








Traduci questa pagina:
Che cosa è il controllo del getto di uno spray?
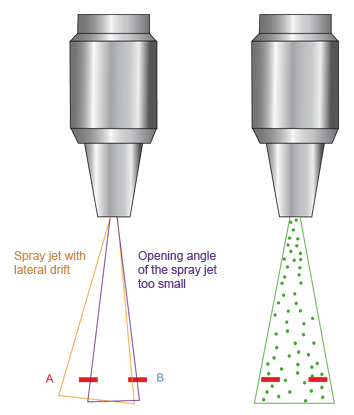
Quando i sistemi di spruzzo vengono utilizzati, le dimensioni del cono spray e la quantità dello spruzzo deve essere controllata. La geometria del cono di spruzzo e la quantità dello spruzzo dipende anche dal mezzo utilizzato (primer adesivo, solventi, acqua, alcool, vernici, ecc) e sull'uscita dell’ugello, in sovrappressione, e la quantità di dosaggio dello spray. Specialmente se l'adesivo viene spruzzato, parte del ugello spray può intasarsi, che si traduce in una variazione sia della quantità spruzzo e geometria spruzzo. Il getto può quindi essere modificato sia nella sua direzione che nell'angolo di apertura.
Un sistema di controllo del getto spray in tempo informa l'utente su un tale cambiamento del getto.
Che cosa fa un getto simile?
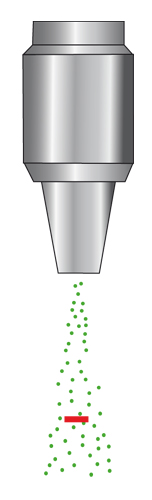
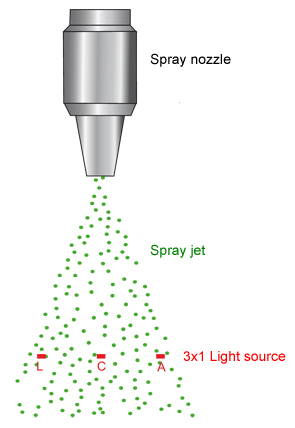
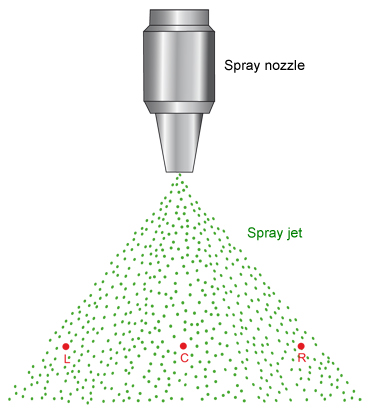
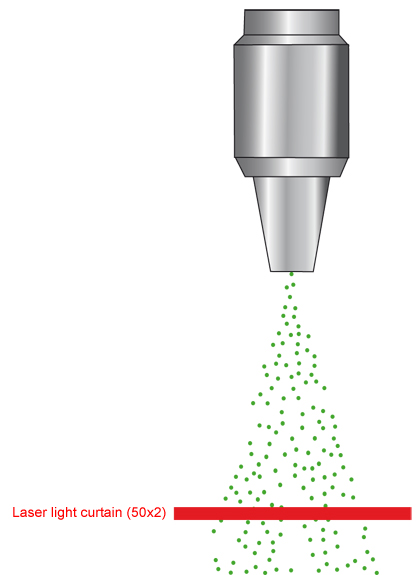
Un getto di regola è una "formazione loose" di piccole goccioline (dimensioni tra alcuni micrometri e qualche centinaio di micrometri, a seconda principalmente del mezzo spruzzato) che si generano in uscita dell’ugello a causa dell’atomizzazione dell'agente di spruzzato. Queste goccioline vengono spedite all’uscita dalla presa dell’ugello ad una certa velocità e subiscono di seguito una decelerazione a causa dell'attrito dell'aria.
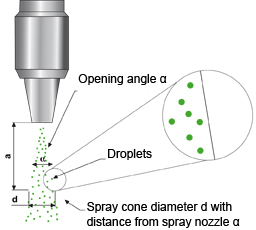
Il getto è definito dall'angolo di apertura del cono di spruzzo e dalla quantità di spruzzo (goccioline / unità di tempo o di throughput agente spruzzatura).
Come viene controllato il getto?
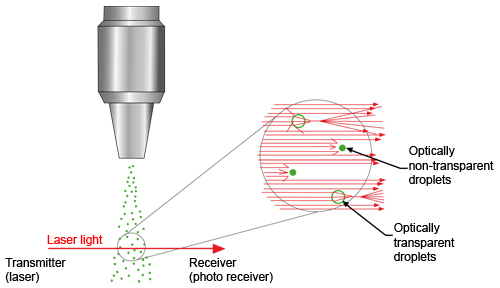
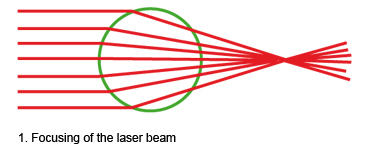
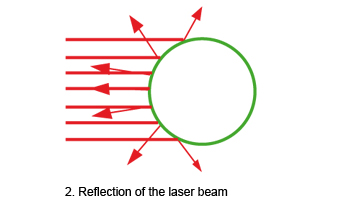
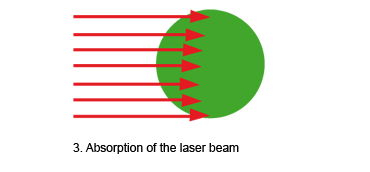
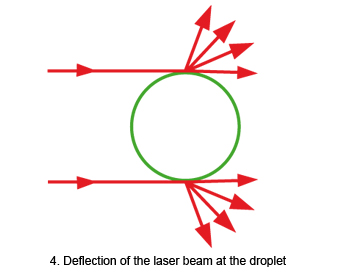
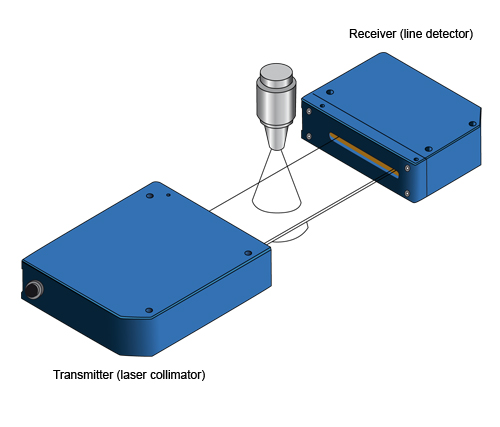
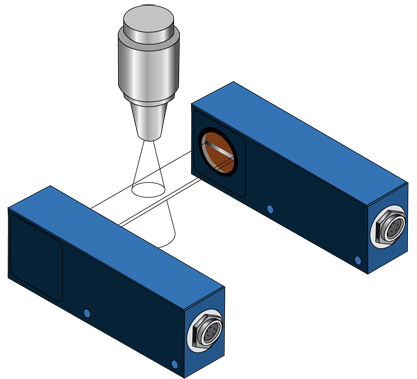
Informazioni sulla quantità di spruzzo per esempio può essere ottenuta utilizzando un raggio laser che passa almeno parzialmente attraverso il cono di nebulizzazione. Sulla sua strada attraverso il cono di spruzzo il raggio laser viene deviato dalle singole goccioline. Questa deformazione è causata dalla riflessione a goccioline o focalizzazione del fascio laser, perché le goccioline, se sono otticamente trasparenti, funzionano come microlenti. Una parte della luce viene assorbita anche dalle goccioline. In totale, meno luce arriva al lato opposto del getto.
