








Praktische Beispiele aus dem industriellen Einsatz
SPECTRO-1-FIO
1) Sprache auswählen:
|
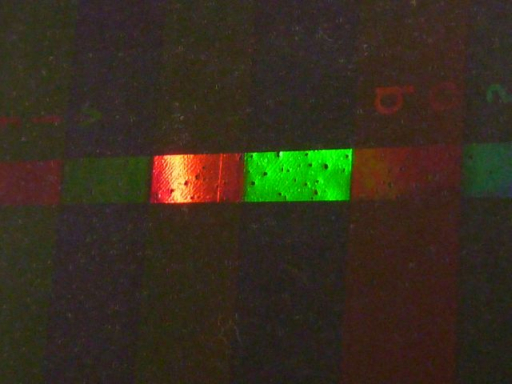
Detection of holographical reference marks Holographic reference marks should be detected. There are red as well as green reflecting reference marks which should be detected with the same adjustment. |
|
||
|
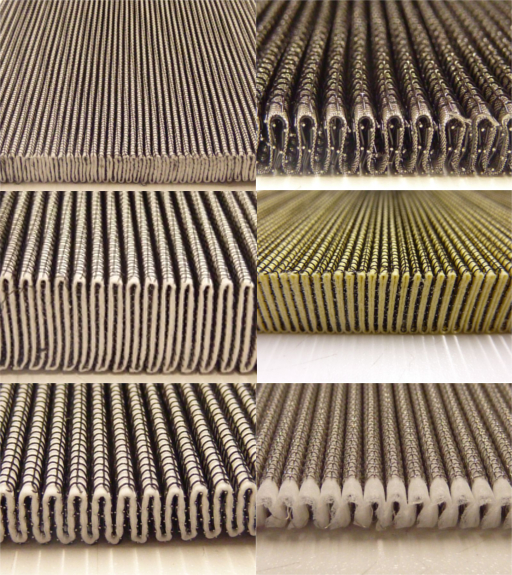
Edge detection at bellows (fold counting) On bellows the edges should be detected and counted. |
|
||
|
Double layer control of plastic films With a view to the changeover from the double layer to the single layer range of a plastic film a sensor system should deliver exactly a signal which informs about the beginning of the single layer as well as the double layer range. |

|
||
|
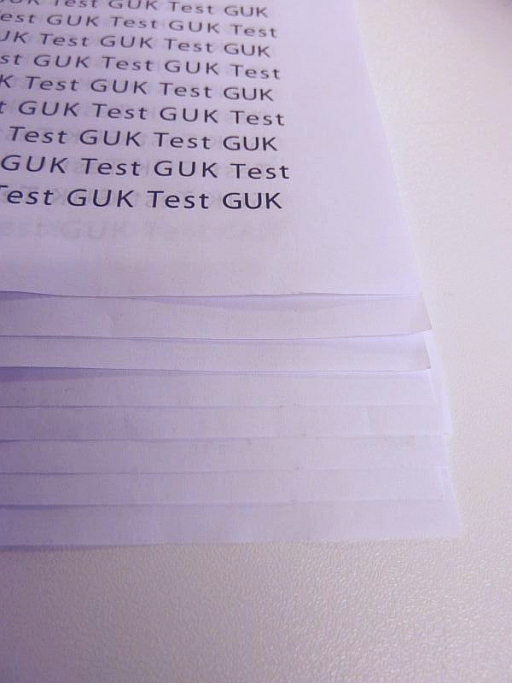
Double layered paper sheet control Double-layered paper sheets should be differentiated from single sheets. |
|
||
|
Detection of different color marks on different plastic tubes Different color marks should be detected on different plastic tubes. |

|
||
|
Detection of a ravel in a fast moved plastic fiber bundle A ravel in a fast moved plastic fiber bundle should be detected. At this, an optical fiber through beam head is placed in way, that the normal plastic fiber bundle stream does not cover the optical beam. However, if a ravel appears, the optical beam will be partly interrupted and this leads to a decrease of the receiver signal. |

|
||
|
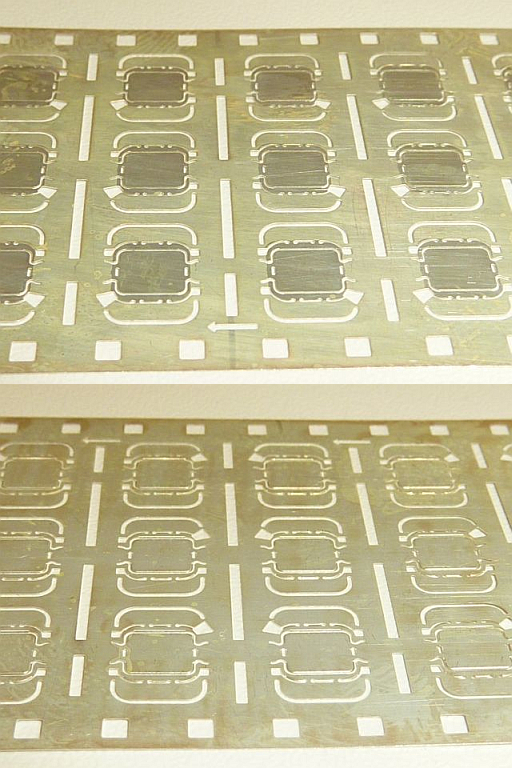
Lead frame gloss control The gloss of lead frames should be controlled. At this, the surface where the semiconductor chip should be placed can be blank or rough. |
|
||
|
Color mark detection on aluminum coated plastic film Color marks should be detected on aluminum coated plastic foil. An analog as well as a digital signal is required at the sensor output. |

