








Comunicati stampa Sensor Instruments
22.03.2019
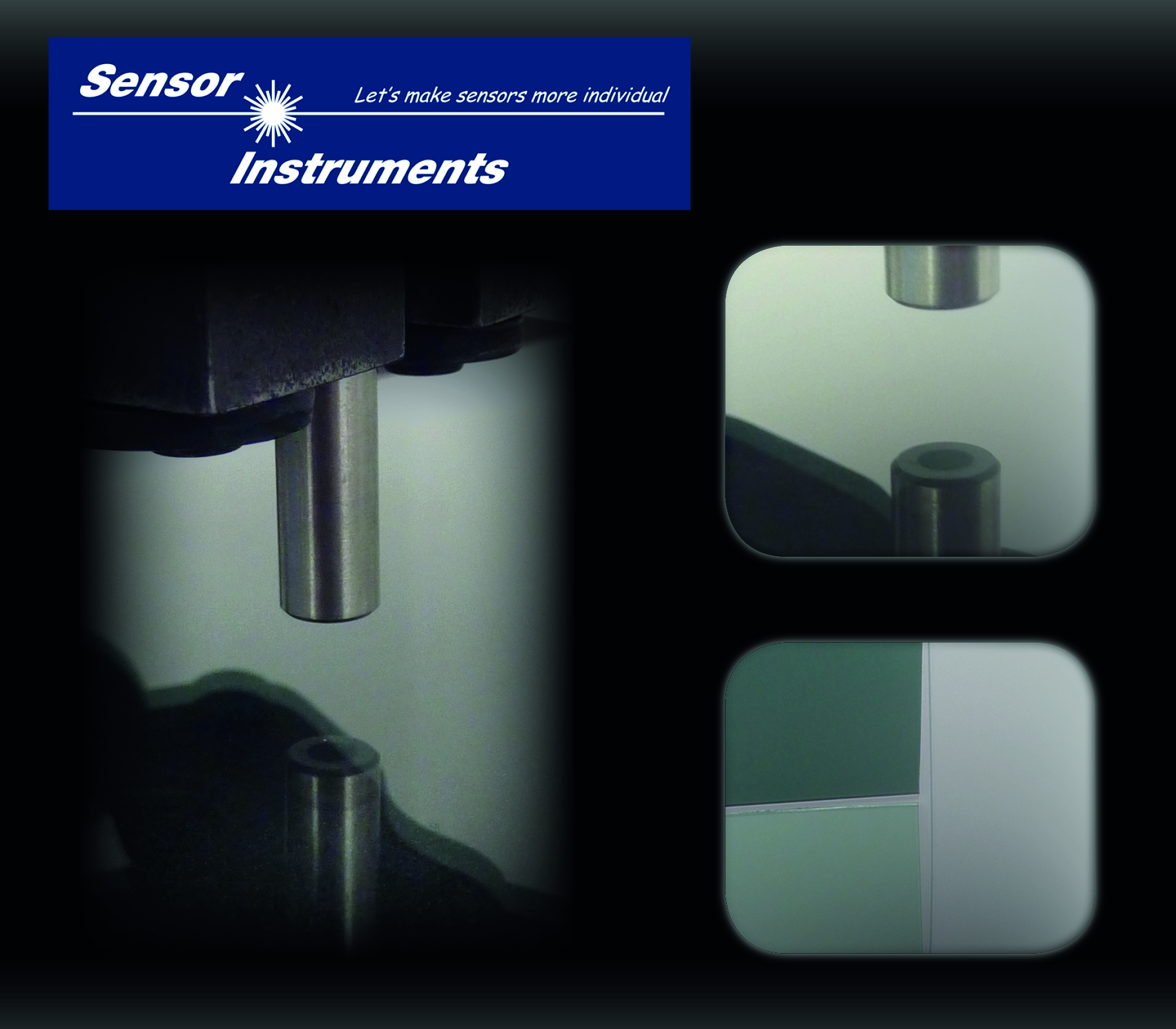
| Il 95% delle superfici in vetro piano prodotte industrialmente viene ormai realizzata con il processo del vetro float. In questo processo, il vetro liquido viene continuamente immesso in un bagno di stagno liquido. Grazie al suo peso inferiore, il vetro fuso galleggia sulla superficie nuda dello stagno e forma una pellicola uniformemente spessa ed estremamente liscia su un bagno di stagno oblungo. Il lato del vetro rivolto verso la fusione dello stagno è leggermente contaminato dallo stagno e ha quindi effetti conseguenti sulla successiva lavorazione del vetro float, come ad esempio il rivestimento della superficie del vetro. Nella successiva lavorazione del vetro float è quindi importante distinguere la superficie contaminata dal bagno di stagno dal cosiddetto lato del fuoco (lucidatura a fuoco, durante la produzione del vetro float viene riscaldato il lato del vetro rivolto verso l'esterno della fusione dello stagno).