 |
 |
 |
 |
Diversi metodi di sbarramento e di controllo di getto:
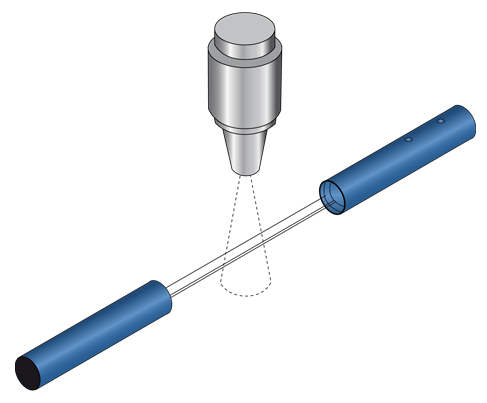
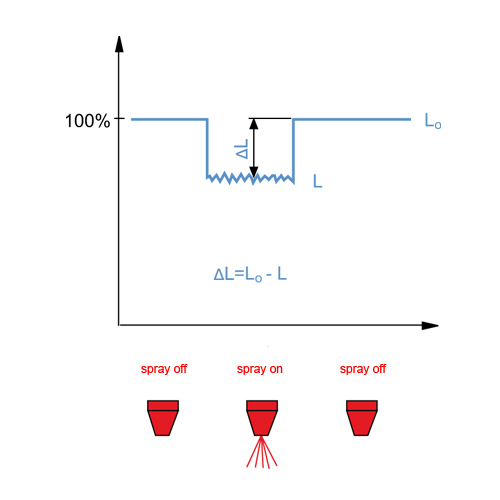
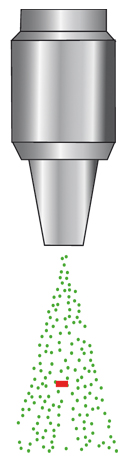
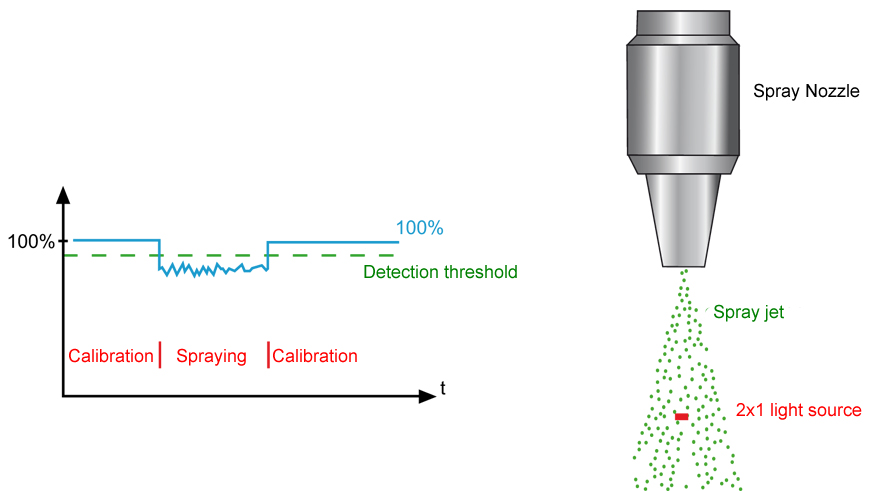
1. Metodo del fascio singolo e dell’attraversamento del fascio.
In questo caso un fascio di luce laser, preferibilmente con apertura ad asola, è diretto centralmente attraverso il getto.
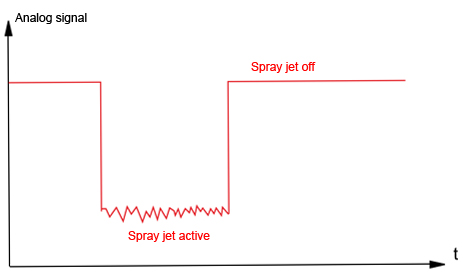
La diminuzione del segnale rispetto all'assenza del getto viene usato come misura della quantità di spruzzo. Questo metodo viene utilizzato principalmente solo se è richiesta l’informazione sulla quantità di spruzzo o la presenza di un getto.
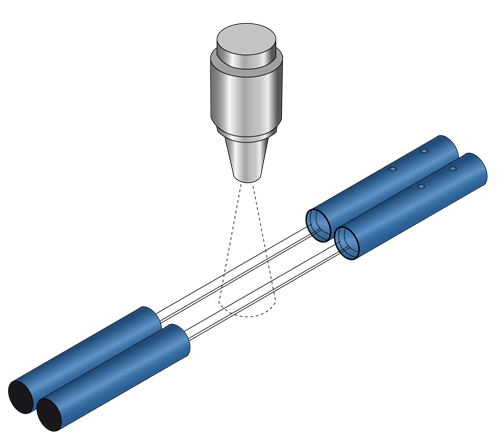
2. Metodo dei due fasci e dell’attraversamento dei fasci
Oltre al controllo della quantità dello spruzzo questo metodo anche per una limitata estensione è adatto per il controllo di simmetria. Uno spostamento laterale del cono di spruzzo già può essere rilevato con questo metodo. Il sistema a due fasci principalmente viene utilizzato se è necessario un modo semplice ma redditizio di monitoraggio della simmetria del cono di spruzzo.
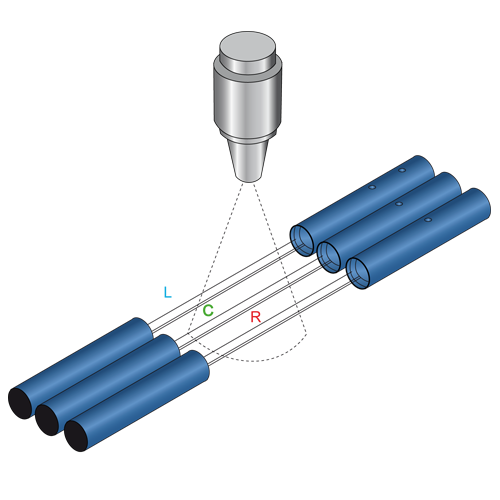
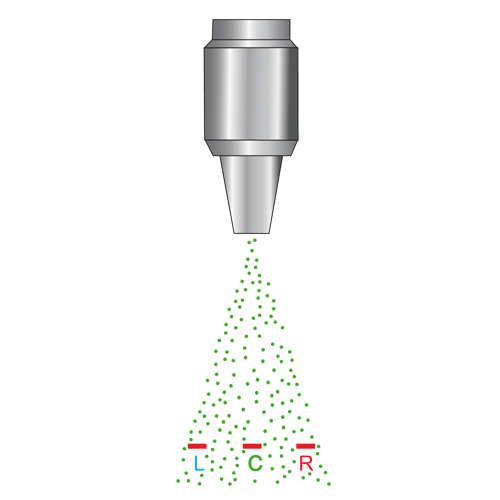
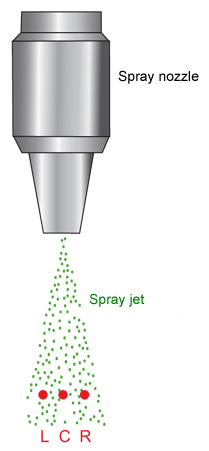
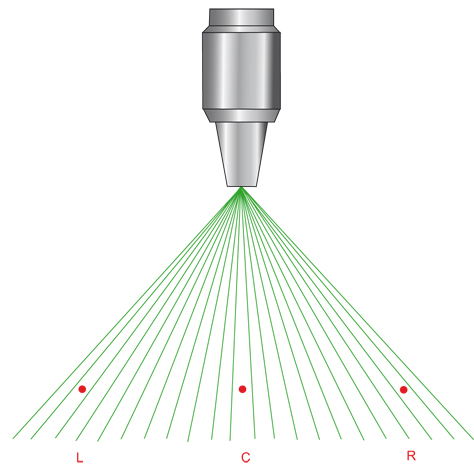
3. Metodo dei tre fasci e dell’attraversamento dei fasci
Anche piccole quantità di simmetria o deviazioni possono essere rilevate con questo metodo. Sono disponibili due modalità di valutazione qui: Modalità di valutazione ASSOLUTA
Modalità di valutazione RELATIVA
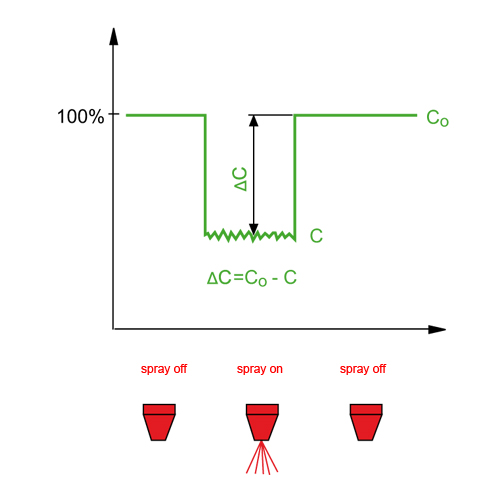
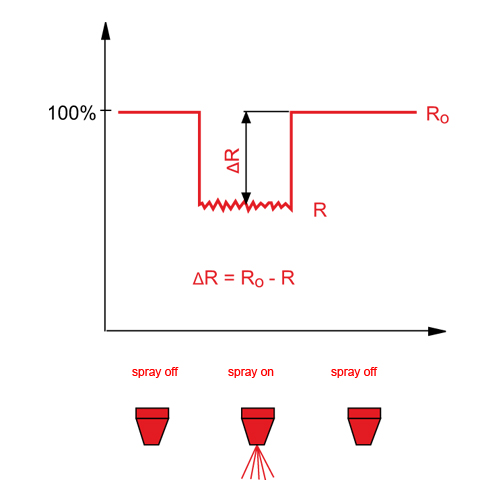
In entrambe le modalità la densità del getto (DENSITÀ), il rapporto tra i due bordi (SYM1), e il rapporto del fascio centrale alle due travi di bordo (SYM2) vengono valutati.
