








Traduci questa pagina:
Controllo del colore e colorimetria
16.02.2021
| Quando si tingono le fibre tessili, sarebbe opportuno, se possibile, misurare la tonalità cromatica in linea all'inizio del processo di tintura. L'informazione sulla tonalità cromatica corrente, il cosiddetto valore effettivo, può essere confrontata mediante PLC con il valore nominale della tonalità di colore. La differenza tra questi due valori di colore indica quindi se occorre aggiungere più o meno colore al bagno di tintura. Per la misurazione del colore del fascio di fibre, è adatto un sensore di colore tipo SPECTRO-3-28-45°/0°-MSM-ANA-DL, che ha un'illuminazione a tutto tondo a 45° e rileva il colore in modo normale (sotto 0°). In questo modo si evitano, per quanto possibile durante la misurazione, i riflessi diretti, come quelli causati dalla vernice ancora bagnata. La distanza dal sensore dal fascio di colore è tipicamente di 28 mm e l'area di rilevamento ha un diametro di circa 10 mm a questa distanza. ► al comunicato stampa (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL Serie SPECTRO-3-MSM-ANA |
08.02.2021
| Indumenti usati di diversi colori, che scorrono su un nastro trasportatore, devono essere smistati in base al colore. Sia l'ordine, l'orientamento dei capi, che la piegatura, piatta o a sbuffo, sono di natura casuale. Inoltre, gli indumenti usati vengono trasportati singolarmente, cioè con uno spazio tra i singoli tessuti, in modo che la vista del rispettivo indumento sia possibile verticalmente dall'alto. Inoltre, la velocità di trasporto del nastro trasportatore è costante ovvero corrisponde a circa 1m/s. Non appena è stato determinato il colore del rispettivo indumento, uno degli ugelli di soffiaggio, attivato con effetto ritardato, garantisce che il tessuto arrivi nel contenitore previsto per il rispettivo colore. Durante le analisi preliminari, è emerso che il sensore di colore SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG sia la scelta migliore per questa misurazione. ► al comunicato stampa (Word/pdf) |
