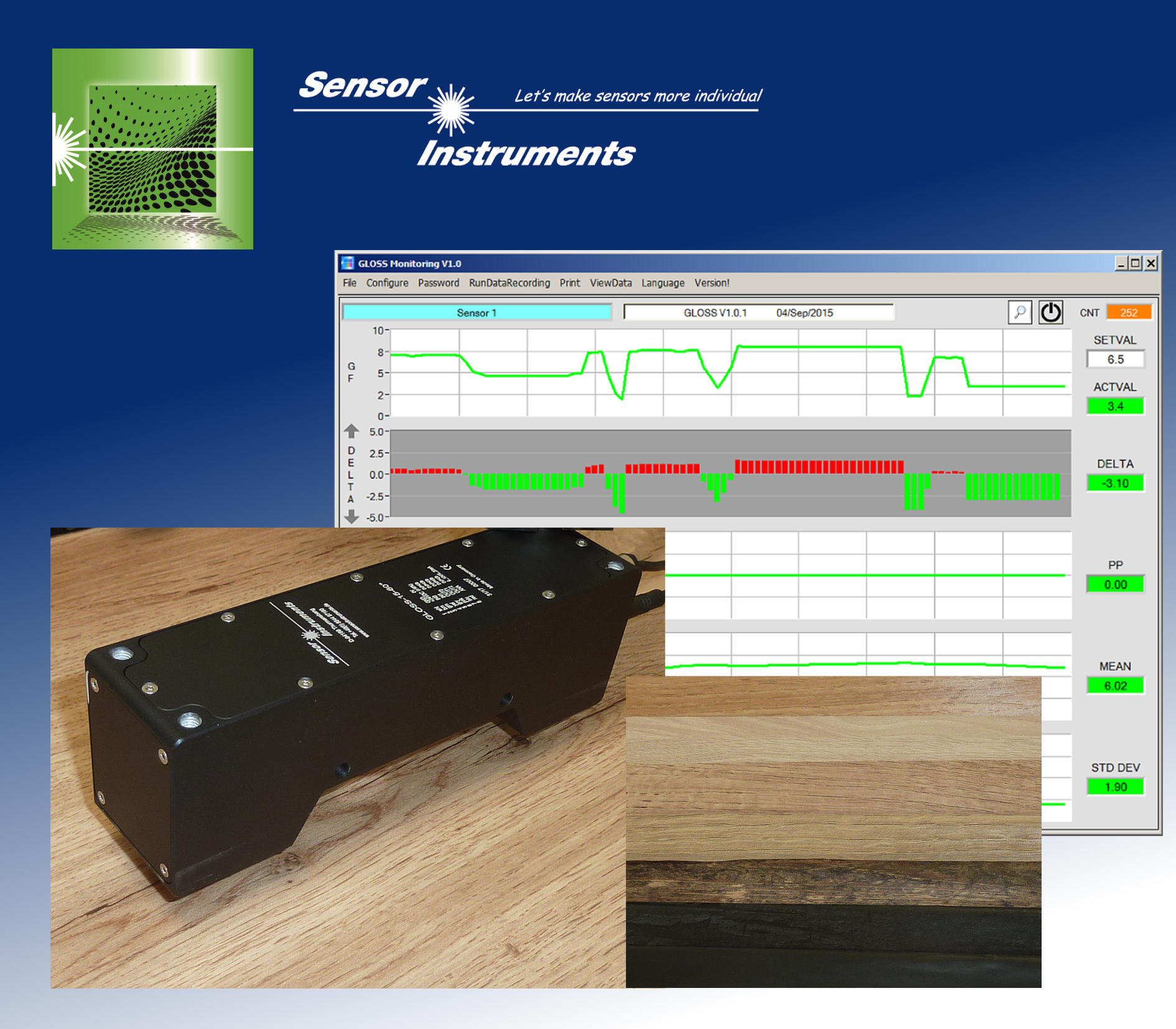
| Durante la fabricación de papel de lija se debe tener cuidado de que el tamaño de grano del abrasivo (p. ej. óxido de aluminio o carburo de silicio) se encuentre dentro del rango de tolerancia permitido. Las pruebas de laboratorio realizadas de antemano han demostrado que el grado de brillo de la superficie del papel abrasivo se correlaciona bastante bien con el tamaño de grano: cuanto más pequeño es el tamaño de grano, mayor es el grado de brillo asociado. ► Comunicado de prensa (Word/pdf) |
 GLOSS-5-85°, GLOSS-15-60° Serie GLOSS |
| En la fabricación de cables y líneas de alta tensión, los conductores aislados o los cables de aluminio deben estar trenzados entre sí. Este proceso se lleva a cabo en la práctica mediante sistemas de encordado. Los conductores individuales o alambres se enrollan alrededor de un conductor central o alambre central. Para controlar la rotura de un hilo o de un núcleo, el hilo o el núcleo se puede examinar con relativa facilidad utilizando una barrera láser unidireccional adecuada mediante el método de luz transmitida. Se puede realizar una monitorización de los cables exteriores mediante un detector de bordes de la serie RED (RED-110-P-F60). ► Comunicado de prensa (Word/pdf) |