In modo assoluto i valori L, C, R direttamente vengono utilizzati nelle seguenti equazioni:
L, C, R sono i valori grezzi dei 3 canali con un valore compreso tra 0 e 4096 (12 bit).
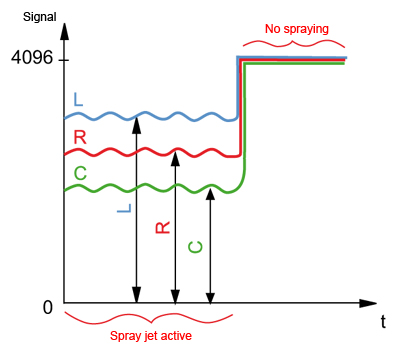
In modalità relativa, C0, R0 che sono presenti quando si spruzza è inattivo, si forma il rapporto dei rispettivi valori grezzi L, C, R durante la spruzzatura al L0 dati grezzi. La L0 dati grezzi, C0 e R0 quindi ogni rappresentano il valore 100%!
Equazione per la quantità di spruzzo in questo caso:
And for the two symmetries:
4. Metodo della lama laser
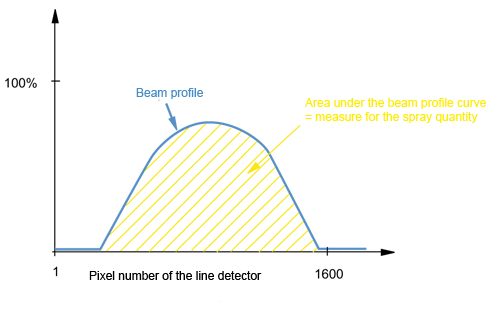
Il profilo del fascio fornisce informazioni sulla distribuzione locale del mezzo spruzzo nel getto. L'area sotto la curva di profilo del fascio informa circa la quantità di spruzzo.
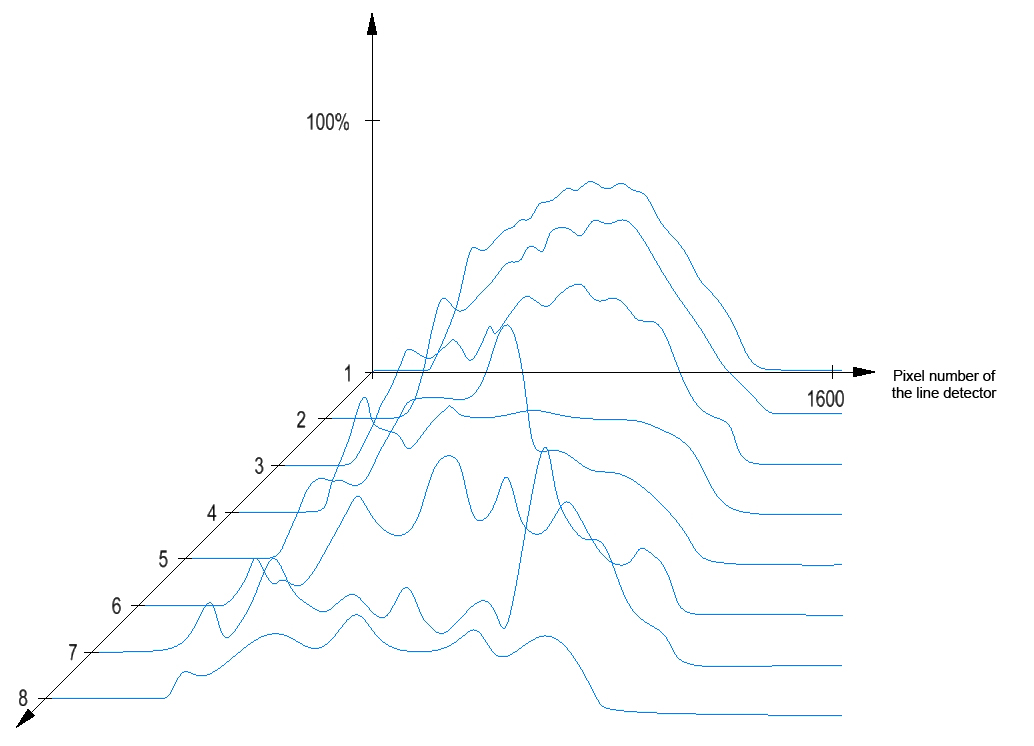
La registrazione di scansioni successive permette la creazione di una sorta di film. Questo metodo è quindi ideale per lo studio di possibili influenze come variazioni di pressione, cambiamenti di quantità a spruzzo, i cambiamenti del mezzo a spruzzo, e cambi di presa dell'ugello.
La registrazione di scansioni successive permette la creazione di una sorta di film. Questo metodo è quindi ideale per lo studio di possibili influenze come variazioni di pressione, cambiamenti di quantità a spruzzo, i cambiamenti del mezzo a spruzzo, e cambi di presa dell'ugello.
Controllo del getto di uno spray in aree potenzialmente esplosive
Le fibre ottiche sono utilizzate per consentire il controllo del getto anche in ambienti per lunghi periodi di tempo caratterizzate da un'atmosfera esplosiva pericolosa sotto forma di una miscela di aria e gas combustibili, vapori o nebbie.
Il controllo del getto di uno spray quindi è possibile utilizzarlo anche in zona esplosiva Ø della linea guida ATEX. I componenti elettronici ed opto-elettronici del sistema di controllo del getto si trovano al di fuori della zona
Solo i componenti ottici o opto-meccanici (opto-meccanica frontend) si trovano nella zona. Il collegamento tra interfaccia e la valutazione dell’unità è stabilito per mezzo di fibre ottiche.
Si deve prestare attenzione per assicurare che la densità di potenza ottica non superi un certo limite. La densità di potenza ottica di prodotti SI è di gran lunga al di sotto dei limiti consentiti.

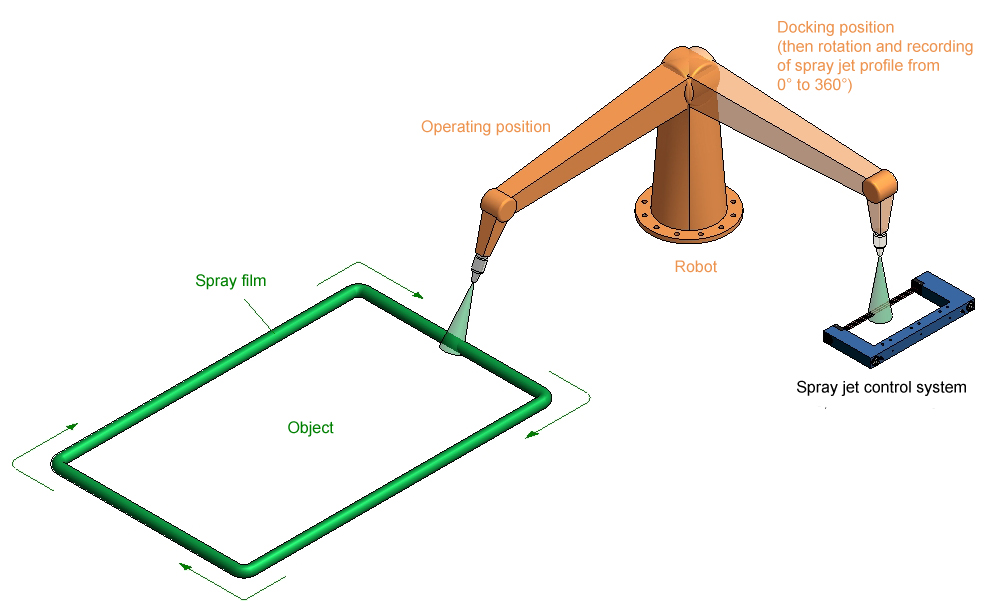
L'ugello è montato alla testa del robot e viene spostato sopra l'oggetto
L'oggetto da spruzzare è posizionato. Durante il processo di polverizzazione l'oggetto rimane nella sua posizione. Il sistema di controllo getto si trova in una cosiddetta stazione di ancoraggio, che il robot si avvicina al termine del processo di polverizzazione sulla proprietà. Al raggiungimento della posizione di aggancio, l'ugello viene riattivato, e il getto è controllato durante questo tempo.
