








Praktische Beispiele aus dem industriellen Einsatz
1) Einsatzbereich auswählen:
Semiconductor Industry / Electrical Industrie (Halbleiterindustrie / Elektroindustrie)
2) Sprache auswählen:
APP N° 787
|
Contrôle de la vitesse de rotation de moteurs électriques La fréquence de moteurs électriques doit être surveillée. Frequency control of electric motors The frequency of electric motors should be controlled. |
|
|||||
APP N° 781
|
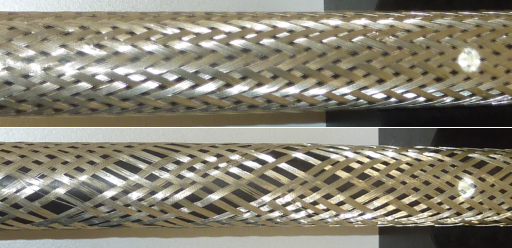
Contrôle des mailles de rubans de tissu métallique Les mailles de rubans de tissu métallique doivent être contrôlées. Mesh control on metal braided hoses Meshes on metal braided hoses should be controlled. |
|
|||||
APP N° 780
|
Contrôle du tressage de flexibles en tissu Le tressage de flexibles en tissu doit être contrôlé. Meshes control on fabric hoses The meshes of a braided hose should be controlled. |

|
|||||
APP N° 700
|
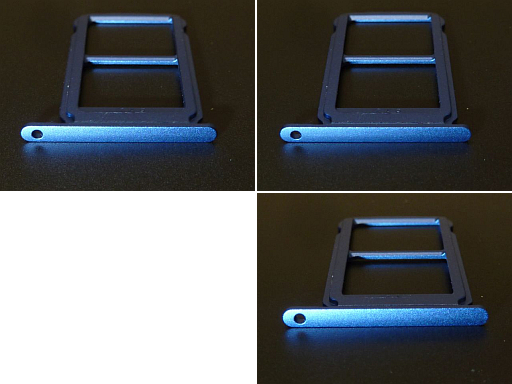
Mesure de la couleur de pièces en aluminium anodisés Des composants en aluminium anodisé doivent être mesurés au niveau des couleurs. Color measurement of anodized aluminum parts The color of anodized aluminum parts should be measured. |
|
|||||
APP N° 515
|
Contrôle du revêtement sur la face frontale de condensateurs à film La face avant de condensateurs à film doit être surveillée quant à la présence d’une double couche. Coating control at the front side of film capacitors The double coating at the front side of film capacitors should be controlled. |

|
|||||
APP N° 514
|
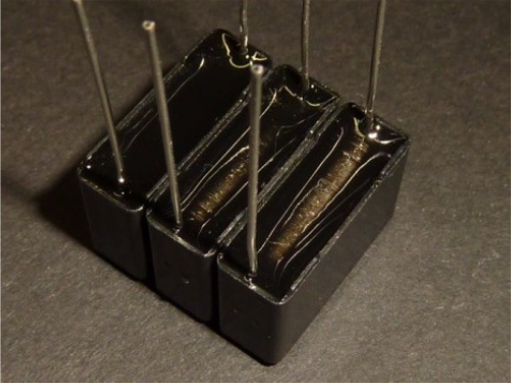
Contrôle de la masse de coulée de boîtiers de condensateurs Le recouvrement correct de matériau de condensateur par la masse de coulée doit être surveillé. Casting compound control at capacitor housings The casting compound of capacitor housings should be controlled. |
|
|||||
APP N° 407
|
Détection de résidus en plastiques sur le filetage Des résidus en plastique présents sur le filetage doivent être controlés. Detection of plastic residues on the start of metal thread Plastic residues on the start of metal threads should be detected. |

|
|||||
APP N° 398
|
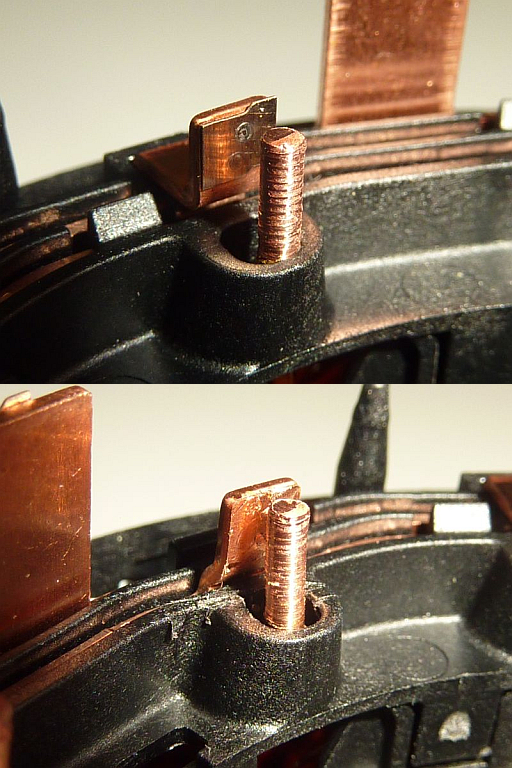
Contrôle de la présence d’une plaque conductrice sur un contact La présence d’une fine plaque cuivrée doit être détectée. Presence control of small metal plates on a copper contact The presence of a small and thin metal plate should be detected. |