 RED-110-P-F60 Serie RED |
| En la tecnología es un poco como en la vida real: no siempre es cuesta abajo o cuesta arriba. Más bien, después de un "abajo" hay un "arriba" de nuevo, como también es el caso de los bordes: por regla general, un borde ascendente es seguido por un borde descendente y viceversa. Dentro de la serie de detectores de bordes, el RED-60-CLS-L y el RED-60-CLS-P permiten ahora la detección de bordes ascendentes y descendentes.... ► Comunicado de prensa (Word/pdf) |
RED-60-CLS-L, RED-60-CLS-P Serie RED |
| Los instrumentos portátiles para medir los niveles de brillo se utilizan con éxito en la industria desde hace años. Tres ángulos de visión se han establecido como estándar: 20°, 60° y 85°, medidos con respecto al eje vertical. Una excepción es la industria papelera, que utiliza principalmente un ángulo de visión de 45° y 75°. La reflexión directa en la superficie del objeto a investigar se utiliza para determinar el nivel de brillo. |
 Sensores de brillo Serie GLOSS |
| El material filtrante se pliega de modo que se pueda conseguir el rendimiento requerido en la fabricación de filtros de aceite y aire para la industria del automóvil, proporcionando así una superficie filtrante elevada en un espacio reducido. Dependiendo del tipo de filtro, hay diferentes profundidades de plegado y número de pliegues..
|
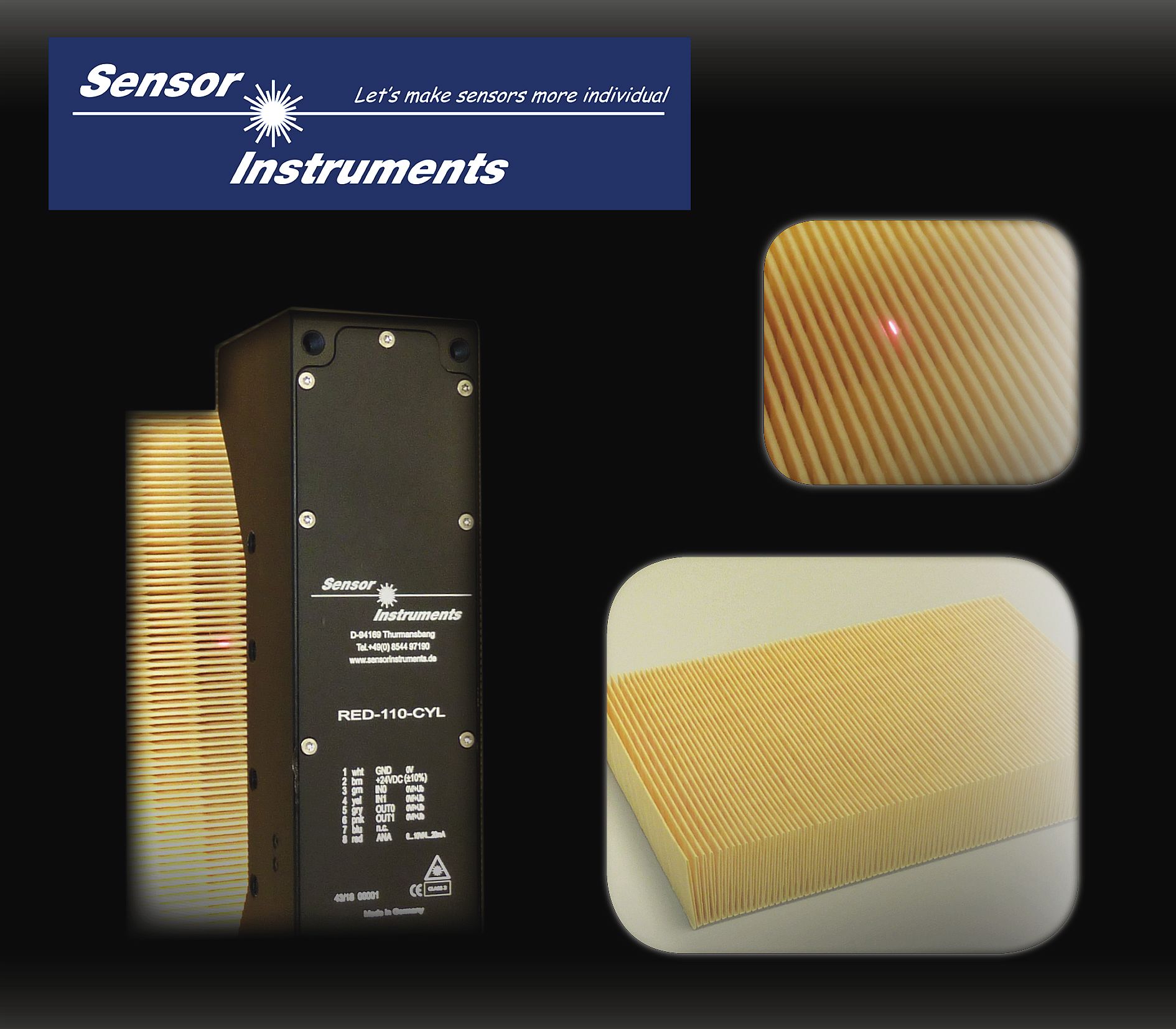 |
| Detector de borde laser RED-110-L |
| Cuando se detectan costuras de soldadura, probablemente se piensa primero en los sensores de contraste o de color, ya que la costura de soldadura difiere ópticamente del resto de la superficie del producto en la mayoría de los casos. Sin embargo, la práctica ha demostrado que estos métodos se caracterizan por su frecuente reajuste o reparametrización.
|
 |
| Detector de borde laser RED-110-L |
21.01.2019
| Los detectores precedentes han llegado a sus límites, especialmente cuando se trata de detectar y contar objetos apilados y transparentes, como vasos o tapas de plástico. Sin embargo, es importante colocar el número exacto de objetos en una unidad de embalaje, especialmente durante el empaque. La serie RED es una solución (para esta aplicación se utilizó un RED-110-L).