 SPECTRO-3-1000-COF-d50.0-CL-MSM-DIG Serie SPECTRO-3-MSM-DIG |
25.01.2021
| I vetri float ottengono la loro forma e spessore, ma anche le loro proprietà superficiali dal trasporto del vetro fuso su stagno liquido. Il vetro fuso galleggia sul bagno di stagno e ottiene così una superficie piana (lato stagno) adattata al bagno di stagno. Sulla superficie del vetro rivolta verso il bagno di stagno (lato aria), viene utilizzato un bruciatore a gas per garantire un profilo di temperatura specifico, in modo che il vetro fuso possa gradualmente raffreddarsi e quindi assumere la sua forma successiva. Per l'ulteriore lavorazione del vetro float è importante sapere dove si trova il lato stagno e dove si trova il lato aria. Le micro-inclusioni di stagno possono, ad esempio, influenzare la resistenza elettrica della superficie del vetro (applicazione di strisce di contatto metalliche sul lunotto posteriore di un'automobile), ma anche quando si applicano ulteriori strati sulla superficie del vetro (ad esempio nanostrati) è decisivo per l'applicazione successiva sapere su quale lato viene rivestito il vetro float. Il sensore di contrasto UVC SPECTRO-1-20-UVC-DIL della Sensor Instruments GmbH consente di controllare il lato stagno e il lato aria della superficie del vetro. ► al comunicato stampa (Word/pdf) |
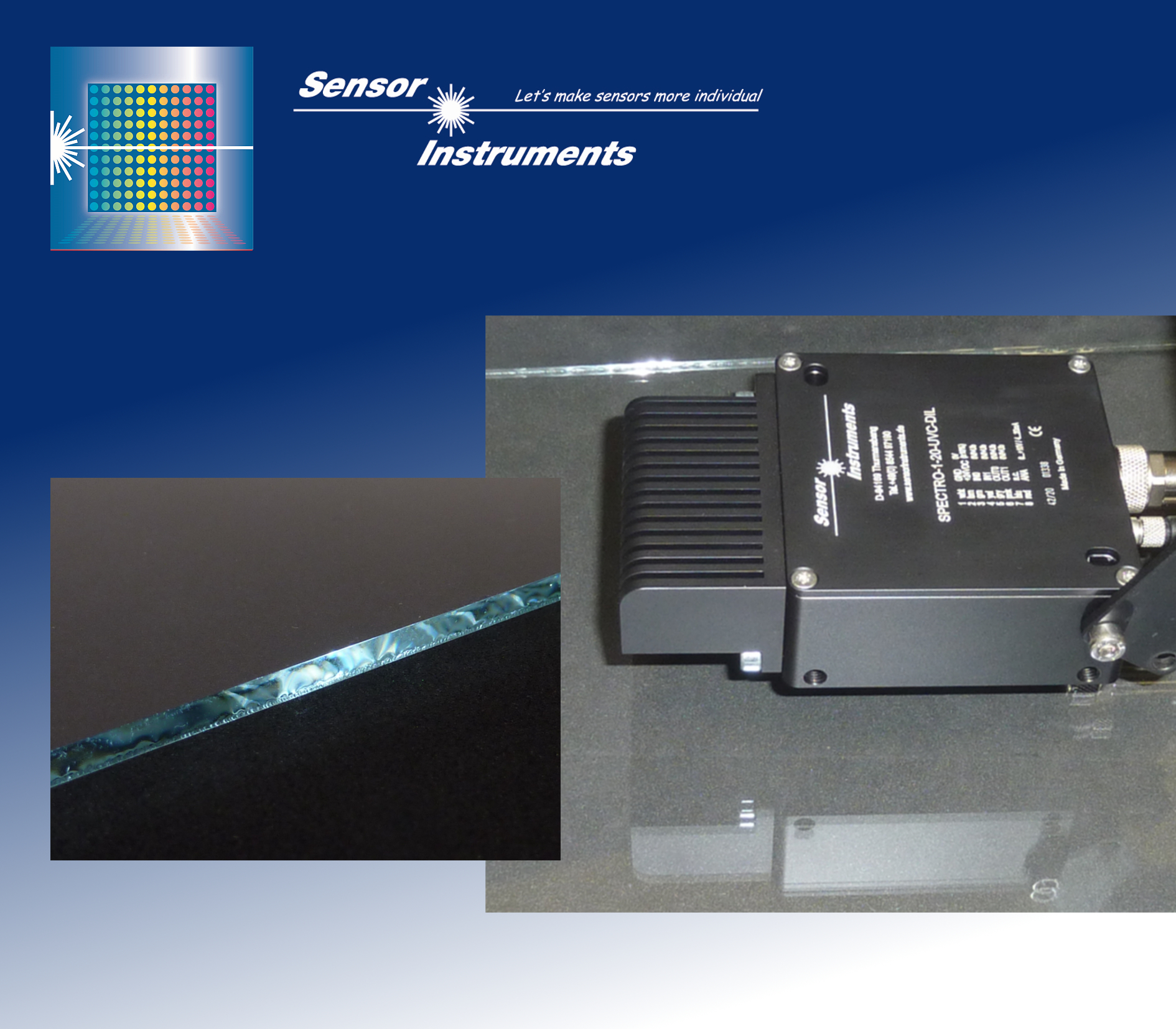 SPECTRO-1-20-UVC-DIL Serie SPECTRO-1 |
26.10.2020
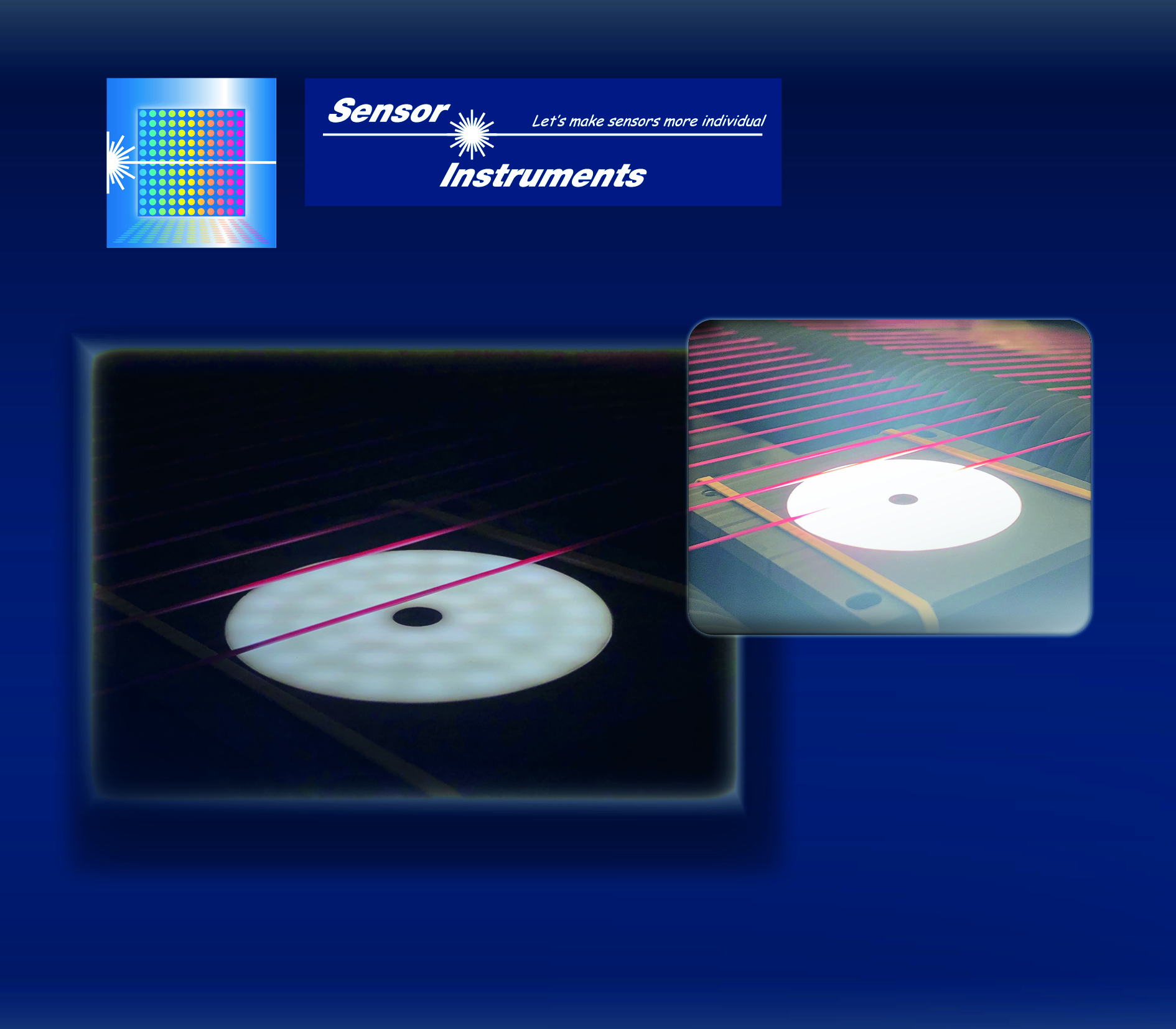
| L'impiego dei materiali plastici riciclati.
È stato un parto difficile! Dopo anni passati all'ombra del cosiddetto materiale vergine, i riciclati di plastica hanno finalmente riscosso il successo che meritano. Le ragioni di questo sono molte. Inizialmente, la plastica riciclata era considerata antieconomica a causa della complessa lavorazione necessaria dal punto di vista tecnico; nel frattempo, però, grazie alle tecnologie migliorate, se ne è aumentata la qualità e, al tempo stesso, se ne sono ridotti i costi. Tuttavia, i riciclati non sarebbero stati in grado di guadagnare