








Praktische Beispiele aus dem industriellen Einsatz
SPECTRO-1-FIO
1) Sprache auswählen:
|
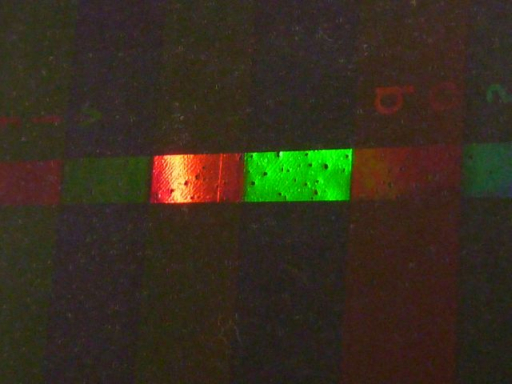
Rilevamento di segni di riferimento olografici Si devono riconoscere segni di riferimento olografici. A questo riguardo occorre tenere presente che devono essere rilevati i segni di riferimento verdi e rossi con medesima impostazione. Detection of holographical reference marks Holographic reference marks should be detected. There are red as well as green reflecting reference marks which should be detected with the same adjustment. |
|
||
|
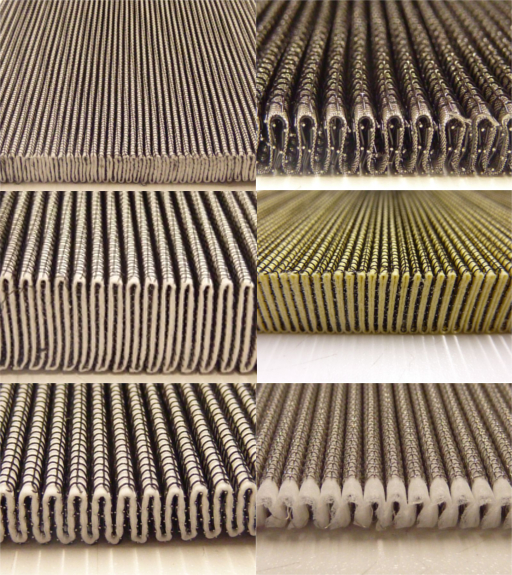
Rilevamento e conteggio delle pieghe di soffietti Si deve accertare il numero di pieghe su diversi soffietti. Edge detection at bellows (fold counting) On bellows the edges should be detected and counted. |
|
||
|
Controllo doppio strato di fogli in plastica Si deve monitorare l’area marginale di un foglio in plastica a doppio strato. Il foglio nell’area marginare passa da doppio strato a singolo strato. Double layer control of plastic films With a view to the changeover from the double layer to the single layer range of a plastic film a sensor system should deliver exactly a signal which informs about the beginning of the single layer as well as the double layer range. |

|
||
|
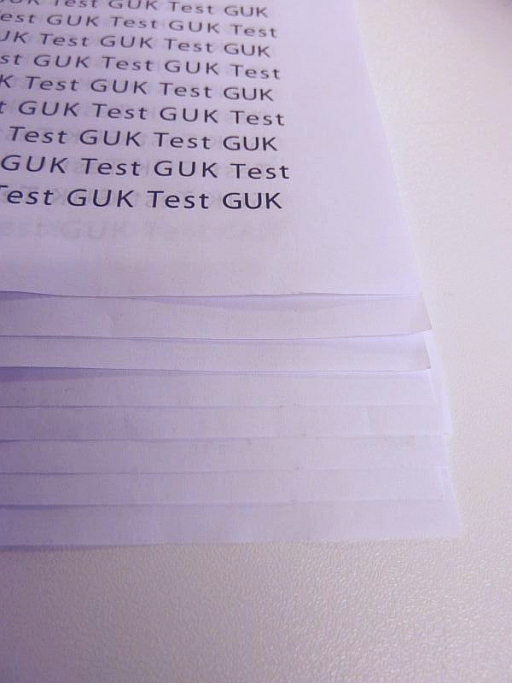
Controllo doppio strato di fogli in carta Si devono distinguere due fogli in carta sovrapposti da fogli singoli. Double layered paper sheet control Double-layered paper sheets should be differentiated from single sheets. |
|
||
|
Rilevamento di diverse marcature di colore su tubetti in plastica diversi Si devono rilevare marcature di colore su tubetti in plastica di diversi modelli. Detection of different color marks on different plastic tubes Different color marks should be detected on different plastic tubes. |