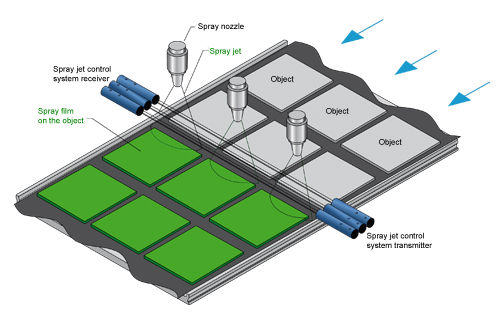
L'ugello è fermo, e l'oggetto viene spostato sotto l'ugello. Un nastro trasportatore per esempio, trasporta gli oggetti attraverso il getto. Gli ugelli sono montati saldamente, il che significa che il controllo deve essere eseguito durante il normale processo di spruzzatura. La calibrazione è possibile solo dopo che gli ugelli spruzzatori siano spenti (o prima che vengano attivati). Si deve anche considerare che potrebbe essere necessario monitorare simultaneamente più ugelli spruzzatori con lo stesso sistema di controllo.
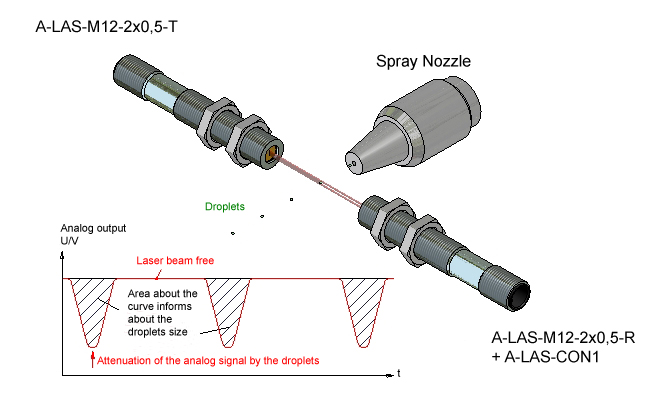
Da un lato il numero di goccioline deve essere determinata, e dall'altro il diametro delle goccioline o le dimensioni dei "pacchetti" deve essere monitorato.
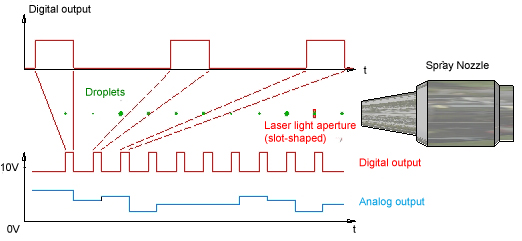
Il sensore ideale per questa applicazione è un sensore della serie A-LAS con un'apertura che si affianca alla dimensione delle gocce, in combinazione con l'unità di controllo A-LAS-CON1, perché questo sistema include un sensore di scansione ad alta frequenza di commutazione. All'uscita analogica la dimensione delle gocce è tamponato fino all’arrivo della prossima goccia.
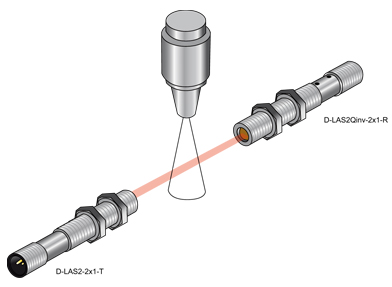
Sistemi a singolo fascio a sbarramento
Sistemi a singolo fascio a sbarramento con uscita analogica:
Serie Sensore: serie D-LAS
Tipo di sensore: D-LAS2-2x1-T (trasmettitore) + D-LAS2-Quinv-2x1-R
Quando non attenuato il sensore fornisce un segnale analogico di + 10V (può essere impostata attraverso il poser laser al Ι-Control-Pin).
La diminuzione del segnale analogico durante le operazioni di spruzzatura fornisce informazioni sulla quantità di spruzzo.
Sistemi a singolo fascio a sbarramento con uscita analogica:
Serie Sensore: serie D-LAS
Tipo di sensore: D-LAS2-2x1-T (trasmettitore) + D-LAS2-Quinv-2x1-R
Quando non attenuato il sensore fornisce un segnale analogico di + 10V (può essere impostata attraverso il poser laser al Ι-Control-Pin).
La diminuzione del segnale analogico durante le operazioni di spruzzatura fornisce informazioni sulla quantità di spruzzo.
.png)
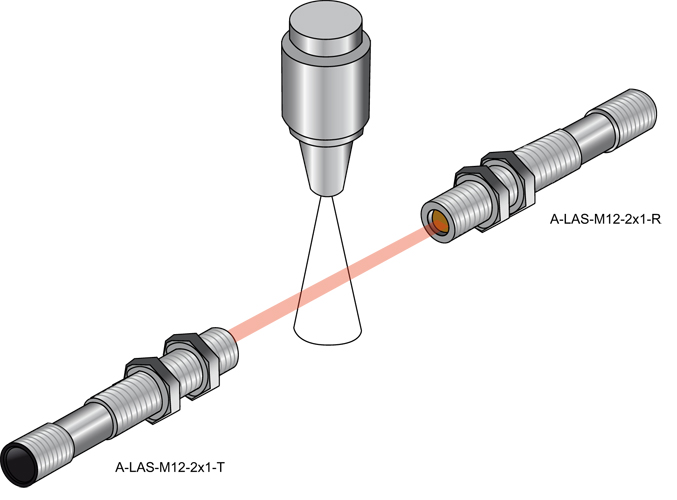
Sistema a singolo fascio a sbarramento con il regolatore:
Serie Sensore: A-LAS serie
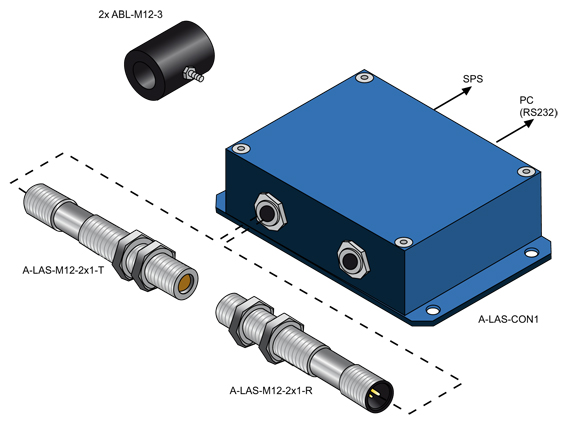
Tipo di sensore: A-LAS-M12-2x1-T (trasmettitore) + A-LAS-M12-2x1-R (ricevitore) + A LAS-CON1-(controllore)
Con l'aiuto del controller incl. il software A-LAS-CON1-Scope il sistema può essere calibrato prima del processo di polverizzazione reale.
Ciò permette di rilevare anche piccole quantità di spruzzo, perché possibile accumulo di sporco può essere compensato mediante calibrazione (100%), e la soglia di rilevamento può quindi essere vicino al valore 100% (es 99,7%). L'unità di controllo fornisce sia un segnale analogico e un segnale di uscita digitale che informa se il valore è sceso al di sotto della soglia di rilevamento.
Sistemi due fasci a sbarramento
Serie Sensore: A-LAS serie Tipo di sensore: A-LAS-M12-2x1-T (trasmettitore 2x) + A-LAS-M12-2x1-R (ricevitore 2x) + A LAS-CON1-(controllore)
I due sensori laser A-LAS sono controllati e valutati dall'unità di controllo A-LAS-CON1. La calibrazione viene eseguita tra la spruzzatura effettiva elaborata, innescato da un segnale digitale esterno (ad esempio dal PLC) che informa il controllore quando la calibrazione può essere eseguita. I due sensori laser possono essere usati per effettuare un semplice controllo di simmetria. La quantità dello spruzzo può anche essere monitorato. Blast-air top parts ABL-M12-3 sono usati per prevenire l'accumulo di sporco sulle copertine di ottica dei sensori laser.
