Ejemplos prácticos de la utilización industrial
SPECTRO-3-FIO-SL
1) Seleccione un idioma:
|
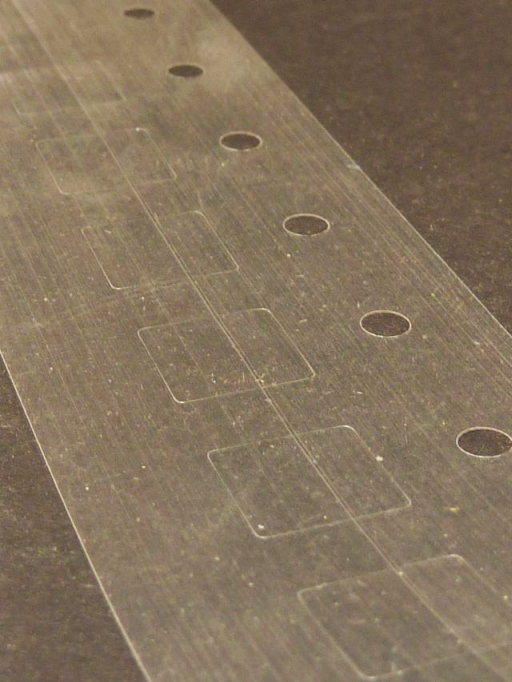
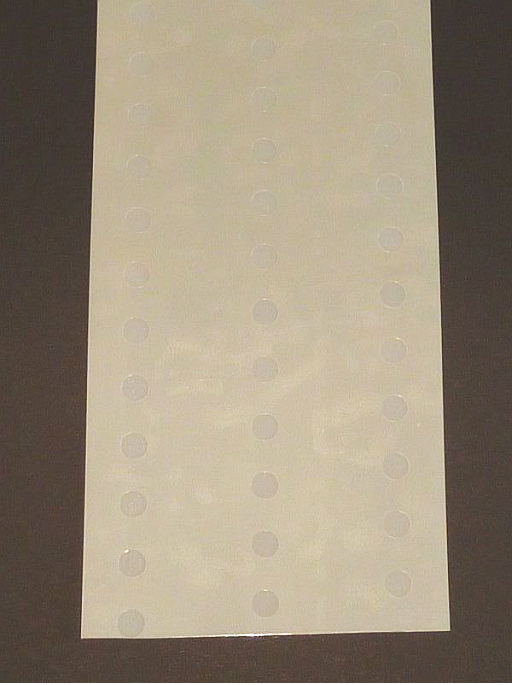
透明なプラスチックフィルムからパンチ穴の検出 透明なプラスチックフィルムからパンチで空けた穴を検出します。 Punched hole detection at transparent plastic film Punched holes should be detected at transparent plastic films. |
|
||
|
ボビンの巻き工程中の糸層の検査 ボビンの巻き取り工程中に、適切なテキスタイルの色の位置を検査します。 Winding control of yarn on a pirn During the winding of yarn, the correct winding should be controlled. |

|
||
|
プラスチックのペンハウジングの色識別 プラスチック製のブッシングの色を検査します。 Color differentiation of plastic pen housings The color of plastic bushings should be controlled. |

|
||
|
金属ピンの向き検査 金属ピンの向きを検査します。 Direction control of metal pins The direction of metal pins should be controlled. |