campo se negli ultimi anni l'Unione Europea non avesse gettato le fondamenta legali per un uso sostenibile delle materie plastiche. Dopotutto, la direttiva UE prevede, ad esempio, una quantità minima per l'utilizzo di plastica riciclata in bottiglie di plastica. Nonostante le proprietà migliorate, le plastiche riciclate non eguagliano ancora la qualità del materiale vergine: ne sono un esempio le deviazioni di colore ancora comunemente riscontrabili rispetto alla condizione di destinazione. L'unico rimedio per mantenere il valore nominale del colore di un prodotto da realizzare è l'aggiunta di materiale vergine in modo mirato. Per stabilire l'esatta quantità da aggiungere, è necessaria una misurazione del colore del materiale plastico riciclato. A causa dell'elevata temperatura ambiente, il sistema di misurazione del colore è progettato come sistema a conduttori ottici (KL-D-0°/45°-85-1200-A3.0-VIS) e funziona secondo il metodo di misurazione del colore 0°/45°. Con una dimensione dello spot di luce bianca di 25 mm di diametro, la media ottica viene eseguita su un gran numero di pellet in modo che l'unità di valutazione SPECTRO-3-FIO-MSM-ANA-DL collegata al front end del conduttore ottico possa stabilire con precisione il valore del colore (L*a*b* o xyY). I valori del colore vengono trasferiti al controllo dell’unità dosatrice e, a seconda dello scostamento di colore dal valore nominale, viene aggiunto del materiale vergine. ► al comunicato stampa (Word/pdf) |
SPECTRO-3-FIO-MSM-ANA + KL-D-0°/45°-85-1200-A3.0-VIS Serie SPECTRO-3-MSM-ANA |
09.06.2020
| Sulle piastre metalliche il colore deve essere misurato subito dopo la verniciatura. Si tenga conto che sono presenti sia superfici lucide che superfici molto opache e che il valore del colore deve essere determinato indipendentemente dal grado di lucentezza. Inoltre la misurazione deve essere effettuata inline, da un lato per soddisfare il controllo al 100% e dall’altro per contrastare il più tempestivamente possibile un’eventuale deviazione cromatica presente.