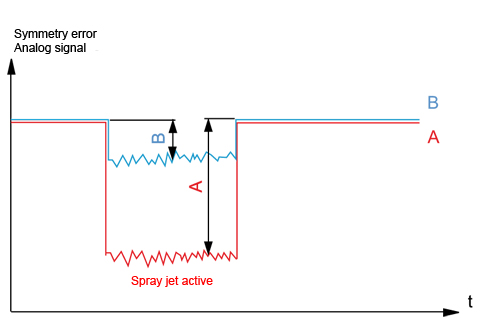
3 segnali di uscita digitali sono disponibili:
SIMMETRIA OK / NOK.
SEGNALE A OK / NOK.
SEGNALE B OK / NOK.
Il sistema controlla se il segnale un segnale B, e la simmetria si trovano nell'intervallo di tolleranza specificato.
.png)
.png)
.jpg)
Sistema a due-fasci per l'utilizzo in luoghi Ex
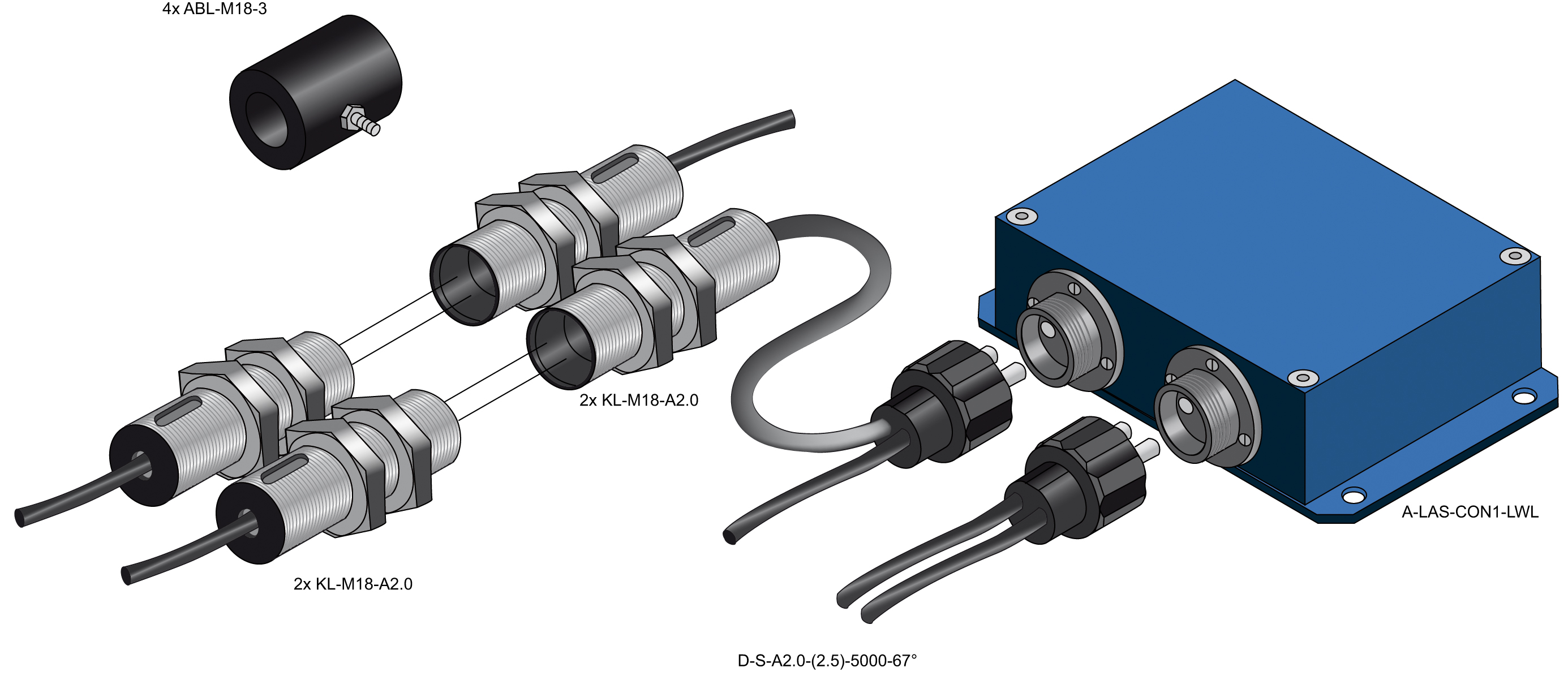
Serie Sensore: A-LAS serie Tipo di sensore: DS-A2.0- fibra ottica (2,5) -500-67 ° + attacco ottica KL-M18-A2.0 (2x) + unità di controllo A-LAS-CON1-FIO
A-LAS-CON1-FIO esegue le operazioni di controllo e valutazione nello stesso modo come A-LAS-CON1.
Poiché in questo caso i componenti elettronici e opto-elettronici sono integrati nella centralina e non nelle interfacce sensore, questo tipo è adatto ad operare in luoghi Ex.
Blast-air top parts of type ABL-M18-3vengono utilizzati per proteggere le unità ottiche.
Sistema a tre fasci
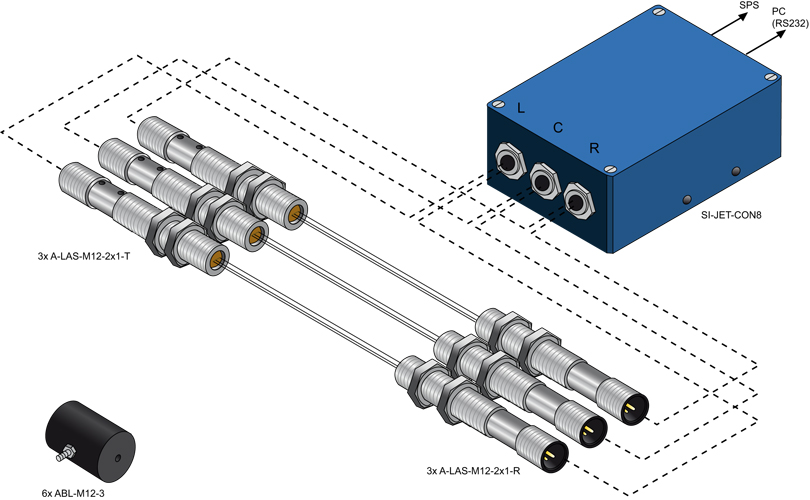
Sistema a tre fasci - versione separata
Serie del sensore: SI-JET serie
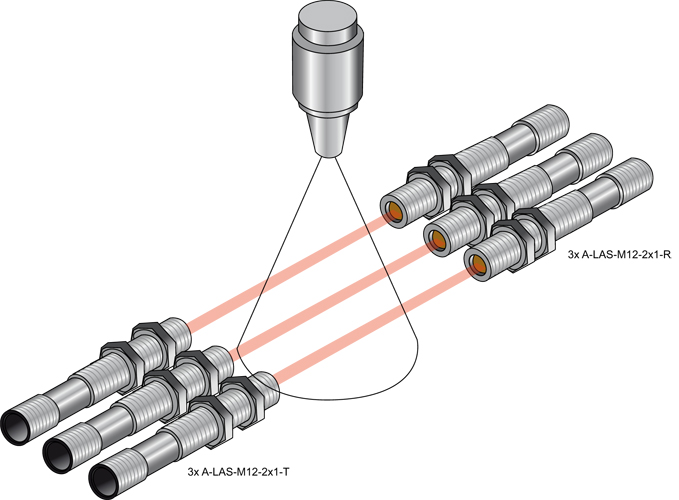
Tipo di sensore: A-LAS-M12-2x1-T (trasmettitore 3x) + A-LAS-M12-2x1-R (ricevitore 3x) + SI-JET 3-CON8 (controllore)
Le tre interfacce sensori vengono valutati dalla centralina SI-JET3-CON8. Il software V3.0 SI-JET2-Scope è utilizzato per scopi di valutazione. Sia la quantità di spruzzo (densità) e la simmetria (SYM1, SYM2) possono essere valutati. Nella valutazione relativa alla modalità di accumulo di sporco è compensata per mezzo di calibrazione automatica. Fino a 31 diverse tolleranze getto a spruzzo possono essere specificati, e le 5 uscite digitali possono quindi essere utilizzati per informare su una deriva del getto in un momento precoce.Serie del sensore: SI-JET serie
Tipo di sensore: A-LAS-M12-2x1-T (trasmettitore 3x) + A-LAS-M12-2x1-R (ricevitore 3x) + SI-JET 3-CON8 (controllore)
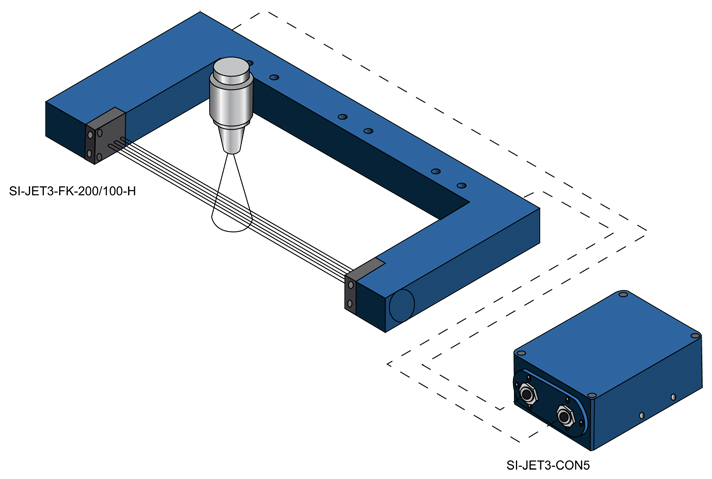
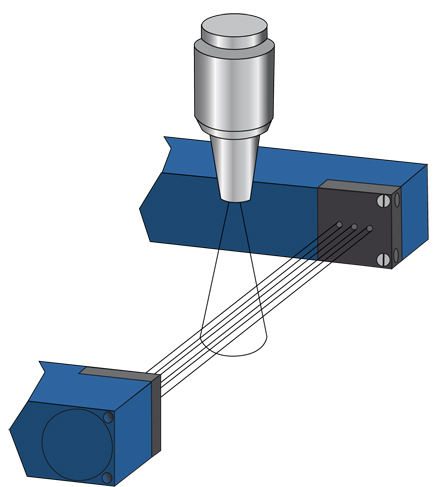
Attraverso il Sistema a tre fasci - versione forchetta
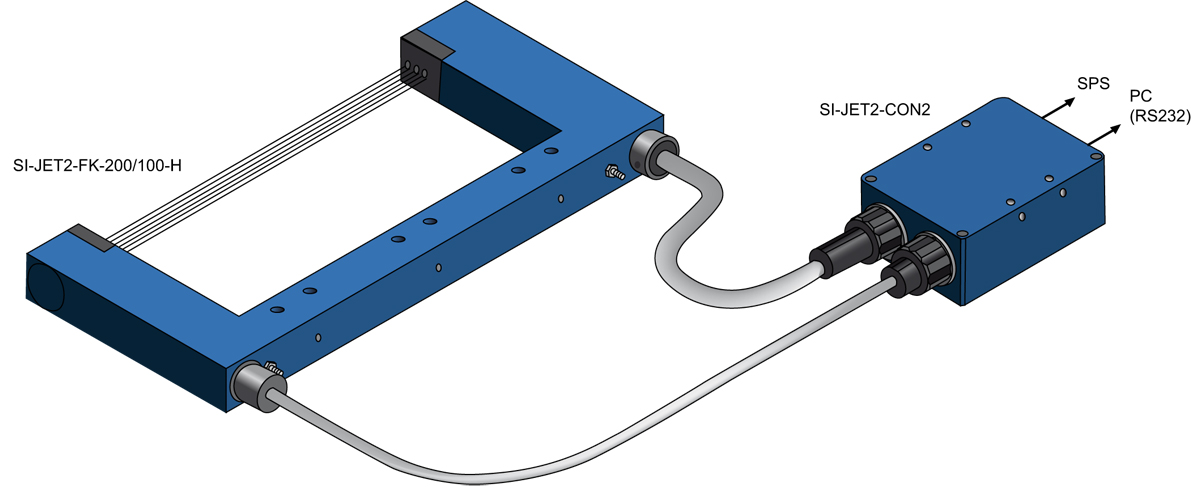
Tipo di sensore: SI-JET3-FK-200/100-H (frontend) + SI-JET3-CON5 (controllore)
