1) : 
Construction Industry / Ceramic-finish Industry (Bauindustrie / Keramikverarbeitung)
2) :
Construction Industry / Ceramic-finish Industry (Bauindustrie / Keramikverarbeitung)
2) :
APP N° 727
|
Thickness measurement of thermal insulation panels The thickness of thermal insulation panels should be measured INLINE. |

|
|||||
APP N° 698
|
Distance measurement to insulation panels The distance to insulation panels should be measured. |

|
|||||
APP N° 681
|
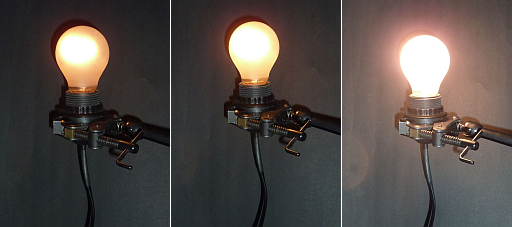
Color and intensity control of filament lamps The color as well as the intensity of filaments lamps should be controlled. |
|
|||||
APP N° 587
|
Moisture control of bricks The moisture of bricks should be controlled. |

|
|||||
APP N° 586
|
Moisture control of clinker bricks The moisture of clinker bricks should be controlled. |

|
|||||
APP N° 585
|
Moisture control of concrete blocks The moisture of concrete blocks should be controlled. |

|
|||||
APP N° 584
|
Moisture of gas concrete The moisture of gas concrete should be controlled. |
|
|||||
APP N° 527
|
Gloss differentiation of coated flagstones from uncoated flagstones Coated flagstones should be differentiated from uncoated flagstones. |

|
|||||
APP N° 522
|
Color measurement of glazed tiles The color of glazed tiles should be inline measured. |
|
|||||
APP N° 503
|
Stone plate thickness control The thickness of stone plates should be measured. At this, the stone plates will be transported on a conveyor belt with a negligible movement in height, thus it can be used as a reference. |

|
|||||
APP N° 490
|
Thickness measurement of polished slabs The thickness of polished slabs should be measured. It should be noted, that the slabs are placed on a reference plate. |
|
|||||
APP N° 489
|
Gloss measurement on polished slabs The gloss of polished slabs should be measured. |
|
|||||
APP N° 488
|
Color control of polished slabs The color of polished slabs should be controlled. |
|
|||||
APP N° 470
|
Roof tile color measurement The color of roof tiles should be inline measured. |
|
|||||
APP N° 453
|
Measurement of the length of gypsum plasterboard The length of gypsum plasterboard should be measured. |

|
|||||
APP N° 346
|
Color control of T-grids for ceiling systems T-grids used for ceiling systems should be color controlled. |
|
|||||
APP N° 333
|
Frequency control of industrial ventilators Ventilators for industrial purposes should be frequency checked. Furthermore the direction of rotation should be controlled. |

|
|||||
APP N° 294
|
Thickness control of shiny aluminum cushions The thickness of different shiny aluminum cushions should be measured. These aluminum cushions are used for heat insulation. At this, the cushions will be transported on a conveyor belt with a very small fluctuation in height, thus the distance to the belt can be used as a reference. |

|
|||||
APP N° 289
|
Evenness control of angle grinder discs The flatness of angle grinder discs should be controlled during the rotation. |