|
|||||
APP N° 388
|
Détection de bord de wafers La détection en optique réflexe, consiste à connaitre le bord d’un wafer de 80µm d’épaisseur. Wafer edge detection The edges of wafers with a thickness of 80µm should be detected. |
|
|||||
APP N° 339
|
Contrôle de la position des feuillards sur des dérouleurs automatisés La position d’étroites bandes de feuillards doit être mesurée dans les deux phases et à des fréquences importantes. Metal sheet height control on rewinders and unwinders in the stamping industry The position of metal stripes on re- and unwinders should be controlled. At this, it has to be taken into account that the metal stripes, especially the small bands, are oscillating and the acceleration can be very high. |
|
|||||
APP N° 333
|
Contrôle de de la fréquence de rotation des ventilateurs industriels Les ventilateurs à usage industriel doivent vérifiés en fréquence, ainsi que leurs sens. Frequency control of industrial ventilators Ventilators for industrial purposes should be frequency checked. Furthermore the direction of rotation should be controlled. |

|
|||||
APP N° 303
|
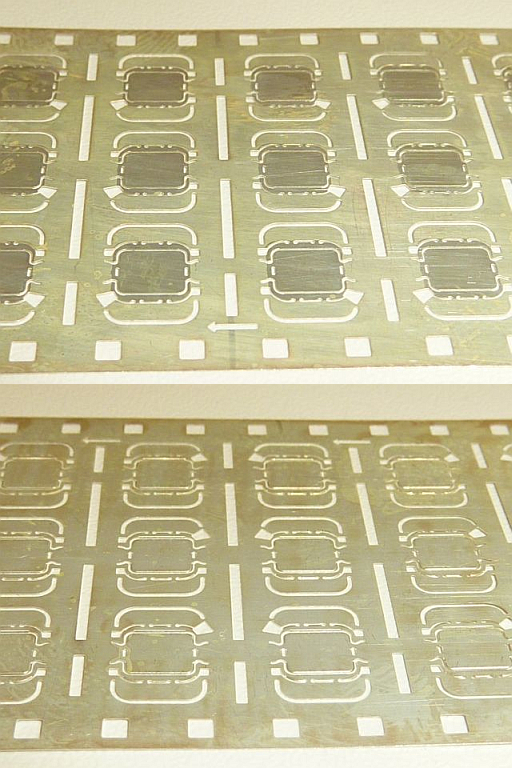
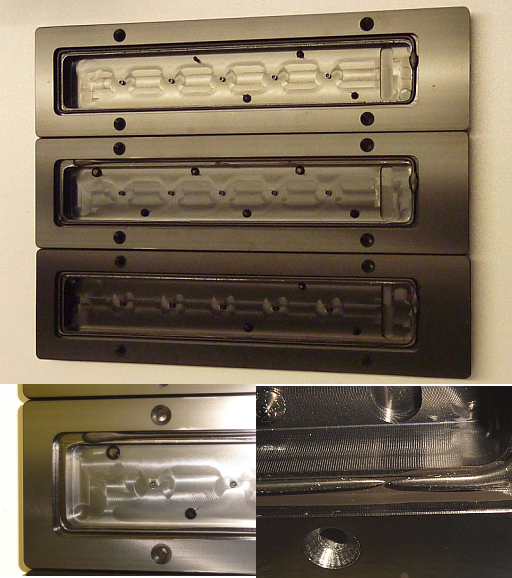
Contrôle de hauteur d’un point sur une matrice de contacts Cette hauteur doit être inspectée, sachant que qu’un revêtement translucide peut être appliqué. Dome height inspection of lead frames The height of the domes on lead frames should be controlled. Even a transparent coating can be controlled. |
|
|||||
APP N° 291
|
Contrôle de brillance d’une bande métallique porteuse semi-conductrice, ce qu’on appelle un leadframe La brillance de ce qu’on appelle un leadframe doit être contrôlé, et à savoir aux endroits où une puce semi-conductrice doit être placée dans la suite du processus de production. Lead frame gloss control The gloss of lead frames should be controlled. At this, the surface where the semiconductor chip should be placed can be blank or rough. |
|
|||||
APP N° 261
|
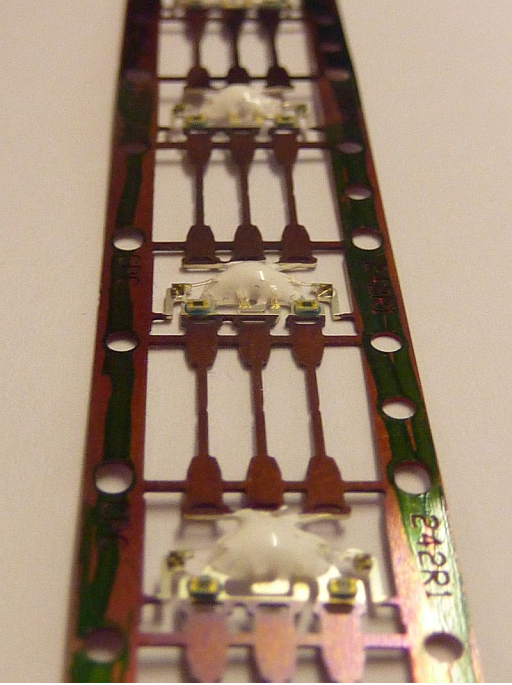
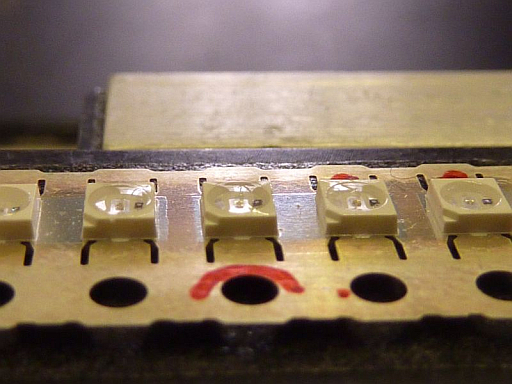
Contrôle de la masse de coulée de LED SMD Le niveau de remplissage d’une masse de coulée optiquement transparente de LED SMD doit être surveillé. Une certaine hauteur de la masse de coulée ne doit pas être dépassée (surremplissage). Overfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with regard to overfilling. |