|
 Sensore di contrasto SPECTRO-1-FIO-UVC/UVC |
20.02.2019
| Quando si realizzano filtri dell'olio e dell'aria per l'industria automobilistica il materiale filtrante viene piegato in modo da poter raggiungere la quantità di portata richiesta, in modo da fornire un'elevata superficie filtrante in uno spazio ridotto. A seconda del tipo di filtro, ci sono diverse profondità e numero di pieghe.
|
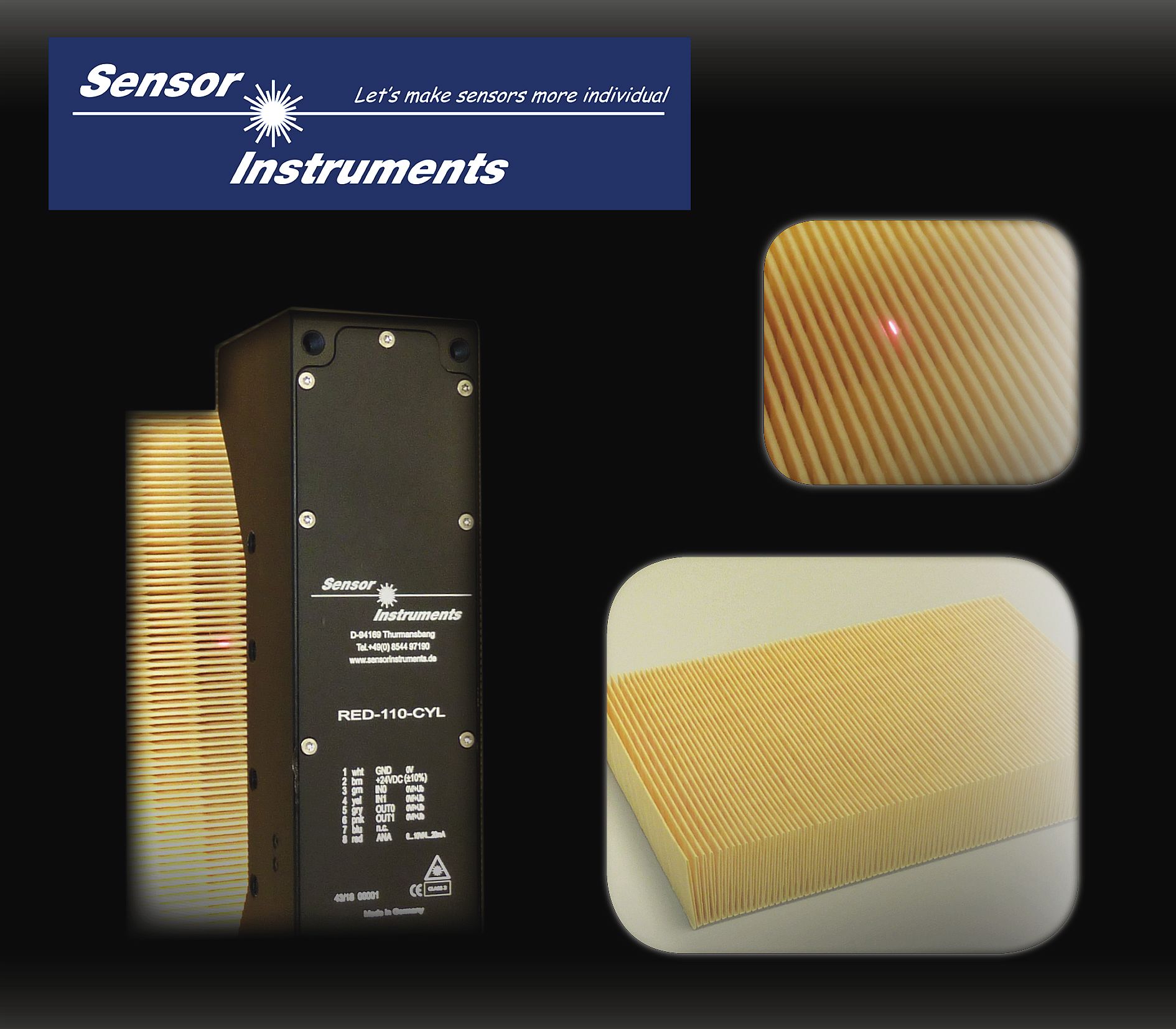 |
| Rivelatore die bordo laser RED-110-L |
07.02.2019
| Quando si rilevano cordoni di saldatura, si pensa in primo luogo a sensori di contrasto o di colore, poiché nella maggior parte dei casi il cordone di saldatura differisce otticamente dal resto della superficie del prodotto. Tuttavia, la pratica ha dimostrato che questi metodi sono caratterizzati da frequenti riaggiustamenti o riparametrizzazioni.