La forcella dispone di tre fasci di luce, ognuno con un diametro di 3 mm e una distanza da centro a centro di 5 mm. Il software V3.0 SI-JET2-Scope è utilizzato per la valutazione della quantità di spruzzo (densità) e della simmetria (SYM1, SYM2). Nella modalità di valutazione relativa, che può essere utilizzato se un intervallo di getto si trova nella gamma di un minuto, la calibrazione viene eseguita tra gli intervalli di spruzzo e compensa il possibile accumulo di sporcizia. La modalità ABSOLUTE viene utilizzata quando c'è un getto continuo. 5 uscite digitali fino a 31 fasi di fornire informazioni sui rispettivi livelli di tolleranza. Questo fornisce anche un modo semplice di realizzare un display rappresentante l’andamento (ad esempio attraverso un PLC).
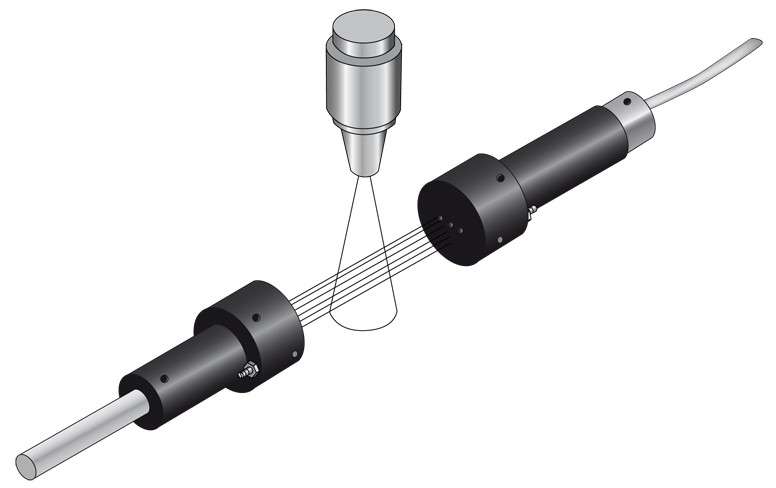
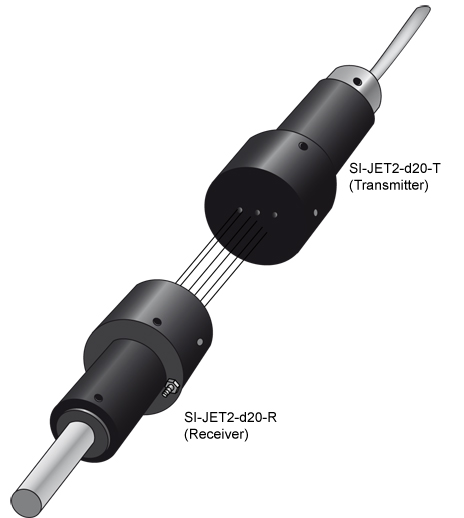
Attraverso il sistema a tre fasci - versione separata per l'impiego in zone Ex
Serie del sensore: SI-JET serie
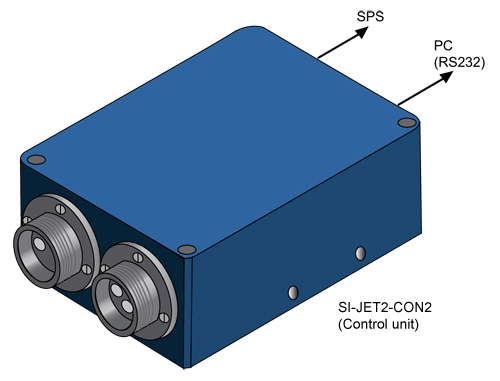
Tipo di sensore: SI-JET2-d20-T (trasmettitore) + SI-JET2-d20-R (ricevitore) + SI-JET2-CON2.
La luce rossa è fornita al frontend speciale mediante una fibra ottica, e un'apertura che è integrata nella parte superiore getto di aria genera 3 fasci ciascuno con un diametro di 3 mm e una distanza da centro a centro su 5 mm. La valutazione è effettuata con il software V3.0 SI-JET2-Scope. La centralina SI-JET2-CON2 offre 5 uscite digitali che possono anche essere utilizzate per realizzare un display rappresentante l’andamento (ad esempio attraverso un PLC).
Tipo di sensore: SI-JET2-d20-T (trasmettitore) + SI-JET2-d20-R (ricevitore) + SI-JET2-CON2.
La luce rossa è fornita al frontend speciale mediante una fibra ottica, e un'apertura che è integrata nella parte superiore getto di aria genera 3 fasci ciascuno con un diametro di 3 mm e una distanza da centro a centro su 5 mm. La valutazione è effettuata con il software V3.0 SI-JET2-Scope. La centralina SI-JET2-CON2 offre 5 uscite digitali che possono anche essere utilizzate per realizzare un display rappresentante l’andamento (ad esempio attraverso un PLC).