|
|||||
APP N° 260
|
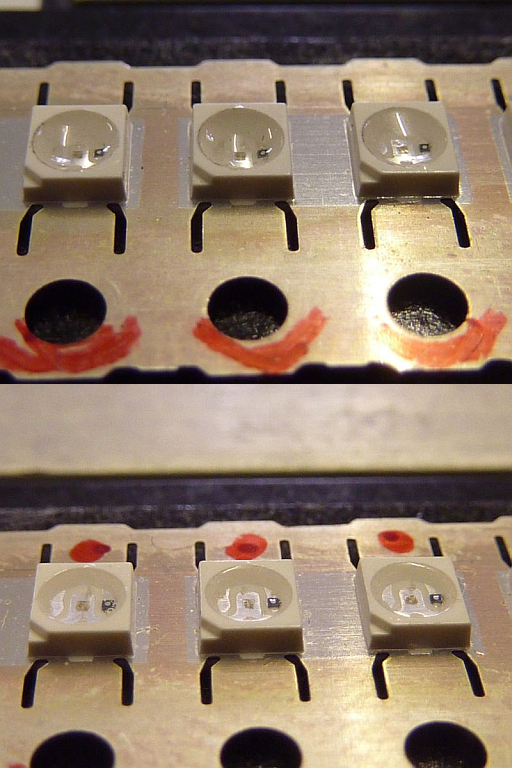
Contrôle du niveau de remplissage d’une masse de coulée transparente dans des LED SMD L’insuffisance éventuelle du niveau de remplissage d’une masse de coulée transparente dans des LED SMD doit être surveillée. Underfilling control of SMD LEDs The level of transparent casting compound in SMD LEDs should be controlled with a view to underfilling. |
|
|||||
APP N° 250
|
Contrôle de la présence d’une couche primaire sur une surface d’aluminium anodisée noire La présence sans lacune d’une couche primaire sur une surface en aluminium anodisée noire doit être surveillée. Le capteur peut ici être déplacé à l’aide d’une unité de déplacement x, y de manière à suivre le contour d’un corps en aluminium. Presence control of a primer on black anodized aluminum The presence of a primer coating on black anodized aluminum should be controlled. |
|
|||||
APP N° 249
|
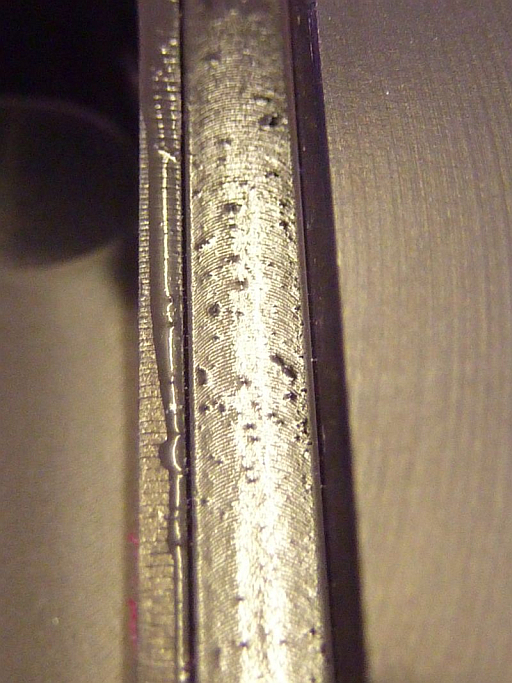
Contrôle de la présence d’une masse d’étanchéité La bande d’étanchéité brillante noire dans un boîtier en aluminium anodisé noir doit être contrôlée quant à la présence de lacunes éventuelles. Sealing bead presence control The presence of a sealing bead on aluminum housing should be controlled. Gaps should be detected. |
|
|||||
APP N° 245
|
Détection de repères de couleur sur des fibres de verre Différents repères de couleur doivent être détectés sur des fibres de verre pourvues de revêtement. La vitesse de transport des fibres de verre est ici d’env. 10 m/s. Color mark detection on an optical fiber Color marks should be detected on optical fibers. The rate of feed is around 10m/s. |
|
|||||
APP N° 244
|
Contrôle de la couleur du revêtement plastique de câbles à fibres optiques Le manteau en plastique d’une fibre optique doit être contrôlé. Il faut ici que des parties raclées ainsi que des encrassements du câble à fibres optiques soient reconnues à une vitesse de produit de 10 m/s. Color control of the coating of an optical fiber The coating of an optical fiber should be controlled. At this, cuttings and soiling should be detected, even at a product speed of up to 10m/s. |
|
|||||
APP N° 236
|
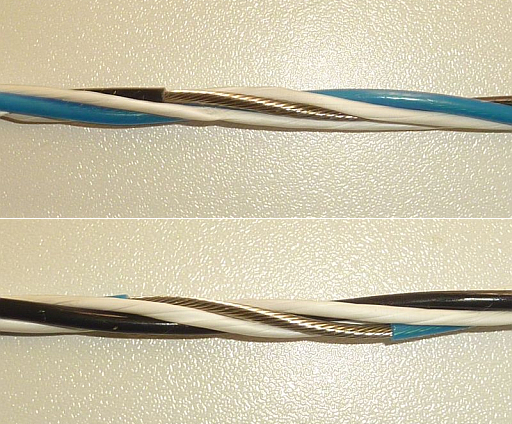