|
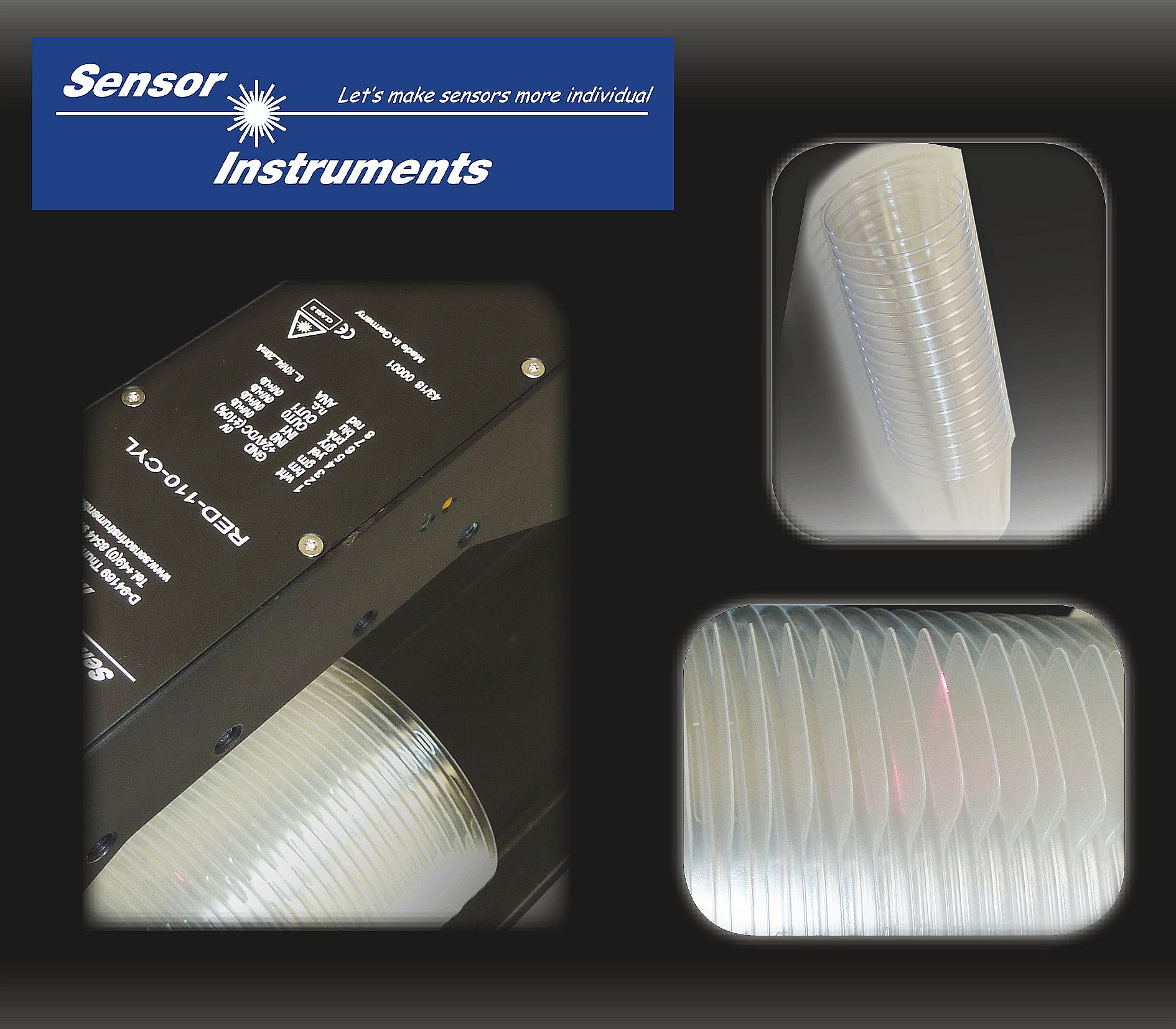 |
| Detector de borde laser RED-110-L |
26.11.2018
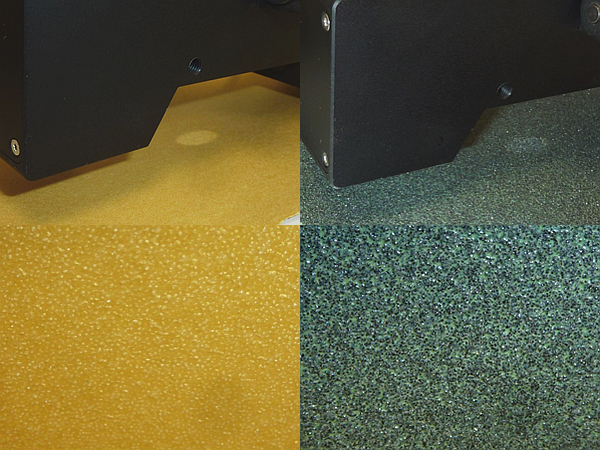
| Al principio todo parecía muy claro, otra tarea de medición que podríamos realizar con toda seguridad con un sensor de la serie GLOSS. Después de todo lo que nos dijo el cliente, todo se inclinaba por una medición del grado de brillo, la única pregunta al principio era: ¿en qué ángulo medir: 20°, 60° o aproximadamente 85° con respecto a la vertical?
|
 |
| Sensor de brillo GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Al embalar cajas de cartón, revistas u hojas individuales, se debe garantizar el número de copias de un paquete. En muchos casos, el material se transporta de forma solapada antes de ser embalado por un apilador, en el caso de revistas, periódicos o material publicitario. Dependiendo del espesor de los ejemplares y de su velocidad de transporte (hasta 10 m/s), el flujo de solapamiento puede asumir diferentes alturas. ► Comunicado de prensa |
 |
| Detector de borde laser RED-110-L |