|
|||||
APP N° 149
|
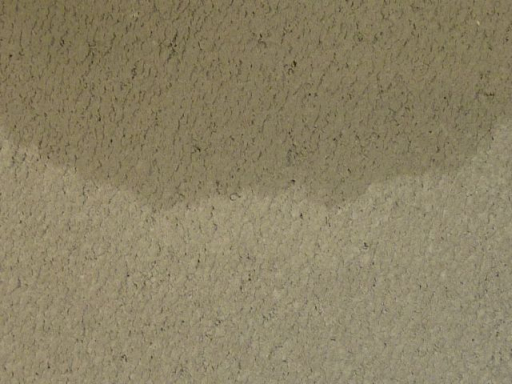
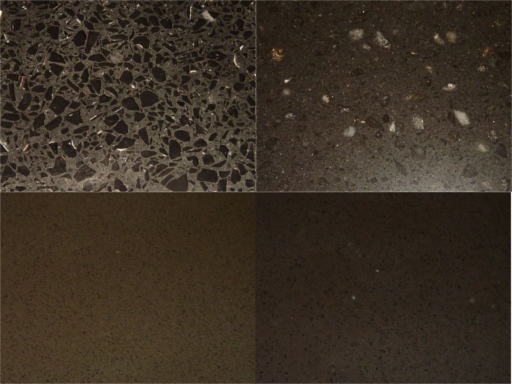
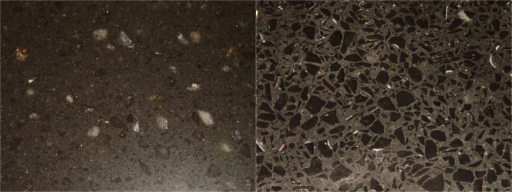
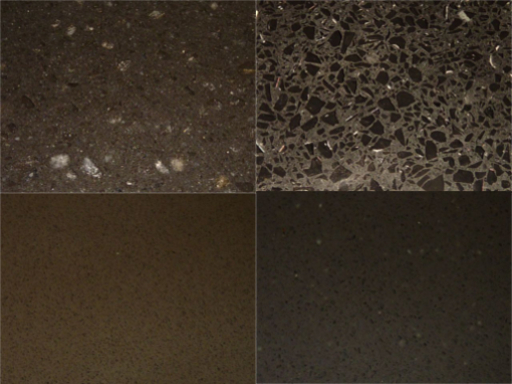
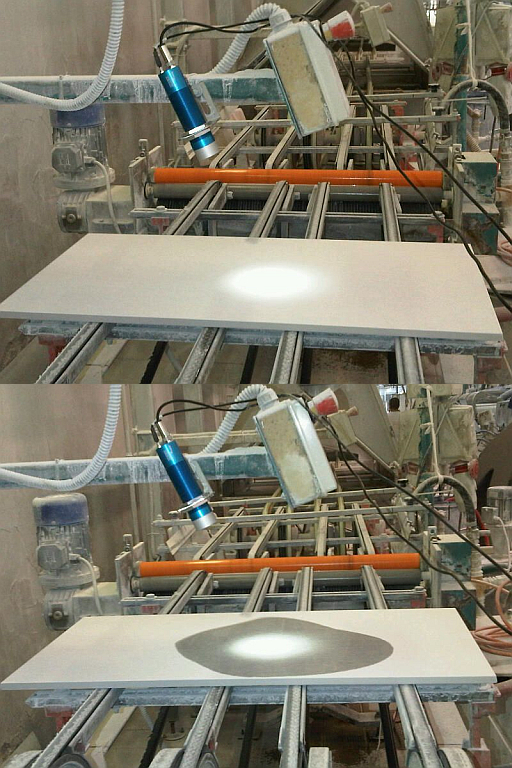
Differentiation between water moistened and dry floor tiles After the moisturization the floor tiles should be checked, whether the amount of moisture is in the right range or out of range (too much or too little moisture content). The tiles looks brighter if the degree of moisture is too small and the tiles looks darker as normal if too much water is on the tiles. In the normal case the tiles looks gray in color. |
|
|||||
APP N° 144
|
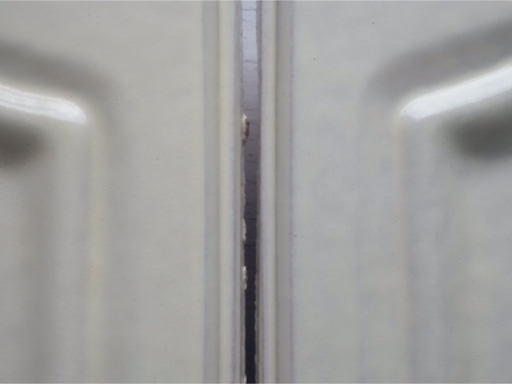
Position monitoring of tiles The orientation of tiles on a conveyor belt should be controlled. There are three chamfers which splits the tile into four parts and these chamfers should be perpendicular orientated on the conveyor belt. |