|
 |
| Rivelatore die bordo laser RED-110-L |
04.02.2019
| Finora, come produttore di sensori, è stato sufficiente offrire dispositivi con uscite digitali e un'uscita analogica in tensione da 0V a +10V e anche un'uscita analogica in corrente da 4mA a 20mA, ma nel prossimo futuro la comunicazione tra i sensori e i controllori programmabili (PLC) sarà principalmente seriale digitale con velocità di trasmissione dati corrispondentemente elevate. Quindi i futuro appartiene alla cosiddetta Industrial Ethernet.
|
 |
| Convertitori da RS232 a PROFINET® e convertitori da RS232 a EtherCAT® |
21.01.2019
| I rivelatori fio ad ora adottati hanno raggiunto i loro limiti, specialmente quando si tratta di rilevare e contare oggetti impilati e trasparenti come bicchieri di plastica o coperchi di plastica. In questo caso, però, è importante inserire il numero esatto di oggetti in un'unità di imballaggio, già all’atto stesso dell’imballaggio. La Serie RED costituisce un valido aiuto (per questa applicazione si è utilizzato un RED-110-L).
|
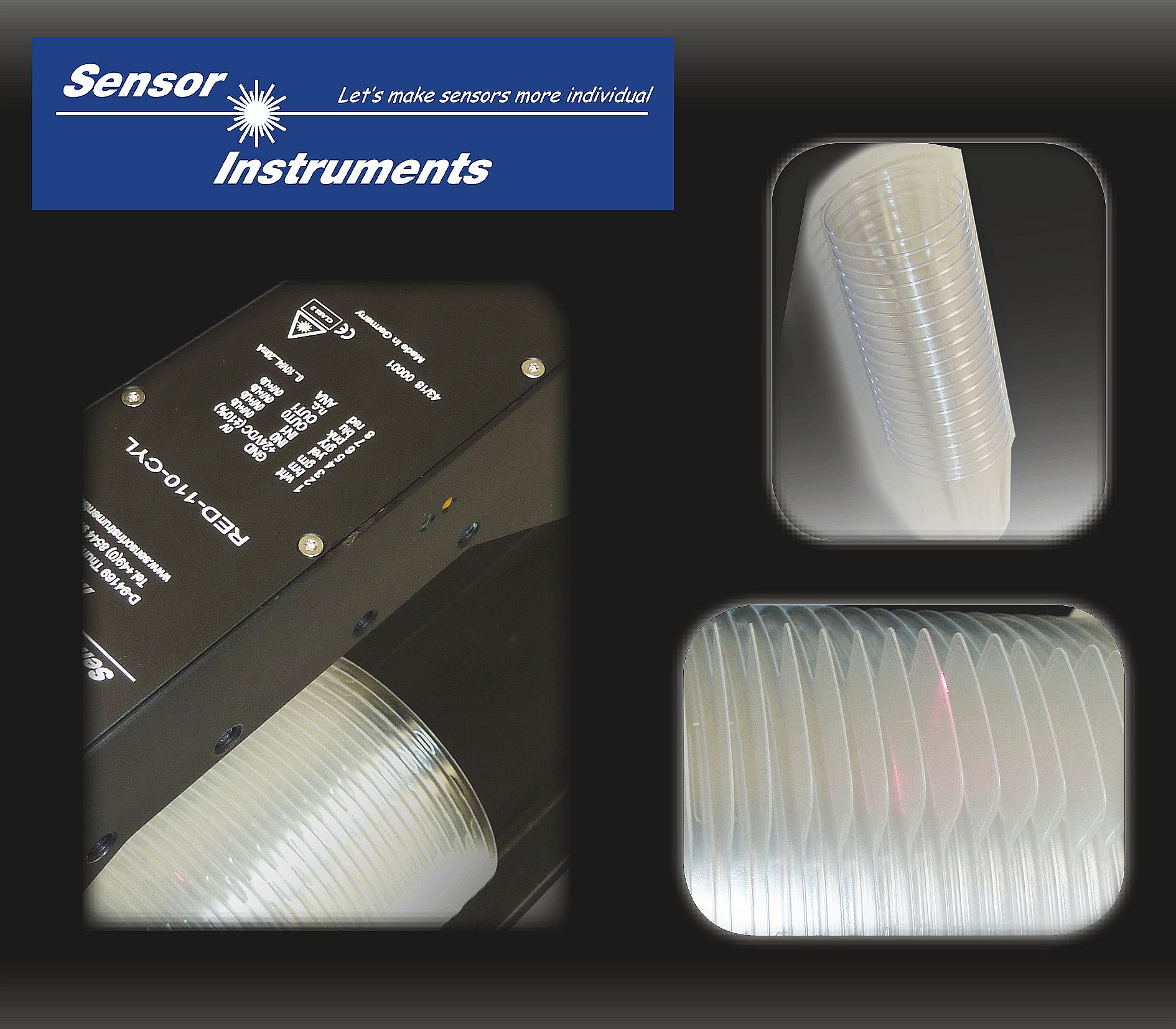 |
| Rivelatore die bordo laser RED-110-L |
26.11.2018