Détection d’un câble isolé à l’intérieur d’un faisceau de câbles La section isolée d’un câble à l’intérieur de plusieurs câbles torsionnés doit être détectée. Detection of uninsulated cables in a twisted cable assembly Uninsulated cables should be detected in a twisted cable assembly. |
|
|||||
APP N° 221
|
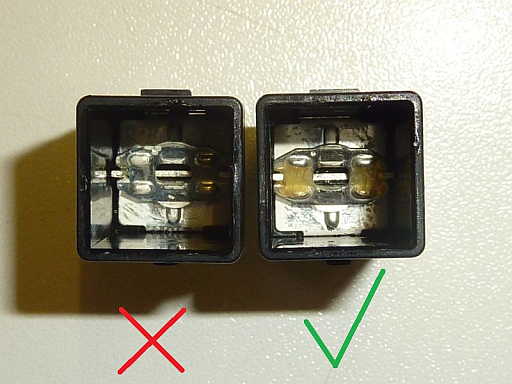
Contrôle de la présente d’un lubrifiant dans un composant électromécanique La présence d’un lubrifiant dans un composant électromécanique doit être surveillée. Presence control of grease in an electrical component The presence of grease on a metal part inside an electrical component should be checked. |
|
|||||
APP N° 208
|
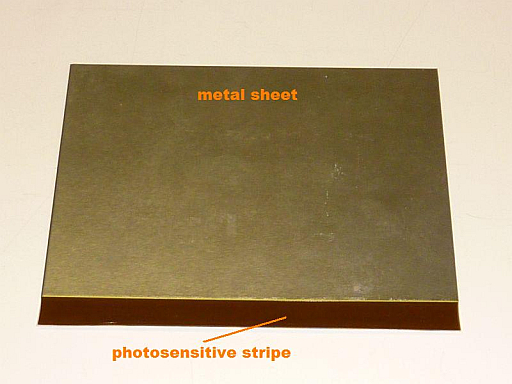
Détection d’une bande photosensible sur une plaque métallique Une bande photosensible sur une plaque métallique doit être reconnue, il faut ici tenir compte du fait qu’il faut travailler dans la plage IR du fait du matériau photosensible. Detection of a photosensitive stripe on a metal plate A photosensitive stripe should be detected on a metal sheet. At this, lightning sources which are working in the visible range cannot be used. |
|
|||||
APP N° 188
|
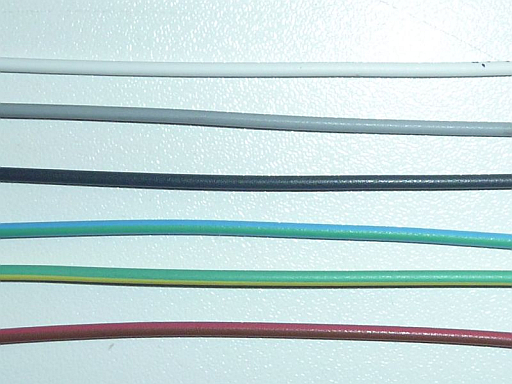
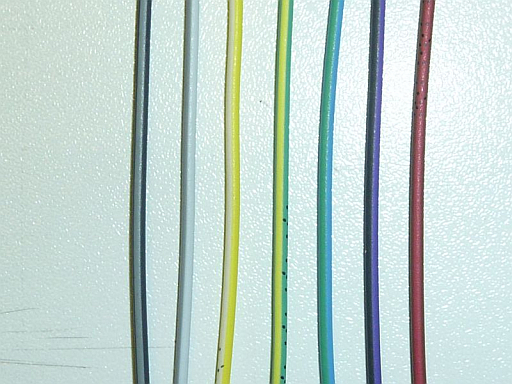
Contrôle de couleur en ligne de brins et de fils isolés La couleur des isolations en plastique doit être surveillée en ligne pendant la production de câbles. Il faut ici tenir compte du fait que la brillance de la surface de l’isolation, conditionnée par la température ainsi que les variations de l’humidité de l’air, raison pour laquelle il faut utiliser un capteur de couleurs qui peut éliminer l’effet de brillance presque complètement. Inline color control of insulated cables During the production the color of a plastic insulation should be controlled (e.g. brown and red insulated cables). At this the gloss of the plastic surface can be changing due to temperature and humidity changes. Therefore a sensor should be used which is independent of the gloss of the surface. |

|
|||||
APP N° 170
|
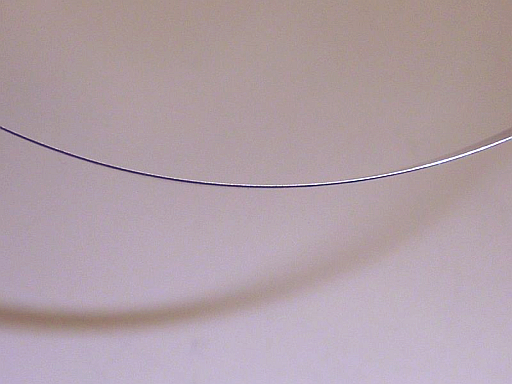
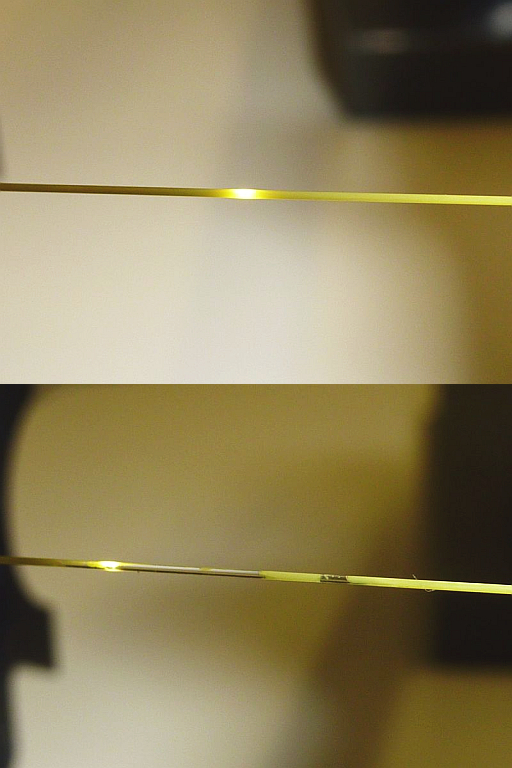
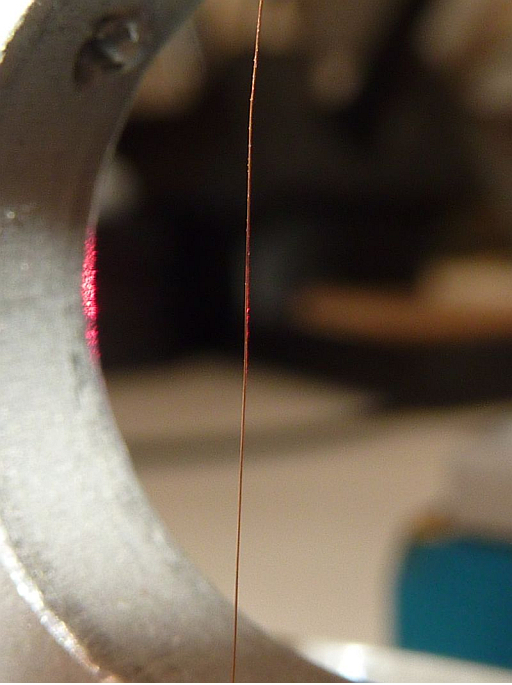
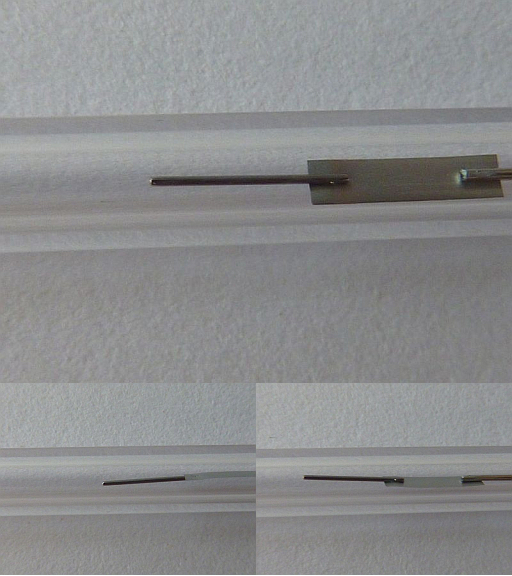