|
||
|
Ejection control of stamping parts Due to stamping tool protection reasons the ejection of very small stamping parts should be controlled and the parts counted. The ejection speed of the parts is in the range of a few m/s. |

|
||
|
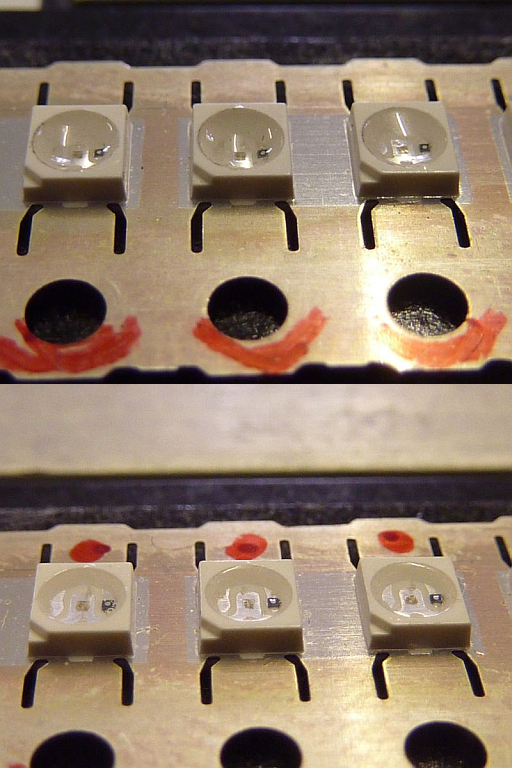
Underfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with a view to underfilling. |
|
||
|
Counting of dishes for water cooling systems The number of dishes in a package should be counted during the movement of the package. |

|
||
|
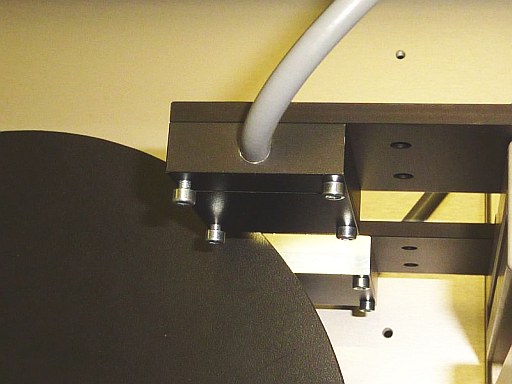
Concentric runout control of a wheel The concentricity of a high speed wheel should be controlled. |
|
||
|
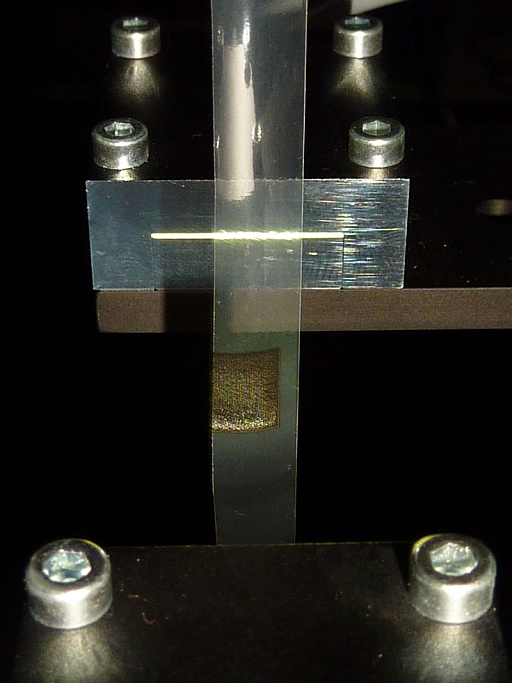
Detection of a color mark on a transparent plastic film A color mark on a transparent plastic film should be detected. The sensor is used in the Ɛx – range, thus, an optical fiber unit is necessary. |
|
||
|
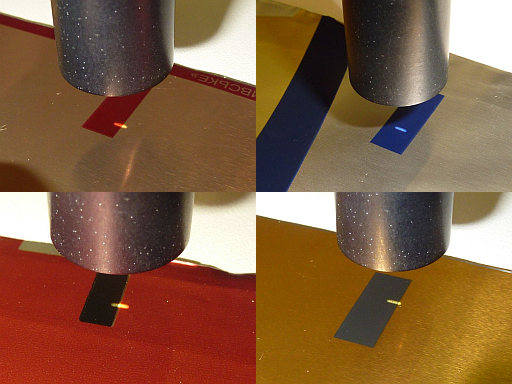
Color mark position control The position of printed color marks on aluminum foils and plastic films should be controlled. At this, the sensor system should deliver an analogue signal which is proportional to the position of the color mark. At this, the color of the background as well as of the color mark can change from batch to batch, which means, that a flexible “easy to handle” system is required. Beside the digital output (a signal change should happen if the light spot is covered by 50% of the color mark) there is an analog output desired, which informs about the actual position of the color mark: 5V means, that the light spot covers to 50% the color mark and 0V and 10V shows, that the light spot falls either only onto the background or onto the color mark. |
|
")
")
")
")
")
")
")
")
