








Praktische Beispiele aus dem industriellen Einsatz
SPECTRO-1-FIO
1) Sprache auswählen:
|
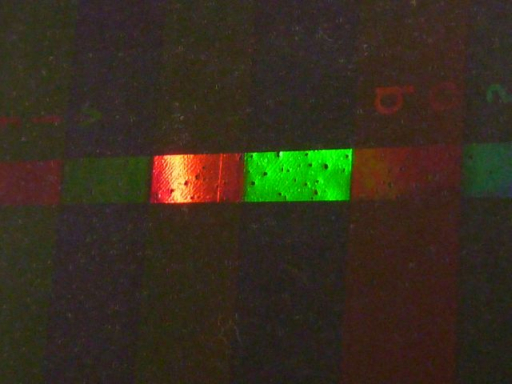
Detektieren von holographischen Referenzmarken Holographische Referenzmarken sollen erkannt werden. Dabei ist zu beachten, dass sowohl die grün als auch die rot reflektierenden Marken mit derselben Einstellung erfasst werden müssen. Detection of holographical reference marks Holographic reference marks should be detected. There are red as well as green reflecting reference marks which should be detected with the same adjustment. |
|
||
|
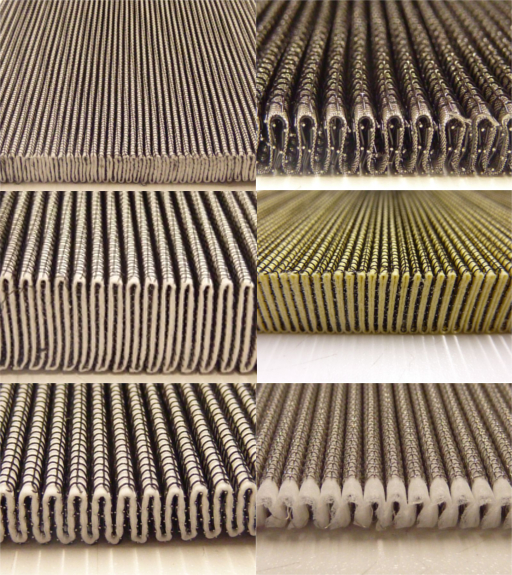
Faltendetektion und Faltenzählung am Faltenbalg An verschiedenen Faltenbalgmaterialien soll die Anzahl der Falten ermittelt werden. Edge detection at bellows (fold counting) On bellows the edges should be detected and counted. |
|
||
|
Doppellagenkontrolle von Kunststofffolien Der Randbereich einer doppellagigen Plastikfolie soll überwacht werden. Dabei geht die Folie im Randbereich von einer Doppellage in eine Einfachlage über. Double layer control of plastic films With a view to the changeover from the double layer to the single layer range of a plastic film a sensor system should deliver exactly a signal which informs about the beginning of the single layer as well as the double layer range. |

|
||
|
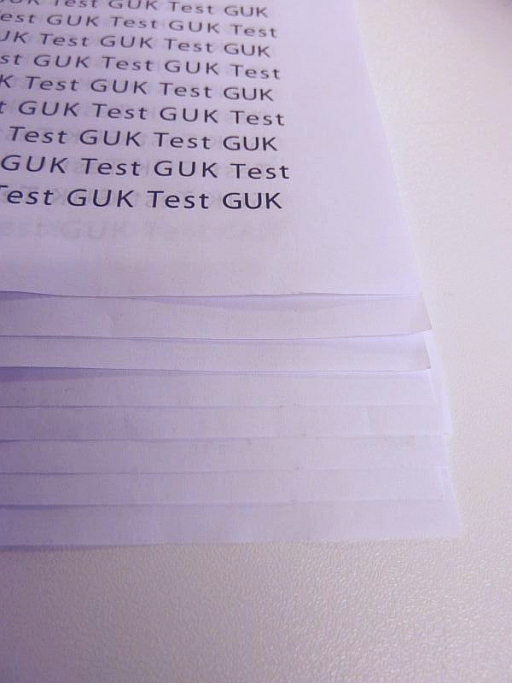
Doppellagenkontrolle von Papierblättern Zwei übereinander liegende Papierblätter sollen von Einzelblättern unterschieden werden. Double layered paper sheet control Double-layered paper sheets should be differentiated from single sheets. |
|
||
|
Detektion verschiedener Farbmarken auf verschieden farbigen Plastiktuben Auf Kunststofftuben unterschiedlicher Ausführung sollen Farbmarken erkannt werden. Detection of different color marks on different plastic tubes Different color marks should be detected on different plastic tubes. |