Contrôle de la présence d’une couche d’isolation sur des fils métalliques minces Le diamètre d’un fil métallique mince doit être mesuré. L’épaisseur du fil informe ici de la présence d’une couche d’isolation. Diameter control of a metal wire with and without insulation The diameter of a wire without insulation (Ø 50µm) should be differentiated from a wire with insulation (Ø 110µm). |
|
|||||
APP N° 154
|
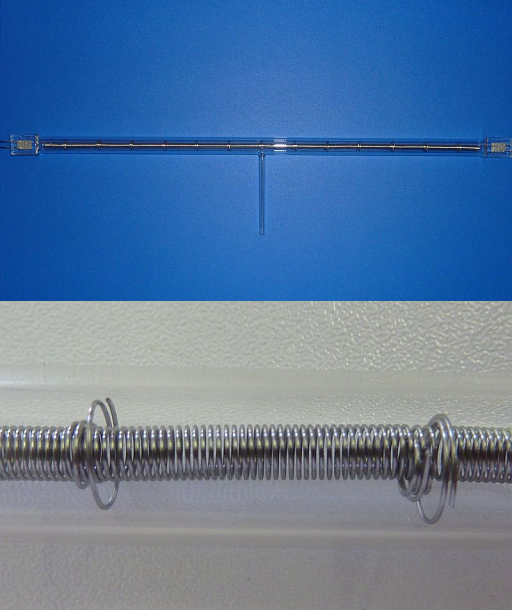
Détection du support du filament spiralé pendant le transport de la lampe de l’ampoule de verre La position du support du filament spiralé doit être demandée pendant le transport linéaire. Il est impossible d’insérer un système de lumière traversante pour des raisons de place. Detection of the distance holders of a filament in a bulb The position of the distance holders of a filament should be controlled. There is only a chance to use a reflective system due to space reasons. The bulb together with the filament and the holders can be moved position controlled. |
|
|||||
APP N° 145
|
Distinction entre des fils pourvus de revêtements et non pourvus de revêtements Les fils qui, une fois pourvus d’un revêtement, atteignent un diamètre d’env. 0,12 mm, doivent être contrôlés. Differentiation of coated wires from uncoated wires Wires of approximately 0.12mm in diameter must be coated and it should be monitored, whether the coating is present or not. |
|
|||||
APP N° 138
|
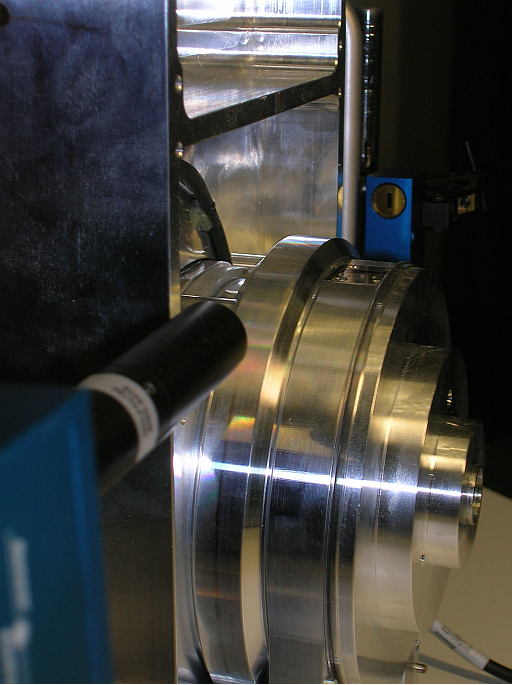
Contrôle d’excentricité d’une poulie d’entraînement en aluminium L’excentricité d’une poulie d’entraînement en aluminium doit être surveillée. La poulie d’entraînement sert à débobiner ou à enrouler des films, l’excentricité ne doit en conséquence pas dépasser une valeur de 10 µm. Eccentricity control of an aluminum drive disk The eccentricity of an aluminum driving disk, which is used for winding and rewinding of film strips, should be controlled with an accuracy of approximately 10µm. |
|
|||||
APP N° 125
|
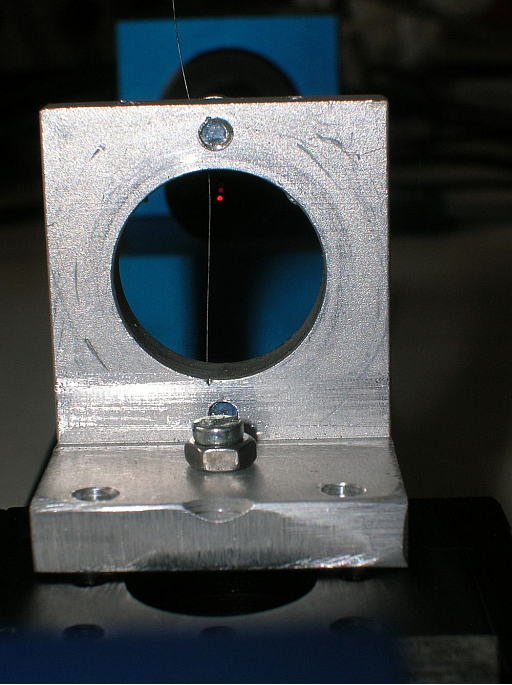
Positionnement d’un fil dans une ampoule de verre Un commencement de fil doit être positionné dans une ampoule en verre. Il faut ici veiller à ce que le fil puisse être plié et ne repose pas ainsi nécessairement sur l’axe symétrique de l’ampoule en verre. Le diamètre intérieur de l’ampoule en verre est d’environ 1,8 mm et celui du fil de 0,3 mm. Positioning of a filament in a bulb A filament must be positioned precisely into a bulb. It should be noted that the filament can be bent, thus the end of the filament lies not on the symmetrical axis of the bulb. The inner diameter of the bulb is equal to approximately 1.8mm and the diameter of the filament is around 0.3mm. |