Come sensore colorimetrico si raccomanda uno strumento della serie SPECTRO-3 che funziona secondo il metodo 45°/0° (SPECTRO-3-28-45°/0°-MSM-ANA-DL). ► al comunicato stampa (Word/pdf) |
 SPECTRO-3-28-45°/0°-MSM-ANA-DL Serie SPECTRO-3-MSM-ANA |
04.03.2020
| I fili di plastica di diverso spessore, colore, forma e qualità superficiale sono utilizzati in molti settori diversi. Ad esempio, le racchette da tennis sono realizzate con monofilamenti di poliestere, il profilo triangolare delle corde dà alla racchetta maggiore spin; nel caso dei monofilamenti per la produzione di sacchetti di plastica di grandi dimensioni, le cosiddette Big bag, è indicato principalmente un nastro piatto. Nella produzione della carta, nella zona umida, vengono utilizzati nastri trasportatori in monofilamenti di plastica rotondi e per i fili di platica degli spazzolini da denti viene aggiunto del materiale abrasivo. Recentemente i monofilamenti in plastica trovano applicazione anche nelle cosiddette stampanti 3D. Anche in questo caso si utilizzano fili rotondi di diverso diametro. Oltre alla forma, la costanza del colore è decisiva per il rispettivo utilizzatore, poiché le deviazioni cromatiche vengono spesso interpretate come fluttuazioni di qualità del materiale plastico. Soprattutto con prodotti tessuti come schermi di plastica, Big bag e racchette da tennis, anche le più piccole sfumature di colore (tipicamente a partire da una differenza di colore di dE=1) possono essere percepite dall'osservatore. È quindi consigliabile o necessario per il produttore controllare il colore dei monofilamenti già in fase di produzione, quindi inline. Le dimensioni dell’oggetto, la forma e la lucentezza dei monofilamenti in plastica hanno sinora reso difficile l’impiego di colorimetri inline, tanto più se con il monitoraggio si doveva rilevare in modo affidabile una deviazione di colore di > dE = 0.7.