|
||
|
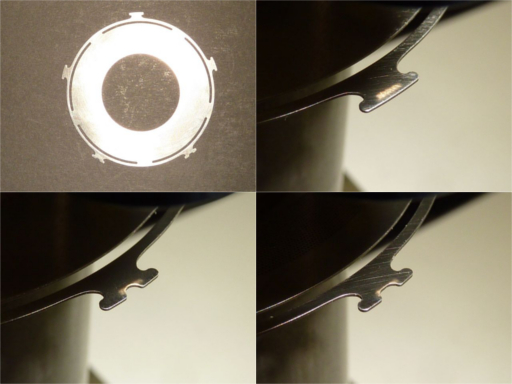
金属プレス部分の突出部にあるくぼみの有無検査 金属プレス加工部分にある突出部の切欠の有無を検出します。さらに、半円形の切欠と楕円形の切欠と区別します。 Presence control of a notch in a lobe of a metal stamping part The presence of a notch in a lobe of a metal stamping part should be detected. Furthermore a semicircular notch must be differentiated from an elongated notch. |
|
||
|
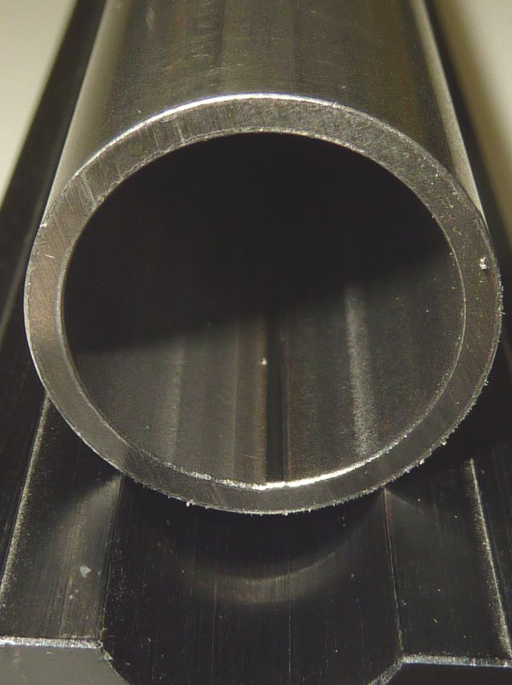
コアリテーナの溶接線の検出 内部パイプから溶接線の位置を検出します。 Detection of the welding line in the core retainer The position of the welding line should be detected in inner pipes. |
|
||
|
プラスチック製軸上の編み糸の有無検査 プラスチック製のスピンドルから編み糸の有無を検査します。 Yarn presence control on plastic spindle The presence of a yarn on a plastic spindle should be controlled. |

|
||
|
金属ロッドの向き検査 金属ロッドの向きを検査します。この検査では、片方が平らにプレスされた形状で、もう片方が丸い形状をしたロッドを使用します。 Direction control of a metal rod The direction of a metal rot should be controlled. At this, the metal rod is flat press formed at the one side and at the other end round in shape. |

|
||
|
空気圧シリンダーの識別 2つの空気圧シリンダーを識別します。この検査中、シリンダーを軸に沿って回転させることが出来ます。 Differentiation of pneumatic cylinders Pneumatic cylinders should be differentiated. At this, the cylinder can be rotated along its axis. |

|
||
|
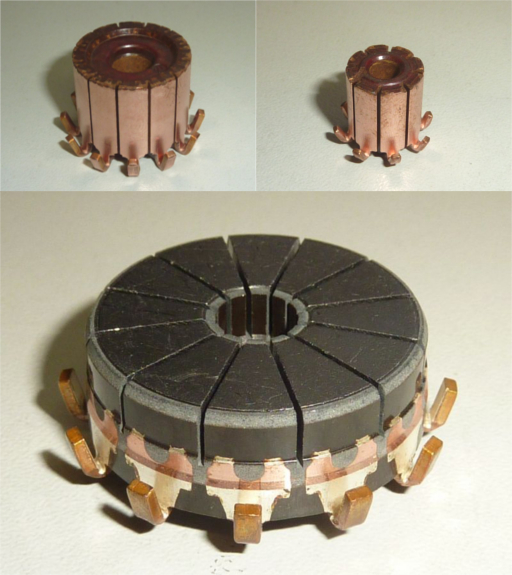
電気モーターの鉄心のギャップ検出 電気モーターの鉄心のキャップを高速回転中に検出します。 Gap detection on iron cores of electrical motors The gaps on iron cores of electrical motors should be detected during the fast rotation. |
|
||
|
金属スレッドの先のプラスチック残留物の検出 金属スレッドの開始地点からプラスチック残留物を検出します。 Detection of plastic residues on the start of metal thread Plastic residues on the start of metal threads should be detected. |

|
||
|
ギアホイールのめねじと穴の有無検査 ギアホイールからめねじと穴の有無を検査します。また、穴がドリルビットなどからブロックされていないかも検査します。 Presence control of an inside thread and a hole at a gear wheel The presence of an inside thread and a hole at a gear wheel should be controlled. Furthermore it should be controlled, whether the hole is blocked from e.g. a drill bit. |