| Inizialmente tutto sembrava chiaro e limpido, si trattava ancora una volta di un compito di misura, che potevamo padroneggiare tranquillamente e brillantemente con un sensore della serie GLOSS. In base a quanto ci ha spiegato il cliente, molto deponeva a favore di una misurazione del livello di brillantezza, l'unica domanda all'inizio era con quale angolo misurare: 20°, 60° o ca. 85° rispetto alla verticale?
|
 |
| Sensore di lucentezza GLAST-85-30°/30°-DIF-1.0/1.0 |
19.11.2018
|
Quando si imballano scatole di cartone, riviste o fogli singoli, è necessario che sia garantito il numero di copie contenute all’interno di una confezione. In molti casi, il materiale viene trasportato embricato prima di essere imballato da un impilatore girapile, nel caso di riviste, quotidiani o materiale pubblicitario. A seconda dello spessore delle copie nonché della rispettiva velocità di trasporto (fino a 10 m/s), il flusso a squame può accogliere diverse altezze. ► al comunicato stampa |
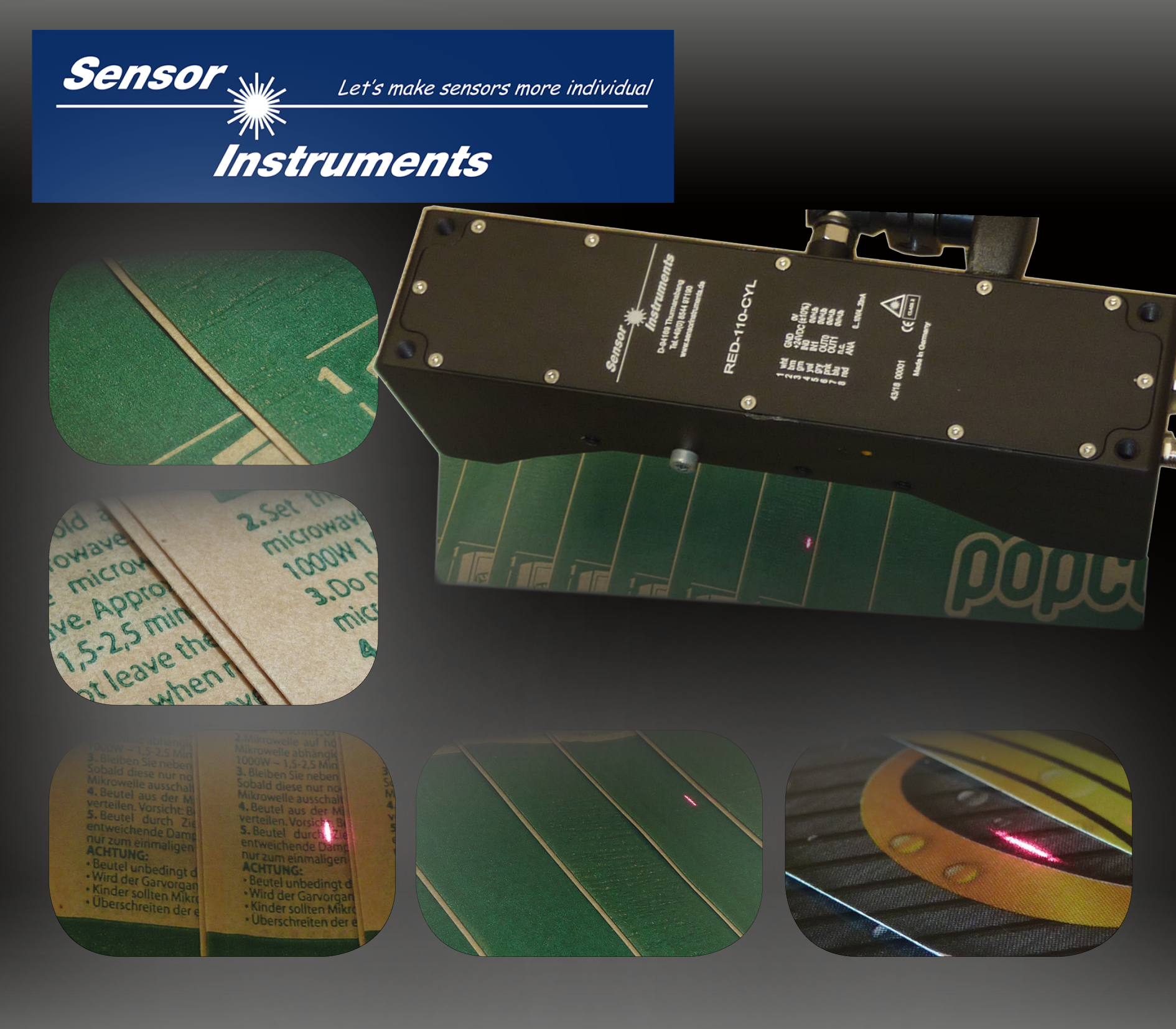 |
| Rivelatore die bordo laser RED-110-L |
19.11.2018
Negli ugelli spruzzatori utilizzati sul parabrezza, è cambiato molto negli ultimi anni. Ora l’irradiazione e differenziata e puntuale. Con gli ugelli a ventaglio si garantisce un’applicazione omogenea della nebbia a spruzzo sulla gamma angolare prevista, come l’irradiazione a punti delle telecamere anteriori mediante le sorgenti puntiformi difficilmente divergenti. ► al comunicato stampa |