|
||
|
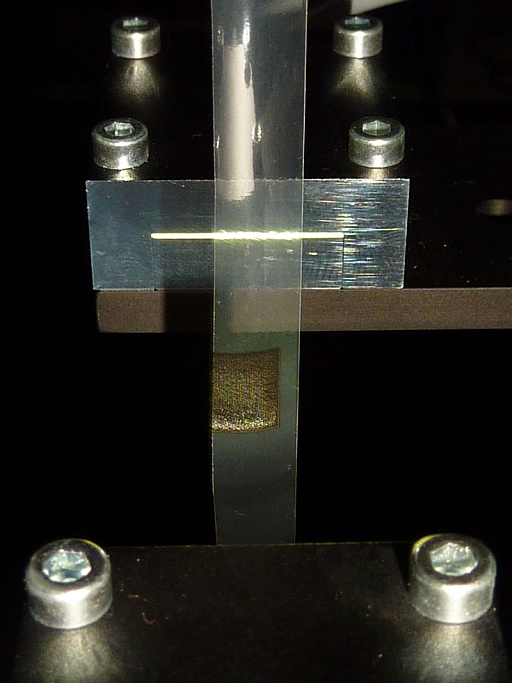
Erkennung einer Dickstelle in einem schnell bewegten Kunststofffaserbündel Ein schnell bewegtes Kunststofffaserbündel soll in Hinblick auf Dickstellen überwacht werden. Hierzu wird ein Durchlicht-Lichtleiterkopf etwas unterhalb des normalen Faserbündelverlaufes angeordnet, sodass das Lichtbündel bei normalen Faserbündelverlauf nicht bedämpft wird. Bei Vorhandensein einer Dickstelle hingegen wird das Lichtbündel teilweise abgedeckt, was wiederum zu einer Abnahme des Empfängersignales führt. Detection of a ravel in a fast moved plastic fiber bundle A ravel in a fast moved plastic fiber bundle should be detected. At this, an optical fiber through beam head is placed in way, that the normal plastic fiber bundle stream does not cover the optical beam. However, if a ravel appears, the optical beam will be partly interrupted and this leads to a decrease of the receiver signal. |

|
||
|
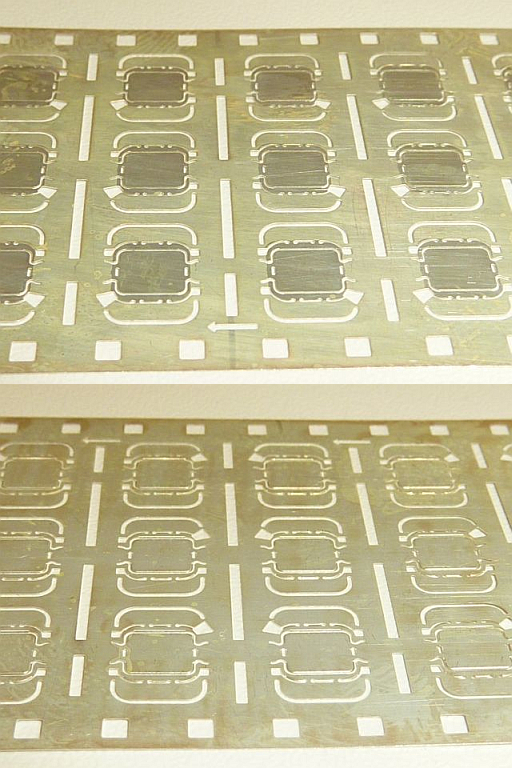
Glanzkontrolle eines Halbleiterträgermetallstreifens, eines sog. Leadframes Der Glanz eines sog. Leadframes soll kontrolliert werden und zwar an den Stellen, wo im späteren Verlauf des Produktionsprozesses ein Halbleiterchip platziert werden soll. Lead frame gloss control The gloss of lead frames should be controlled. At this, the surface where the semiconductor chip should be placed can be blank or rough. |
|
||
|
Farbmarkenerkennung auf einer bedruckten Aluminium beschichteten Kunststofffolie Schwarze Farbmarken sollen auf einer Aluminium beschichteten Kunststofffolie erkannt werden. Zur exakten Positionierung der Plastikfolie soll sowohl ein analoges als auch ein digitales Signal zur Verfügung gestellt werden. Color mark detection on aluminum coated plastic film Color marks should be detected on aluminum coated plastic foil. An analog as well as a digital signal is required at the sensor output. |

|
||
|
Auswurfkontrolle von Stanzteilen Zur Stanzwerkzeugabsicherung wird eine Auswurfkontrolle der gestanzten Teile eingesetzt. Die kleinen Stanzteile werden dabei unmittelbar nach dem Ausstanzen im freien Fall kontrolliert und gezählt. Es können dabei Teilegeschwindigkeiten von einigen m/s auftreten. Ejection control of stamping parts Due to stamping tool protection reasons the ejection of very small stamping parts should be controlled and the parts counted. The ejection speed of the parts is in the range of a few m/s. |