|
||
|
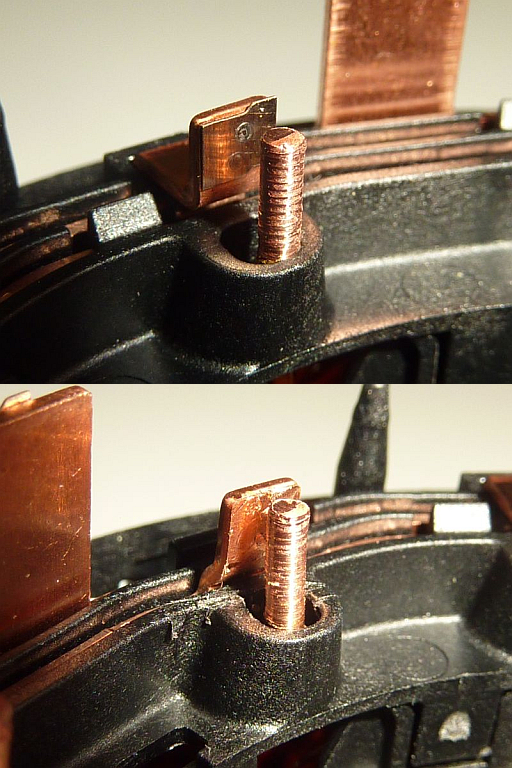
銅接点上の小さな金属板の有無検査 小さくて薄い金属板の有無を検査します。 Presence control of small metal plates on a copper contact The presence of a small and thin metal plate should be detected. |
|
||
|
プラスチックフィルムの深さ検出 半透明プラスチックフィルムのくぼみを検出します。検査は上方向からのみ行います。 Detection of a deepening in a plastic film Depressions in a semitransparent plastic film should be detected. The detection is only possible from above. |
|
||
|
リアシェルフのファスナーの有無検査 リアシェルフにファスナーがあるか検査します。 Presence control of a Velcro® strip on rear shelf The presence of a Velcro® strip on a hat shelf should be controlled. |

|
||
|
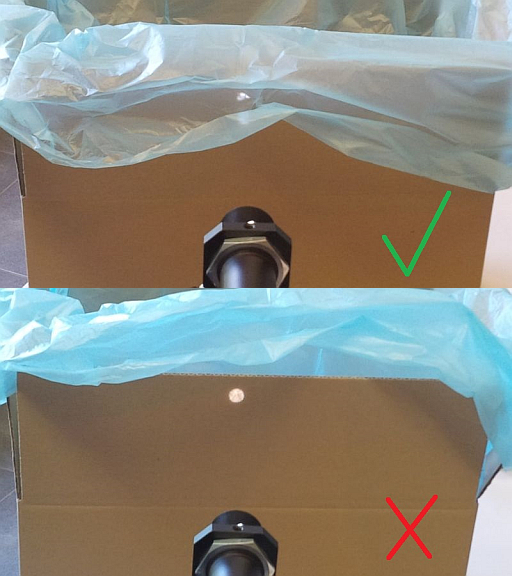
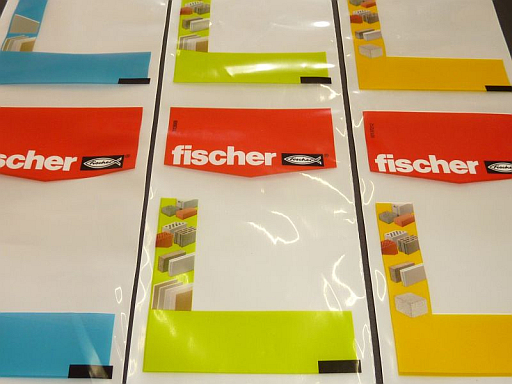
カートンのプラスチックフィルムポジションの検査 カートンにあるプラスチックフィルムの適切な位置をモニタリングします。カートンの上端およそ10mmまでプラスチックフィルムで覆っているかを検査します。 Plastic film position control on cartons The correct position of a plastic film on a carton should be monitored. At this, the plastic film should cover the upper end of the carton around 10mm. |
|
||
|
プラスチックフィルムのカラーマーク検出 光沢のあるプラスチックフィルムから黒色のカラーマークを検出します。背景の色が異なることを考慮して検査してください。 Color mark detection on plastic film A black color mark should be detected on a shiny plastic film. At this, it has to be taken into account that different background colors can occur. |
|
||
|
めねじ内部のねじ止めニスの有無検査 ねじ内部からねじ止めの液体の有無を検査します。 Screw locking varnish presence control on female threads The presence of a thread lock fluid should be controlled on inside threads. |