|
| Sensore lineari laser a luce trasmessa L-LAS-TB-100-AL-SC |
09.11.2018
Finora, il controllo del colore durante la produzione di vernici colorate veniva effettuato principalmente in laboratorio. Occorreva quindi prelevare un campione di vernice e controllare poi il colore sul sottile strato essiccato di vernice. Questo processo richiede naturalmente un certo tempo, tempo durante il quale la produzione di vernice potrebbe eventualmente uscire fuori dalla tolleranza ammessa e ciò richiederebbe un post-trattamento dispendioso in termini di tempo e denaro. ► al comunicato stampa |
 |
| Sensore di misurazione del color SPECTRO-3-28-45°/0°-MSM-ANA-DL |
22.10.2018
Il conteggio dei coperchi in plastica trasparenti impilati, come quelli utilizzati ad esempio nell'industria dell'imballaggio, è stato finora estremamente problematico, poiché i bordi dei singoli coperchi non sono sempre perfettamente allineati e, soprattutto nel caso di oggetti trasparenti, i contatori di copie che funzionano secondo il principio della luce riflessa non forniscono risultati di conteggio affidabili.
► al comunicato stampa |
 |
| Sensore laser a luce trasmessa A-LAS-N-F16-9.5x0.8-150/80-C-2m mit elettronica di controllo SPECTRO-1-CONLAS |