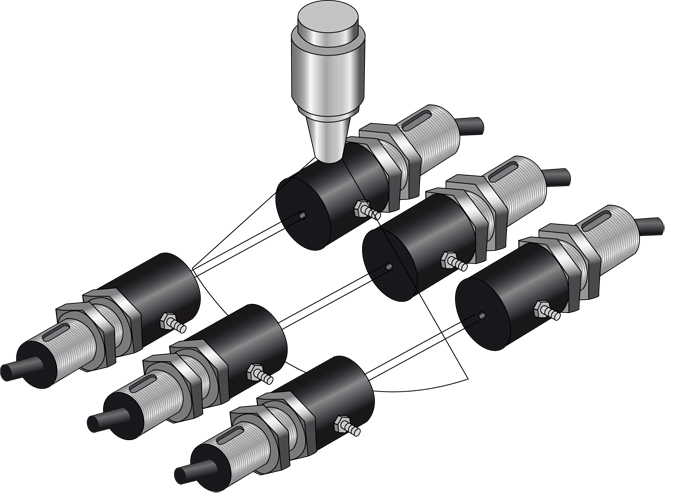
Tipo di sensore: KL-M18-A2.0 (frontend) + R3-M-A2.0- (2.5) -500-67 ° -3x (fibra ottica) + SI-JET2-CON3 (unità di controllo)
Con questo tipo di sensore i tre fasci di luce rossa possono essere regolati singolarmente al rispettivo getto. Il software V3.0 SI-JET2-Scope viene utilizzato per la valutazione. Questo tipo offre vantaggi decisivi soprattutto per getti che hanno un ampio angolo di apertura.
.jpg)
Attraverso il sistema a tre fasci- versione forchetta per l'uso in aree Ex
Sensor series: SI-JET series
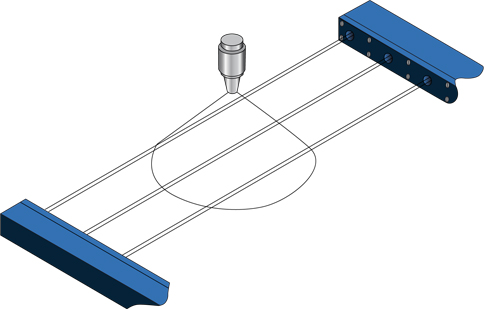
Sensor type: SI-JET2-FK-200/100-H (frontend) + SI-JET2-CON2 (control unit)
Sensor type: SI-JET2-FK-200/100-H (frontend) + SI-JET2-CON2 (control unit)
In this version the 3 beams also are arranged (centrally) at 5 mm with respect to each other, the red light beam has a diameter of 3 mm. With the help of the SI-JET-CON2 control unit a trend display of the spray jet parameters can be realised, e.g. in combination with a PLC.
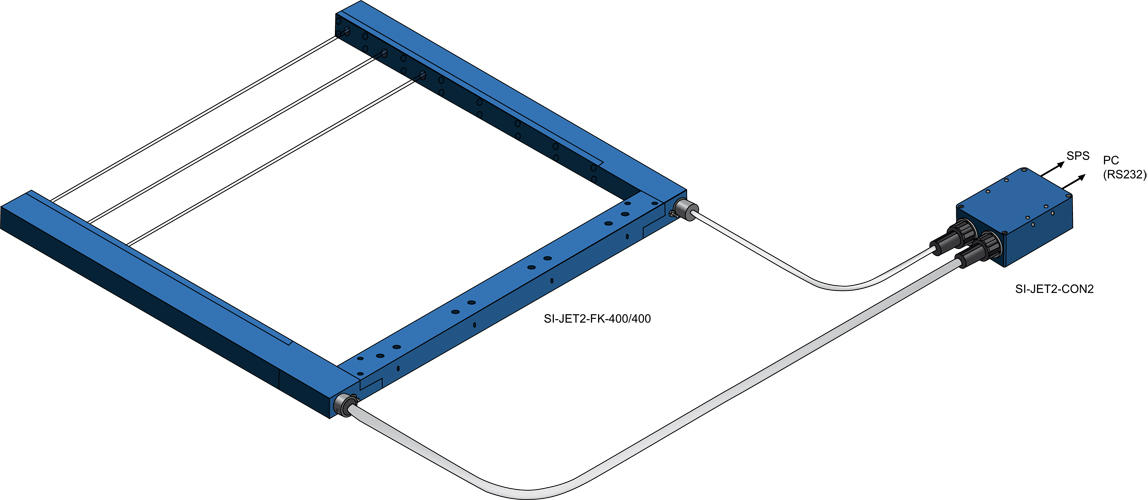
Serie del sensore: SI-JET serie
Tipo di sensore: SI-JET-FK-400/400 (frontend) + SI-JET2-CON2 (unità di controllo)
Questo tipo viene principalmente utilizzato per getti con un ampio angolo di apertura. I raggi luminosi rossi hanno una distanza da centro a centro di 50 mm, i fasci hanno un diametro di 3 mm. Con il software di valutazione V3.0 SI-JET2-Campo di applicazione e le 5 uscite digitali della centralina SI-JET2-CON2 un display di tendenza (ad esempio attraverso un PLC) può anche essere realizzato qui.
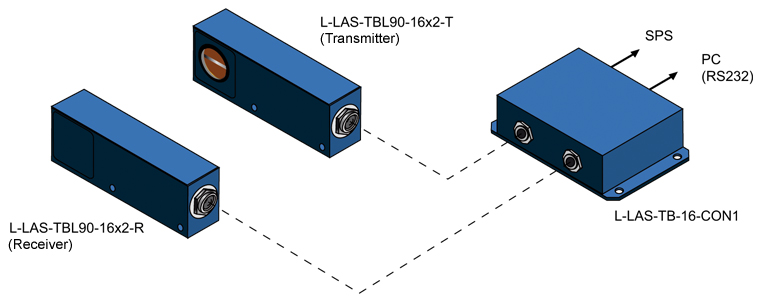
Sistema di illuminazione-band - versione separata
Serie Sensore: L-LAS-TB serie
Tipo di sensore: L-LAS-TB / 90-16x2-T (frontend speciale) + L-LAS-TB / 90-16x1-R (ricevitore frontend) L-LAS-TB-16-CON1 (unità di controllo)
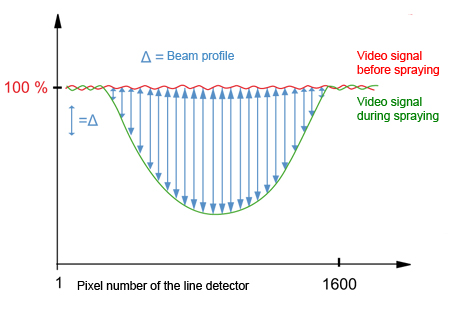
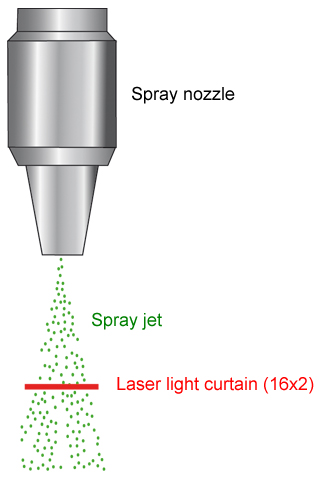
Una banda di luce laser larga 16 millimetri è diretto attraverso la sezione del cono getto. Sul lato opposto del getto c’è un rivelatore 16 millimetri larghezza linea con 256 pixel (fotocellula miniaturizzati) che registra il profilo laser sezione trasversale. Il software di valutazione L-LAS-JET-Scope calcola il profilo attuale getto dalla differenza del segnale del sensore in linea non è stato attenuato (getto off) e in stato attenuato (getto a). Il profilo di getto possono essere salvate nella memoria del PC come un file con numero progressivo, che rende possibile la creazione di una sorta di "studio di profilo getto".
Tipo di sensore: L-LAS-TB / 90-16x2-T (frontend speciale) + L-LAS-TB / 90-16x1-R (ricevitore frontend) L-LAS-TB-16-CON1 (unità di controllo)
Una banda di luce laser larga 16 millimetri è diretto attraverso la sezione del cono getto. Sul lato opposto del getto c’è un rivelatore 16 millimetri larghezza linea con 256 pixel (fotocellula miniaturizzati) che registra il profilo laser sezione trasversale. Il software di valutazione L-LAS-JET-Scope calcola il profilo attuale getto dalla differenza del segnale del sensore in linea non è stato attenuato (getto off) e in stato attenuato (getto a). Il profilo di getto possono essere salvate nella memoria del PC come un file con numero progressivo, che rende possibile la creazione di una sorta di "studio di profilo getto".