|
|||||
APP N° 114
|
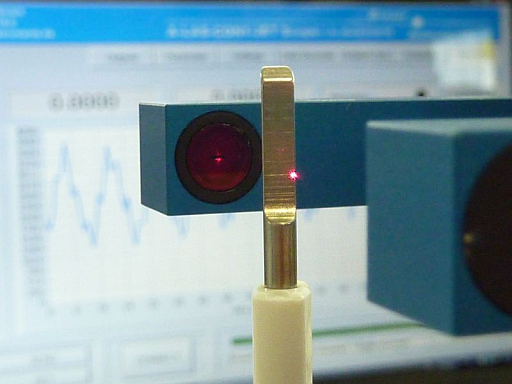
Différenciation entre les câbles monochromes et polychromes Pendant le processus d’embobinage et immédiatement après l’application d’une deuxième couleur, il faut contrôler le câble quant à la présence de cette deuxième couleur. Il faut tenir compte à cet effet du fait que le câble tourne une fois autour de son propre axe à une vitesse de transport de 15 m/s dans une période de 0,5 s. Cette rotation peut être maintenant utilisée pour demander l’application de la couleur, mais la trace de couleur adopte une largeur de 0,8 mm pour des diamètres de câble compris entre 1,35 mm et 3 mm. Differentiation between single-colored and two-colored cables During the coiling process of cables it has to be checked, whether monochromatic or dichromatic cables will be winded. At this the cables will be transported with a speed of 15 m/s and the cable will be turned 360° in 0.5 seconds around the axis. This turn around its axis can be used for color control. The smallest diameter of the cables is Ø 1.35 mm and the biggest diameter is around Ø 3mm. To produce a two-colored cable, a single-colored cable is used and a line with a width of approximately 0.8mm will be painted onto the cable, hence a white light spot with a diameter of Ø 0.7mm is used for color control. |
|
|||||
APP N° 107
|
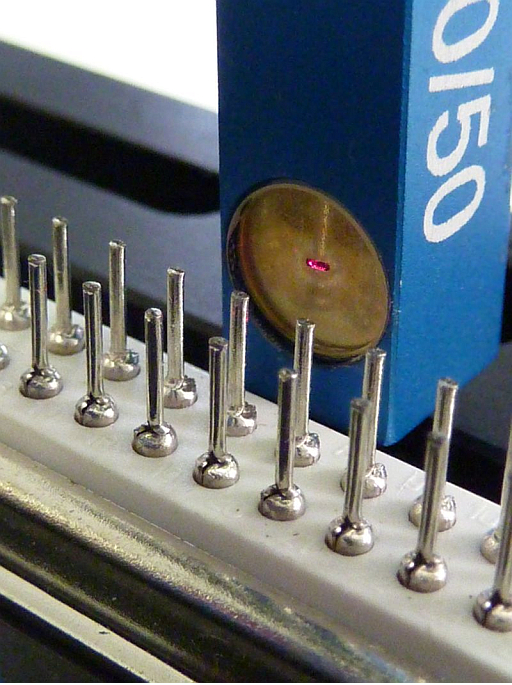
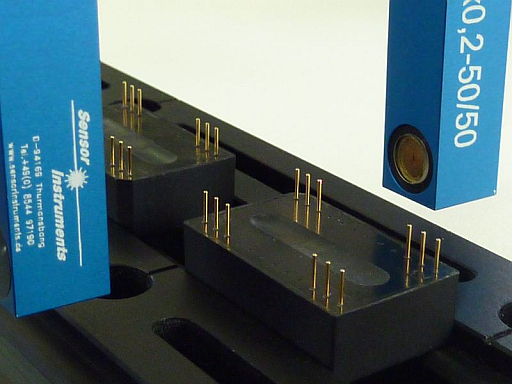
Contrôle du diamètre de pins sur les barrettes de connecteurs La largeur de pins sur les barrettes de connecteurs doit être contrôlée. Pin width control of electrical components The width of the pins of an electrical component should be controlled. |
|
|||||
APP N° 106
|
Contrôle de la hauteur de pin de composants électriques La hauteur de pins sur les composants de composants électriques doit être contrôlée pendant la production. Pin height control of electrical components The height of the pins of an electrical component should be controlled during the production. |
|
|||||
APP N° 102
|
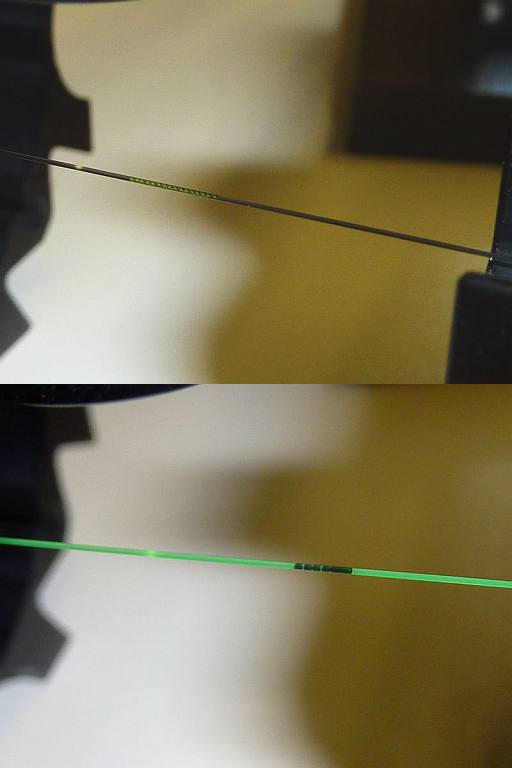