|
||
|
研磨した金属ピンと未処理の金属ピンの識別 研磨した金属ピンと未処理の金属ピンを識別します。 Differentiation of grinded and raw metal pins Grinded and raw metal pins should be differentiated. |

|
||
|
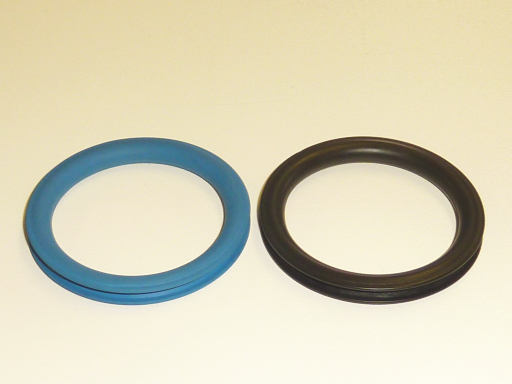
O-リングの色識別 O-リングの色を識別します。O-リングの表面が非常に光沢があることを考慮に入れて検査します。 Color differentiation of O-rings O-rings should be color differentiated. It has to be taken into account, that the surface of the O-ring is very glossy. |
|
||
|
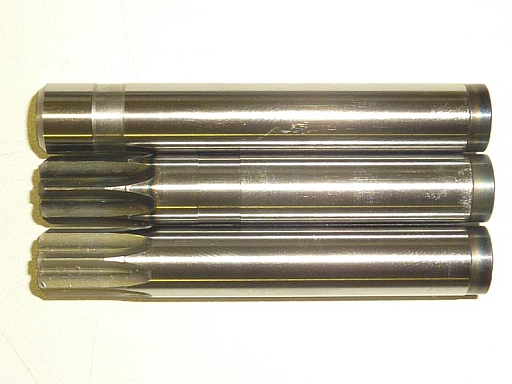
金属ロッドの識別 均一に仕上げた金属ロッドと端にスロットをつけた金属ロッドを識別します。さらに黒色のスロットエンドの金属ロッドとスチール色のエンドの金属ロッドを識別します。 Differentiation of metal rods Metal rods with an even finish should be differentiated from metal rods with a slotted end. Furthermore a metal rod with a black slotted end should be differentiated from a steel colored end. |
|
||
|
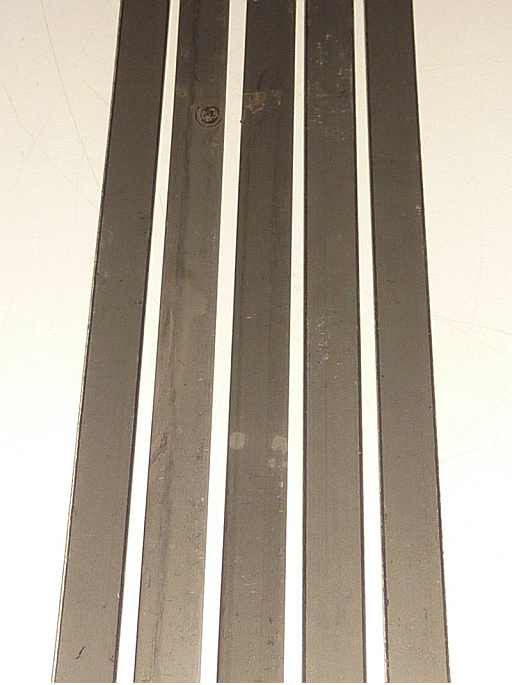
金属バンドの欠陥検出 サイズの異なる暗いまたは明るいスポットを検出します。 Defect detection on metal bands Dark as well as bright spots with different size should be detected on metal bands. |
|
||
|
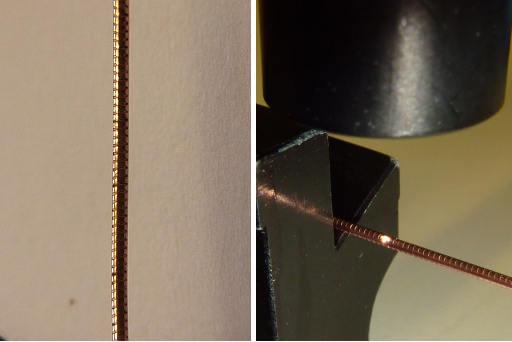
金属ワイヤのスタンプマークの有無検査 銅の色をした金属ワイヤからスタンプした小さな線を検出します。 Stamping mark presence control on metal wires The presence of stamped small lines should be controlled on a copper colored metal wire. |
|
||
|
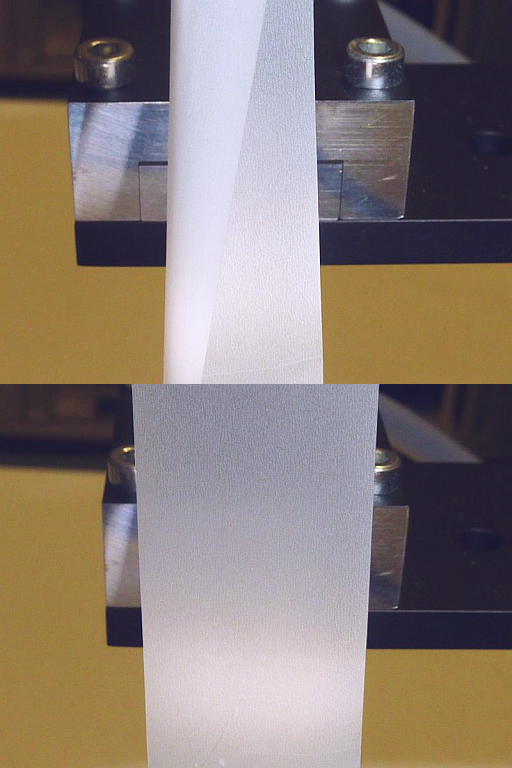
プラスチックフィルムのプランジ検査 無光沢なプラスチックフィルムの折り目を検出します。 Plastic film plunging control Folds in a matt plastic film should be detected. |
|
||
|
金属クランプ上の黄色のストライプ検出 金属クランプから黄色のストライプの有無を検査します。 Detection of a yellow stripe on metal clamps The presence of a yellow striped on metal clamps should be detected. |