|
||
|
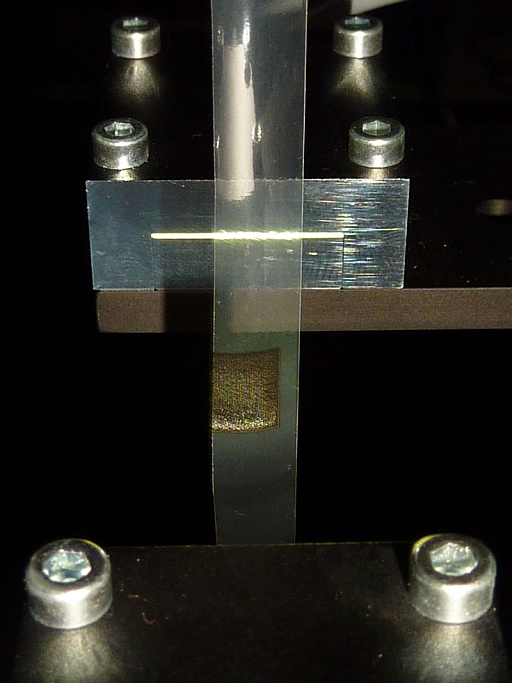
Rilevamento di uno spessore su un fascio di fibre di plastica in rapido movimento Si deve monitorare un punto di spessore su un fascio di fibre in plastica in rapido movimento. A tal fine viene sistemata la testa di un conduttore ottico a luce trasmessa appena al di sotto del percorso del fascio di fibre in modo che il fascio luminoso non venga attenuato col normale andamento delle fibre attenuato se l’andamento delle fibre è normale. Con la presenza invece di un punto spesso il fascio di luce viene parzialmente coperto, il che porta a sua volta ad una diminuzione del segnale ricevente. Detection of a ravel in a fast moved plastic fiber bundle A ravel in a fast moved plastic fiber bundle should be detected. At this, an optical fiber through beam head is placed in way, that the normal plastic fiber bundle stream does not cover the optical beam. However, if a ravel appears, the optical beam will be partly interrupted and this leads to a decrease of the receiver signal. |

|
||
|
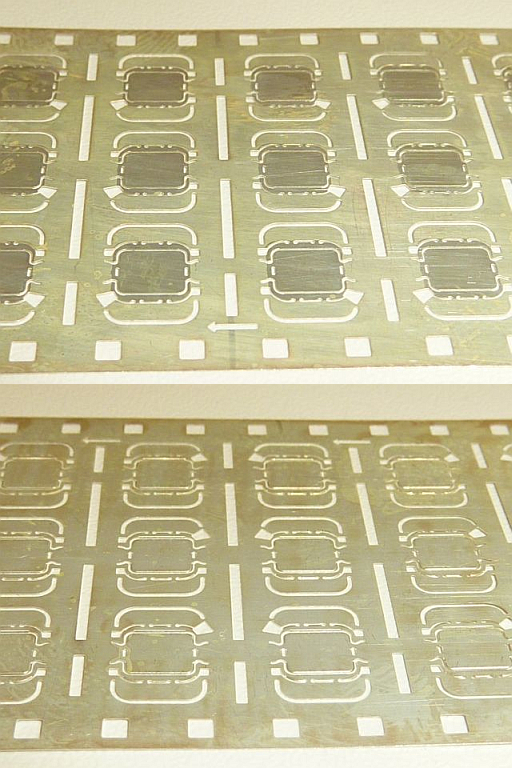
Controllo della lucentezza di una striscia metallica substrato di semiconduttore, un cosiddetto lead frame Si deve controllare la lucentezza di un cosiddetto lead frame e più precisamente nel punto in cui successivamente nel processo di produzione si deve posizionare il chip semiconduttore. Lead frame gloss control The gloss of lead frames should be controlled. At this, the surface where the semiconductor chip should be placed can be blank or rough. |
|
||
|
Contrassegno di riconoscimento colorato su una pellicola di plastica rivestita in alluminio stampato Si devono rilevare marcature di colore nere su una pellicola di plastica rivestita in alluminio. Per il corretto posizionamento della pellicola in plastica si deve mettere a disposizione un segnale analogico analogico e digitale. Color mark detection on aluminum coated plastic film Color marks should be detected on aluminum coated plastic foil. An analog as well as a digital signal is required at the sensor output. |

|
||
|
Controllo di espulsione di pezzi stampati Per ragioni di sicurezza dell’utensile di stampaggio s’inserisce un controllo di espulsione dei pezzi stampati. I piccoli pezzi stampati vengono controllati e contati a caduta libera subito dopo lo stampaggio. La velocità di espulsione dei pezzi aè di alcuni alcuni m/s. Ejection control of stamping parts Due to stamping tool protection reasons the ejection of very small stamping parts should be controlled and the parts counted. The ejection speed of the parts is in the range of a few m/s. |