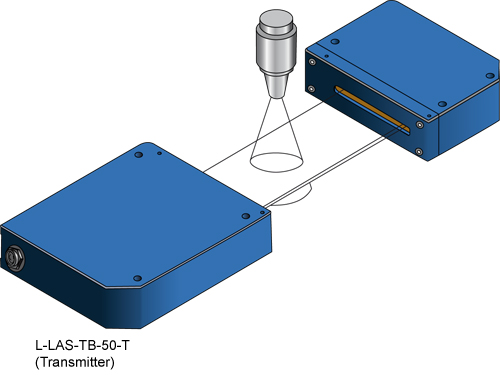
Serie Sensore: L-LAS-TB serie
Tipo di sensore: L-LAS-TB-50-T (trasmettitore) + L-LAS-TB-50-R (ricevitore incluso unità di controllo.)
Questa versione funziona con una barriera fotoelettrica vasta laser da 50 mm. Il rivelatore linea ha circa. 800 pixel. Il software di valutazione L-LAS-JET-Scope fornisce un profilo getto che possono essere salvati nella memoria del PC come un file con numero progressivo, e può quindi essere utilizzato per studiare il profilo di spruzzo.
Tipo di sensore: L-LAS-TB-50-T (trasmettitore) + L-LAS-TB-50-R (ricevitore incluso unità di controllo.)
Questa versione funziona con una barriera fotoelettrica vasta laser da 50 mm. Il rivelatore linea ha circa. 800 pixel. Il software di valutazione L-LAS-JET-Scope fornisce un profilo getto che possono essere salvati nella memoria del PC come un file con numero progressivo, e può quindi essere utilizzato per studiare il profilo di spruzzo.
Serie Sensore: L-LAS-TB serie
Tipo di sensore: L-LAS-TB-75-T (trasmettitore) + L-LAS-TB-75-R (ricevitore incluso unità di controllo.)
Paragonabile al tipo L-LAS-TB-50, ma con un raggio di luce laser di larghezza di 75 mm e un rilevatore linea con ca. 1200 pixel.
Serie Sensore: L-LAS-TB serie
Tipo di sensore: L-LAS-TB-100-T (trasmettitore) + L-LAS-TB-100-R (ricevitore incluso unità di controllo.)
Paragonabile al tipo L-LAS-TB-50, ma con un raggio di luce laser di larghezza di 100 mm ed un rilevatore linea con ca. 1600 pixel.
1. Software per sistemi a singolo fascio e due fasci A-LAS-CON1-Scope V3.0
Il software V3.0 A-LAS-CON1-Scope può essere utilizzato sia per la misura assoluta che relativa. In modalità di misurazione assoluta dei dati grezzi (in un unico fascio canale di sistema A, in una due raggi canale di sistema A e canale B), da un lato vengono monitorati per se il canale A (più il canale B in un sistema a due travi) sta nella tolleranza regolabile (in continuo, o ad un certo momento trigger), e dall'altro su un evento di attivazione dell'uscita analogica è "congelata" finché non viene sovrascritto da un nuovo evento di trigger. In modalità relativa centralina confronta continuamente il segnale di ingresso corrente con il valore massimo di corrente (regolabile con costante di tempo variabile) e genera il cosiddetto valore di norma NORM A (e NORM B in un sistema a due raggi)

In un sistema a due travi rapporto fornisce informazioni sulla simmetria. I dati vengono visualizzati sullo schermo del PC sia in numerica e in forma grafica.
rapporto fornisce informazioni sulla simmetria. I dati vengono visualizzati sullo schermo del PC sia in numerica e in forma grafica.
Il software V3.0 A-LAS-CON1-Scope può essere utilizzato sia per la misura assoluta che relativa. In modalità di misurazione assoluta dei dati grezzi (in un unico fascio canale di sistema A, in una due raggi canale di sistema A e canale B), da un lato vengono monitorati per se il canale A (più il canale B in un sistema a due travi) sta nella tolleranza regolabile (in continuo, o ad un certo momento trigger), e dall'altro su un evento di attivazione dell'uscita analogica è "congelata" finché non viene sovrascritto da un nuovo evento di trigger. In modalità relativa centralina confronta continuamente il segnale di ingresso corrente con il valore massimo di corrente (regolabile con costante di tempo variabile) e genera il cosiddetto valore di norma NORM A (e NORM B in un sistema a due raggi)
In un sistema a due travi
2. Software per il sistema a tre travi SI-JET2-Scope V3.0
Dal 3 valori grezzi disponibili L, C, R dei tre canali di ingresso del software V3.0 SI-JET2-Scope determina la densità del getto (densità) e due valori di simmetria simmetria 1 (SYM1) e la simmetria 2 (SYM2 ).
VALUTAZIONE MODO ASSOLUTO (EMA):
In EMA sono utilizzati i tre valori grezzi L, C e R per determinare la densità, la simmetria e la simmetria 1 2: Densità = SYM1 = SYM2 = I valori correnti per la densità, SYM1 e SYM2 sono visualizzate sull'interfaccia utente di Windows in grafica e forma numerica. I valori grezzi vengono visualizzati anche in forma di display a barre.
MODALITÀ DI VALUTAZIONE RELATIVA (EMR):
In EMR la tre canali di ingresso L, C, R (sinistra, centro, destra) sono normati rispetto ai rispettivi valori massimi che sono stati determinati durante l'ultimo minuto. Le seguenti regole si applicano a densità e i due valori di simmetria:
Dal 3 valori grezzi disponibili L, C, R dei tre canali di ingresso del software V3.0 SI-JET2-Scope determina la densità del getto (densità) e due valori di simmetria simmetria 1 (SYM1) e la simmetria 2 (SYM2 ).
VALUTAZIONE MODO ASSOLUTO (EMA):
In EMA sono utilizzati i tre valori grezzi L, C e R per determinare la densità, la simmetria e la simmetria 1 2: Densità = SYM1 = SYM2 = I valori correnti per la densità, SYM1 e SYM2 sono visualizzate sull'interfaccia utente di Windows in grafica e forma numerica. I valori grezzi vengono visualizzati anche in forma di display a barre.
MODALITÀ DI VALUTAZIONE RELATIVA (EMR):
In EMR la tre canali di ingresso L, C, R (sinistra, centro, destra) sono normati rispetto ai rispettivi valori massimi che sono stati determinati durante l'ultimo minuto. Le seguenti regole si applicano a densità e i due valori di simmetria:
processo di Teach
Viene visualizzata la tabella TEACH quando viene attivato l'interruttore software PARA. Quando si preme il pulsante GO, i dati correnti calcolati nel sensore per la densità, SYM1 e SYM2 sono visualizzate sull'interfaccia utente del PC. Quando il pulsante TEACH datato viene premuto (clic del mouse sull'interfaccia utente di Windows ®), i dati vengono scritti nella tabella TEACH. DTO viene utilizzato per definire la tolleranza per la densità, S1TO definisce la tolleranza per simmetria 1, e S2TO per simmetria 2. Quando uno stato (vettore) è stato "insegnato", queste informazioni devono poi essere inviata al sensore facendo clic sul pulsante INVIA.
Quando si preme il pulsante GO, le tolleranze attuali DTO, S1TO e S2TO vengono visualizzati sul display grafico.
Il V-No .: campo fornisce le informazioni se il getto corrente si trova entro le tolleranze del rispettivo vettore.
Viene visualizzata la tabella TEACH quando viene attivato l'interruttore software PARA. Quando si preme il pulsante GO, i dati correnti calcolati nel sensore per la densità, SYM1 e SYM2 sono visualizzate sull'interfaccia utente del PC. Quando il pulsante TEACH datato viene premuto (clic del mouse sull'interfaccia utente di Windows ®), i dati vengono scritti nella tabella TEACH. DTO viene utilizzato per definire la tolleranza per la densità, S1TO definisce la tolleranza per simmetria 1, e S2TO per simmetria 2. Quando uno stato (vettore) è stato "insegnato", queste informazioni devono poi essere inviata al sensore facendo clic sul pulsante INVIA.
Quando si preme il pulsante GO, le tolleranze attuali DTO, S1TO e S2TO vengono visualizzati sul display grafico.
Il V-No .: campo fornisce le informazioni se il getto corrente si trova entro le tolleranze del rispettivo vettore.