Détermination de la position de la section embobinée d’un filament La position de la zone embobinée d’un filament doit être déterminée, il y a ici deux sections embobinées de façon différente sur le filament, également de longueurs différentes. La vitesse de production est d’environ 0,02 m/s et le diamètre du filament évolue, selon les types entre 0,3 mm et 1,5 mm. Et le pas maximal de la spire est de 1 mm. Spiral position control on a filament The position of the spiral coil on a filament for the light bulb industry must be controlled. There are two different types of spirals, different in gapping, on the filament. The speed of the filament is approximately 0.02m/s, the diameter of the filament is dependent of the type (min. 0.3mm and max. 1.5mm) and the maximum gapping of the spiral is 1mm. |

|
|||||
APP N° 91
|
Le contrôle de la présence de bouchons sur bouteilles soit être réalisé, quelques soient les variations de hauteur et teintes des lots. Pendant la production du câble electrique une détection de câble monochrome et bicolore doit être vérifié. Ainsi des câbles jusqu’à 1,35 mm de diamètre et se déplaçant à15 mètre /seconde, sont en rotation pendant leur défilement. La bande bicolore peut atteinde 0,8 mm de largeur. Differentiation of a unicolor and a bicolor cable During the production of cables a differentiation between unicolor and bicolor cable is necessary. The production maximum speed of the cable is approximately 15m/s and the diameter of the smallest cable is around 1.35mm. The cable is rotating around the axis in 0.5 seconds 360° at this velocity. The color stripe of the bicolor cable has a width of about 0.8mm. |
|
|||||
APP N° 56
|
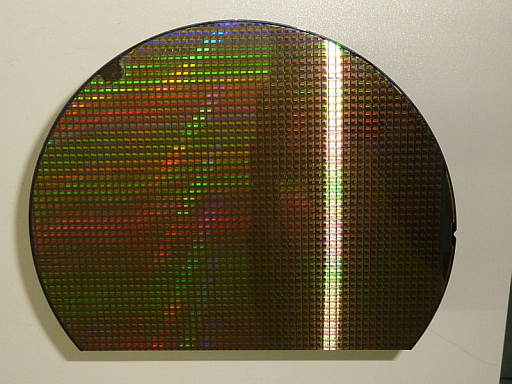
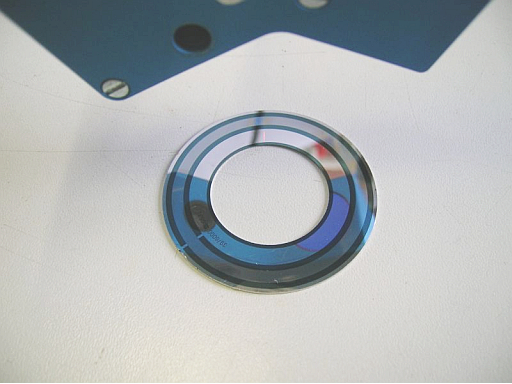
Mesure de la hauteur de diques holographiques La mesure sans contact du profil de diques codés par holographes doit être analysé. Measurement of the height difference of holographic encoder disks The height of holographic encoder disks must be controlled in a non contact way. |
|
|||||
APP N° 54
|
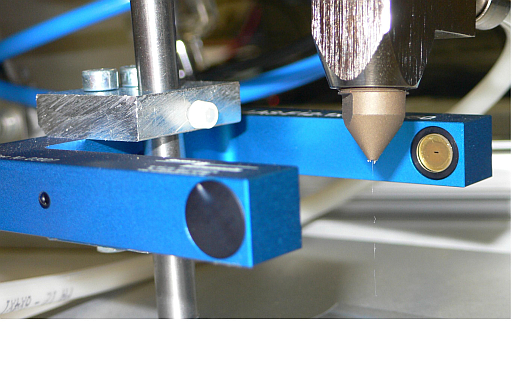