|
||
|
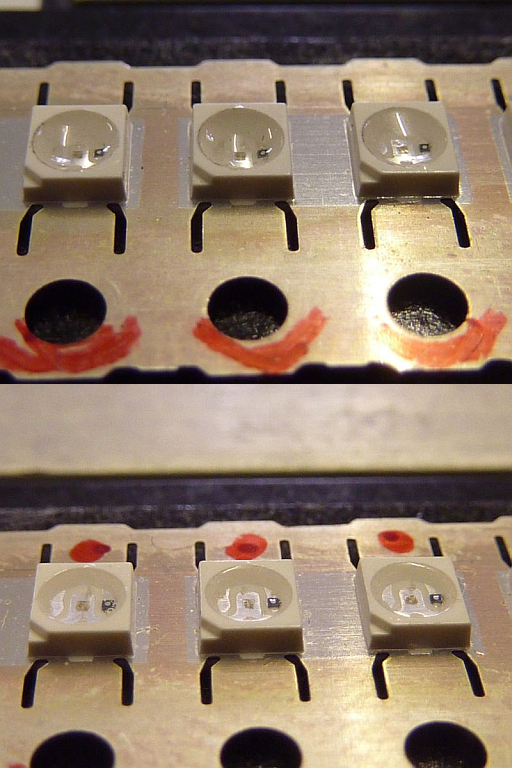
Controllo del livello di riempimento di un materiale di tenuta trasparente in un LED SMD Si deve monitorare il livello di riempimento di materiale di tenuta trasparente in un LED SMD affinché non sia troppo scarso. Underfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with a view to underfilling. |
|
||
|
Conteggio di bacinelle in lamiera di un’unità di raffreddamento a olio/acqua Si deve determinare il numero di bacinelle i lamiera in un pacchetto mentre si sposta. Counting of dishes for water cooling systems The number of dishes in a package should be counted during the movement of the package. |

|
||
|
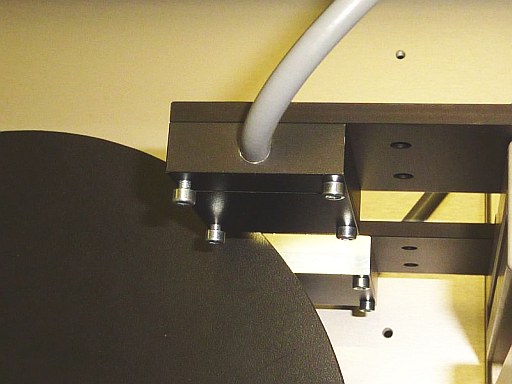
Monitoraggio della concentricità di un disco rotante Si deve controllare la concentricità di un disco a un numero elevato di giri. Concentric runout control of a wheel The concentricity of a high speed wheel should be controlled. |
|
||
|
Rilevamento di una marcatura di colore su una striscia di plastica trasparente Si deve riconoscere una marcatura di colore su un foglio di plastica trasparente. L’applicazione si trova nella gamma Ɛx, ovvero si devono utilizzare preferibilmente dei conduttori ottici. Detection of a color mark on a transparent plastic film A color mark on a transparent plastic film should be detected. The sensor is used in the Ɛx – range, thus, an optical fiber unit is necessary. |
|
||
|
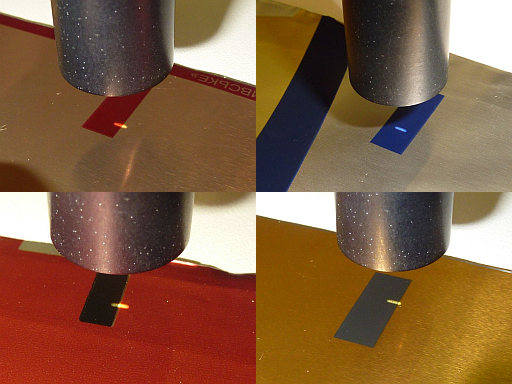
Controllo della posizione di marcature di colore Si deve rilevare la posizione di marcature di colore stampate su un foglio di alluminio o di plastica. Sia lo sfondo che la marcatura di colore in sè possono variare di charge in charge. Occorre pertanto utilizzare un sistema flessibile che si possa adattare senza problemi alle circostanze. Oltre a un segnale digitale, che informa sulla copertura al 50% dello spot luminoso dei sensori, si desidera anche un segnale analogico che mostri la relativa posizione della marcatura di colore sotto lo spot luminoso: 5V significa copertura al 50% dello spot luminoso da parte della marcatura di colore, 0V e 10V sono poi visualizzati se lo sfondo è più chiaro (10V) o più scuro (0V). Color mark position control The position of printed color marks on aluminum foils and plastic films should be controlled. At this, the sensor system should deliver an analogue signal which is proportional to the position of the color mark. At this, the color of the background as well as of the color mark can change from batch to batch, which means, that a flexible “easy to handle” system is required. Beside the digital output (a signal change should happen if the light spot is covered by 50% of the color mark) there is an analog output desired, which informs about the actual position of the color mark: 5V means, that the light spot covers to 50% the color mark and 0V and 10V shows, that the light spot falls either only onto the background or onto the color mark. |
|
")
")
")
")
")
")
")
")