|
||
|
プラスチックネジの粘着フィルムの検出 プラスチックスクリューのネジから粘着フィルムの有無を検査します。 Adhesive film presence detection on plastic screws The presence of an adhesive film should be controlled on the thread of plastic screws. |

|
||
|
アルミニウム鋳造のめねじの有無検査 アルミニウム鋳造からめねじの有無を検査します。また、めねじを欠陥ねじと欠陥穴から区別します。 Presence control of a blind thread in aluminum casting An internal thread in an aluminum casting should be detected; furthermore the blind thread should be differentiated from a blind hole. |

|
||
|
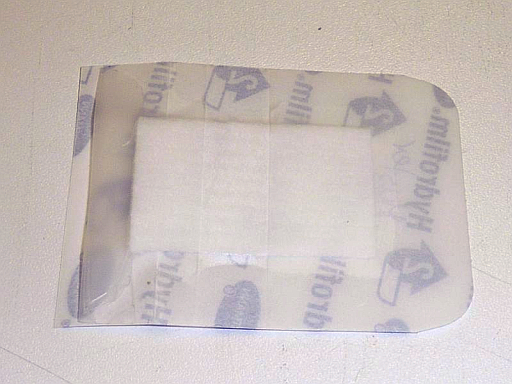
粘着プラスターのギャップ検出 粘着プラスターからテープのギャップの有無を検査します。 Detection of a gap on adhesive plaster The presence of a gap of the tape on an adhesive plaster should be detected. |
|
")
")
")
")
")
")
")
")