Contrôle du flux de soudage pendant son application Dans la fabrication de circuits imprimés, les zones à souder doivent être enduites d’un flux. Les buses générant un filet de quelques dixièmes de diamètre, il est necessaire d’analyser la quantité et l’angle de pulvérisation. Soldering flux control during the selective flux application Selective soldering in combination with selective flux application becomes more and more popular. Especially manufacturers of mixed assembled PCB boards benefit from this new technology. Only the areas which will be soldered will be covered from the soldering flux. To achieve this, a piezo nozzle is used to generate small flux droplets with a diameter of a few tenth of a millimeter. At this the scattering angle is very small which make sure, that the droplets strike only the scheduled area. The amount as well as the direction of the droplets should be controlled. |
|
|||||
APP N° 49
|
Contrôle de l’excentration d’un axe de brosse à dent électrique La fréquence et l’amplitude de l’excentration d’un axe de brosse à dent électrique doivent être mesurées. Control of the eccentricity of the shaft of an electrical tooth brush The frequency as well as the amplitude of the eccentric of an electric tooth brush should be controlled. |
|
|||||
APP N° 48
|
Contrôle de la couleur de Leds Sur une brosse à dent électrique, un témoin à Led doit être reconnu par sa couleur, et son clignotement détecté. LED color control On an electrical toothbrush the color of the LEDs should be controlled. Furthermore the ON/OFF times of the LEDs should be determined, too. |

|
|||||
APP N° 26
|
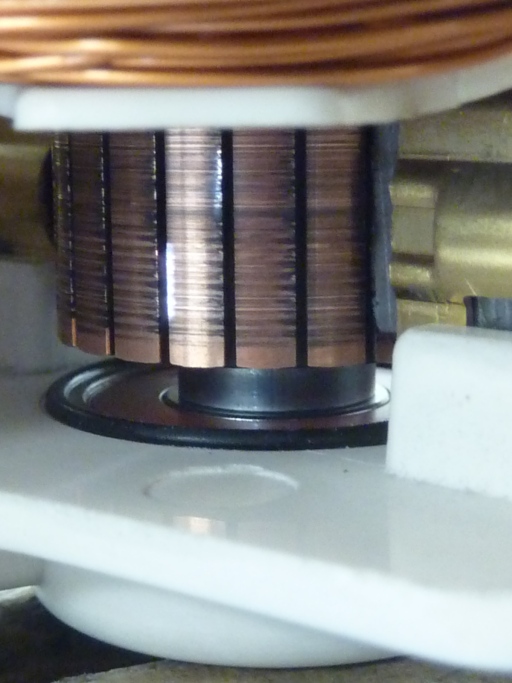
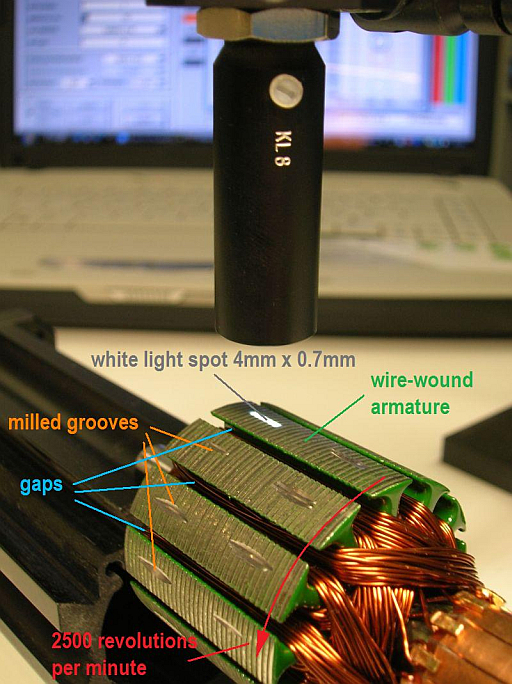
Détection de rainures et d’intervalles sur corps bobiné Les intervalles ainsi que les repères de marquage sur bobines doivent être détectés pendant l’équilibrage. La vitesse maiximale est de 2500 tr/min. Groove and gap detection on wire-wound armature The gaps as well as the milled grooves on wire-wound armatures should be detected during the electronic balancing process. The maximum speed is around 2500 revolutions per minute. |
|
|||||
APP N° 6
|
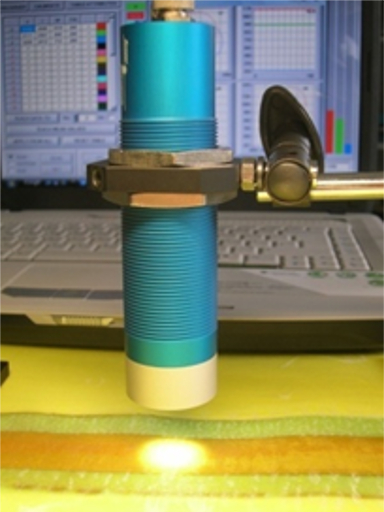
Détection de surfaces encollées La matière de PCB est normallement enroulée comme une ceinture sans fin qui contient une zone encollée à détecter. Detection of the bonding surface of raw material for PCBs The raw material of the printed circuit board is normally placed on a coil as an “endless” belt and anywhere on the belt there is a bonding surface which has to be detected during the unwinding. |
|
")