|
||
|
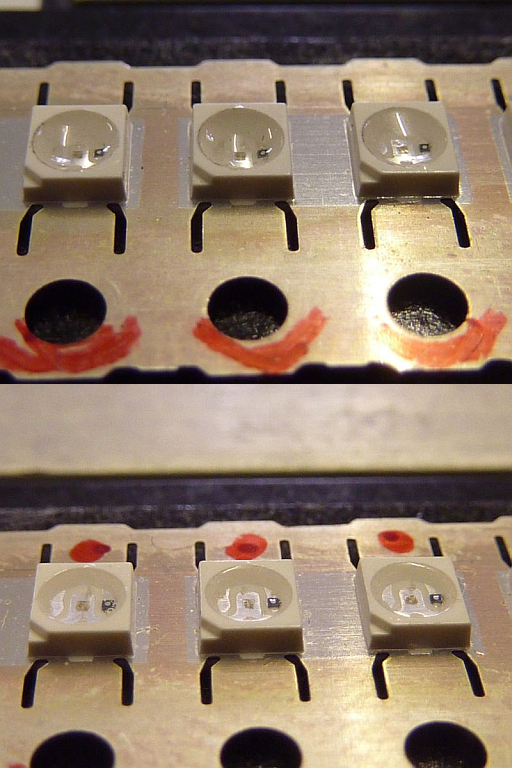
Füllstandskontrolle einer transparenten Vergussmasse in SMD-LEDs Der Füllstand einer transparenten Vergussmasse in SMD-LEDs soll in Hinblick auf Unterfüllung überwacht werden. Underfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with a view to underfilling. |
|
||
|
Zählen von Blechschalen einer Öl- / Wasserkühleinheit Die Anzahl der Blechschalen in einem Packet soll während der Bewegung ermittelt werden. Counting of dishes for water cooling systems The number of dishes in a package should be counted during the movement of the package. |

|
||
|
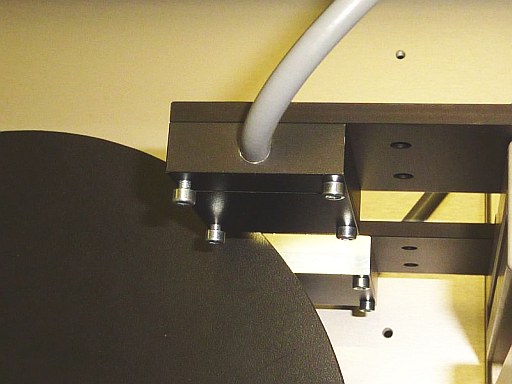
Konzentrizitätsüberwachung einer Scheibe Die Konzentrizität einer schnell rotierenden Scheibe soll kontrolliert werden. Concentric runout control of a wheel The concentricity of a high speed wheel should be controlled. |
|
||
|
Erkennung einer Farbmarke auf einer transparenten Kunststoffbahn Eine Farbmarke auf einer transparenten Plastikfolie soll erkannt werden. Die Applikation befindet sich im Ɛx – Bereich, d.h. vorzugsweise sollten Lichtleiter verwendet werden. Detection of a color mark on a transparent plastic film A color mark on a transparent plastic film should be detected. The sensor is used in the Ɛx – range, thus, an optical fiber unit is necessary. |
|
||
|
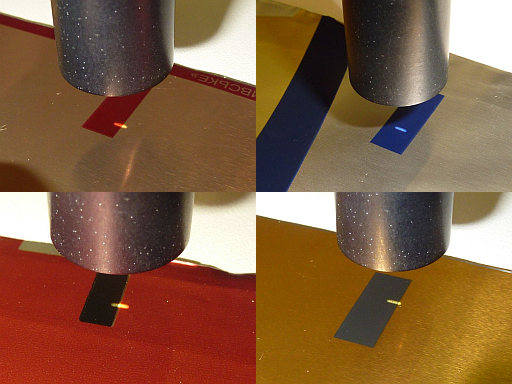
Positionskontrolle von Farbmarken Die Position von auf Aluminiumfolie oder Kunststofffolie gedruckten Farbmarken soll ermittelt werden. Sowohl der Hintergrund als auch die Farbmarke an sich kann sich von Charge zu Charge ändern. Es ist deshalb ein flexibles System zu verwenden, das den jeweiligen Gegebenheiten problemlos angepasst werden kann. Neben einem digitalen Signal, das über die 50%ige Abdeckung des Lichtspots der Sensorik informiert, ist auch ein Analogsignal gewünscht, das die jeweilige Position der Farbmarke unter dem Lichtspot anzeigt: 5V bedeutet 50%ige Abdeckung des Lichtspots durch die Farbmarke, 0V und 10Vwerden angezeigt je nachdem, ob der Hintergrund heller (dann 10V) oder dunkler (dann 0V) ist. Color mark position control The position of printed color marks on aluminum foils and plastic films should be controlled. At this, the sensor system should deliver an analogue signal which is proportional to the position of the color mark. At this, the color of the background as well as of the color mark can change from batch to batch, which means, that a flexible “easy to handle” system is required. Beside the digital output (a signal change should happen if the light spot is covered by 50% of the color mark) there is an analog output desired, which informs about the actual position of the color mark: 5V means, that the light spot covers to 50% the color mark and 0V and 10V shows, that the light spot falls either only onto the background or onto the color mark. |
|
")
")
")
")
")
")
")
")