► al comunicato stampa (Word/pdf) |
 SPECTRO-3-12-DIF-MSM-ANA-DL Serie SPECTRO-3-MSM-ANA |
07.11.2019
| Conduttori ottici a barra
Sempre più veicoli vengono equipaggiati negli interni, il cosiddetto settore ambiente, con conduttori ottici a barra. Li troviamo nel rivestimento delle portiere, nel cruscotto, nella consolle centrale e anche nel rivestimento del veicolo. La luce viene diretta dai conduttori ottici a barra attraverso bande piatte semitrasparenti negli interni auto. Una disomogeneità nel conduttore ottico a barra influenzerebbe la diffusione della luce disaccoppiata. Viaggiando al buio un osservatore percepirebbe all'interno del veicolo una sorta di macchia luminosa o, comunque, una macchia scura lungo la banda luminosa e risulterebbe quindi disturbante. ► al comunicato stampa (Word/pdf) |
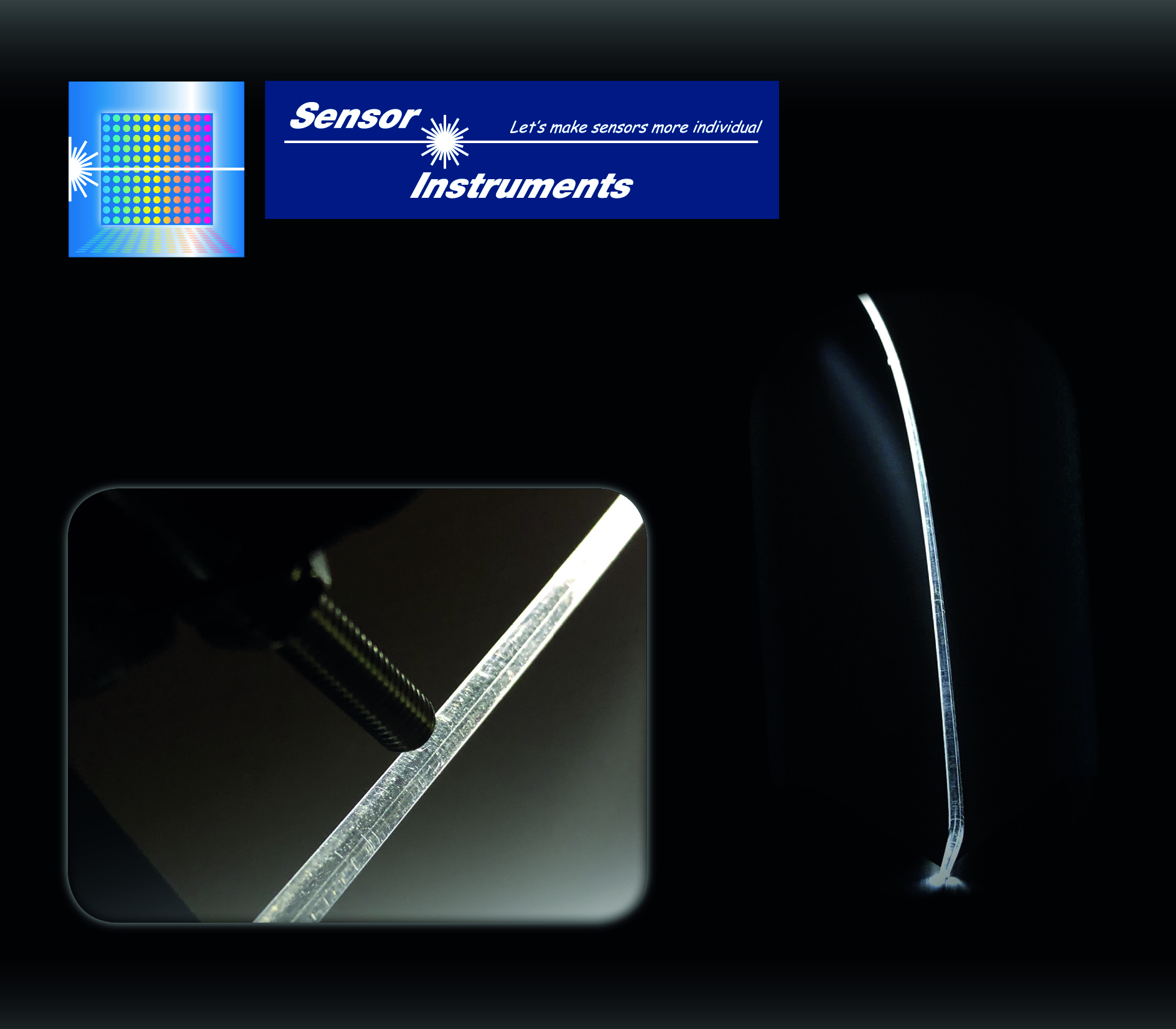 SPECTRO-3-FIO-ANA-LEDCON-HA Serie SPECTRO-3-ANA |
22.03.2019
| Il 95% delle superfici in vetro piano prodotte industrialmente viene ormai realizzata con il processo del vetro float. In questo processo, il vetro liquido viene continuamente immesso in un bagno di stagno liquido. Grazie al suo peso inferiore, il vetro fuso galleggia sulla superficie nuda dello stagno e forma una pellicola uniformemente spessa ed estremamente liscia su un bagno di stagno oblungo. Il lato del vetro rivolto verso la fusione dello stagno è leggermente contaminato dallo stagno e ha quindi effetti conseguenti sulla successiva lavorazione del vetro float, come ad esempio il rivestimento della superficie del vetro. Nella successiva lavorazione del vetro float è quindi importante distinguere la superficie contaminata dal bagno di stagno dal cosiddetto lato del fuoco (lucidatura a fuoco, durante la produzione del vetro float viene riscaldato il lato del vetro rivolto verso l'esterno della fusione dello stagno).