|
|||||
APP N° 134
|
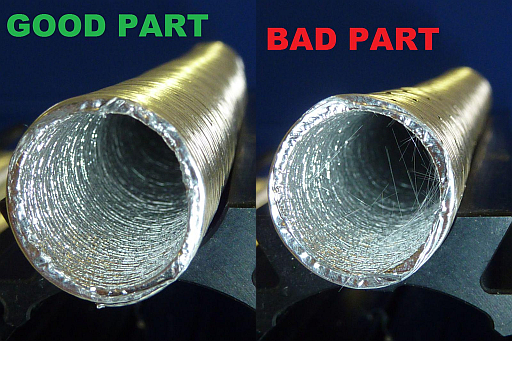
Control of the presence of fibers in an aluminum tube In aluminum tubes with a length of approximately 160mm and an inner diameter of 14mm the presence of fibers should be checked, at which a good tube is a tube without any fibers. The tubes can be positioned and turned 360° around, around both ends of the tube there is space enough for mounting the sensors. |
|
|||||
APP N° 105
|
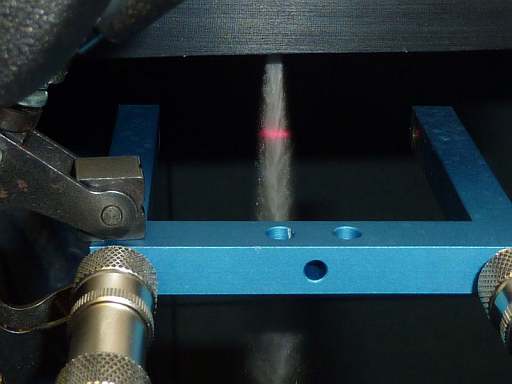
Spray jet amount control The density of the spray jet should be controlled. |
|
|||||
APP N° 88
|
Fluorescent glue control on an abrasive belt During the production of abrasive belt material with a 10mm wide glue stripe the presence of the fluorescent glue must be observed. Defects greater than 2mm in length must be proper detected. The distance of the sensor head to the object should be approximately 20mm and the detecting range around 2mm x 10mm. |
|
|||||
APP N° 87
|
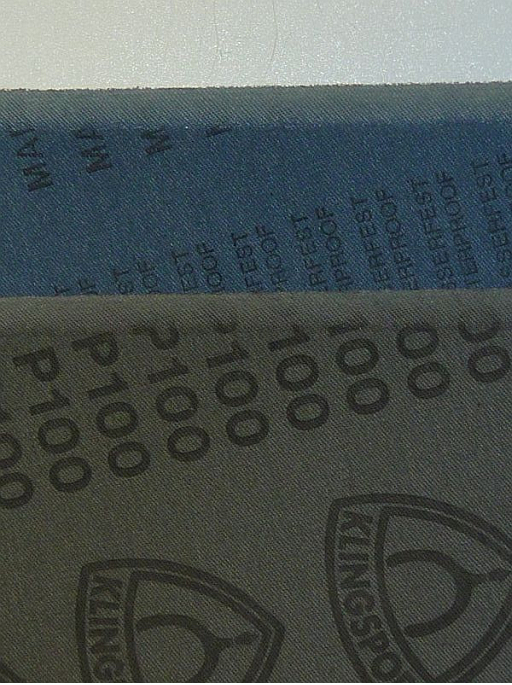
Inline gloss measurement on abrasive belts The gloss factor is a significant parameter for the surface quality, the roughness, of an abrasive belt. Thus a gloss measurement inline sensor should be used for quality control of the abrasive surface. |
|
|||||
APP N° 77
|
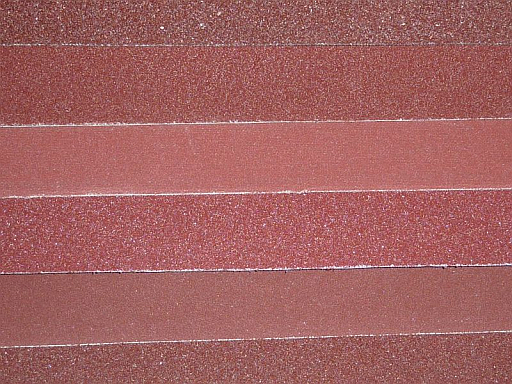
Edge control of abrasive belts The edges of abrasive belts must be grinded to a certain degree. Thus, the degree of grinding should be controlled. |
|
|||||
APP N° 57
|
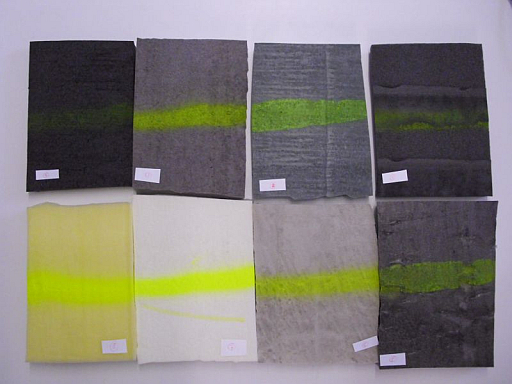
Detection of a fluorescent line on different colored foamed materials A fluorescent line must be detected on different colored foamed materials. |
|
|||||
APP N° 51
|
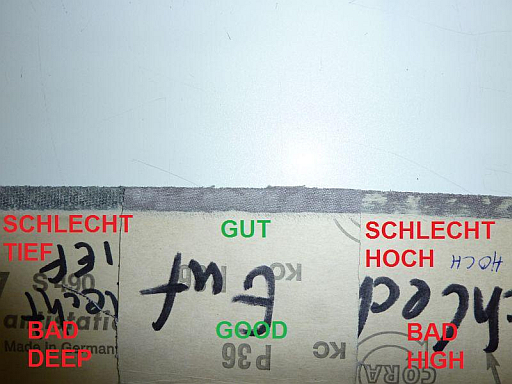
Control of margined abrasive belts Different sanding belts are equipped with a margin and this margin has to be controlled. The margin can be present on the sanding side of the abrasive belt or on the rear side. Furthermore the margin can be darker than the rear side but mostly it is brighter than the sanding surface. Nevertheless there is a sufficient difference in contrast between the margin and the rear side or the sanding side. |

|