|
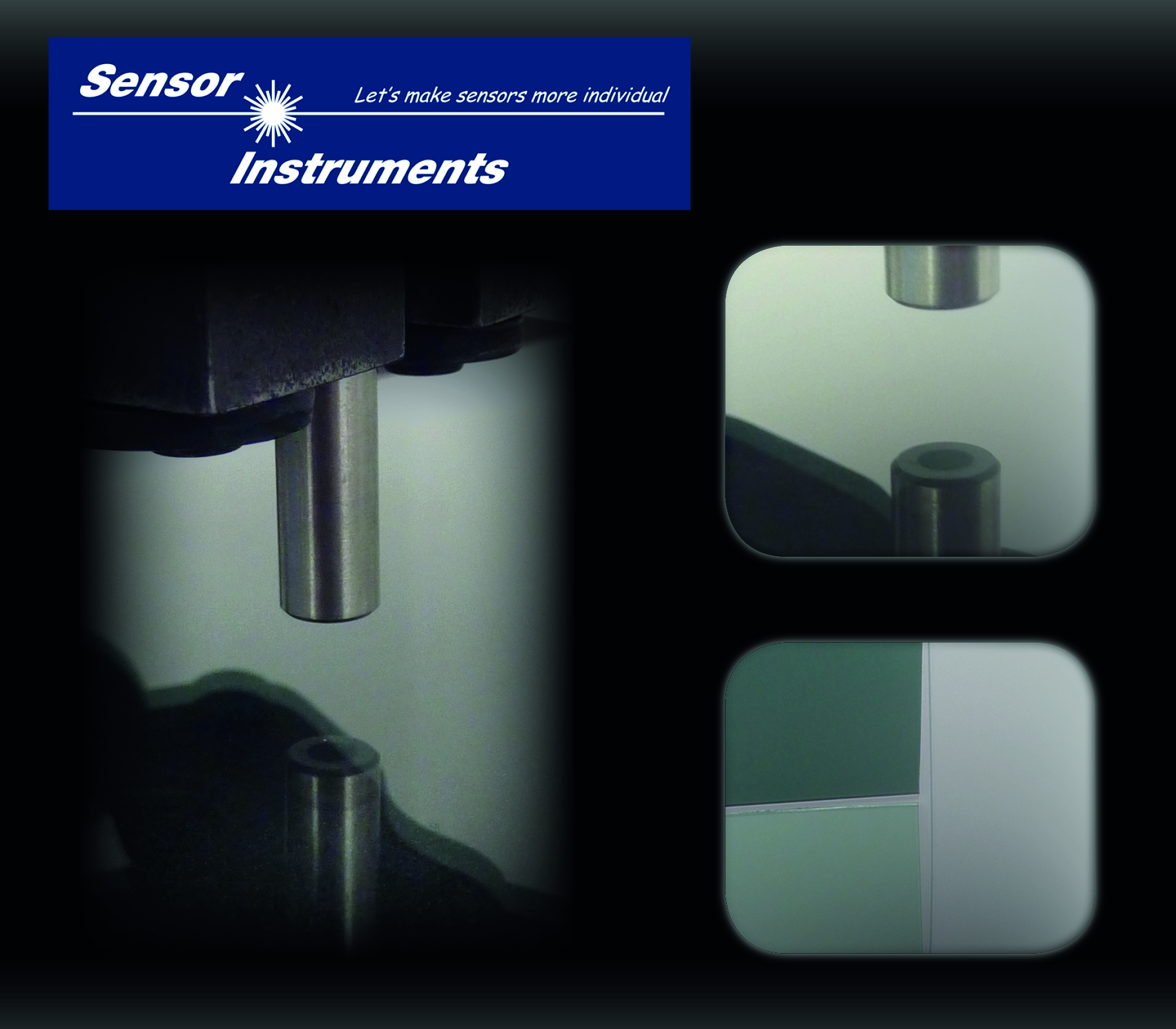 Sensore di contrasto SPECTRO-1-FIO-UVC/UVC |
09.11.2018
Finora, il controllo del colore durante la produzione di vernici colorate veniva effettuato principalmente in laboratorio. Occorreva quindi prelevare un campione di vernice e controllare poi il colore sul sottile strato essiccato di vernice. Questo processo richiede naturalmente un certo tempo, tempo durante il quale la produzione di vernice potrebbe eventualmente uscire fuori dalla tolleranza ammessa e ciò richiederebbe un post-trattamento dispendioso in termini di tempo e denaro. ► al comunicato stampa |
 |
| Sensore di misurazione del color SPECTRO-3-28-45°/0°-MSM-ANA-DL |